Comment percer de l'acier trempé, méthodes. Comment percer un trou dans du métal trempé Percer des trous dans du métal dur
Bien sûr, il est nécessaire de percer l'acier avant qu'il ne chauffe. Et si vous rencontrez une pièce durcie (particulièrement épaisse) - relâchez-la, percez des trous avec une perceuse ordinaire et durcissez-la à nouveau si nécessaire. Mais, cette option n'est pas toujours possible et justifiée, parfois des situations non standard se présentent dans lesquelles il est nécessaire de percer (perforer) de l'acier déjà très trempé.
Eh bien, par exemple, une lame de couteau s'est cassée ou vous avez décidé de fabriquer un couteau à partir d'un fragment de scie. Il est dommage de jeter un matériel aussi précieux, des personnes habiles donnent généralement une seconde vie à de telles choses ...
Oui, ce n'est pas technologiquement avancé, mais les artisans ont trouvé beaucoup différentes manières comment percer de l'acier trempé ou comment y faire des trous. Pour ce faire avec moins d'effort, vous devez partir des possibilités et des matériaux dont vous disposez, ainsi que rechercher à quelles fins. Peut-être qu'au lieu d'un trou, vous vous contenterez d'une fente avec une meuleuse, dans laquelle vous pourrez passer une vis et fixer la pièce.
Percer le métal trempé.
Pour réduire la fente, il est nécessaire de la faire des deux côtés et d'utiliser le disque de coupe du plus petit diamètre, c'est-à-dire. presque effacé.
Avant de percer, il est nécessaire d'examiner le puits d'acier, sa dureté (minuscule), et à partir de là, de choisir les méthodes. Si, néanmoins, l'acier se plie au moins un peu, puis se casse (cela peut être déterminé par l'extrémité cassée), il peut également être percé avec une perceuse ordinaire à soudure victorieuse, c'est-à-dire foret pour béton. Certes, la perceuse doit être tranchante. Vous pouvez facilement affûter ou corriger une perceuse avec une meule diamantée.
Lors du perçage d'acier trempé, il est nécessaire d'appuyer suffisamment fort sur le foret et de percer à grande vitesse, en lubrifiant le site de forage. Il sera plus facile de percer un trou si vous percez d'abord avec un foret de plus petit diamètre, puis un plus grand. La zone de résistance sera plus petite, et donc la perceuse ira plus facilement dans le matériau ...
L'acier fin, par exemple, sous un couteau, peut être percé avec des tiges trempées ou victorieuses, il faut affûter comme une perceuse et plusieurs pièces à la fois (faire un brochet et affûter 2 bords), et les changer à mesure qu'ils s'émoussent . Quelques minutes et le trou est prêt ...
La méthode suivante est longue, prend plusieurs heures, mais fiable. Un trou dans une plaque d'acier peut être facilement gravé avec de l'acide : sulfurique, nitrique ou chloré, et 10 à 15 % suffiront. Nous fabriquons un côté du diamètre et de la forme souhaités à partir de paraffine, y versons de l'acide et attendons. Le trou est légèrement plus grand que le diamètre du côté, il faut en tenir compte. Pour accélérer le processus, la pièce peut être légèrement chauffée, jusqu'à environ 45 degrés.
si tu as Machine de soudage, cela peut également être utilisé. Un trou peut simplement être brûlé dans la pièce à usiner ou «libéré» localement puis percé. Poncez les bords fondus puis commandez.
Il existe bien sûr des exercices spéciaux à ces fins, mais ils ne sont pas bon marché, à moins de 4 $ chacun. Il s'agit de forets diamantés tubulaires pour les aciers à haute teneur en carbone, et un foret à plume conçu pour le perçage du verre convient également. Une perceuse en forme de stylo doit être utilisée avec précaution, n'appuyez pas fort, afin de ne pas surchauffer et casser.
Vous pouvez également faire un trou dans une plaque d'acier en la brûlant, à grande vitesse et avec une buse spéciale en carbure. Pour ce faire, nous faisons un "exercice" spécial. D'une plaque victorieuse (vous pouvez utiliser une dent de scie circulaire) nous fabriquons une ébauche ronde et l'aiguisons sous un cône. Nous l'insérons dans une perceuse électrique et creusons un trou dans la plaque à grande vitesse. L'ensemble de l'opération ne prend que quelques minutes.
