Ultraheli seadmed. Ultraheli masin – materjali lihvimisseadmed Ultraheli masina joonistamine
Ultraheli paigaldus materjalide peeneks lihvimiseks vesikeskkonnas ultrahelilaine toimel kavitatsiooni protsessis.
Ultraheliseade on mõeldud erineva kõvadusastmega materjalide hajutamiseks vedelas keskkonnas kuni nanomõõtmeteni, homogeniseerimiseks, pastöriseerimiseks, emulgeerimiseks, elektrokeemiliste protsesside intensiivistamiseks, aktiveerimiseks jne.
Kirjeldus:
Ultraheliseade "Hammer" on mõeldud erineva kõvadusastmega materjalide hajutamiseks vedelas keskkonnas kuni nanomõõtmeteni, homogeniseerimiseks, pastöriseerimiseks, emulgeerimiseks, elektrokeemiliste protsesside intensiivistamiseks, aktiveerimiseks jne. Ultraheliseadet kasutatakse: dispergeerijana (veski), homogenisaatorina, emulgaatorina, pastörisaatorina jne.
See on ultraheli kavitatsioon seadistus läbivoolutüüp... Reaktori põhiosad ja sisevooder on valmistatud kavitatsioonikindlast materjalist.
Tänu disainifunktsioonid ja ainulaadsus generaator ultraheli vibratsioonid, samaaegne ultraheli löök sisemusse tööpiirkond kõigi piesoelektriliste elementide kavitatsioonikamber. Kui need tingimused on täidetud, muutub löögijõud piisavaks, et purustada nanoskaala tasemele ka kõige kõvemad mineraalid, nagu kvartsliiv, bariit jne. Pehmematele ainetele ja orgaanilised materjalid(näiteks kobediatomiit, saepuru jne) paigaldise võimsus on erinev.
Ultraheliseadme individuaalne arvutamine ja valmistamine on võimalik sõltuvalt lõpptulemuse nõuetest. Iga üksiku toodangu kohta on võimalik täiendav arvutus. tehnoloogilised omadusedüksuse integreerimine olemasolevasse tootmisliini.
Paigaldustööde skeem:

Eelised:
- puudumine mehaaniline protsess lihvimis-, hõõrumis- ja osad,
– ultraheliseadet on lihtne paigaldada ja kasutada,
- ultraheliseade võimaldab lihvida materjale vedelas keskkonnas molekulidega võrreldava suurusega (~ 10 nm),
– võimaldab lihvida materjale, mille võimsus on kuni 3 m 3 peeneks hajutatud segu tunnis,
- vähendas ehitusmaterjalide tootmise liinide maksumust(välja arvatud gaasivarustuse kulud, vähenevad energiatarbimise kulud, vähenevad remondi- ja hoolduskulud),
– vähendatud pikkus tootmisliin ja okupeeritud ala,
- kiirendatud tehnoloogiline protsess,
– toote osa läbipõlemine on välistatud,
- rajatise tule- ja plahvatusohutuse taset on tõstetud,
– ohutus (täielik tolmu puudumine, kahjulikud ained),
- teeninduspersonali arvu on vähendatud,
– lihvimiselemendi suurenenud töökindlus liikuvate ja hõõrduvate osade ja mehhanismide puudumise tõttu.
Rakendus:
– materjalide lihvimine vees dispergeeruvate valmistamiseks värvid ja lakid,
– teravilja, saepuru ettevalmistamine alkoholitööstuses,
– piima pastöriseerimine,
– kaevandamine ravimtaimed,
– suure jõudlusega jäätmevaba mahlade, püreede, mooside tootmine,
– desinfitseerimine ja reoveepuhasti,
– kodulindude väljaheidete ja sõnniku töötlemine,
– bariidi puurimisvedelike tootmine,
– tsemendi suspensiooni vastuvõtmine,
– kiirgusjäätmete kõrvaldamine,
– vanaadiumi ekstraheerimine Lõuna-Venemaa naftast,
– savi valmistamine keraamika tootmisel,
– betooni saamine bariidi lisamisega,
– tuleaeglustavate kattekihtide saamine bariidi lisamisega,
– titaandioksiidil põhinevate autošampoonide tootmine,
– abrasiivtööriistade keraamiliste sidemete tootmine,
– parafiinipõhiste jahutusvedelike tootmine mootoritele.
Tehnilised andmed:
| Tehnilised andmed: | Tähendus: |
| Täislastis kaal, kg | mitte rohkem kui 28 |
| Paigalduse energiatarve koos generaator tootlikkusega 1-2 m3 / h valmis suspensioonist, kW / h. | mitte rohkem kui 5,5 |
| Kuivaine ja vedeliku protsent enne ultrahelitöötlust | võib ulatuda 70:30-ni |
Paigalduse peamised omadused materjalide (näiteks mikromarmorkaltsiit) töötlemisel:
Märkus: tehnoloogia kirjeldus materjalide lihvimise ultraheliseadme "Hammer" näitel.




automatiseeritud ultraheli paigaldus
jäätmevaba tootmine Venemaal
jäätmevaba tootmisäri
jäätmevaba tootmistsükkel
materjali lihvimise tüübid
reoloogiliste materjalide lihvimise tüübid
kivisüsi-vesi kütus
hajutavad materjalid
bariidi lisamine
vanaadiumi ekstraheerimine
materjali purustamine
reoloogiliste materjalide lihvimine
puistematerjalide purustamine
tahkete materjalide purustamine
kavitatsiooniüksus
kavitatsiooniseadmed
osta kavitatsiooniseadmeid
kavitatsiooni meetod
materjali purustamise masin
lihvimismeetodid
tahkete materjalide lihvimise meetodid
piima pastöriseerimise meetodid
seadmed materjalide lihvimiseks
seadmed tahkete materjalide lihvimiseks
linnusõnniku töötlemise seadmed
reoveepuhastuse põhipuhastus ja desinfitseerimine
reovee puhastamine ja desinfitseerimine
diislikütuse puhastamine
piima pastöriseerimine ja standardimine
kodulindude väljaheidete ja sõnniku töötlemine
teravilja ettevalmistamine töötlemiseks
teravilja ettevalmistamine ladustamiseks
ultrahelipaigaldise tööpõhimõte
keraamiliste sidemete tootmine
tahke materjali lihvimisprotsessid
lihvimismaterjalide energiakulu vähendamine
kaasaegsed jäätmevaba tootmise tehnoloogiad
materjalide lihvimise meetodid
keskkonnasõbraliku ja jäätmevaba tootmise tehnoloogia
materjalide peenlihvimine
ultraheli kavitatsiooniseade
ultraheli piima pastöriseeriminehaamer
pulbermaterjalide ultraheli dispersioon
ultraheliseadmed ja nende kasutaminetegevustrakendusvaldkonna tööpõhimõte
ultraheli seade peen lihvimine materjalid steriliseerimiseelseks puhastus meditsiiniinstrumentide otsikute puhastamine töötlemise detailid voolumõõturid vpu ccm eelsterilisatsiooni kontroll keevitus hind osta hambaravi günekoloogiline loputus skanneri vooluring laineandur uz pesuri operaator skaler
Nõudluskoefitsient 928
Küsitlused
Kas meie riik vajab industrialiseerimist?
- Jah, on küll (90%, 2486 häält)
- Ei, pole vaja (6%, 178 häält (s))
- Ei tea (4%, 77 häält (s))
Tehnoloogiate otsimine
Artiklis kirjeldatakse kõige lihtsama ultrahelipaigaldise disaini, mis on mõeldud ultraheliga katsete demonstreerimiseks. Installatsioon koosneb ultraheli vibratsiooni generaatorist, emitterist, teravustamisseadmest ja mitmest abivahendid, mis võimaldab demonstreerida erinevaid eksperimente, mis selgitavad ultrahelivibratsiooni omadusi ja rakendusmeetodeid.Kõige lihtsama ultrahelipaigaldise abil on võimalik näidata ultraheli levikut erinevates keskkondades, ultraheli peegeldumist ja murdumist kahe kandja liidesel, ultraheli neeldumist erinevates ainetes. Lisaks on võimalik näidata õliemulsioonide tootmist, saastunud osade puhastamist, ultrahelikeevitust, ultrahelivedeliku purskkaevu, ultrahelivibratsiooni bioloogilisi mõjusid.
