Ultrahangos berendezés. Ultrahangos gép - Berendezés anyagok köszörülésére Ultrahangos gép tervrajz
Ultrahangos telepítés anyagok finom csiszolásához vizes közegben ultrahangos hullám hatására a kavitáció folyamatában.
Az ultrahangos egységet különféle keménységű anyagok diszpergálására folyékony közegben nanoméretig, homogenizálásra, pasztőrözésre, emulgeálásra, elektrokémiai folyamatok intenzitására, aktiválására, stb.
Leírás:
A "Hammer" ultrahangos telepítést különböző keménységű anyagok diszpergálására folyékony közegben nanoméretűre tervezték, homogenizálásra, pasztőrözésre, emulgeálásra, elektrokémiai folyamatok intenzitására, aktiválására stb. Az ultrahangos egység használható: diszpergáló (daráló), homogenizáló, emulgeáló, pasztőröző stb.
Ultrahangos kavitáció telepítés áramlási típus. A reaktor fő részei és belső burkolata kavitációnak ellenálló anyagból készül.
Köszönet szerkezeti jellemzőkés az egyediség generátor ultrahang rezgések, az ultrahang becsapódásának egyidejűsége a belsőbe munkaterület az összes piezoelektromos elem kavitációs kamrája. Ilyen körülmények között az ütőerő elegendő ahhoz, hogy a legkeményebb ásványi anyagokat is, mint például a kvarchomok, barit stb., nanoméretű szintre törje. Lágyabb anyagokhoz és szerves anyagok(például kovaföld, fűrészpor stb.) az üzem kapacitása megváltozik.
Lehetőség van egy ultrahangos egység egyedi kiszámítására és gyártására, a végeredmény követelményeitől függően. Minden egyes gyártáshoz további számítás lehetséges. technológiai jellemzők az üzem beágyazása egy meglévő gyártósorba.
Telepítési séma:

Előnyök:
- hiány mechanikai folyamat csiszoló, dörzsölő egységek és alkatrészek,
– az ultrahangos telepítés könnyen telepíthető és működtethető,
– az ultrahangos egység lehetővé teszi az anyagok folyékony közegben történő őrlését a molekulák méretéhez (~10 nm),
– lehetővé teszi az anyagok őrlését, amelyek kapacitása legfeljebb 3 m 3 finoman eloszlatott keverék óránként,
– csökkentette az építőanyag-gyártó vonalak költségeit(megszűnnek a gázszolgáltatási költségek, csökkennek az energiafogyasztási költségek, csökkennek a javítási és karbantartási költségek),
– csökkentett hossza gyártósorés elfoglalt terület
- felgyorsult technológiai folyamat,
– a termék egy részének kiégése kizárt,
– a létesítmény fokozott tűz- és robbanásbiztonsági szintje,
– biztonság (teljes pormentesség, káros anyagok),
- csökkentette a kiszolgáló személyzet létszámát,
– a csiszolóelem fokozott megbízhatósága a mozgó és dörzsölő alkatrészek és mechanizmusok hiánya miatt.
Alkalmazás:
– anyagok őrlése vízdiszperzió előállításához festési anyagok,
– gabona, fűrészpor előkészítése az alkoholiparban,
– tej pasztőrözés,
– kitermelés gyógynövények,
– gyümölcslevek, pürék, lekvárok nagy teljesítményű, hulladékmentes gyártása,
– fertőtlenítés és Lefolyók tisztítása,
– madárürülék és trágya feldolgozása,
– barit fúrófolyadékok gyártása,
– fugázó oldatok beszerzése,
– radioaktív hulladékok elhelyezése,
– vanádium kinyerése dél-orosz olajból,
– agyag előállítása a kerámiagyártásban,
– betongyártás barit hozzáadásával,
– tűzálló bevonatok előállítása barit hozzáadásával,
– titán-dioxid alapú autósamponok gyártása,
– kerámia kötések gyártása csiszolószerszámokhoz,
– paraffin alapú hűtőfolyadékok gyártása motorokhoz.
Műszaki adatok:
| Jellemzők: | Jelentése: |
| Súly komplett készletben, kg | nem több, mint 28 |
| Az egység energiafogyasztása kompletten generátor a kész szuszpenzió 1-2 m3 / h termelékenységénél, kW / h. | nem több, mint 5,5 |
| A szárazanyag és a folyadék százalékaránya ultrahangos egységben történő feldolgozás előtt | elérheti a 70:30-at |
Az anyagok feldolgozására szolgáló berendezés főbb jellemzői (mikromárvány kalcit példáján):
Megjegyzés: a technológia leírása a "Hammer" ultrahangos csiszolóüzem példáján.




automatizált ultrahangos egység
hulladékmentes termelés Oroszországban
hulladékmentes üzlet
hulladékmentes termelési ciklus
csiszolóanyagok fajtái
őrlési reológiai anyagok fajtái
szén-víz üzemanyag
anyagi diszperzió
barit hozzáadása
vanádium extrakció
anyagcsiszolás
reológiai anyagok őrlése
ömlesztett anyagok őrlése
kemény anyagok csiszolása
kavitációs egység
kavitációs berendezés
vásároljon kavitációs berendezést
kavitációs módszer
anyagzúzó gép
őrlési módszerek
köszörülési módszerek kemény anyagokhoz
tejpasztőrözési módszerek
anyagzúzó berendezések
kemény anyagú csiszoló berendezés
baromfitrágya feldolgozó berendezések
alaptisztítás és fertőtlenítés szennyvízkezelés
szennyvízkezelés és fertőtlenítés
dízel üzemanyag tisztítás
a tej pasztőrözése és szabványosítása
madárürülék és trágyafeldolgozás
gabona előkészítése feldolgozásra
gabona előkészítése tárolásra
Az ultrahangos egység működési elve
kerámia kötések gyártása
köszörülési eljárások kemény anyagokhoz
a köszörülési anyagok energiaköltségének csökkentése
modern hulladékmentes gyártási technológiák
anyagok csiszolásának módszerei
környezetbarát és hulladékmentes gyártás technológiája
anyagok finom csiszolása
ultrahangos kavitációs egység
ultrahangos tejpasztőrözéskalapács
por anyagok ultrahangos diszperziója
ultrahangos berendezések és alkalmazásukakcióműködési elv hatálya
ultrahangos egység finom csiszolás sterilizálás előtti tisztítószerek injektorok orvosi műszerek alkatrészek feldolgozása áramlásmérők vpu csm elősterilizálás ellenőrzés hegesztés ár vásárlás fogászati nőgyógyászati mosás szkenner diagram hullámérzékelő uzu mosás vízkő kezelő
Keresleti ráta 928
Szavazások
Iparosításra van szüksége hazánknak?
- Igen, igen (90%, 2486 szavazat)
- Nem, nem szükséges (6%, 178 szavazat)
- Nem tudom (4%, 77 szavazat)
Technológia keresés
A cikk leírja a legegyszerűbb ultrahangos elrendezés kialakítását, amelyet az ultrahangos kísérletek bemutatására terveztek. A berendezés ultrahangos rezgésgenerátorból, emitterből, fókuszáló készülékből és többből áll segédeszközök, amely lehetővé teszi különböző kísérletek bemutatását, amelyek megmagyarázzák az ultrahangos rezgések használatának tulajdonságait és módszereit.A legegyszerűbb ultrahangos beállítással bemutatható az ultrahang terjedése különböző közegekben, az ultrahang visszaverődése és fénytörése két közeg határán, valamint az ultrahang abszorpciója különböző anyagokban. Ezen kívül be lehet mutatni az olajemulziók előállítását, a szennyezett részek tisztítását, az ultrahangos hegesztést, az ultrahangos folyadékszökőkút, az ultrahangos rezgések biológiai hatását.
Egy ilyen telepítést középiskolás diákok iskolai műhelyekben készíthetnek.