Si l'acier n'est pas très friable, vous pouvez percer un trou du diamètre souhaité avec un poinçon, grâce à une réserve de diamètre identique ou légèrement supérieur. Par exemple, une scie à métaux ou une spatule cassée peut être facilement percée en utilisant cette méthode.
Le perçage de l'acier inoxydable sera beaucoup plus facile si vous déposez de l'acide à souder dans le site de perçage.
Et s'il y a accès à l'entreprise où se trouve la machine d'électro-érosion, des trous peuvent être percés sur une telle machine sans problème, en quelques minutes.
Jusqu'à présent, toutes les méthodes de perçage de l'acier trempé. D'autres apparaîtront, ajouterai-je, et si vous avez votre propre méthode de perçage de l'acier trempé, écrivez.
Viktor Donskoï
www.masteru.org.ua
Comment percer de l'acier trempé
Comment percer un trou dans de l'acier trempé ?
Nuances d'acier de forage - quelles sont les meilleures?
À l'heure actuelle, acheter une perceuse de haute qualité pour le métal est tout un problème, pour la plupart des perceuses chinoises, leur qualité laisse beaucoup à désirer. La qualité de la perceuse dépend avant tout de la nuance d'acier à partir de laquelle la perceuse est fabriquée.
La plupart des forets modernes pour le métal sont en acier R6M5, bien que la différence entre les forets modernes et les forets de l'époque de l'URSS (avec une marque de qualité) soit tout simplement énorme, les forets chinois s'enroulent instantanément et il est impossible de percer même un coin ordinaire de fer de 3 mm. Un foret suffit pour plusieurs trous. Cependant, il existe également des perceuses de haute qualité qui durent longtemps.
Parlons des nuances d'acier, car la qualité et la durabilité du foret en dépendent.
Le P18 est désormais un acier légendaire. Contenant 18 % de tungstène, cet acier supporte la coupe du métal même à grande vitesse. Les forets en acier P18 ne surchauffent pas, durent longtemps et forent parfaitement. Certes, trouver les vrais est tout un problème. V L'heure soviétique L'acier p18 a été très largement utilisé pour la fabrication d'outils de coupe de métaux, cependant, après 70 ans, les réserves de tungstène ont été épuisées et il a été remplacé par de l'acier à plus faible teneur en tungstène - p6m5.
R6M5 - 6 % tungstène, 5 % molybdène. Acier ordinaire pour outils de coupe des métaux. Si la perceuse à métal est soviétique à partir de R6M5, alors elle est parfaite pour un usage quotidien dans la vie de tous les jours, de telles perceuses suffisent longtemps, bien qu'elles ne puissent pas percer du fer plus trempé. Pour cela, les forets suivants avec l'ajout de cobalt conviennent.
R6M5K5 - identique à R6M5, seulement 5 % de cobalt sont ajoutés, ce qui rend ces forets encore plus solides et plus durables. Les forets au cobalt conviennent au forage où des températures élevées sont générées pendant le forage.
Catégorie : "Travailler le métal"
Excellent pour percer l'acier inoxydable et autres aciers trempés. En général, si les perceuses ordinaires ne prennent pas de fer, alors achetez avec du cobalt, vous sentirez la différence.
HSS est un analogue étranger de l'acier rapide, traduit par High Speed Steel, c'est-à-dire de l'acier pour travailler à grande vitesse. Les forets HSS ont une composition similaire à la fraise rapide standard P6M5.
Soit dit en passant, hss est également livré avec l'ajout de cobalt, les forets sont marqués HSS-Co. Les perceuses avec ce marquage seront identiques à nos R6M5K5. Forets au cobalt - pour percer l'acier inoxydable et d'autres aciers durs.
Il convient également de mentionner les forets spécialisés pour le grès cérame, ils sont soudés et se déclinent également en couronnes, si vous cherchez des informations, suivez le lien, j'ai préparé un article à la demande des ouvriers.
En général, si vous décidez d'acheter des perceuses de haute qualité pour la maison, je vous recommande de demander d'abord des perceuses de l'époque de l'URSS, si elles ont une marque de qualité, alors ce n'est généralement pas mieux. Les soviétiques sont peu coûteux, vous pouvez même regarder les marchés aux puces, vous pouvez probablement y trouver quelque chose aussi.