Sellise paigalduse saab valmistada kooli töökodades vanemate õpilaste jõupingutustega.
Ultraheliga katsete demonstreerimiseks mõeldud seadistus koosneb elektroonilisest generaatorist (joonis 1), kvartsmuundurist, mis muundab elektrilisi vibratsioone ultraheli vibratsioonideks, ja läätse anumast (joonis 2) ultraheli fokuseerimiseks. Toiteallikas on ainult toitetrafo Tr1, kuna generaatorlampide anoodahelad saavad otse vahelduvvoolu (ilma alaldita). See lihtsustus ei mõjuta negatiivselt seadme tööd ja samal ajal lihtsustab oluliselt selle vooluringi ja disaini.
Elektrooniline generaator on valmistatud push-pull ahela järgi kahel 6PZS lambil, mis on ühendatud trioodahela järgi (lampide ekraanivõred on ühendatud anoodidega). L1C2 ahel sisaldub lampide anoodahelates, mis määrab tekitatud võnkumiste sageduse ja tagasisidemähis L2 on kaasatud võrguahelatesse. Katoodiahelatesse on lisatud väike takistus R1, mis määrab suuresti lampide režiimi.
Joonis 1. Skemaatiline diagramm generaator
Kõrgsageduslik signaal juhitakse blokeerimiskondensaatorite C4 ja C5 kaudu kvartsresonaatorisse. Kvarts asetatakse suletud kvartsihoidikusse (joonis 2) ja ühendatakse generaatoriga 1 m juhtmetega.

Riis. 2. Objektiivi anum ja kvartsihoidja
Lisaks vaadeldavatele detailidele on ahelas ka kondensaatorid C1 ja C3 ning drossel Dr1, mille kaudu antakse anoodipinge lampide anoodidele. See drossel hoiab ära kõrgsagedusliku signaali lühise läbi kondensaatori C1 ja toitetrafo lülitusmahtuvuse.
Generaatori peamised kodus valmistatud osad on mähised L1 ja L2, mis on valmistatud lamedate spiraalide kujul. Nende valmistamiseks peate välja lõikama puidust malli. 25 cm laiusest lauast lõigatakse kaks ruutu, mis toimivad malli põskedena. Kummagi põse keskele tuleks teha augud 10-15 mm läbimõõduga metallvarda jaoks ning ühte põskedesse lõigata 3 mm laiune auk või soon, et kinnitada pooli juht. Metallvardale lõigatakse mõlemast otsast niit ja põsed asetatakse kahe mutri vahele, mille vahekaugus on võrdne keritud traadi läbimõõduga. Selle põhjal võib malli valmistamise lugeda lõpetatuks ja alustada mähiste kerimist.
Metallvarras kinnitatakse ühest otsast kruustangisse, esimene (sisemine) traadipool asetatakse põskede vahele, misjärel keeratakse mutrid kinni ja mähis jätkub. Mähisel L1 on 16 pööret ja mähisel L2 on 12 pööret 3 mm läbimõõduga vasktraati. Rullid L1 ja L2 valmistatakse eraldi, seejärel asetatakse need üksteise peale tekstoliidist või plastikust risttalale (joonis 3). Rullidele tugevuse andmiseks lõigatakse ristsae või viiliga välja süvendid. Rullide kinnitamiseks tuleb üks neist vajutada ülalt teise ristiga (ilma süvenditeta) ja teine asetada otse plaadile alates orgaaniline klaas, getinax või plastik, mis on paigaldatud generaatori metallist šassiile.

Riis. 3
Kõrgsageduslik drossel on keritud PELSHO-0,25 mm traadiga keraamilisele või plastraamile läbimõõduga 30 mm. Kerimine toimub lahtiselt 100 pöörde kaupa. Kokku on drossel 300-500 pööret. Selles konstruktsioonis kasutatakse omatehtud jõutrafot, mis on valmistatud Sh-33 plaatidest valmistatud südamikust, komplekti paksus on 33 mm. Võrgumähis sisaldab 544 pööret PEL-0,45 traati. Võrgumähis on ette nähtud ühendamiseks võrguga, mille pinge on 127 V. 220 V pingega võrgu puhul peab mähis I sisaldama 944 keerdu PEL-0,35 traati. Astmemähisel on 2980 pööret PEL-0,14 traati ja lampide hõõgniidi mähises - 30 pööret PEL-1,0 traati. Sellise trafo saab asendada ELS-2 kaubamärgi jõutrafoga, kasutades ainult võrgumähist, lampide hõõgniidi mähist ja astmelist mähist täielikult või mis tahes jõutrafot, mille võimsus on vähemalt 70 VA ja astmelise mähisega, mis tagab 470 V koormuse 6ПЗС lampide anoodidele.
Kvartsist hoidik on valmistatud pronksist vastavalt joonisel fig. 4. Traadi l väljajuhtimiseks puuritakse korpusesse L-kujuline auk, mille läbimõõt on 3 mm. Sõrmust saab lõigata tavalisest pliiatsikustutuskummist. Libisemisrõngas b on lõigatud 0,2 mm paksusest messingfooliumist. Sellel rõngal on nöör traadi jootmiseks. Mõlemad juhtmed ja ja peavad olema hea isolatsiooniga. Traat on joodetud ka tugiääriku külge O. Juhtmeid ei soovita kokku keerata.

Joonis 4. Kvartsist hoidik
Objektiivi anum koosneb silindrist e ja ultraheliläätsest b (joonis 5). Silinder on painutatud 3 mm paksusest pleksiklaasist 19 mm läbimõõduga ümarale puidust šabloonile.

Joonis 5. Objektiivi anum
Plaati kuumutatakse leegi kohal pehmenemiseni, painutatakse mustriga ja liimitakse äädikaessentsiga. Liimitud silinder seotakse niitidega ja jäetakse kaheks tunniks kuivama. Pärast seda tasandatakse silindri otsad smirgelpaberiga ja eemaldatakse niidid. Ultraheliläätse b valmistamiseks peate valmistama 18-22 mm läbimõõduga teraskuulist kuullaagrist spetsiaalse seadme (joonis 6). Palli tuleks lõõmutada, kuumutades seda punaseks ja jahutades aeglaselt. Pärast seda puuritakse kuuli 6 mm läbimõõduga auk ja lõigatakse sisekeere. Selle kuuli kinnitamiseks puurmasina padrunisse tuleb vardast valmistada varras, mille ühes otsas on keerme.
Joonis 6. Kohanemine
Masina padrunisse kinnitatakse keeratud kuuliga varras, masin lülitatakse sisse keskmisel kiirusel ja palli 10-12 mm paksusesse pleksiklaasplaadisse surudes saadakse vajalik sfääriline süvend. Kui pall süveneb selle raadiusega võrdse vahemaa võrra, puurimismasin lülitage välja ja ilma pallile avaldatavat survet katkestamata jahutage see veega. Selle tulemusena tekib orgaanilises klaasplaadis ultraheliläätse sfääriline süvendus. Süvendiga plaadist lõigatakse rauasaega välja 36 mm küljega ruut, süvendi ümber moodustunud rõngakujuline eend tasandatakse peeneteralise smirgelpaberiga ja plaat lihvitakse altpoolt nii, et põhjaga jääks põhja. Süvendi keskele jääb paksus 0,2 mm. Seejärel lihvitakse liivapaberiga kriimustatud kohad läbipaistvuseni ja edasi treipink lõigake nurgad nii, et sfääriline süvend jääks plaadi keskele. Plaadi alumisele küljele on vaja teha 3 mm kõrguse ja 23,8 mm läbimõõduga eend, et tsentreerida lääts kvartshoidikul.