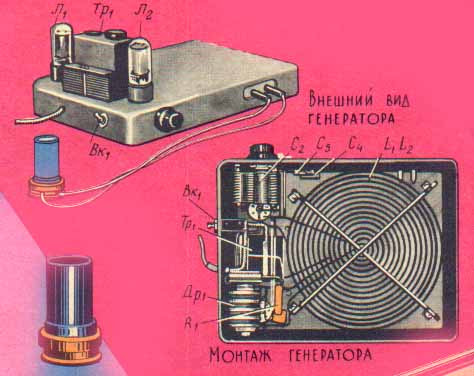
Az ultrahangos kísérletek bemutatására szolgáló berendezés egy elektronikus generátorból (1. ábra), az elektromos rezgések ultrahangossá való kvarc átalakítójából és az ultrahang fókuszálására szolgáló lencsetartályból (2. ábra) áll. Csak a Tr1 transzformátort tartalmazza a tápegység, mivel a generátorlámpák anódáramkörei közvetlenül váltakozó árammal (egyenirányító nélkül) vannak táplálva. Az ilyen egyszerűsítés nem befolyásolja hátrányosan az eszköz működését, ugyanakkor jelentősen leegyszerűsíti annak elrendezését és kialakítását.
Az elektronikus generátor push-pull áramkör szerint készül két 6PZS lámpán, amelyek triódáramkör szerint vannak csatlakoztatva (a lámpák képernyőrácsai az anódokra vannak kötve). A generált rezgések frekvenciáját meghatározó L1C2 áramkör a lámpák anódáramkörei, az L2 visszacsatoló tekercs pedig a rácsáramkörökben található. A katódáramkörökben egy kis R1 ellenállás található, amely nagymértékben meghatározza a lámpák üzemmódját.
1. ábra. kördiagramm generátor
A nagyfrekvenciás jel a C4 és C5 csatolókondenzátorokon keresztül jut a kvarcrezonátorba. A kvarcot hermetikus kvarctartóba helyezzük (2. ábra), és 1 m hosszú vezetékekkel csatlakoztatjuk a generátorhoz.

Rizs. 2. Lencsetartó és kvarctartó
A figyelembe vett részleteken kívül az áramkörben található még C1 és C3 kondenzátor, valamint egy Dr1 induktor, amelyen keresztül az anódfeszültség a lámpák anódjaira kerül. Ez az induktor megakadályozza a nagyfrekvenciás jel rövidre zárását a C1 kondenzátoron és a teljesítménytranszformátor fordulatközi kapacitásán keresztül.
A generátor fő házi készítésű részei az L1 és L2 tekercsek, lapos spirálok formájában. Gyártásukhoz fából készült sablont kell kivágni. Egy 25 cm széles deszkából két négyzetet vágunk ki, amelyek a sablon orcájaként szolgálnak. Mindegyik pofa közepén lyukakat kell készíteni egy 10-15 mm átmérőjű fémrúd számára, és az egyik pofába egy 3 mm széles lyukat vagy hornyot kell vágni a tekercs kimenet rögzítéséhez. Fémrúd mindkét végén egy szálat vágnak, és a pofákat két anya közé helyezik, a feltekert huzal átmérőjével megegyező távolságra. Ennek alapján a sablon gyártása befejezettnek tekinthető, és folytassa a tekercsek tekercselését.
A fémrudat az egyik végén egy satuba szorítjuk, a huzal első (belső) menetét a pofák közé helyezzük, majd az anyákat meghúzzuk és a tekercselés folytatódik. Az L1 tekercs 16 menetes, az L2 tekercs pedig 12 menetes 3 mm átmérőjű rézhuzalból áll. Az L1 és L2 tekercseket külön készítjük, majd egymás fölé helyezzük textolitból vagy műanyagból készült keresztdarabra (3. ábra). A tekercsek nagyobb szilárdsága érdekében fémfűrésszel vagy reszelővel mélyedéseket vágnak a keresztekbe. A tekercsek rögzítéséhez az egyiket felülről kell megnyomni a második kereszttel (mélyedések nélkül), a másodikat pedig közvetlenül a tekercs lemezére kell helyezni. szerves üveg, getinax vagy műanyag, a generátor fém vázára szerelve.

Rizs. 3
A nagyfrekvenciás induktor 30 mm átmérőjű kerámia vagy műanyag keretre van feltekerve PELSHO-0,25 mm vezetékkel. A tekercselés ömlesztve, egyenként 100 fordulatnyi szakaszokban történik. Összesen a fojtószelep 300-500 fordulattal rendelkezik. Ebben a kialakításban egy saját készítésű teljesítménytranszformátort használnak, amely Sh-33 lemezekből készült, a készlet vastagsága 33 mm. A hálózati tekercs 544 menetes PEL-0,45 vezetéket tartalmaz. A hálózati tekercs 127 V feszültségű hálózathoz való csatlakoztatásra készült. 220 V feszültségű hálózat használata esetén az I tekercsnek 944 menet PEL-0,35 vezetéket kell tartalmaznia. A lépcsős tekercselés 2980 menetes PEL-0,14-es, a lámpák izzószálas tekercsében pedig 30 menetes PEL-1,0-s huzal. Az ilyen transzformátor helyettesíthető ELS-2 márkájú transzformátorral, amely csak a hálózati tekercset, a lámpák izzószálas tekercsét és a fokozatos tekercset teljesen, vagy bármilyen legalább 70 VA teljesítményű transzformátorral helyettesítheti. és egy lépcsős tekercselés, amely 470 V terhelés mellett biztosítja a 6PZS lámpák anódjait.
ábrán elhelyezett rajz szerint a kvarc tartó bronzból készült. 4. A tokban egy 3 mm átmérőjű fúróval L-alakú lyukat fúrunk a huzal kivezetésére l. A tokba egy gumigyűrűt e helyezünk, amely a kvarc párnázására és szigetelésére szolgál. A gyűrűt ki lehet vágni egy normál ceruza radírból. A b érintkezőgyűrű 0,2 mm vastag sárgaréz fóliából van kivágva. Ezen a gyűrűn van egy fül a huzal forrasztásához. Mindkét vezetéknek jó szigeteléssel kell rendelkeznie. A vezetéket és az O tartókarimához kell forrasztani. Nem ajánlott a vezetékeket összecsavarni.

4. ábra. kvarc tartó
A lencsetartály egy e hengerből és egy b ultrahangos lencséből áll (5. ábra). A henger egy 3 mm vastag plexi lemezből van hajlítva egy 19 mm átmérőjű kerek fa sablonra.

5. ábra. lencse ér
A tányért lángon megpuhulásig melegítjük, minta szerint meghajlítjuk és ecetesszenciával összeragasztjuk. A ragasztott hengert szálakkal átkötjük és két órán át száradni hagyjuk. Ezt követően a henger végét csiszolópapírral igazítják, és eltávolítják a szálakat. A b ultrahangos lencse gyártásához speciális eszközt (6. ábra) kell készíteni 18-22 mm átmérőjű acélgolyóból, golyóscsapágyból. A labdát úgy kell izzítani, hogy vörösre melegítjük, majd lassan hűtjük le. Ezt követően a golyóba 6 mm átmérőjű lyukat fúrunk, és egy belső menetet vágunk. Ennek a golyónak a fúrógép tokmányában történő rögzítéséhez egy rúdból egy menetes rudat kell készíteni.
6. ábra. szerelvény
A felcsavarozott golyóval ellátott rudat a gép tokmányába szorítjuk, a gépet közepes sebességgel bekapcsoljuk és a golyót 10-12 mm vastag szerves üveglapba préselve megkapjuk a szükséges gömb alakú mélyedést. Amikor a golyót a sugarával megegyező távolságra mélyítjük, fúrógép kapcsolja ki, és anélkül, hogy megnyomná a labdát, hűtse le vízzel. Ennek eredményeként az ultrahangos lencse gömb alakú mélyedése keletkezik a szerves üveglapon. A mélyedéses lemezből fémfűrésszel kivágunk egy 36 mm-es oldalú négyzetet, a bemélyedés körül kialakult gyűrű alakú kiemelkedést finomszemcsés csiszolópapírral kiegyenlítjük, és a lemezt alulról úgy csiszoljuk, hogy az alja 0,2 mm vastag legyen. a mélyedés közepén marad. Ezután a csiszolópapírral karcolt helyeket átlátszóvá polírozzuk és tovább esztergapad vágja le a sarkokat úgy, hogy a gömb alakú mélyedés a lemez közepén maradjon. A lemez alsó oldaláról egy 3 mm magas és 23,8 mm átmérőjű kiemelkedést kell készíteni, hogy a lencsét a kvarctartón középpontba helyezzük.