Les perceuses Sovdepovskie sont un excellent outil. Si vous en prenez des importés, ils coûtent cher, par exemple, les forets HSS-Co pour 6 millimètres coûtent environ 70 à 80 roubles, tandis qu'un soviétique similaire peut être acheté pour 20 à 30 roubles.
Pour améliorer les caractéristiques de base du métal, il est souvent durci. Cette technologie permet d'augmenter la dureté du produit grâce au fort échauffement du métal et à son refroidissement rapide. Dans certains cas, après traitement thermique, il est nécessaire d'effectuer un perçage. En augmentant cette caractéristique, il devient plus difficile de percer du métal trempé. Considérez plus en détail toutes les caractéristiques du perçage de l'acier trempé.
Percer un trou dans de l'acier trempé
La propagation de la question de savoir comment percer l'acier trempé peut être attribuée au fait que lors de l'utilisation de la technologie conventionnelle, l'outil devient rapidement terne et devient inutilisable. C'est pourquoi il faut faire attention aux caractéristiques du perçage d'un alliage durci. Parmi les caractéristiques de la technologie, on note les points suivants :
- Il est nécessaire de bien préparer la pièce durcie.
- Dans certains cas, un outil spécial est nécessaire.
- du liquide de refroidissement est utilisé.
Si nécessaire, vous pouvez fabriquer vous-même une perceuse pour l'acier trempé, ce qui nécessite un certain équipement et certaines compétences. Cependant, dans la plupart des cas, une version achetée est utilisée, car elle fera un meilleur travail lors de la coupe d'acier trempé.
Nuances lors du perçage
La technologie considérée comporte un assez grand nombre de caractéristiques qui doivent être prises en compte. Le perçage du métal trempé est effectué en tenant compte des points suivants:
- Avant d'effectuer des travaux, il convient de prêter attention à la dureté de la surface. Selon ce paramètre, le foret le plus approprié est sélectionné. La dureté peut être déterminée à l'aide de diverses technologies.
- Lors du forage, une grande quantité de chaleur est générée. C'est pourquoi il y a une usure rapide du tranchant. A cet égard, dans de nombreux cas, un liquide est fourni à la zone de coupe pour le refroidissement.
- Lors de la coupe de matériaux difficiles à couper, il est nécessaire d'affûter le tranchant de temps en temps. Pour cela, une rectifieuse conventionnelle ou un outil spécial est utilisé. Seule une meule diamantée convient comme abrasif.
Il y a le plus diverses méthodes couper l'acier trempé. Certains d'entre eux simplifient grandement le traitement. Ce n'est que lorsque toutes les nuances sont prises en compte que la qualité du trou résultant peut être améliorée.
Conseils utiles pour le forage
Pour travailler avec de l'acier trempé, la plupart technologies diverses. Les technologies les plus courantes se caractérisent par les caractéristiques suivantes :
- Traitement de surface acide. Cette technologie se caractérise par une utilisation à long terme, car il faut beaucoup de temps pour réduire la dureté de la surface. Pour la gravure, de l'acide sulfurique, perchlorique ou autre peut être utilisé. La procédure implique la création d'un rebord qui contiendra la substance appliquée dans la zone de coupe. Après une longue exposition, le métal devient plus mou, il sera possible de percer lors de l'utilisation la version habituelle exécution.
- Vous pouvez utiliser la machine à souder pour atteindre votre objectif. Lorsqu'il est exposé haute température le métal devient plus mou, ce qui simplifie grandement les procédures.
- Le plus souvent, une perceuse spéciale est utilisée. En vente, il existe des options qui peuvent être utilisées pour le traitement de l'acier trempé. Dans leur fabrication, le métal est utilisé avec une résistance accrue à l'usure et aux températures élevées. Cependant, la complexité de la fabrication et certains autres points font que le coût d'un outil spécial est assez élevé.
De plus, un coup de poing est souvent acheté pour atteindre l'objectif. Avec lui, vous pouvez faire un petit trou, ce qui simplifiera le forage ultérieur.
Utilisation de lubrifiants
Lors du perçage d'acier trempé, de sérieux frottements se produisent. C'est pourquoi il est recommandé d'acheter et d'utiliser divers lubrifiants. Parmi les caractéristiques de cette méthode de traitement, on note les points suivants :
- Pour commencer, la zone de forage est traitée. Sur la surface où le trou sera situé, appliqué une petite quantité de lubrifiant.