Olles niisutanud silindri üht otsaotsa rikkalikult äädika essentsi või dikloroetaaniga, liimige see ultraheliläätse külge nii, et silindri kesktelg langeb kokku läätse keskpunkti läbiva teljega. Pärast kuivatamist liimitud anumas puuritakse reguleerimiskruvide jaoks kolm auku. Kõige parem on neid kruvisid pöörata spetsiaalse kruvikeerajaga, mis on valmistatud tavalisest 10–12 cm pikkusest ja 1,5–2 mm läbimõõduga traadist ning varustatud isoleermaterjalist käepidemega. Pärast nende osade valmistamist ja generaatori paigaldamist võite alustada seadme seadistamist, mis tavaliselt taandub L1C2 vooluahela häälestamisele kvartsi loomuliku sagedusega resonantsile. Kvartsplaati (joonis 4) tuleb pesta voolavas vees seebiga ja kuivatada. Kontaktrõngas b puhastatakse ülalt läikima. Asetage kvartsplaat ettevaatlikult libisemisrõnga peale ja tilgutage paar tilka trafoõli plaadi servadele, keerake kate d nii, et see surub kvartsplaati. Ultraheli vibratsiooni näitamiseks täidetakse kaane süvendid a ja d trafoõli või petrooleumiga. Pärast toite sisselülitamist ja minutilist soojendamist keerake häälestusnuppu ja saavutage resonants kvartsplaadi generaatori võnkumiste vahel. Resonantsi hetkel täheldatakse kaane süvendisse valatud vedeliku maksimaalset paisumist. Pärast generaatori seadistamist võite alustada katsete demonstreerimist.
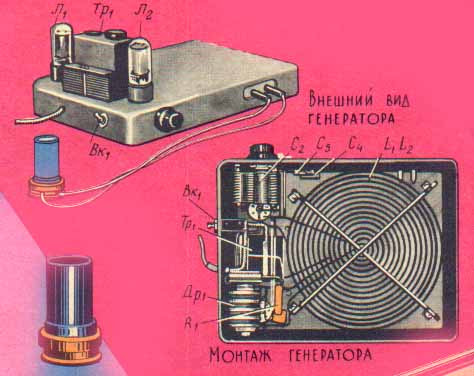
Generaatori disain.
Üks tõhusamaid demonstratsioone on vedeliku purskkaevu loomine ultraheli vibratsiooni mõjul. Vedeliku purskkaevu saamiseks on vaja "läätse" anum asetada kvartsihoidja kohale nii, et "läätse" anuma põhja ja kvartsplaadi vahele ei koguneks õhumulle. Seejärel tuleks läätseanumasse valada tavaline joogivesi ja minut pärast generaatori sisselülitamist a ultraheli purskkaev... Purskkaevu kõrgust saab reguleerimiskruvidega muuta, olles eelnevalt generaatorit kondensaatori C2 abil reguleerinud. Kell õige seadistus kogu süsteemist saate 30-40 cm kõrguse purskkaevu (joon. 7).

Joonis 7. Ultraheli purskkaev.
Samaaegselt purskkaevu ilmumisega tekib veeudu, mis on kavitatsiooniprotsessi tulemus, millega kaasneb iseloomulik kahin. Kui "läätse" anumasse valatakse vee asemel trafoõli, suureneb purskkaevu kõrgus märgatavalt. Purskkaevu saab pidevalt jälgida, kuni vedeliku tase "läätse" anumas langeb 20 mm-ni. Purskkaevu pikaajaliseks vaatlemiseks tuleks seda kaitsta klaastoruga B, mille siseseinu mööda saab purskav vedelik tagasi voolata.
Kui vedelikule rakendatakse ultraheli vibratsiooni, tekivad selles mikroskoopilised mullid (kavitatsiooninähtus), millega kaasneb mullide tekkekohas rõhu märkimisväärne tõus. See nähtus viib aineosakeste või elusorganismide hävimiseni vedelikus. Kui asetate väikese kala või dafnia veega "läätsede anumasse", siis pärast 1-2-minutilist ultrahelikiirgust nad surevad. "Läätse" anuma projektsioon veega ekraanile võimaldab jälgida kõiki selle kogemuse protsesse järjestikku suurel publikul (joonis 8).

Joonis 8. Ultraheli vibratsiooni bioloogiline toime.
Kirjeldatud seadme abil on võimalik demonstreerida ultraheli kasutamist väikeste osade puhastamiseks saastumisest. Selleks asetatakse vedeliku purskkaevu alusesse väike osa (kellaratas, metallitükk vms), mis on rohkelt määrdega määritud. Purskkaev väheneb oluliselt ja võib üldse seiskuda, kuid saastunud osa puhastatakse järk-järgult. Tuleb märkida, et detailide ultraheliga puhastamine eeldab võimsamate generaatorite kasutamist, mistõttu ei ole võimalik kogu saastunud osa lühikese aja jooksul puhastada ning piirduda tuleb vaid mõne hamba puhastamisega.
Kavitatsiooninähtust kasutades võib saada õliemulsiooni. Selleks valatakse "läätse" anumasse vesi ja ülevalt lisatakse veidi trafoõli. Et vältida emulsiooni pritsimist, katke läätseanum koos sisuga klaasiga. Kui generaator sisse lülitada, tekib vee ja õli purskkaev. 1-2 minuti pärast. kiiritamisel moodustub läätseanumas stabiilne piimjas emulsioon.
On teada, et ultraheli vibratsiooni levimist vees saab nähtavaks teha ja see näitab selgelt mõningaid ultraheli omadusi. Selleks on vaja läbipaistva ja lameda põhjaga ning võimalikult suurt vanni, mille külje kõrgus on vähemalt 5-6 cm Vann asetatakse näidislauas oleva augu kohale, et kogu läbipaistev põhi oleks altpoolt valgustatud . Valgustuse jaoks on hea kasutada punktvalgusallikana kuuevoldist autopirni, et projitseerida uuritavad protsessid publiku lakke (joon. 9).

Joonis 9. Ultrahelilainete murdumine ja peegeldumine.
Võite kasutada ka tavalist väikese võimsusega lambipirni. Vanni valatakse vett nii, et kvartsihoidikus olev kvartsplaat on vertikaalselt asetatuna sellesse täielikult sukeldatud. Pärast seda saate generaatori sisse lülitada ja kvartsihoidjat vertikaalasendist kaldasendisse liigutades jälgida ultrahelikiire levikut auditooriumi lae projektsioonis. Sel juhul saab kvartsihoidjat hoida sellega ühendatud juhtmetest l ja c või kinnitada see eelnevalt spetsiaalsesse hoidikusse, millega saab sujuvalt muuta ultrahelikiire langemisnurki vertikaalses ja horisontaalses. vastavalt lennukid. Ultraheli kiirt vaadeldakse valgustäppide kujul, mis paiknevad piki ultraheli vibratsiooni levikut vees. Paigutades ultrahelikiire levimise teele takistuse, saab jälgida kiire peegeldumist ja murdumist.