Miután a henger egyik végét ecetsav-esszenciával vagy diklór-etánnal bőségesen megnedvesítette, az ultrahangos lencsére ragasztják úgy, hogy a henger középső tengelye egybeessen a lencse közepén áthaladó tengellyel. Száradás után három lyukat fúrunk a ragasztott edénybe a csavarok hangolásához. A legjobb, ha ezeket a csavarokat egy speciális, 10-12 cm hosszú és 1,5-2 mm átmérőjű közönséges huzalból készült csavarhúzóval forgatja el, amely szigetelőanyag nyéllel van ellátva. Ezeknek az alkatrészeknek a gyártása és a generátor beszerelése után megkezdheti az eszköz beállítását, amely általában az L1C2 áramkör hangolását jelenti a kvarc természetes frekvenciájával való rezonanciára. A kvarclemezt (4. ábra) folyó vízben szappannal le kell mosni és szárítani. A b érintkezőgyűrűt felülről fényesre tisztítják. Óvatosan helyezzen egy kvarclemezt az érintkezőgyűrű tetejére, és néhány csepp transzformátorolaj csepegtetése után csavarja be a d fedelet úgy, hogy az megnyomja a kvarclemezt. Az ultrahangos rezgések jelzésére a fedélen található a és d mélyedések transzformátorolajjal vagy kerozinnal vannak feltöltve. A tápfeszültség bekapcsolása és egy perces bemelegítés után forgassa el a hangológombot, és érjen el rezonanciát a kvarclemez oszcillátor rezgései között. A rezonancia pillanatában megfigyelhető a fedél mélyedésébe öntött folyadék maximális duzzanata. A generátor beállítása után megkezdheti a kísérletek bemutatását.
Generátor tervezés.
Az egyik leghatékonyabb bemutató egy folyadékszökőkút előállítása ultrahangos rezgések hatására. A folyadékszökőkút eléréséhez a "lencse" edényt a kvarctartó tetejére kell helyezni, hogy ne halmozódjanak fel légbuborékok a "lencse" edény alja és a kvarclemez között. Ezután egy lencsetartályba kell önteni közönséges ivóvízzel, és egy perccel a generátor bekapcsolása után ultrahangos szökőkút. A szökőkút magassága az állítócsavarokkal változtatható, miután korábban beállította a generátort a C2 kondenzátorral. Nál nél helyes beállítás A teljes rendszerben 30-40 cm magas szökőkutat kaphat (7. ábra).

7. ábra. ultrahangos szökőkút.
A szökőkút megjelenésével egyidejűleg vízköd jelenik meg, amely kavitációs folyamat eredménye, jellegzetes sziszegéssel kísérve. Ha víz helyett transzformátorolajat öntünk a „lencse” edénybe, akkor a szökőkút magassága észrevehetően megnő. A szökőkút folyamatos megfigyelése addig végezhető, amíg a folyadékszint a "lencse" edényben 20 mm-re nem csökken. A szökőkút hosszú távú megfigyeléséhez B üvegcsővel kell védeni, melynek belső falai mentén a szökőkút folyadék visszafolyhat.
Ultrahangos rezgések hatására egy folyadékban mikroszkopikus buborékok képződnek (kavitációs jelenség), ami a buborékképződés helyén jelentős nyomásnövekedéssel jár együtt. Ez a jelenség anyagrészecskék vagy élő szervezetek pusztulásához vezet a folyadékban. Ha egy kis halat vagy daphniát "lencse" edénybe helyeznek vízzel, akkor 1-2 perc ultrahangos besugárzás után elpusztulnak. A "lencsés" edény vízzel való vetítése a képernyőn lehetővé teszi a kísérlet összes folyamatának egymás utáni megfigyelését egy nagy nézőtéren (8. ábra).

8. ábra. Az ultrahangos rezgések biológiai hatása.
A leírt készülék segítségével bemutatható az ultrahang használata a kis részek szennyeződésektől való megtisztítására. Ehhez egy kis alkatrészt (óra fogaskereke, fémdarab stb.) zsírral gazdagon megkenve helyeznek a folyékony szökőkút aljára. A szökőkút jelentősen csökken, és teljesen leállhat, de a szennyezett részt fokozatosan megtisztítják. Meg kell jegyezni, hogy az alkatrészek ultrahangos tisztításához erősebb generátorok használata szükséges, ezért lehetetlen rövid időn belül megtisztítani a teljes szennyezett részt, és néhány fog tisztítására kell korlátozódnia.
A kavitációs jelenség segítségével olajemulziót kaphatunk. Ehhez vizet öntünk a "lencse" edénybe, és egy kis transzformátorolajat adnak a tetejére. Az emulzió kifröccsenésének elkerülése érdekében a lencsetartályt a tartalommal le kell fedni üveggel. A generátor bekapcsolásakor víz- és olajszökőkút képződik. 1-2 perc után. besugárzás hatására a lencse edényében stabil tejszerű emulzió képződik.
Ismeretes, hogy az ultrahang rezgések vízben történő terjedése láthatóvá tehető, és az ultrahang egyes tulajdonságai egyértelműen kimutathatók. Ehhez egy átlátszó és egyenletes fenekű, lehetőleg nagyobb, legalább 5-6 cm oldalmagasságú fürdő szükséges.A fürdőt a bemutatóasztalban a nyílás felett helyezzük el, hogy alulról a teljes átlátszó fenekét meg lehessen világítani. . A világításhoz célszerű hatvoltos autóvillanykörtét használni pontfényforrásként a vizsgált folyamatok a nézőtér mennyezetére vetítésére (9. ábra).

9. ábra. fénytörés és visszaverődés ultrahang hullámok.
Használhat normál, alacsony teljesítményű izzót is. A fürdőbe vizet öntünk úgy, hogy a kvarctartóban lévő kvarclemez függőlegesen elhelyezve teljesen elmerüljön benne. Ezt követően bekapcsolhatja a generátort, és a kvarctartót függőleges helyzetből ferde helyzetbe mozgatva a nézőtér mennyezetére vetítve megfigyelheti az ultrahangsugár terjedését. Ebben az esetben a kvarc tartó a hozzá kapcsolódó l és c vezetékekkel tartható, vagy előre rögzíthető egy speciális tartóba, mellyel simán változtatható az ultrahangsugár beesési szöge a függőleges ill. vízszintes síkok, ill. Az ultrahangsugarat fényfoltok formájában figyeljük meg, amelyek az ultrahangos rezgések vízben terjedése mentén helyezkednek el. Az ultrahangsugár terjedési útjába akadály elhelyezésével lehetőség nyílik a sugár visszaverődésének és törésének megfigyelésére.
A leírt elrendezés más kísérleteket tesz lehetővé, amelyek jellege a vizsgált programtól és a tanterem felszereltségétől függ. Bárium-titanát lemezek és általában minden olyan lemez, amely 0,5 MHz és 4,5 MHz közötti frekvencián piezoelektromos hatást fejt ki, beépíthető generátorterhelésként. Ha vannak lemezek más frekvenciákhoz, akkor módosítani kell az induktorok fordulatszámát (0,5 MHz alatti frekvenciák esetén növelni, 4,5 MHz feletti frekvenciák esetén csökkenteni). Amikor az oszcillációs áramkört és a visszacsatoló tekercset 15 kHz-es frekvenciára módosítja, a kvarc helyett bármilyen, legfeljebb 60 VA teljesítményű magnetostrikciós átalakítót bekapcsolhat
Különböző berendezések alkatrészeinek és szerelvényeinek mosására, hegesztésére használják különféle anyagok. Az ultrahangot szuszpenziók, folyékony aeroszolok és emulziók előállítására használják. Az emulziók előállításához például az UGS-10 keverő-emulgeátort és más eszközöket gyártanak. Az ultrahanghullámoknak a két közeg közötti interfészről való visszaverődésén alapuló módszereket hidrolokalizációs, hibaészlelési, orvosi diagnosztikai stb. eszközökben alkalmazzák.