- De l'huile est ajoutée au tranchant. Pour traiter l'acier trempé, une petite quantité de substance est nécessaire, mais elle doit être ajoutée de temps en temps, car elle se disperse lorsque l'outil tourne.
- Pendant le fonctionnement, il est recommandé de faire des pauses pour refroidir la surface de coupe et la surface de travail.
L'huile spéciale permet non seulement de simplifier le perçage, mais aussi d'augmenter la durée de vie de l'outil utilisé.
En effet, l'huile peut abaisser la température du tranchant.
Sélection de perçage
Les forets hélicoïdaux, qui sont représentés par une tige verticale à deux rainures, sont assez répandus. En raison de la disposition spécifique des rainures, un bord de coupe est formé. Parmi les caractéristiques du choix, on note les points suivants :
- Une diffusion assez large a été reçue par un exercice victorieux. Il peut être utilisé pour travailler avec divers alliages durcis. Cependant, une surface avec une dureté trop élevée ne peut pas être usinée avec un tel outil.
- Le choix se fait également en fonction du diamètre. Il convient de garder à l'esprit qu'il est assez difficile d'obtenir un trou de grand diamètre. La version de plus grand diamètre est beaucoup plus chère en raison de l'utilisation un grand nombre matière lors de sa fabrication.
- Une attention est également portée à l'angle d'affûtage, à la destination du produit et au type de matériau utilisé dans la fabrication. Par exemple, les versions en cobalt se caractérisent par une plus grande résistance aux hautes températures.
- Il est recommandé de faire attention aux produits de fabricants exclusivement connus. Cela est dû au fait que les versions chinoises sont fabriquées avec des matériaux de mauvaise qualité. Cependant, une telle offre est beaucoup moins chère et peut être utilisée pour un travail à court terme ou ponctuel.
- Lors du choix d'une perceuse, vous pouvez naviguer par les marques appliquées. Il peut être utilisé pour déterminer quels matériaux ont été utilisés dans la fabrication. Le diamètre du trou pouvant être obtenu à l'aide de l'outil est également indiqué.
Dans un magasin spécialisé, vous pouvez trouver presque tout ce dont vous avez besoin pour effectuer les travaux. Cependant, le coût plutôt élevé du produit et certains autres points déterminent que certains décident de fabriquer eux-mêmes une perceuse à partir de matériaux improvisés. Des travaux similaires peuvent être effectués avec les outils nécessaires.
Faire une perceuse maison
Si nécessaire, il est possible de fabriquer un foret en acier trempé. Parmi les principales recommandations pour la réalisation de tels travaux, on note :
- Des tiges sont sélectionnées, qui sont faites d'alliages de tungstène et de cobalt. Dans le peuple, un tel métal est appelé victorieux. Par rapport à une perceuse conventionnelle, cette version se caractérise par une résistance à l'usure accrue.
- Pour traiter la pièce, vous devez la fixer dans un petit étau. Sinon, le travail sera assez difficile.
- Pour affûter une telle surface, une pierre diamantée est nécessaire. Ordinaire ne résistera pas au travail à long terme.
- La surface d'extrémité est affûtée de manière à obtenir une surface ressemblant à un tournevis plat. Après cela, les tranchants sont affûtés pour obtenir une pointe acérée.
Afin de réduire le degré d'usinabilité de la surface, de l'huile est ajoutée. Cela garantit un traitement à long terme en raison de la réduction de la force de frottement et de la diminution de la température.
En conclusion, nous notons que le traitement de l'acier trempé doit être effectué exclusivement à l'aide d'outils spéciaux. Une perceuse est nécessaire pour le travail, car une perceuse manuelle ne vous permettra pas d'obtenir le trou requis.
De manière aussi simple, vous pouvez faire non seulement un trou rond en acier trempé, mais aussi un trou de toute autre forme sans effort supplémentaire. La méthode chimique vous aidera et vous facilitera la tâche. La méthode ne nécessite pas de frais produits chimiques, tous les ingrédients peuvent être trouvés dans n'importe quel ménage.
Ça prendra
Je propose une méthode simple pour faire des trous dans l'acier rapide. Pour le travail, vous aurez besoin de:
- tout produit en acier rapide ;
- marqueur;
- vernis à ongle;
- dissolvant pour vernis à ongles (peut être remplacé par du white spirit ou de l'acétone. J'ai choisi le dissolvant uniquement à cause de l'odeur agréable, et c'est la même acétone);
- laine de coton;
- vide un récipient en plastique(bouteille);
- sel;
- appareil fait maison à partir d'un chargeur et de deux clous.