Kirjeldatud paigaldus võimaldab läbi viia muid katseid, mille iseloom sõltub õpitavast programmist ja klassiruumi varustusest. Generaatori koormusena võib kaasata baariumtitanaatplaate ja üldiselt kõiki plaate, millel on piesoelektriline efekt sagedustel 0,5 MHz kuni 4,5 MHz. Muude sageduste jaoks mõeldud plaatide olemasolul on vaja muuta induktiivpoolide pöörete arvu (suurendada sagedustel alla 0,5 MHz ja vähendada sagedustel üle 4,5 MHz). Võnkuahela ja tagasisidemähise muutmisel sagedusele 15 kHz saate kvartsi asemel sisse lülitada mis tahes magnetostriktiivse muunduri, mille võimsus ei ületa 60 VA
Kasutatakse erinevate seadmete detailide ja koostude pesemiseks, keevitamiseks erinevaid materjale... Ultraheli kasutatakse suspensioonide, vedelate aerosoolide ja emulsioonide valmistamiseks. Emulsioonide saamiseks toodetakse näiteks segisti-emulgaatorit UGS-10 ja muid seadmeid. Meetodid, mis põhinevad ultrahelilainete peegeldumisel kahe kandja liidesest, on kasutusel hüdrolokaliseerimise, vigade tuvastamise, meditsiinilise diagnostika jms seadmetes.
Ultraheli muude võimaluste hulgas tuleb märkida selle võimet töödelda kõvasid rabedaid materjale etteantud suuruseni. Eelkõige on see väga tõhus ultraheli ravi keeruka kujuga detailide ja aukude valmistamisel sellistes toodetes nagu klaas, keraamika, teemant, germaanium, räni jne, mille töötlemine muude meetoditega on keeruline.
Ultraheli kasutamine kulunud osade taastamisel vähendab ladestunud metalli poorsust ja suurendab selle tugevust. Lisaks väheneb piklike keevitatud osade, näiteks mootori väntvõllide, kõverus.
Osade ultrahelipuhastus
Osade või esemete ultrahelipuhastust kasutatakse enne remonti, montaaži, värvimist, kroomimist ja muid toiminguid. Selle kasutamine on eriti efektiivne keeruka kujuga detailide ja raskesti ligipääsetavate kohtade puhastamiseks kitsaste pilude, pilude, väikeste aukude jms kujul.
Tööstus toodab suur number paigaldised ultraheli puhastamiseks, erinevad disainifunktsioonid, vanni võimsus ja võimsus, näiteks transistor omad: UZU-0,25 väljundvõimsusega 0,25 kW, UZG-10-1,6 võimsusega 1,6 kW jne, türistor UZG-2-4 väljundvõimsusega 4 kW ja UZG-1-10 / 22 võimsusega 10 kW. Käitiste töösagedus on 18 ja 22 kHz.
Ultraheliseade UZU-0.25 on mõeldud väikeste osade puhastamiseks. See koosneb ultraheligeneraatorist ja ultrahelivannist.
Ultraheliseadme UZU-0.25 tehnilised andmed
Võrgu sagedus - 50 Hz
Võrgust tarbitav võimsus - mitte rohkem kui 0,45 kVA
Töösagedus - 18 kHz
Väljundvõimsus - 0,25 kW
Töövanni sisemõõtmed - 200 x 168 mm sügavusega 158 mm
Ultraheligeneraatori esipaneelil on lülituslüliti generaatori sisselülitamiseks ja lamp, mis annab märku toitepinge olemasolust.
Generaatori šassii tagaseinal on: kaitsmehoidja ja kaks pistikühendust, mille kaudu on generaator ühendatud ultrahelivanni ja vooluvõrku, generaatori maanduse klemm.
Kolm pakendatud piesoelektrilist muundurit on paigaldatud ultrahelivanni põhja. Ühe anduri pakett koosneb kahest TsTS-19 materjalist (plii tsirkonaattitanaadist) piesoelektrilisest plaadist, kahest sagedust vähendavast padjast ja tsentraalsest roostevabast terasest vardast, mille pea on anduri kiirgav element.
Vanni korpusel on: liitmik, kraani käepide kirjaga "Drain", klemm vanni maandamiseks ja pistikühendus generaatoriga ühendamiseks.
Joonisel 1 on kujutatud pearaha elektriahel ultraheli paigaldus UZU-0.25.
Riis. 1. Ultrahelipaigaldise UZU-0.25 skemaatiline diagramm
Esimene etapp on töötamine transistoril VT1 vastavalt induktiivse vooluringile tagasisidet ja võnkeahel.
Elektrilised vibratsioonid ultraheli sagedusega 18 kHz, mis esinevad peaostsillaatoris, suunatakse võimsuse eelvõimendi sisendisse.
Esialgne võimsusvõimendi koosneb kahest etapist, millest üks on kokku pandud transistoridele VT2, VT3, teine - transistoridele VT4, VT5. Võimsuse eelvõimenduse mõlemad etapid on kokku pandud vastavalt lülitusrežiimis töötavale järjestikusele push-pull ahelale. Transistoride peamine töörežiim võimaldab saavutada kõrge efektiivsuse piisavalt suure võimsusega.
Transistoride VT2, VT3 baasahelad. VT4, VT5 on ühendatud trafode TV1 ja TV2 eraldi vastassuunaliste mähistega. See tagab transistoride push-pull töö, st vahelduva sisselülitamise.
Nende transistoride automaatse eelpingestuse tagavad takistid R3 - R6 ja kondensaatorid C6, C7 ja C10, C11, mis sisalduvad iga transistori baasahelas.
Vahelduv ergutuspinge antakse baasile läbi kondensaatorite C6, C7 ja C10, C11 ning takistite R3 - R6 läbiv baasvoolu konstantne komponent tekitab nendes pingelanguse, mis tagab usaldusväärse sulgemise ja avanemise. transistoridest.
Neljas etapp on võimsusvõimendi. See koosneb kolmest tõukeelemendist transistoridel VT6 - VT11, mis töötavad lülitusrežiimis. Eelvõimendi pinge antakse igale transistorile trafo TV З eraldi mähisest ja igas lahtris on need pinged antifaasilised. Transistorelementidelt suunatakse vahelduvpinge TV4 trafo kolmele mähisele, kus lisatakse võimsus.
Väljundtrafost juhitakse pinge piesoelektrilistesse muunduritesse AA1, AA2 ja AAAZ.
Kuna transistorid töötavad lülitusrežiimis, on harmoonilisi sisaldav väljundpinge ristkülikukujuline. Pinge esimese harmoonilise isoleerimiseks muunduritel ühendatakse trafo TV4 väljundmähisega jadamisi mähis L, mille induktiivsus arvutatakse nii, et see oma muundurite mahtuvusega. moodustab pinge 1. harmoonilisele häälestatud võnkeahela. See võimaldab saada koormuse sinusoidaalset pinget ilma transistoride energeetiliselt soodsat režiimi muutmata.
Paigaldus saab toite vahelduvvoolust pingega 220 V ja sagedusega 50 Hz, kasutades toitetrafot TV5, millel on primaarmähis ja kolm sekundaarmähist, millest üks teenib peageneraatori toite ja ülejäänud kaks toidab ülejäänud etappe.
Peageneraatori toiteallikaks on (VD1 ja VD2 dioodidega) kokku pandud alaldi.
Esialgsete võimendusastmete toide toimub sildahelasse kokku pandud alaldist (dioodid VD3 - VD6). Teine sillaahel dioodidel VD7 - VD10 toidab võimsusvõimendit.
Puhastusvahend tuleks valida sõltuvalt mustuse ja materjalide iseloomust. Kui trinaatriumfosfaati pole käepärast, võib terasdetailide puhastamiseks kasutada soodat.
Puhastusaeg ultrahelivannis on 0,5 kuni 3 minutit. Puhastusvahendi maksimaalne lubatud temperatuur on 90 o C.
Enne pesuvedeliku vahetamist tuleb generaator välja lülitada, mitte lubada muunduritel töötada ilma vedelikuta vannis.
Ultrahelivanni osade puhastamine toimub järgmises järjestuses: toitelüliti seatakse asendisse "Väljas", vanni tühjendusventiil seatakse asendisse "Suletud", puhastusaine valatakse ultrahelivann tasemeni 120 - 130 mm, toitekaabli pistik on ühendatud pistikupessa.võrgu pinge 220 V.