Az ultrahang egyéb lehetőségei közül meg kell említeni a kemény rideg anyagok adott méretre való feldolgozásának képességét. Az ultrahangos kezelés különösen hatékony olyan összetett formájú alkatrészek és lyukak gyártásánál, mint az üveg, kerámia, gyémánt, germánium, szilícium stb., amelyek feldolgozása más módszerekkel nehézkes.
Az ultrahang használata a kopott alkatrészek helyreállításánál csökkenti a lerakódott fém porozitását és növeli annak szilárdságát. Ezenkívül csökken a hegesztett hosszúkás alkatrészek, például a motor főtengelyeinek vetemedése.
Ultrahangos alkatrészek tisztítása
Az alkatrészek vagy tárgyak ultrahangos tisztítását javítás, összeszerelés, festés, krómozás és egyéb műveletek előtt használják. Használata különösen hatékony olyan bonyolult formájú és nehezen elérhető helyek tisztítására, mint keskeny nyílások, rések, kis lyukak stb.
Iparági kiadások nagy szám telepítések számára ultrahangos tisztítás, eltérő tervezési jellemzők, fürdőkapacitás és teljesítmény, például tranzisztorok: UZU-0,25 0,25 kW kimeneti teljesítménnyel, UZG-10-1,6 1,6 kW teljesítménnyel stb., UZG-2-4 tirisztor kimeneti teljesítménnyel 4 kW és UZG-1-10/22 10 kW teljesítménnyel. Az egységek működési frekvenciája 18 és 22 kHz.
Az UZU-0.25 ultrahangos egység apró alkatrészek tisztítására szolgál. Ultrahangos generátorból és ultrahangos fürdőből áll.
Az UZU-0.25 ultrahangos egység műszaki adatai
Hálózati frekvencia - 50 Hz
A hálózatból fogyasztott teljesítmény - legfeljebb 0,45 kVA
Működési frekvencia - 18 kHz
Kimeneti teljesítmény - 0,25 kW
A munkafürdő belső méretei - 200 x 168 mm, 158 mm mélységgel
Az ultrahangos generátor előlapján van egy kapcsoló a generátor bekapcsolásához és egy lámpa, amely jelzi a tápfeszültség jelenlétét.
A generátor házának hátsó falán található: egy biztosítéktartó és két dugaszoló csatlakozó, amelyeken keresztül a generátor az ultrahangos fürdőhöz és a hálózathoz csatlakozik, egy terminál a generátor földeléséhez.
Három csomagos piezoelektromos átalakító van az ultrahangos fürdő aljára szerelve. Egy jelátalakító csomagja két TsTS-19 anyagból (ólomcirkonát-titanát) készült piezoelektromos lemezből, két frekvenciacsökkentő rátétből és egy központi rozsdamentes acél rúdból áll, melynek feje a jelátalakító sugárzó eleme.
A fürdő burkolatán található: egy szerelvény, egy csapfogantyú "Drain" felirattal, egy terminál a fürdő földeléséhez és egy dugaszoló csatlakozó a generátorhoz való csatlakoztatáshoz.
Az 1. ábra az elvet mutatja kördiagramm ultrahangos egység UZU-0.25.
Rizs. 1. Az UZU-0,25 ultrahangos egység sematikus diagramja
Az első fokozat egy VT1 tranzisztoron működik egy induktív áramkör szerint Visszacsatolásés oszcilláló áramkör.
A fő oszcillátorban fellépő, 18 kHz-es ultrahangfrekvenciás elektromos rezgéseket az előerősítő bemenetére táplálják.
Az előzetes teljesítményerősítő két fokozatból áll, amelyek közül az egyik a VT2, VT3 tranzisztorokra, a második a VT4, VT5 tranzisztorokra van felszerelve. A teljesítmény-előerősítés mindkét fokozata kapcsolási módban működő soros-nyomó-húzó áramkör szerint van összeállítva. A tranzisztorok kulcsfontosságú működési módja lehetővé teszi a nagy hatékonyság elérését kellően nagy teljesítmény mellett.
VT2, VT3 tranzisztorok áramköri alapjai. A VT4, VT5 a TV1 és TV2 transzformátorok különálló tekercseire van csatlakoztatva, amelyek ellentétes irányban vannak csatlakoztatva. Ez biztosítja a tranzisztorok push-pull működését, vagyis az alternatív kapcsolást.
Ezeknek a tranzisztoroknak az automatikus előfeszítését az R3 - R6 ellenállások és az egyes tranzisztorok alapáramkörében található C6, C7 és C10, C11 kondenzátorok biztosítják.
A váltakozó gerjesztő feszültséget a C6, C7 és C10, C11 kondenzátorokon keresztül táplálják a bázisra, és az alapáram állandó összetevője, amely az R3 - R6 ellenállásokon áthalad, feszültségesést hoz létre rajtuk, ami biztosítja a megbízható zárást és nyitást. a tranzisztorok.
A negyedik fokozat a teljesítményerősítő. Három push-pull cellából áll a VT6 - VT11 tranzisztorokon, amelyek kapcsolási módban működnek. Az előzetes teljesítményerősítő feszültségét minden tranzisztor a TV3 transzformátor külön tekercséből táplálja, és minden cellában ezek a feszültségek ellenfázisúak. A tranzisztoros cellákból váltakozó feszültséget adunk a TV4 transzformátor három tekercsére, ahol hozzáadjuk a teljesítményt.
A kimeneti transzformátorról feszültséget kapnak az AA1, AA2 és AAZ piezoelektromos jelátalakítók.
Mivel a tranzisztorok kapcsolási módban működnek, a harmonikusokat tartalmazó kimeneti feszültség téglalap alakú. A konvertereken a feszültség első felharmonikusának leválasztására a TV4 transzformátor kimeneti tekercsére egy L tekercset sorba kell kötni a konverterekkel, amelynek induktivitását úgy számítjuk ki, hogy a konverterek saját kapacitásával. , az 1. feszültségharmonikusra hangolt rezgőkört alkot. Ez lehetővé teszi, hogy szinuszos feszültséget kapjon a terhelésen anélkül, hogy megváltoztatná a tranzisztorok energetikailag kedvező üzemmódját.
A berendezés tápellátása 220 V feszültségű, 50 Hz frekvenciájú váltakozó áramú hálózatról történik TV5 transzformátor segítségével, amelynek primer és három szekunder tekercselése van, amelyek közül az egyik a mester táplálására szolgál. oszcillátor, a másik kettő pedig a fennmaradó fokozatok táplálására szolgál.
A fő oszcillátort a (VD1 és VD2 diódák) szerint összeállított egyenirányító táplálja.
Az előzetes erősítési fokozatok tápellátása egy hídáramkör szerint összeállított egyenirányítóból történik (VD3 - VD6 diódák). A VD7 - VD10 diódák második hídáramköre táplálja a teljesítményerősítőt.
A szennyeződés jellegétől és az anyagoktól függően kell kiválasztani a tisztítóközeget. Trinátrium-foszfát hiányában a szóda használható acél alkatrészek tisztítására.
A tisztítási idő ultrahangos fürdőben 0,5-3 perc. A mosóközeg megengedett maximális hőmérséklete 90 ° C.
A mosófolyadék cseréje előtt a generátort le kell kapcsolni, megakadályozva a jelátalakítók működését folyadék nélkül a fürdőben.
Az alkatrészek tisztítása az ultrahangos fürdőben a következő sorrendben történik: a főkapcsolót „Ki” állásba, a fürdő leeresztő csapját „Zárt” állásba állítjuk, a mosóközeget az ultrahangos fürdőbe öntjük. 120 - 130 mm-es szinten, a tápkábel csatlakozója az aljzatba csatlakozik elektromos hálózat feszültség 220 V.
A telepítés tesztelve: kapcsolja a billenőkapcsolót „Be” állásba, miközben a jelzőlámpának világítania kell, és meg kell jelennie a kavitáló folyadék működési hangjának. A kavitáció megjelenése a fürdő átalakítóin lévő apró mobil buborékok képződése alapján is megítélhető.