Faire un trou dans le métal sans perceuse
Nous appliquons du dissolvant pour vernis à ongles sur du coton et dégraissons la surface de notre pièce.

Appliquer du vernis sur zone souhaitée. La laque doit être appliquée en couche épaisse des deux côtés. N'oubliez pas d'enduire soigneusement les extrémités. Laissez le blanc pendant 10-15 minutes pour que le vernis sèche.

Sur la surface séchée, avec un marqueur des deux côtés de la pièce, je marque l'emplacement du trou. Je choisis l'endroit arbitrairement, maintenant je dois montrer comment un trou peut être fait de cette manière. Par exemple, vous devez mettre un rivet d'usine ordinaire. Le diamètre du trou doit être légèrement inférieur à la taille du rivet.

Ensuite, à l'aide d'un couteau, retirez le vernis à l'intérieur du contour du trou. Faites cela des deux côtés.

Versez de l'eau dans un récipient et ajoutez 3 cuillères à soupe de sel. La hauteur de l'eau dans le récipient doit être inférieure de 10 mm à la hauteur de la section de la pièce recouverte de vernis.

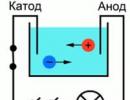
Je prends un engin composé d'un chargeur de tondeuse à cheveux et de deux clous. Les clous agiront comme des électrodes - je les ai connectés à un contact. L'autre contact n'est qu'un fil nu et dénudé. j'utilise Chargeur 12 V, mais un chargeur de téléphone portable ordinaire peut faire face à cette tâche.

Le fil dénudé devrait être un plus, les électrodes devraient être un moins. Nous attachons le fil positif avec une pince à linge à notre pièce. Ensuite, nous abaissons les clous dans l'eau.

Vous pouvez faire des fentes dans le récipient pour fixer la position des clous. Branchement du chargeur. Après la mise sous tension, l'eau autour des clous de l'électrode commence à bouillonner et la marque nettoyée sous le trou devient noire.


Remarque : pour vérifier la polarité des fils, vous devez connecter le chargeur. Si l'eau commence à bouillonner autour des ongles, c'est un inconvénient et vous vous êtes correctement connecté. L'apparition de bulles dans l'eau autour de la pièce indique que le moins y est connecté et qu'il est nécessaire de jeter les fils. Le moins doit toujours être relié aux électrodes et le plus à la pièce à graver !
Nous laissons le récipient pendant une heure, 30 minutes après le début du processus, il est nécessaire de changer l'eau. J'éteins le chargeur et sors la pièce.

Un trou traversant a été formé à l'endroit prévu. Afin d'agrandir le diamètre du trou, le processus peut être poursuivi. Ou limez les bords irréguliers avec une lime.
C'est ainsi que vous pouvez faire le trou souhaité dans la pièce en gravant de l'acier rapide à l'aide des objets les plus courants.

Lors de la conduite travaux de réparation ou de modernisation, il devient nécessaire de percer des trous dans les ressorts de la machine. Cette opération nécessite un équipement spécial et des outils de coupe robustes.
Forage à ressort
Pour percer un ressort à lames, il est nécessaire d'utiliser une variété d'équipements et d'outils:
- perceuse à main mécanique;
- perceuse électrique;
- Perceuse.
Les perceuses électriques sont un outil spécial le plus souvent utilisé pour effectuer travaux divers pendant la réparation. Les perceuses sont alimentées par un réseau 220 V ou un pack batterie. En tant qu'élément de puissance dans les perceuses, des moteurs électriques d'une puissance de 500 à 1200 W sont utilisés, et des commutateurs de vitesse d'arbre et un régulateur de vitesse sont utilisés pour modifier la vitesse.
Lorsque le besoin s'en fait sentir, lorsqu'il est nécessaire de percer un trou dans le ressort de la machine dans un atelier pour les opérations, peut être utilisé différents types des machines-outils:
- bureau de forage;
- forage d'agrégats ;
- forage vertical;
- perçage radial.
Le plus souvent, les perceuses verticales sont utilisées pour effectuer des opérations de perçage de trous, qui fournissent la vitesse et la précision de traitement nécessaires.