Paigalduse testimine: lülitage lüliti sisse asendisse "Sees", samal ajal kui signaallamp peaks süttima ja kostuma kaviteeriva vedeliku tööheli. Kavitatsiooni ilmnemist saab hinnata ka väikseimate liigutatavate mullide moodustumise järgi vannianduritele.
Pärast paigalduse testimist ühendage see vooluvõrgust lahti, laadige saastunud osad vanni ja alustage töötlemist.
Paigaldus koosneb laboratooriumi riiulist, ultraheligeneraatorist, suure efektiivsusega kõrge Q magnetostriktiivsest muundurist ja kolmest muunduri lainejuht-emitterist (kontsentraatorist). on väljundvõimsuse astmeline reguleerimine, 50%, 75%, 100% nimiväljundvõimsusest. Võimsuse juhtimine ja kolme erineva lainejuht-emitteri olemasolu komplektis (võimendusega 1: 0,5, 1: 1 ja 1: 2) võimaldab teil saada uuritavates vedelikes ja elastses keskkonnas erineva amplituudiga ultraheli vibratsiooni, ligikaudu, 0 kuni 80 mikronit sagedusel 22 kHz.
Aastatepikkune kogemus tootmises ja müügis ultraheli seadmed kinnitab tajutavat vajadust varustada kõik kaasaegse kõrgtehnoloogilise tootmise liigid laboriruumidega.
Nanomaterjalide ja nanostruktuuride tootmine, nanotehnoloogiate juurutamine ja arendamine on võimatu ilma ultraheliseadmeid kasutamata.
Selle ultraheliseadme abil on võimalik:
- metallide nanopulbrite saamine;
- kasutada fullereenidega töötamisel;
- tuumareaktsioonide kulgemise uurimine tugevate ultraheliväljade tingimustes (külmtuuma);
- Sonoluminestsentsi ergastamine vedelikes uurimis- ja tööstuslikel eesmärkidel;
- peendisperssete normaliseeritud otse- ja pöördemulsioonide loomine;
- puidu sondeerimine;
- ultrahelivibratsioonide ergastamine metallisulamites degaseerimiseks;
- ja paljud paljud teised.
Kaasaegsed ultrahelihajutajad digitaalsete generaatoritega I10-840 seeria
Ultraheli paigaldus (disperser, homogenisaator, emulgaator) I100-840 on mõeldud ultraheli mõju vedelale kandjale laboratoorseteks uuringuteks digitaalse juhtimisega, sujuva reguleerimisega, töösageduse digitaalse valikuga, taimeriga, võimalusega ühendada püsimällu erineva sageduse ja võimsusega võnkesüsteeme ning salvestustöötlusparameetriid.
Paigaldamist saab täiendada ultraheli magnetostriktiivse või piesotermilise vibratsioonisüsteemiga töösagedusega 22 ja 44 kHz.
Vajadusel on võimalik dispergeerijat varustada võnkesüsteemidega sagedustel 18, 30, 88 kHz.
Ultraheli laboriruumid(dispergeerivaid aineid) kasutatakse:
- ultrahelikavitatsiooni mõju laboratoorseteks uuringuteks erinevatele vedelikele ja vedelikku asetatud proovidele;
- raskesti või vähelahustuvate ainete ja vedelike lahustamiseks teistes vedelikes;
- erinevate vedelike kavitatsioonitugevuse testimiseks. Näiteks tööstuslike õlide viskoossuse stabiilsuse määramiseks (õli AMG-10 kohta vt GOST 6794-75);
- uurida kiudmaterjalide immutuskiiruse muutusi ultraheli mõjul ja parandada kiudmaterjalide immutamist erinevate täiteainetega;
- välistada mineraalosakeste agregatsioon hüdrosorteerimisel (abrasiivsed pulbrid, geomodifikaatorid, looduslikud ja tehislikud teemandid jne);
- autokütuse seadmete, düüside ja karburaatorite keerukate toodete ultraheli puhastamiseks;
- masinaosade ja mehhanismide kavitatsioonitugevuse uurimiseks;
- ja kõige lihtsamal juhul - üliintensiivse ultrahelipesuvannina. Klaasnõudel ja klaasil olevad setted ja ladestused eemaldatakse või lahustuvad sekunditega.
Patendi RU 2286216 omanikud:
Seadmed suspensioonide ultrahelipuhastamiseks ja töötlemiseks võimsates akustilistes väljades Leiutis käsitleb seadmeid suspensioonide ultrahelipuhastamiseks ja töötlemiseks võimsates akustilistes väljades, eelkõige lahustamiseks, emulgeerimiseks, dispergeerimiseks, samuti seadmeid mehaaniliste vibratsioonide vastuvõtmiseks ja edastamiseks, kasutades magnetostriktsiooni efekti. Paigaldus sisaldab ultrahelivardaga magnetostriktiivset andurit, metallist silindrilise toru kujulist töökambrit ja akustilist lainejuhti, mille emiteeriv ots on elastse tihendusrõnga abil hermeetiliselt ühendatud silindrilise toru põhjaga, ja selle lainejuhi vastuvõtuots on akustiliselt jäigalt ühendatud ultrahelivarda muunduri kiirgava pinnaga ... Paigaldusse lisatakse täiendavalt rõngakujuline magnetostriktiivne emitter, mille magnetahel on akustiliselt jäigalt surutud töökambri torule. Ultrahelipaigaldis moodustab töödeldud vedelas keskkonnas kahesagedusliku akustilise välja, mis tagab tehnoloogilise protsessi intensiivistamise tõusu ilma lõpptoote kvaliteeti langetamata. 3 C.p. f-ly, 1 dwg
Seadmed suspensioonide ultrahelipuhastamiseks ja töötlemiseks võimsates akustilistes väljades Leiutis käsitleb seadmeid suspensioonide ultrahelipuhastamiseks ja töötlemiseks võimsates akustilistes väljades, eelkõige lahustamiseks, emulgeerimiseks, dispergeerimiseks, samuti seadmeid mehaaniliste vibratsioonide vastuvõtmiseks ja edastamiseks, kasutades magnetostriktsiooni efekti.
Tuntud on seade ultraheli vibratsioonide sisestamiseks vedelikku (DE patent nr 3815925, V 08 V 3/12, 1989) ultrahelianduri abil, mis on hermeetiliselt isoleeriva ääriku abil fikseeritud heli kiirgava koonusega. alumises tsoonis vedelikuvanni sees.
Kõige lähem tehniline lahendus Kavandatavale on UZVD-6 tüüpi ultraheliinstallatsioon (A.V. Donskoy, OKKeller, G.S.Kratysh "Ultraheli elektrotehnoloogilised paigaldised", Leningrad: Energoizdat, 1982, lk 169), mis sisaldab varda ultrahelimuundurit, töökambrit, mis on valmistatud metallist silindrilise toru kujul ja akustilise lainejuhiga, mille emiteeriv ots on elastse tihendusrõnga abil hermeetiliselt ühendatud silindrilise toru alumise osaga ja selle lainejuhi vastuvõttev ots on akustiliselt jäigalt ühendatud kiirgava toruga. varda ultrahelianduri pind.
Tuvastatud teadaolevate ultrahelipaigaldiste puuduseks on see, et töökambril on üksainus ultrahelivibratsiooni allikas, mis edastatakse sinna magnetostriktiivsest muundurist läbi lainejuhi otsa, mille mehaanilised omadused ja akustilised parameetrid määravad ära maksimaalse lubatud kiirguse. intensiivsusega. Sageli ei suuda vastuvõetav ultrahelivibratsiooni kiirguse intensiivsus vastata tehnoloogilise protsessi nõuetele lõpptoote kvaliteedi suhtes, mis muudab vajalikuks vedela keskkonna ultrahelitöötluse aja pikendamise ja viib kiirguse vähenemiseni. tehnoloogilise protsessi intensiivsus.