A telepítés tesztelése után le kell választani a hálózatról, be kell tölteni a fürdőbe szennyezett részeket és megkezdeni a feldolgozást.
A berendezés egy laboratóriumi állványból, egy ultrahangos generátorból, egy rendkívül hatékony, kiváló minőségű magnetostrikciós jelátalakítóból és három hullámvezetőből-emitterből (koncentrátorból) áll a jelátalakítóhoz. lépcsőzetesen állítható a kimeneti teljesítmény, 50%, 75%, 100% a névleges kimeneti teljesítményhez. A teljesítmény beállítás és a három különböző hullámvezető-emitter jelenléte (1:0,5, 1:1 és 1:2 erősítéssel) a készletben lehetővé teszi, hogy a vizsgált folyadékokban és rugalmas közegekben különböző amplitúdójú ultrahangrezgéseket kapjunk, kb. 0 és 80 mikron között 22 kHz-es frekvencián.
Több éves gyártási és értékesítési tapasztalat ultrahangos berendezés megerősíti azt a tudatos igényt, hogy minden típusú modern high-tech termelést laboratóriumi felszerelésekkel kell felszerelni.
A nanoanyagok és nanoszerkezetek beszerzése, a nanotechnológiák bevezetése és fejlesztése lehetetlen ultrahangos berendezések alkalmazása nélkül.
Ennek az ultrahangos berendezésnek a segítségével lehetséges:
- fém nanoporok előállítása;
- használja fullerénekkel végzett munka során;
- a magreakciók lefolyásának vizsgálata erős ultrahangos mezők körülményei között (hidegfúzió);
- Szonolumineszcencia gerjesztése folyadékokban kutatási és ipari célokra;
- finoman diszpergált normalizált közvetlen és fordított emulziók létrehozása;
- faszondázás;
- ultrahangos rezgések gerjesztése fémolvadékokban gáztalanítás céljából;
- és még sokan mások.
Modern ultrahangos diszpergátorok digitális generátorral I10-840 sorozat
Ultrahangos egység (diszpergáló, homogenizáló, emulgeáló) Az I100-840 az ultrahang folyékony közegekre gyakorolt hatásának laboratóriumi vizsgálatára szolgál digitális vezérléssel, folyamatosan állítható, a működési frekvencia digitális kiválasztásával, időzítővel, azzal a lehetőséggel különböző frekvenciájú és teljesítményű oszcillációs rendszereket, valamint rögzíti a feldolgozási paramétereket a nem felejtő memóriához.
Az egység felszerelhető ultrahangos magnetostrikciós vagy piezokermikus oszcillációs rendszerekkel, amelyek működési frekvenciája 22 és 44 kHz.
Szükség esetén lehetőség van a diszpergáló oszcillációs rendszerekkel történő kiegészítésére 18, 30, 88 kHz-re.
Ultrahangos laboratóriumi létesítmények(diszpergálószereket) használnak:
- az ultrahangos kavitáció különféle folyadékokra és folyadékba helyezett mintákra gyakorolt hatásának laboratóriumi vizsgálatára;
- nehezen vagy gyengén oldódó anyagok és folyadékok más folyadékokban való feloldására;
- különböző folyadékok kavitációs szilárdságának vizsgálatára. Például az ipari olajok viszkozitásának stabilitásának meghatározásához (lásd: GOST 6794-75 az AMG-10 olajhoz);
- szálas anyagok impregnálási sebességének ultrahang hatására történő változásának vizsgálata és a rostos anyagok impregnálásának javítása különféle töltőanyagokkal;
- az ásványi részecskék aggregációjának kizárása a hidroszortírozás során (csiszolóporok, geomodifikátorok, természetes és mesterséges gyémántok stb.);
- autóipari üzemanyag-berendezések, befecskendezők és karburátorok összetett termékeinek ultrahangos mosásához;
- gépalkatrészek és mechanizmusok kavitációs szilárdságának vizsgálatához;
- legegyszerűbb esetben pedig - nagy intenzitású ultrahangos tisztítófürdőként. A laboratóriumi üvegedényeken és üvegeken a csapadékot és lerakódásokat másodpercek alatt eltávolítják vagy feloldják.
Az RU 2286216 számú szabadalom tulajdonosai:
A találmány tárgya eszközök ultrahangos tisztításra és szuszpenziók feldolgozására erős akusztikus térben, különösen oldásra, emulgeálásra, diszpergálásra, valamint készülékek mechanikai rezgések generálására és továbbítására magnetostrikciós hatás segítségével. A berendezés ultrahangos rúd-magnetostrikciós jelátalakítót, fém hengeres cső formájú munkakamrát és akusztikus hullámvezetőt tartalmaz, melynek sugárzó vége egy rugalmas tömítőgyűrűvel hermetikusan rögzítve van a hengeres cső alsó részéhez. , és ennek a hullámvezetőnek a vevő vége akusztikailag mereven csatlakozik a rúd ultrahangos átalakító sugárzó felületéhez . A berendezésbe egy gyűrű alakú magnetostrikciós emitter is be van vezetve, melynek mágneses áramköre akusztikailag mereven rá van nyomva a munkakamra csövére. Az ultrahangos egység kétfrekvenciás akusztikus mezőt képez a feldolgozott folyékony közegben, amely a végtermék minőségének csökkenése nélkül biztosítja a technológiai folyamat intenzívebbé válását. 3 w.p. f-ly, 1 ill.
A találmány tárgya eszközök ultrahangos tisztításra és szuszpenziók feldolgozására erős akusztikus térben, különösen oldásra, emulgeálásra, diszpergálásra, valamint készülékek mechanikai rezgések generálására és továbbítására magnetostrikciós hatás segítségével.
Ismeretes ultrahangos rezgések folyadékba bevitelére szolgáló berendezés (DE szabadalom, No. 3815925, B 08 B 3/12, 1989) ultrahangos érzékelővel, amelyet egy hermetikusan szigetelő karima segítségével hangkibocsátó kúppal rögzítenek. a folyadékfürdő belsejében lévő alsó területet.
legközelebbi műszaki megoldás a javasolt UZVD-6 típusú ultrahangos berendezés (A.V. Donskoy, O.K. Keller, G.S. Kratysh "Ultrasonic elektrotechnical installations", Leningrád: Energoizdat, 1982, 169. o.), amely egy rúd ultrahangos jelátalakítót, egy formájú munkakamrát tartalmaz. fém hengeres cső, valamint akusztikus hullámvezető, amelynek sugárzó vége rugalmas tömítőgyűrűvel hermetikusan kapcsolódik a hengeres cső alsó részéhez, és ennek a hullámvezetőnek a fogadó vége akusztikailag mereven kapcsolódik a sugárzó felülethez. a rúd ultrahangos jelátalakítója.
Az azonosított ismert ultrahangos berendezések hátránya, hogy a munkakamrának egyetlen forrása van az ultrahangos rezgéseknek, amelyek a magnetostrikciós jelátalakítóból a hullámvezető végén keresztül jutnak el hozzá, amelynek mechanikai tulajdonságai és akusztikai paraméterei határozzák meg a maximálisan megengedhető sugárzást. intenzitás. Az ultrahangos rezgések eredő sugárzási intenzitása gyakran nem felel meg a technológiai folyamat követelményeinek a végtermék minőségét illetően, ami szükségessé teszi a folyékony közeg ultrahangos kezelési idejének meghosszabbítását és az intenzitás csökkenéséhez vezet. a technológiai folyamatról.
Így a szabadalmi kutatás során azonosított ultrahangos berendezések, az igényelt találmány analógja és prototípusa megvalósításuk esetén nem biztosítanak olyan műszaki eredmény elérését, amely a technológiai folyamat intenzifikációjának fokozásából áll anélkül, hogy a végtermék minősége csökkenne. termék.
A jelen találmány megoldja az ultrahangos berendezés létrehozásának problémáját, amelynek megvalósítása olyan műszaki eredmény elérését biztosítja, amely a technológiai folyamat intenzívebbé tételéből áll a végtermék minőségének csökkenése nélkül.