Le ressort à lames est en métal à haute résistance et nécessite un traitement technologie spéciale et l'utilisation de perceuses particulièrement puissantes.
Le processus de forage d'une source à la maison est divisé en plusieurs opérations:
- A l'aide d'un feutre, une pointe est appliquée sur la tôle où le perçage sera effectué et une encoche est réalisée à l'aide d'un noyau.
- Pour faire un trou dans le ressort, il faut utiliser 3 forets de diamètres différents, par exemple, pour un trou de 10 mm, il faut utiliser des forets de diamètre 3, 6, 10 mm, ce qui simplifie grandement la complexité de l'opération et réduit la possibilité de surchauffe. Lors du perçage, il est nécessaire de lubrifier périodiquement la perceuse et l'endroit sur le métal où le traitement est effectué, ce qui réduit la charge et refroidit en même temps les surfaces de travail en contact.
Lors de l'utilisation d'une perceuse électrique, il est nécessaire de sélectionner un modèle d'une puissance de 1 à 1,2 kW et équipé d'un régulateur de vitesse de rotation du mandrin. Les révolutions recommandées requises pour percer la tôle sont comprises entre 500 et 1000 tr/min. Pour percer une tôle, vous pouvez également utiliser un tournevis avec faible vitesse rotation de l'arbre de travail. Il est également nécessaire d'appliquer une force modérée avec une pression sur la perceuse lors du perçage. Pendant le processus de travail, les forets émoussés doivent être affûtés en temps opportun pour réduire la chaleur et accélérer le forage. Pour faciliter l'affûtage des forets, il est préférable d'utiliser un appareil spécial avec le respect obligatoire de la symétrie de la partie centrale du foret. Un désalignement conduit à la formation d'un trou d'un diamètre plus grand que nécessaire. Les bords doivent avoir exactement la même taille. L'angle d'affûtage doit correspondre à 120°, ce qui convient pour travailler avec la plupart des matériaux.
- Avant de percer la tôle, il est obligatoire de faire sa fixation rigide, selon le matériel utilisé, à l'aide d'un étau, de pinces ou de pinces spéciales.
Pour réduire la charge sur l'équipement et les outils, vous pouvez également utiliser la méthode de perçage, lorsque la lame de ressort est préchauffée. Pour ce faire, une marque exacte est appliquée sur la lame de ressort avec un feutre, où un perçage sera effectué et une encoche est faite à l'aide d'un noyau, puis la lame de ressort est chauffée avec brûleur à gaz est chauffé au rouge et un trou du diamètre requis est percé. Pour restaurer les caractéristiques, la feuille est à nouveau chauffée au rouge sur le brûleur et refroidie dans un bain d'huile (durcie).
Utilisation d'un outil de coupe
Un rôle important dans l'opération lorsqu'il est nécessaire de percer un ressort à lame est joué par le type d'outil utilisé. Pour le perçage des métaux, les types d'outils de coupe suivants sont utilisés, fabriqués à partir d'aciers et d'alliages résistants :
- acier à faible teneur en carbone et de décolletage (avec un indicateur jusqu'à 550 N / mm 2);
- acier à haute teneur en carbone (avec un indicateur de 350 - 850 N / mm 2);
- acier au carbone moyen (avec un indicateur de 450 - 700 N / mm 2);
- acier faiblement allié (avec un indicateur de 600 - 900 N / mm 2);
- acier moyennement allié (avec un indicateur de 700 - 1000 N / mm 2);
- outil en acier fortement allié (Avec un indicateur de 900 - 1200 N / mm 2);
- acier à haute résistance (avec un indicateur de 1200 - 1500 N / mm 2);
- acier trempé (avec un indicateur de 45 - 63 HRC);
- alliages de nickel (plus de 35 HRC);
- alliages de titane.
Les forets au carbure sont utilisés pour travailler avec des produits en acier extra-dur, ce qui peut augmenter considérablement la durée de vie de l'outil tout en augmentant la productivité des opérations. Les forets sont produits plus courts que les forets standard avec une réduction de longueur de 20 à 35 %, ce qui est dû à la possibilité de limiter les cycles de réaffûtage, qui dépend directement de la longueur des plaquettes. Ce type de foret utilise un angle d'hélice de 20° à 60°. La plupart des forets sont trempés thermiquement à une dureté de HRC 56-62 lors de la fabrication et sont réalisés simultanément avec le brasage des inserts en carbure. Pour la production de plaques, des alliages durs des nuances VK 6, VK 8, ainsi que du groupe du carbure de tungstène sont utilisés. Ce type de foret est plus efficace que les forets HSS, réduisant le temps nécessaire pour percer des trous dans une pièce.