Seega patendiotsingu käigus tuvastatud patendiotsingu ultraheliseadmed, analoog ja prototüüp ei taga realiseerituna tehnilise tulemuse saavutamist, mis seisneb tehnoloogilise protsessi intensiivistamise suurendamises ilma patendiotsingu kvaliteeti langetamata. lõpptoode.
Kavandatav leiutis lahendab ultrahelipaigaldise loomise probleemi, mille rakendamine tagab tehnilise tulemuse saavutamise, mis seisneb tehnoloogilise protsessi intensiivistamise suurendamises ilma lõpptoote kvaliteeti langetamata.
Leiutise olemus seisneb selles, et ultrahelipaigaldises, mis sisaldab varras-ultrahelimuundurit, metallist silindrikujulise toru kujulist töökambrit ja akustilist lainejuhti, mille kiirgav ots on hermeetiliselt ühendatud toru põhjaga. silindriline toru elastse tihendusrõnga abil ja selle lainejuhi vastuvõtuots on akustiliselt jäigalt ühendatud varda ultrahelimuunduri kiirgava pinnaga, lisaks on sisse viidud rõngakujuline magnetostriktiivne emitter, mille magnetahel on akustiliselt jäigalt peale surutud. töökambri toru. Lisaks on nihkesõlme piirkonnas lainejuhi kiirgava otsa külge kinnitatud elastne tihendusrõngas. Sel juhul asub rõngakujulise radiaatori magnetahela alumine ots akustilise lainejuhi kiirgava otsaga samas tasapinnas. Veelgi enam, akustilise lainejuhi kiirgava otsa pind on tehtud nõgusaks, sfääriliseks, sfääri raadiusega, mis on võrdne rõngakujulise magnetostriktiivse emitteri magnetahela pikkusega.
Tehniline tulemus saavutatakse järgmiselt. Varraste ultraheliandur on ultraheli vibratsiooni allikas, mis annab nõutavad parameetrid tehnoloogilise protsessi läbiviimiseks käitise töökambris olev akustiline väli, mis tagab lõpptoote intensiivistumise ja kvaliteedi. Akustiline lainejuht, mille emiteeriv ots on hermeetiliselt ühendatud silindrilise toru põhjaga ja selle lainejuhi vastuvõtuots on akustiliselt jäigalt ühendatud ultrahelivarrasmuunduri kiirgava pinnaga, tagab ultraheli vibratsioonide edastamise töödeldavasse torusse. töökambri vedel keskkond. Sel juhul on ühenduse tihedus ja liikuvus tagatud tänu sellele, et lainejuhi kiirgav ots on elastse tihendusrõnga abil ühendatud töökambri toru alumise osaga. Ühenduse liikuvus annab võimaluse mehaaniliste vibratsioonide ülekandmiseks andurilt läbi lainejuhi töökambrisse, vedelasse töödeldavasse keskkonda, võimaluse teostada tehnoloogilist protsessi ja sellest tulenevalt saada vajalikku tehnilist tulemust.
Lisaks on väidetavas paigalduses elastne tihendusrõngas fikseeritud lainejuhi kiirgavas otsas nihkesõlme tsoonis, erinevalt prototüübist, milles see on paigaldatud nihke-antisõlme tsooni. Selle tulemusena summutab O-rõngas prototüübi paigaldusel vibratsiooni ja vähendab vibratsioonisüsteemi Q-tegurit ning vähendab seetõttu tehnoloogilise protsessi intensiivsust. Deklareeritud paigalduse korral on O-rõngas paigaldatud nihkeseadme piirkonda, nii et see ei mõjuta vibratsioonisüsteemi. See võimaldab lasta lainejuhist läbi prototüübiga võrreldes rohkem võimsust ja seeläbi suurendada kiirguse intensiivsust, seega intensiivistada tehnoloogilist protsessi ilma lõpptoote kvaliteeti langetamata. Lisaks, kuna väidetavas paigalduses on O-rõngas paigaldatud koostu piirkonda, st. nulldeformatsiooni tsoonis ei vaju see vibratsioonist kokku, säilitab lainejuhi kiirgava otsa ühenduse liikuvuse põhja töökambri torud, mis võimaldab säilitada kiirguse intensiivsust. Prototüübis on tihendusrõngas paigaldatud lainejuhi maksimaalse deformatsiooni tsooni. Seetõttu vajub rõngas vibratsioonist järk-järgult kokku, mis vähendab järk-järgult kiirguse intensiivsust ning seejärel katkestab ühenduse tiheduse ja häirib paigalduse tööd.
Rõngakujulise magnetostriktiivse emitteri kasutamine võimaldab realiseerida suure muundusvõimsuse ja märkimisväärse kiirgusala (A.V. Donskoy, OK Keller, G.S. tehnoloogilise protsessi intensiivistamine ilma lõpptoote kvaliteeti vähendamata).
Kuna toru on silindriline ja paigaldusse sisestatav magnetostriktiivne emitter on tehtud rõngakujuliseks, on võimalik magnetsüdamikku suruda toru välispinnale. Kui magnetjuhtme mähisele rakendatakse toitepinget, tekib plaatides magnetostriktiivne efekt, mis viib magnetahela rõngakujuliste plaatide deformeerumiseni radiaalsuunas. Sel juhul, kuna toru on valmistatud metallist ja magnetahel on akustiliselt jäigalt torule surutud, muundub magnetahela rõngakujuliste plaatide deformatsioon toru seina radiaalseteks võnkumisteks. Selle tulemusena muudetakse rõngakujulise magnetostriktiivse emitteri erutava generaatori elektrilised vibratsioonid magnetostriktiivsete plaatide radiaalseteks mehaanilisteks vibratsioonideks ning magnetahela kiirgustasandi akustiliselt jäiga ühenduse tõttu toru pinnaga tekivad mehaanilised vibratsioonid. kantakse läbi toruseinte töödeldud vedelasse keskkonda. Sel juhul on töödeldud vedelas keskkonnas akustiliste vibratsioonide allikaks töökambri silindrilise toru sisesein. Selle tulemusena moodustub vaadeldavas paigaldises töödeldud vedelas keskkonnas teise resonantssagedusega akustiline väli. Sellisel juhul suurendab rõngakujulise magnetostriktiivse emitteri kasutuselevõtt väidetavas paigalduses prototüübiga võrreldes kiirgava pinna pindala: lainejuhi kiirgav pind ja osa töökambri siseseinast. mille välispinnale on pressitud rõngakujuline magnetostriktiivne emitter. Kiirguspinna pindala suurenemine suurendab akustilise välja intensiivsust töökambris ja võimaldab seega intensiivistada tehnoloogilist protsessi ilma lõpptoote kvaliteeti langetamata.
Rõngakujulise radiaatori magnetahela alumise otsa asukoht akustilise lainejuhi kiirgava otsaga samas tasapinnas on parim variant, kuna selle asetamine lainejuhi kiirgavast otsast alla viib ringmuunduri (rõngaradiaator - toru) surnud (seisva) tsooni moodustumiseni. Rõngakujulise radiaatori magnetahela alumise otsa asetamine lainejuhi kiirgava otsa kohale vähendab rõngakujulise muunduri efektiivsust. Mõlemad variandid vähendavad kogu akustilise välja mõju intensiivsust töödeldavale vedelale keskkonnale ja sellest tulenevalt tehnoloogilise protsessi intensiivistumise vähenemist.