A találmány lényege abban rejlik, hogy egy ultrahangos berendezésben rúd-ultrahang-átalakítót, fémhengeres cső formájú munkakamrát és akusztikus hullámvezetőt tartalmaz, melynek sugárzó vége hermetikusan az alsó részhez van rögzítve. a hengeres csőre rugalmas tömítőgyűrűvel, és ennek a hullámvezetőnek a fogadó vége akusztikailag mereven csatlakozik a rúd ultrahangos átalakító sugárzó felületéhez, egy gyűrű alakú magnetostrikciós emitter van bevezetve, melynek mágneses áramköre akusztikailag mereven rá van nyomva a munkakamra csövét. Ezenkívül a hullámvezető sugárzó végére az eltolóegység zónájában egy rugalmas tömítőgyűrű van rögzítve. Ebben az esetben a gyűrű alakú sugárzó mágneses áramkörének alsó vége egy síkban van az akusztikus hullámvezető sugárzó végével. Ezenkívül az akusztikus hullámvezető sugárzó végének felülete homorú, gömb alakú, a gömb sugara megegyezik a gyűrű alakú magnetostrikciós sugárzó mágneses áramkörének hosszának felével.
A technikai eredményt a következőképpen érjük el. A rúd ultrahangos jelátalakító ultrahangos rezgések forrása szükséges paramétereket akusztikai mező az installáció munkakamrájában a technológiai folyamat megvalósításához, amely biztosítja a végtermék intenzitását és minőségét. Egy akusztikus hullámvezető, amelynek sugárzó vége hermetikusan a hengeres cső alsó részéhez van rögzítve, és ennek a hullámvezetőnek a fogadó vége akusztikailag mereven kapcsolódik a rúd ultrahangos átalakító sugárzó felületéhez, biztosítja az ultrahang rezgések átvitelét a a munkakamra feldolgozott folyékony közege. Ugyanakkor a csatlakozás tömítettsége és mozgékonysága biztosított annak köszönhetően, hogy a hullámvezető sugárzó vége rugalmas tömítőgyűrűvel van rögzítve a munkakamra csövének alsó részéhez. A csatlakozás mobilitása lehetőséget ad a mechanikai rezgések átvitelére a jelátalakítóból a hullámvezetőn keresztül a munkakamrába, a feldolgozandó folyékony közegbe, a technológiai folyamat végrehajtásának lehetőségét, ebből következően a szükséges műszaki eredmény elérését.
Ezenkívül az igényelt beépítésnél a rugalmas tömítőgyűrű a hullámvezető sugárzó végére van rögzítve az eltolási csomópont zónájában, ellentétben a prototípussal, amelynél az elmozduló antinódus zónájában van felszerelve. Ennek eredményeként a prototípus szerinti beépítésnél a tömítőgyűrű csillapítja a rezgéseket és csökkenti az oszcillációs rendszer minőségi tényezőjét, ezáltal csökkenti a folyamat intenzitását. Az igényelt beépítésnél a tömítőgyűrű az eltolóegység tartományába van felszerelve, így nem befolyásolja az oszcillációs rendszert. Ez lehetővé teszi, hogy a prototípushoz képest nagyobb teljesítményt engedjünk át a hullámvezetőn, és ezáltal növeljük a sugárzás intenzitását, és ennek következtében fokozzuk a technológiai folyamatot anélkül, hogy a végtermék minősége csökkenne. Ezen túlmenően, mivel az igényelt telepítésnél a tömítőgyűrűt a csomópont területére szerelik fel, pl. a nulla deformáció zónájában nem esik össze a rezgésektől, megtartja a hullámvezető sugárzó végének kapcsolatának mozgékonyságát alsó a munkakamra csövei, amelyek lehetővé teszik a sugárzás intenzitásának megtakarítását. A prototípusban a tömítőgyűrű a hullámvezető maximális deformációjának zónájában van felszerelve. Ezért a gyűrű fokozatosan tönkremegy a rezgések hatására, ami fokozatosan csökkenti a sugárzás intenzitását, majd megsérti a csatlakozás tömítettségét és megzavarja a telepítés működését.
A gyűrűs magnetostrikciós emitter használata lehetővé teszi nagy konverziós teljesítmény és jelentős sugárzási terület megvalósítását (A. V. Donskoy, O. K. Keller, G. S. Kratysh "Ultrahangos elektrotechnológiai berendezések", Leningrád: Energoizdat, 1982, 34. o.), és ezért lehetővé teszi a technológiai folyamat intenzívebbé tétele a végtermék minőségének csökkenése nélkül.
Mivel a cső hengeres, a berendezésbe bevezetett magnetostrikciós emitter pedig gyűrű alakú, a mágneses áramkört a cső külső felületére lehet rányomni. Amikor a tápfeszültséget a mágneses áramkör tekercsére kapcsoljuk, a lemezekben magnetostrikciós hatás lép fel, ami a mágneses áramkör gyűrűs lemezeinek sugárirányú deformációjához vezet. Ugyanakkor, mivel a cső fémből készül, és a mágneses áramkör akusztikailag mereven rá van nyomva a csőre, a mágneses kör gyűrűs lemezeinek deformációja a csőfal sugárirányú rezgéseivé alakul át. Ennek eredményeként a gyűrűs magnetostrikciós emitter gerjesztő generátorának elektromos rezgései radiálissá alakulnak. mechanikai rezgések magnetostrikciós lemezek, valamint a mágneses kör sugárzási síkjának akusztikailag merev kapcsolata miatt a csőfelülettel a mechanikai rezgések a csőfalakon keresztül jutnak át a feldolgozott folyékony közegbe. Ebben az esetben a feldolgozott folyékony közegben az akusztikus rezgések forrása a munkakamra hengeres csövének belső fala. Ennek eredményeként az igényelt berendezésben feldolgozott folyékony közegben egy második rezonanciafrekvenciájú akusztikus tér jön létre. Ugyanakkor a gyűrű alakú magnetostrikciós emitter bevezetése az igényelt telepítésben megnöveli a sugárzó felület területét a prototípushoz képest: a hullámvezető sugárzó felülete és a munkakamra belső falának egy része, a külső oldalon. amelynek felületére gyűrű alakú magnetostrikciós emittert nyomunk. A sugárzó felület területének növekedése növeli az akusztikus mező intenzitását a munkakamrában, és ezáltal lehetővé teszi a technológiai folyamat intenzívebbé tételét anélkül, hogy a végtermék minősége csökkenne.
A gyűrű alakú sugárzó mágneses áramkörének alsó vége az akusztikus hullámvezető sugárzó végével egy síkban van a legjobb lehetőség, mivel a hullámvezető sugárzó vége alá helyezése a gyűrű alakú jelátalakító (gyűrűs radiátor - cső) holt (stagnáló) zónájának kialakulásához vezet. A gyűrű alakú emitter mágneses áramkörének alsó végét a hullámvezető sugárzó vége fölé helyezve csökkenti a gyűrű alakú konverter hatásfokát. Mindkét lehetőség a teljes akusztikus térnek a feldolgozott folyékony közegre gyakorolt hatásának intenzitásának csökkenéséhez, következésképpen a technológiai folyamat intenzitásának csökkenéséhez vezet.