Carbure outils de coupe ont plusieurs avantages :
- haute résistance à la destruction;
- haute précision;
- vitesse d'alimentation plus élevée ;
- bon dribble et centrage.
L'utilisation de forets en carbure permet de traiter le ressort avec le moins d'effort et dans un court laps de temps.
Pour déterminer la vitesse de perçage du métal requise, vous pouvez utiliser la formule :
V = π×D×n/1000 m/min.
- où V - vitesse de forage (m / min.);
- D est le diamètre du foret utilisé (mm) ;
- N est le nombre de tours de rotation (rpm);
- π est une valeur constante égale à 3,14 ;
- alors n = 1000 × V/π × D (rpm).
Pour augmenter la résistance des arêtes de coupe, des forets avec plaquettes en carbure sont produits. Ce type de foret peut être utilisé pour l'usinage de ressorts automobiles. Les entreprises industrielles produisent des forets avec plaquettes en carbure :
- rainures droites;
- rainures obliques;
- rainures hélicoïdales.
Pour traiter les ressorts, vous pouvez utiliser des forets à rainures hélicoïdales qui vous permettent d'effectuer des opérations avec la plus grande efficacité.
Vous pourriez également être intéressé par des articles :
Comment percer de l'acier trempé à la maison Comment percer un trou dans du verre à la maison Percer des trous dans le métal et le bois
Bien sûr, il est nécessaire de percer l'acier avant qu'il ne chauffe. Et si vous rencontrez une pièce durcie (particulièrement épaisse) - relâchez-la, percez des trous avec une perceuse ordinaire et durcissez-la à nouveau, si nécessaire. Mais, cette option n'est pas toujours possible et justifiée, parfois des situations non standard se présentent dans lesquelles il est nécessaire de percer (perforer) de l'acier déjà très trempé.
Eh bien, par exemple, une lame de couteau s'est cassée ou vous avez décidé de fabriquer un couteau à partir d'un fragment de scie. C'est dommage de jeter du matériel aussi précieux, des personnes habiles donnent généralement une seconde vie à de telles choses ...
Oui, ce n'est pas technologiquement avancé, mais les artisans ont trouvé de nombreuses façons différentes de percer l'acier trempé ou de faire des trous dedans. Pour ce faire avec moins d'effort, vous devez partir des possibilités et des matériaux dont vous disposez, ainsi que rechercher à quelles fins. Peut-être qu'au lieu d'un trou, vous vous contenterez d'une fente avec une meuleuse, dans laquelle vous pourrez passer une vis et fixer la pièce. Pour réduire la fente, il est nécessaire de la faire des deux côtés et d'utiliser le disque de coupe du plus petit diamètre, c'est-à-dire. presque effacé.
Avant de percer, il est nécessaire d'examiner le puits d'acier, sa dureté (minuscule), et à partir de là, de choisir les méthodes. Si, néanmoins, l'acier se plie au moins un peu, puis se casse (cela peut être déterminé par une extrémité cassée ou en le passant avec une lime), alors il peut également être percé avec une perceuse à béton conventionnelle avec une soudure victorieuse. Certes, la perceuse doit être tranchante. L'affûtage de la perceuse, l'angle, il est également très souhaitable de changer (corriger), faites-le comme une perceuse à métal, alors le processus de perçage ira beaucoup plus vite.
Mais, il est inutile d'affûter une perceuse victorieuse sur de l'émeri ordinaire, il suffit de le faire avec une meule diamantée, alors cela peut être fait facilement et sans effort. Et s'il n'y a pas de roue diamantée, il suffit de prendre une nouvelle perceuse à béton avec une soudure victorieuse.
Lors du perçage d'acier trempé, il est nécessaire d'appuyer suffisamment fermement sur le foret et de percer à grande vitesse (si le foret est émoussé ou non affûté comme pour le métal), après avoir préalablement lubrifié le site de forage avec un spray ou de l'huile w-40. Il sera plus facile de percer un trou si vous percez d'abord avec un foret de plus petit diamètre, puis un plus grand. La zone de résistance sera plus petite, et donc le foret s'enfoncera plus facilement dans la matière...