Kuna rõngakujulise magnetostriktiivse emitteri kiirgav pind on silindriline sein, siis on helienergia fokuseeritud, s.o. akustilise välja kontsentratsioon luuakse piki toru aksiaaljoont, millele surutakse emitteri magnetsüdamik. Kuna ultrahelivarda muunduri kiirgav pind on tehtud nõgusa sfääri kujul, fokusseerib see kiirgav pind ka helienergiat, kuid toru keskjoonel asuva punkti lähedal. Seega langevad erinevatel fookuskaugustel mõlema kiirgava pinna fookused kokku, koondades võimsa akustilise energia töökambri väikesesse mahtu. Kuna rõngakujulise radiaatori magnetahela alumine ots asub samas tasapinnas akustilise lainejuhi kiirgava otsaga, milles nõgusa kera raadius on võrdne poole rõngakujulise magnetostriktiivi magnetahela pikkusest. radiaator, akustilise energia fookuspunkt asub toru aksiaaljoone keskel, st. installatsiooni töökambri keskele on väikeses mahus koondunud võimas akustiline energia ("Ultraheli. Väike entsüklopeedia", peatoimetaja I.P. Golyanin, Moskva: Nõukogude entsüklopeedia, 1979, lk 367-370). Mõlema kiirgava pinna akustilise energia fokuseerimise alal on akustilise välja mõju intensiivsus töödeldavale vedelale keskkonnale sadu kordi suurem kui kambri teistes piirkondades. Lokaalne helitugevus luuakse võimsa kokkupuute intensiivsusega väljaga. Lokaalse võimsa löögi intensiivsuse tõttu hävivad isegi raskesti töödeldavad materjalid. Lisaks suunatakse sel juhul seintelt võimas ultraheli, mis kaitseb kambri seinu hävitamise ja töödeldud materjali saastumise eest seina hävimisproduktiga. Seega, muutes akustilise lainejuhi kiirgava otsa pinna nõgusaks, sfääriliseks, sfääri raadiusega, mis on võrdne poole rõngakujulise magnetostriktiivse emitteri magnetahela pikkusest, suurendab akustilise välja mõju intensiivsust töödeldavale vedelikule. keskmine ja seega intensiivistab tehnoloogilist protsessi ilma lõpptoote kvaliteeti vähendamata.
Nagu ülal näidatud, moodustatakse nõutud paigalduses töödeldud vedelas keskkonnas kahe resonantssagedusega akustiline väli. Esimene resonantssagedus määratakse varda magnetostriktiivse muunduri resonantssagedusega, teine - töökambri torule surutud magnetostriktiivse rõngasemitteri resonantssagedusega. Rõngakujulise magnetostriktiivse emitteri resonantssagedus määratakse avaldisega lcp = λ = c / fres, kus lcp on emitteri magnetahela keskjoone pikkus, λ on lainepikkus magnetahela materjalis, c on elastsete vibratsioonide kiirus magnetahela materjalis, fres on emitteri resonantssagedus (A. Donskoy, OKKeller, G.S.Kratysh "Ultraheli elektrotehnoloogilised installatsioonid", Leningrad: Energoizdat, 1982, lk 25). Teisisõnu määrab paigaldise teise resonantssageduse rõngakujulise magnetahela keskjoone pikkus, mille omakorda määrab töökambri toru välisläbimõõt: mida pikem on magnetahela keskjoon. , seda madalam on installatsiooni teine resonantssagedus.
Kahe resonantssageduse olemasolu deklareeritud paigalduses võimaldab intensiivistada tehnoloogilist protsessi ilma lõpptoote kvaliteeti vähendamata. Seda selgitatakse järgmiselt.
Töödeldud vedelas keskkonnas oleva akustilise välja toimel tekivad akustilised voolud - vedeliku statsionaarsed keerisvoolud, mis tekivad vabas ebahomogeenses heliväljas. Deklareeritud paigalduses töödeldud vedelas keskkonnas moodustuvad kahte tüüpi akustilised lained, millest igaühel on oma resonantssagedus: silindriline laine levib radiaalselt sisepind torud (töökamber) ja tasapinnaline laine levib mööda töökambrit alt üles. Kahe resonantssageduse olemasolu suurendab akustiliste voolude mõju töödeldud vedelale keskkonnale, kuna igal resonantssagedusel tekivad oma akustilised voolud, mis vedelikku intensiivselt segavad. See toob kaasa ka akustiliste voogude turbulentsi suurenemise ja töödeldava vedeliku veelgi intensiivsema segunemise, mis suurendab akustilise välja mõju intensiivsust töödeldavale vedelale keskkonnale. Selle tulemusena intensiivistub tehnoloogiline protsess ilma lõpptoote kvaliteeti langetamata.
Lisaks toimub töödeldud vedelas keskkonnas akustilise välja mõjul kavitatsioon - vedela keskkonna rebendid, kus rõhk lokaalselt väheneb. Kavitatsiooni tulemusena tekivad auru-gaasikavitatsioonimullid. Kui akustiline väli on nõrk, siis mullid resoneerivad, pulseerivad väljas. Kui akustiline väli on tugev, kukub mull pärast helilaine perioodi kokku (ideaaljuhul), kuna see langeb selle välja tekitatud kõrgrõhu piirkonda. Mullide kokkuvarisemisel tekitavad need vedelas keskkonnas tugevaid hüdrodünaamilisi häireid, intensiivset akustiliste lainete kiirgust ja põhjustavad kaviteeriva vedelikuga piirnevate tahkete ainete pindade hävimist. Väidetavas installatsioonis on akustiline väli võimsam kui prototüübi installatsiooni akustiline väli, mis on seletatav kahe resonantssageduse olemasoluga selles. Selle tulemusena on väidetavas paigalduses kavitatsioonimullide kokkuvarisemise tõenäosus suurem, mis suurendab kavitatsiooniefekte ja suurendab akustilise välja mõju intensiivsust töödeldavale vedelale keskkonnale ning tagab seega tehnoloogilise protsessi intensiivistamise ilma lõpptoote kvaliteedi vähendamine.
Mida madalam on akustilise välja resonantssagedus, seda suurem on mull, kuna madala sagedusega periood on suur ja mullidel on aega kasvada. Mulli eluiga kavitatsiooni ajal on üks sagedusperiood. Kui mull kokku kukub, tekitab see võimsa surve. Mida suurem on mull, seda rohkem kõrgsurve tekib siis, kui seda lüüakse. Deklareeritud ultrahelipaigaldises on töödeldud vedeliku kahesagedusliku sondeerimise tõttu kavitatsioonimullid erineva suurusega: suuremad on madala sagedusega vedela keskkonnaga kokkupuute tulemus ja väikesed - kõrge sagedusega. Pindade puhastamisel või suspensiooni töötlemisel tungivad väikesed mullid tahkete osakeste pragudesse ja õõnsustesse ning kokkuvarisemisel moodustavad mikrošokiefektid, mis nõrgestavad tahke osakese terviklikkust seestpoolt. Suuremad mullid varisevad kokku, provotseerivad uute mikropragude teket tahketes osakestes, nõrgestades veelgi nende mehaanilisi sidemeid. Tahked osakesed hävivad.
Emulgeerimise, lahustamise ja segamise käigus hävitavad suured mullid tulevase segu komponentides molekulidevahelised sidemed, lühendades ahelaid ja loovad tingimused väikeste mullide tekkeks molekulidevaheliste sidemete edasiseks hävitamiseks. Selle tulemusena suureneb tehnoloogilise protsessi intensiivistumine, ilma et lõpptoote kvaliteet väheneks.
Lisaks tekivad väidetavas installatsioonis erineva resonantssagedusega akustiliste lainete koosmõjul töödeldud vedelas keskkonnas kahe sageduse superpositsiooni tõttu lööke (superpositsiooni põhimõte), mis põhjustavad järsu hetkelise tõusu. akustilise rõhu amplituud. Sellistel hetkedel võib akustilise laine löögijõud olla mitu korda suurem kui paigaldise erivõimsus, mis intensiivistab tehnoloogilist protsessi ja mitte ainult ei vähenda, vaid parandab lõpptoote kvaliteeti. Lisaks hõlbustab akustilise rõhu amplituudi järsk tõus kavitatsioonituumade varustamist kavitatsioonitsooni; kavitatsioon suureneb. Pooridesse tekkivad kavitatsioonimullid, ebatasasused, pinnapraod tahke suspensioonis moodustavad lokaalsed akustilised voolud, mis segavad intensiivselt vedelikku kõigis mikromahtudes, mis võimaldab intensiivistada ka tehnoloogilist protsessi ilma lõpptoote kvaliteeti langetamata.