Mivel a gyűrű alakú magnetostrikciós sugárzó sugárzó felülete hengeres fal, ezért a hangenergia fókuszált, azaz. az akusztikus tér koncentrációja a cső axiális vonala mentén jön létre, amelyre az emitter mágneses köre rányomódik. Mivel egy rúd ultrahangos átalakító sugárzó felülete homorú gömb alakú, ez a sugárzó felület a hangenergiát is fókuszálja, de egy olyan pont közelében, amely a cső középvonalán fekszik. Így különböző gyújtótávolságon mindkét sugárzó felület gócai egybeesnek, és erőteljes akusztikus energiát koncentrálnak a munkakamra kis térfogatában. Mivel a gyűrű alakú sugárzó mágneses áramkörének alsó vége ugyanabban a síkban van, mint az akusztikus hullámvezető sugárzó vége, amelyben a konkáv gömb sugara megegyezik a gyűrű alakú magnetostrikciós sugárzó mágneses áramkörének hosszának felével, az akusztikus energia fókuszpontja a cső axiális vonalának közepén fekszik, azaz. az installáció munkakamrájának közepén az erőteljes akusztikus energia kis térfogatban koncentrálódik ("Ultrahang. Little Encyclopedia", főszerkesztő I. P. Golyanina, M .: Szovjet Enciklopédia, 1979, 367-370. Mindkét sugárzó felület akusztikus energiáinak fókuszálása területén az akusztikus tér hatásának intenzitása a feldolgozott folyékony közegre több százszor nagyobb, mint a kamra más területein. Lokális kötet jön létre erőteljes expozíció intenzitással a mezőre. A becsapódás helyi erős intenzitása miatt még a nehezen vágható anyagok is tönkremennek. Ezenkívül ebben az esetben az erős ultrahangot eltávolítják a falakról, amely megvédi a kamra falait a falroncsoló termék által feldolgozott anyag tönkremenetelétől és szennyeződésétől. Így az akusztikus hullámvezető sugárzó végének felületének kivitelezése homorú, gömb alakú, a gömb sugara megegyezik a gyűrű alakú magnetostrikciós emitter mágneses áramkörének felével, növeli az akusztikus tér hatásának intenzitását. a feldolgozott folyékony közeg, és ezáltal biztosítja a technológiai folyamat intenzívebbé tételét anélkül, hogy a végtermék minősége csökkenne.
Amint fentebb látható, az igényelt berendezésben a feldolgozott folyékony közegben két rezonanciafrekvenciájú akusztikus tér jön létre. Az első rezonanciafrekvenciát a rúd magnetostrikciós átalakító rezonanciafrekvenciája határozza meg, a másodikat a gyűrű alakú magnetostrikciós emitter rezonanciafrekvenciája, amelyet a munkakamra csövére nyomnak. A gyűrű alakú magnetostrikciós sugárzó rezonanciafrekvenciáját az lcp=λ=c/fres kifejezésből határozzuk meg, ahol lcp a sugárzó mágneses kör középvonalának hossza, λ a mágneses áramkör anyagában lévő hullámhossz, c a sebesség A mágneses áramkör anyagában lévő rugalmas oszcillációk esetében a fres a sugárzó rezonanciafrekvenciája (A. V. Donskoy, O.K. Keller, G.S. Kratysh "Ultrasonic elektrotechnológiai berendezések", Leningrád: Energoizdat, 1982, 25. o.). Más szóval, a berendezés második rezonanciafrekvenciáját a gyűrű alakú mágneses áramkör középvonalának hossza határozza meg, amelyet viszont a munkakamra csövének külső átmérője határoz meg: minél hosszabb a gyűrű középvonala. mágneses áramkör, minél alacsonyabb a berendezés második rezonanciafrekvenciája.
A két rezonanciafrekvencia jelenléte az igényelt telepítésben lehetővé teszi a folyamat intenzívebbé tételét a végtermék minőségének veszélyeztetése nélkül. Ennek magyarázata a következő.
Ha a kezelt folyékony közegben akusztikus tér hatásának van kitéve, akusztikus áramlások keletkeznek - a folyadék álló örvényáramai, amelyek szabad, inhomogén hangtérben fordulnak elő. Az igényelt beépítésben a feldolgozott folyékony közegben kétféle akusztikus hullám keletkezik, mindegyiknek saját rezonanciafrekvenciája van: egy hengeres hullám sugárirányban terjed. belső felület csövek (munkakamra), és a munkakamra mentén alulról felfelé síkhullám terjed. A két rezonanciafrekvencia jelenléte fokozza az akusztikus áramlások hatását a feldolgozott folyékony közegre, mivel mindegyik rezonanciafrekvencia saját akusztikus áramlásokat hoz létre, amelyek intenzíven keverik a folyadékot. Ez az akusztikus áramlások turbulenciájának növekedéséhez és a kezelt folyadék még intenzívebb keveredéséhez is vezet, ami növeli az akusztikus tér hatásának intenzitását a kezelt folyékony közegre. Ennek eredményeként a technológiai folyamat intenzívebbé válik anélkül, hogy a végtermék minősége csökkenne.
Ezenkívül egy akusztikus mező hatására kavitáció lép fel a feldolgozott folyékony közegben - a folyékony közeg képződése megszakad, ahol helyi nyomáscsökkenés következik be. A kavitáció hatására gőz-gáz kavitációs buborékok képződnek. Ha az akusztikus tér gyenge, a buborékok rezonálnak és pulzálnak a térben. Ha az akusztikus tér erős, a buborék egy hanghullám periódusa után összeesik (ideális eset), amikor belép a mező által létrehozott nagy nyomású tartományba. A buborékok összeomlásuk során erős hidrodinamikai zavarokat keltenek a folyékony közegben, intenzív akusztikus hullámokat sugároznak, és a kavitáló folyadékkal szomszédos szilárd anyagok felületének pusztulását okozzák. Az igényelt installációban az akusztikus tér erősebb, mint a prototípus szerinti installáció akusztikus mezője, amit két rezonáns frekvencia jelenléte magyaráz. Ennek eredményeként az igényelt beépítésben nagyobb a kavitációs buborékok összeomlásának valószínűsége, ami fokozza a kavitációs hatásokat és növeli az akusztikus tér hatásának intenzitását a kezelt folyékony közegre, ezáltal biztosítja a technológiai folyamat intenzívebbé tételét anélkül, hogy csökkentené. a végtermék minősége.
Minél alacsonyabb az akusztikus tér rezonanciafrekvenciája, annál nagyobb a buborék, mivel az alacsony frekvencia periódusa nagy, és a buborékoknak van idejük növekedni. A buborékok élettartama a kavitáció során egy frekvenciaperiódus. Amikor a buborék bezárul, erős nyomást kelt. Minél nagyobb a buborék, annál több magas nyomású bezárásakor jön létre. Az igényelt ultrahangos berendezésben a kezelt folyadék kétfrekvenciás szonikálása miatt a kavitációs buborékok mérete eltérő: a nagyobbak alacsony frekvenciájú folyékony közeg hatásának, a kicsik pedig a magas frekvenciának köszönhetőek. A felületek tisztítása vagy a szuszpenzió feldolgozása során a kis buborékok behatolnak a szilárd részecskék repedéseibe és üregeibe, és összeomlanak, mikro-hatást okozva, belülről gyengítve a szilárd részecske integritását. A nagyobb buborékok összeomlanak, új mikrorepedések kialakulását idézik elő a szilárd részecskékben, tovább gyengítve a mechanikai kötéseket. A szilárd részecskék megsemmisülnek.
Az emulgeálás, az oldás és a keverés során a nagy buborékok elpusztítják az intermolekuláris kötéseket a jövőbeni keverék komponenseiben, lerövidítve a láncokat, és feltételeket teremtenek a kis buborékok számára az intermolekuláris kötések további megsemmisítéséhez. Ennek eredményeként a technológiai folyamat intenzívebbé válik anélkül, hogy a végtermék minősége csökkenne.
Ezenkívül az igényelt telepítésben a feldolgozott folyékony közegben a különböző rezonanciafrekvenciájú akusztikus hullámok kölcsönhatása következtében két frekvencia szuperpozíciója miatt ütések lépnek fel (a szuperpozíció elve), amelyek hirtelen, hirtelen növekedést okoznak. az akusztikus nyomás amplitúdója. Ilyen pillanatokban az akusztikus hullám becsapódási ereje többszörösen meghaladhatja a berendezés fajlagos teljesítményét, ami felerősíti a technológiai folyamatot és nemhogy nem csökkenti, hanem javítja a végtermék minőségét. Ezenkívül az akusztikus nyomás amplitúdójának éles növekedése megkönnyíti a kavitációs magok ellátását a kavitációs zónába; a kavitáció fokozódik. Kavitációs buborékok, pórusok képződése, egyenetlenségek, felületi repedések szilárd test, amelyek szuszpenzióban vannak, helyi akusztikus áramlásokat képeznek, amelyek minden mikrotérfogatban intenzíven keverik a folyadékot, ami egyben lehetővé teszi a technológiai folyamat intenzívebbé tételét is anélkül, hogy a végtermék minősége csökkenne.