L'acier fin, par exemple, sous un couteau, peut être percé avec des tiges trempées ou victorieuses, il faut affûter comme une perceuse et plusieurs pièces à la fois (faire un brochet et affûter 2 bords), et les changer à mesure qu'ils s'émoussent . Quelques minutes et le trou est prêt ...
De ma propre expérience, je dirai que c'est bien de faire des trous dans l'acier trempé avec des forets tout alliage, j'en avais un couple, 6 mm de diamètre. Après l'avoir affûté comme pour le métal, j'ai laissé tomber une goutte d'huile, et - tout se passe comme sur des roulettes, à une vitesse d'environ 600-1000 tr/min.
La méthode suivante est longue, prend plusieurs heures, mais fiable. Un trou dans une plaque d'acier peut être facilement gravé avec de l'acide : sulfurique, nitrique ou chloré, et 10 à 15 % suffiront. Nous fabriquons un côté du diamètre et de la forme souhaités à partir de paraffine, y versons de l'acide et attendons. Le trou est légèrement plus grand que le diamètre du côté, il faut en tenir compte. Pour accélérer le processus, la pièce peut être légèrement chauffée, jusqu'à environ 45 degrés.
Si vous avez une machine à souder, cela peut également être utilisé. Un trou peut simplement être brûlé dans la pièce à usiner ou «libéré» localement puis percé. Poncez les bords fondus puis commandez.
Ou, j'ai réussi à sortir de la situation de la manière suivante: en marquant l'endroit du forage avec une sorte de foret, si seulement c'était visible, puis j'ai fouiné avec une électrode, chauffant le métal au rouge à l'endroit de perçage - puis, sans attendre que le métal refroidisse, ici je perce l'acier avec une perceuse à métaux conventionnelle. Ensuite je nettoie les points de soudure autour, et dans l'ordre. Et si vous avez réussi à percer un trou avant que le métal ne refroidisse - mettez-le immédiatement dans l'eau, il durcira également à cet endroit ...
J'ai fait la même chose si je devais élargir légèrement le trou dans la plaque d'acier. Eh bien, je n'ai pas pris de lime en acier trempé ... Ensuite, j'ai chauffé le métal par soudage, au moins pour fleur de cerisier, et - jusqu'à ce qu'il refroidisse - corrigé avec une lime ronde. Même si l'acier était presque couleur grise- le dossier l'a quand même pris.
Il existe bien sûr des exercices spéciaux à ces fins, mais ils ne sont pas bon marché, à moins de 4 $ chacun. Ce sont des forets diamantés tubulaires pour les aciers à haute teneur en carbone.
Convient également, bien que pas tout à fait idéal, une perceuse en forme de plume conçue pour percer le verre. Une perceuse en forme de stylo doit être utilisée avec précaution, n'appuyez pas trop fort pour ne pas casser. Les assiettes y sont fines, et le fragile y gagnera...
Vous pouvez également faire un trou dans une plaque d'acier en la brûlant, à grande vitesse et avec une buse spéciale en carbure. Pour ce faire, nous faisons un "exercice" spécial. À partir d'une plaque victorieuse (vous pouvez utiliser une dent de scie circulaire), nous réalisons une ébauche de section ronde et l'aiguisons sous un cône. Nous l'insérons dans une perceuse électrique et creusons un trou dans la plaque à grande vitesse. L'ensemble de l'opération ne prend que quelques minutes.
Si l'acier n'est pas très friable, par exemple, comme sur une scie à métaux pour le bois ou sur une spatule, vous pouvez facilement percer un trou du diamètre souhaité avec un poinçon, grâce à une alimentation de diamètre identique ou légèrement supérieur.
Le perçage de l'acier inoxydable sera beaucoup plus facile si vous déposez de l'acide à souder dans le site de perçage.
Et s'il y a accès à l'entreprise où se trouve la machine d'électro-érosion, des trous peuvent être percés sur une telle machine sans problème, en quelques minutes.
Eh bien, ce sont toutes les méthodes de perçage de l'acier trempé jusqu'à présent. Il y en aura d'autres, j'ajouterai. Depuis que j'ai écrit cet article, j'en ai déjà fait quelques-uns, alors entrez :) Et si vous avez votre propre méthode unique pour percer l'acier trempé, écrivez.