Seega järeldub eelnevast, et väidetav ultrahelipaigaldis tagab võimaluse tõttu moodustada töödeldud vedelas keskkonnas kahesagedusliku akustilise välja, kui see on teostatud, saavutatakse tehniline tulemus, mis seisneb helitugevuse intensiivistamises. tehnoloogiline protsess lõpptoote kvaliteeti vähendamata: pindade puhastamise tulemused, tahkete komponentide vedelikus dispergeerimine, vedela keskkonna komponentide emulgeerimise, segamise ja lahustamise protsess.
Joonis näitab deklareeritud ultraheli paigaldust. Ultraheliseade sisaldab ultrahelivarda magnetostriktiivset andurit 1 kiirgava pinnaga 2, akustilist lainejuhti 3, töökambrit 4, rõngakujulise magnetostriktiivse emitteri 6 magnetsüdamikku 5, elastset tihendusrõngast 7, tihvti 8. Avad 9 on magnetsüdamikus 5 ette nähtud ergutusmähise teostamiseks (pole näidatud) ... Töökamber 4 on valmistatud metallist, näiteks terasest, silindrilisest torust. Paigaldusnäites on lainejuht 3 valmistatud tüvikoonuse kujul, mille kiirgav ots 10 on elastse tihendusrõnga 7 abil hermeetiliselt ühendatud töökambri 4 toru alumise osaga, ja vastuvõttev ots 11 on aksiaalselt ühendatud tihvti 8 abil muunduri 1 kiirgava pinnaga 2. Magnetsüdamik 5 on valmistatud rõngakujuliste magnetostriktiivsete plaatide paki kujul ja surutud akustiliselt jäigalt torule. töökamber 4; lisaks on magnetahel 5 varustatud ergutusmähisega (pole näidatud).
Elastne tihendusrõngas 7 on kinnitatud lainejuhi 3 kiirgavale otsale 10 nihkeseadme piirkonnas. Sel juhul paikneb rõngakujulise kiirguri 6 magnetahela 5 alumine ots akustilise lainejuhi 3 kiirgava otsaga 10 samas tasapinnas. Lisaks tehakse akustilise lainejuhi 3 kiirgava otsa 10 pind. nõgus, sfääriline, sfääri raadiusega, mis on võrdne rõngakujulise magnetostriktiivse kiirguri 6 magnetahela 5 pikkusega.
Varras-ultrahelimuundurina võib kasutada näiteks PMS-15A-18 tüüpi (BT3.836.001 TU) või PMS-15-22 9SYUIT.671.119.003 TU ultraheli magnetostriktiivset muundurit. Kui tehnoloogiline protsess nõuab kõrgemaid sagedusi: 44 kHz, 66 kHz jne, siis varrasmuundur põhineb piesokeraamikal.
Magnetahel 5 võib olla valmistatud negatiivse kitsendusega materjalist, näiteks niklist.
Ultraheli paigaldamine toimib järgmiselt. Konverteri 1 ja rõngakujulise magnetostriktiivse emitteri 6 ergutusmähistele rakendatakse toitepingeid. Töökamber 4 täidetakse töödeldava vedela keskkonnaga 12 näiteks lahustamiseks, emulgeerimiseks, dispergeerimiseks või täidetakse vedel keskkond, millesse asetatakse osad pindade puhastamiseks. Pärast toitepinge rakendamist töökambrisse 4 moodustub vedelas keskkonnas 12 kahe resonantssagedusega akustiline väli.
Töödeldud keskkonnas 12 tekkiva kahesagedusliku akustilise välja mõjul tekivad akustilised voolud ja kavitatsioon. Sel juhul, nagu ülal näidatud, erinevad kavitatsioonimullid suuruse poolest: suuremad on madala sagedusega vedela keskkonnaga kokkupuute tulemus ja väikesed - kõrge sagedusega.
Kaviteerivas vedelas keskkonnas, näiteks pindade hajutamisel või puhastamisel, tungivad väikesed mullid segu tahke komponendi pragudesse ja õõnsustesse ning kokkuvarisemisel moodustavad mikrošokiefektid, mis nõrgestavad tahke osakese terviklikkust seestpoolt. Suurema suurusega mullid, mis lagunevad, purustavad seest nõrgenenud osakese väikesteks fraktsioonideks.
Lisaks tekivad erinevate resonantssagedustega akustiliste lainete koosmõjul lööki, mis viib akustilise rõhu amplituudi järsu tõusuni (akustilise šokini), mis viib kihtide veelgi intensiivsema hävimiseni. puhastatavale pinnale ja tahkete fraktsioonide veelgi suuremale purustamisele töödeldud vedelikus.keskkonda suspensiooni saamisel. Samal ajal suurendab kahe resonantssageduse olemasolu akustiliste voogude turbulentsi, mis aitab kaasa töödeldud vedela keskkonna intensiivsemale segunemisele ja tahkete osakeste intensiivsemale hävitamisele nii detaili pinnal kui ka suspensioonis.
Emulgeerimise ja lahustumise käigus hävitavad suured kavitatsioonimullid tulevase segu komponentides molekulidevahelisi sidemeid, lühendades ahelaid ja loovad tingimused väikeste kavitatsioonimullide tekkeks molekulidevaheliste sidemete edasiseks hävitamiseks. Akustiline lööklaine ja akustiliste voolude suurenenud turbulents, mis on töödeldud vedela keskkonna kahesagedusliku sondeerimise tulemus, hävitavad ka molekulidevahelised sidemed ja intensiivistavad keskkonna segamise protsessi.
Ülaltoodud tegurite koosmõju tulemusena töödeldavale vedelale keskkonnale intensiivistub teostatav tehnoloogiline protsess ilma lõpptoote kvaliteeti langetamata. Nagu testid on näidanud, on väidetava muunduri erivõimsus prototüübiga võrreldes kaks korda suurem.
Paigalduses kavitatsiooniefekti suurendamiseks võib ette näha suurenenud staatilise rõhu, mida saab rakendada sarnaselt prototüübile (A.V. Donskoy, OKKeller, G.S.Kratysh "Ultrasonic Electrotechnological Installations", Leningrad: Energoizdat, 1982, lk 169): torujuhtmete süsteem, mis on ühendatud töökambri sisemahuga; suruõhu silinder; kaitseklapp ja manomeeter. Sel juhul peab töökamber olema varustatud pitseeritud kaanega.
1. Ultrahelipaigaldis, mis sisaldab varras-ultrahelimuundurit, metallist silindrilise toru kujulist töökambrit ja akustilist lainejuhti, mille kiirgav ots on elastse tihendusrõnga abil hermeetiliselt ühendatud silindrilise toru põhjaga. , ja selle lainejuhi vastuvõtuots on akustiliselt jäigalt ühendatud kiirgava pinnaga varda ultrahelianduriga, mida iseloomustab see, et paigaldusse on täiendavalt sisse viidud rõngakujuline magnetostriktiivne emitter, mille magnetahel on akustiliselt jäigalt surutud töökambri torule. .
2. Paigaldus vastavalt nõudluspunktile 1, mis erineb selle poolest, et elastne tihendusrõngas on fikseeritud lainejuhi kiirgavas otsas nihkesõlme piirkonnas.
3. Seade vastavalt nõudluspunktile 2, mis erineb selle poolest, et rõngakujulise radiaatori magnetahela alumine ots asub akustilise lainejuhi kiirgava otsaga samas tasapinnas.
4. Seade vastavalt nõudluspunktile 3, mida iseloomustab see, et akustilise lainejuhi kiirgava otsa pind on tehtud nõgusaks, sfääriliseks, sfääri raadiusega, mis on võrdne rõngakujulise magnetostriktiivse emitteri magnetahela pikkusega.