A fentiekből tehát az következik, hogy az igényelt ultrahangos berendezés a feldolgozott folyékony közegben kétfrekvenciás akusztikus tér kialakításának lehetőségéből adódóan a megvalósítás során olyan műszaki eredmény elérését biztosítja, amely a hangsugárzó intenzitásának fokozásából áll. technológiai folyamat a végtermék minőségének csökkenése nélkül: felülettisztítás eredménye, szilárd komponensek folyadékban diszpergálása, folyékony közeg összetevőinek emulgeálási, keverési és oldódási folyamata.
A rajzon az igényelt ultrahangos telepítés látható. Az ultrahangos berendezés tartalmaz egy ultrahangos rúd magnetostrikciós átalakítót 2 sugárzó felülettel, egy akusztikus hullámvezetőt 3, egy 4 munkakamrát, egy gyűrű alakú magnetostrikciós sugárzó 5 mágneses áramkörét 6, egy rugalmas tömítőgyűrűt 7, egy 8 csapot. az 5 mágneses áramkörben gerjesztő tekercs készítéséhez (nincs ábrázolva). A 4 munkakamra fémből, például acélból készül, hengeres csőből. A beépítési példában a 3 hullámvezető csonka kúp alakú, amelyben a 10 sugárzó vég egy rugalmas 7 tömítőgyűrű segítségével hermetikusan van rögzítve a 4 munkakamra csövének alsó részéhez, és a a 11 fogadóvég tengelyirányban egy 8 tűvel van összekötve az 1 konverter 2 sugárzó felületével. Az 5 mágneses áramkör gyűrű alakú magnetostrikciós lemezcsomag formájában készül, és akusztikailag mereven a munkakamra csövére van nyomva. 4; ezen túlmenően az 5 mágneses áramkör egy gerjesztőtekerccsel van ellátva (nincs ábrázolva).
A rugalmas 7 tömítőgyűrű a 3 hullámvezető 10 sugárzó végére van rögzítve az eltoló csomópont zónájában. Ebben az esetben a gyűrű alakú 6 sugárzó 5 mágneses áramkörének alsó vége egy síkban van a 3 akusztikus hullámvezető 10 sugárzó végével. Ezen túlmenően a 3 akusztikus hullámvezető 10 sugárzó végének felülete is ki van alakítva. homorú, gömb alakú, a gömb sugara megegyezik a gyűrű alakú magnetostrikciós 6 sugárzó 5 mágneses áramkörének felével.
Rúd ultrahangos átalakítóként például PMS-15A-18 (BT3.836.001 TU) vagy PMS-15-22 (9SuIT.671.119.003 TU) típusú ultrahangos magnetostrikciós átalakító használható. Ha a technológiai folyamat magasabb frekvenciákat igényel: 44 kHz, 66 kHz stb., akkor a rúd-átalakító piezokerámia alapú.
Az 5 mágneses áramkör negatív szigorítású anyagból, például nikkelből készülhet.
Az ultrahangos telepítés a következőképpen működik. A tápfeszültséget az 1 konverter és a gyűrű alakú magnetostrikciós emitter 6 gerjesztő tekercsére kapcsoljuk. A 4 munkakamra 12 folyékony közeggel van megtöltve, amelyet feldolgozunk, például oldás, emulgeálás, diszperzió végrehajtására, vagy feltöltjük folyékony közeg, amelybe a felületek tisztítására szolgáló alkatrészeket helyeznek. Miután a tápfeszültséget a 4 munkakamrában a 12 folyékony közegben rákapcsoltuk, két rezonanciafrekvenciájú akusztikus tér jön létre.
A kezelt 12 közegben kialakuló kétfrekvenciás akusztikus tér hatására akusztikus áramok és kavitáció lép fel. Ebben az esetben, amint fentebb látható, a kavitációs buborékok mérete különbözik: a nagyobbak a folyékony közegre gyakorolt alacsony frekvenciájú hatás eredménye, a kicsik pedig a nagy frekvenciájúak.
Kavitáló folyékony közegben, például felületek diszpergálásakor vagy tisztításakor kis buborékok hatolnak be a keverék szilárd komponensének repedéseibe és üregeibe, és összeomlanak, mikro-ütőhatásokat hoznak létre, gyengítve a szilárd részecske integritását belülről. A nagyobb buborékok összeomlanak, a belülről legyengült részecskét apró frakciókra törik.
Ezenkívül a különböző rezonanciafrekvenciájú akusztikus hullámok kölcsönhatása következtében ütemek keletkeznek, ami az akusztikus nyomás amplitúdójának hirtelen megnövekedéséhez vezet (akusztikus hatás), ami a felületi rétegek még intenzívebb pusztulásához vezet. a kezelt folyadékban lévő szilárd frakciók még nagyobb őrlésére a szuszpenzió átvételekor. Ugyanakkor a két rezonanciafrekvencia jelenléte fokozza az akusztikus áramlások turbulenciáját, ami hozzájárul a feldolgozott folyékony közeg intenzívebb keveredéséhez és a szilárd részecskék intenzívebb pusztulásához mind az alkatrész felületén, mind a szuszpenzióban.
Az emulgeálás és az oldás során a nagy kavitációs buborékok elpusztítják az intermolekuláris kötéseket a jövőbeni keverék komponenseiben, lerövidítve a láncokat, és feltételeket teremtenek a kis kavitációs buborékok intermolekuláris kötéseinek további megsemmisítéséhez. Az akusztikus lökéshullám és az akusztikus áramlások megnövekedett turbulenciája, amely a feldolgozott folyékony közeg kétfrekvenciás szondázásának eredménye, szintén tönkreteszi az intermolekuláris kötéseket és fokozza a közegkeveredés folyamatát.
A fenti tényezőknek a feldolgozott folyékony közegre gyakorolt együttes hatása eredményeként a végtermék minőségének romlása nélkül felerősödik az elvégzendő technológiai folyamat. Amint a tesztek kimutatták, a prototípushoz képest az igényelt konverter teljesítménysűrűsége kétszer akkora.
A kavitációs hatás fokozása érdekében a telepítésben megnövelt statikus nyomás biztosítható, amely a prototípushoz hasonlóan megvalósítható (A.V. Donskoy, O.K. Keller, G.S. Kratysh "Ultrasonic elektrotechnológiai installációk", Leningrad: Energoizdat, 1982, 169. o.) : a munkakamra belső térfogatához kapcsolódó csővezetékrendszer; sűrített levegős henger; biztonsági szelep és nyomásmérő. Ebben az esetben a munkakamrát lezárt fedéllel kell ellátni.
1. Ultrahangos eszköz, amely rúd ultrahangos átalakítót, fémhengeres cső alakú munkakamrát és akusztikus hullámvezetőt tartalmaz, amelynek sugárzó vége rugalmasan hermetikusan van a hengeres cső alsó részéhez rögzítve. tömítőgyűrű, és ennek a hullámvezetőnek a fogadó vége akusztikailag mereven csatlakozik egy rúd ultrahangos átalakító sugárzó felületéhez, azzal jellemezve, hogy a berendezésbe egy gyűrű alakú magnetostrikciós emitter van bevezetve, amelynek mágneses áramköre akusztikailag mereven rá van nyomva a csőre. a munkakamrából.
2. Az 1. igénypont szerinti berendezés, azzal jellemezve, hogy a rugalmas tömítőgyűrű a hullámvezető sugárzó végén az eltolási csomópont zónájában van rögzítve.
3. A 2. igénypont szerinti berendezés, azzal jellemezve, hogy a gyűrű alakú sugárzó mágneses áramkörének alsó vége az akusztikus hullámvezető sugárzó végével egy síkban van elhelyezve.
4. A 3. igénypont szerinti berendezés, azzal jellemezve, hogy az akusztikus hullámvezető sugárzó végének felülete homorú, gömb alakú, a gömb sugara a gyűrű alakú magnetostrikciós sugárzó mágneses áramkörének felével egyenlő.





