Forgácslap gyártására saját vállalkozást hozunk létre: berendezések és üzleti terv. A forgácslap készítés módja: berendezések és gyártástechnológia Forgácslapprés
A forgácslap vagy forgácslap összetett lemezanyag. Fahulladékból és nem ásványi kötőanyagokból melegsajtolással állítják elő. A forgácslap összetétele a technológiai folyamatok árnyalataitól vagy a kívánt tulajdonságoktól függően változhat. De általában a forgácslap préselt fahulladék, ami egyértelműen kifejezi az angol fordítást - „forgácslap”, azaz „forgácslap”.
Jelenleg a forgácslap az egyik legnépszerűbb anyag a bútorgyártáshoz, a belsőépítészethez, valamint a fokozott szilárdságot nem igénylő szerkezetek építéséhez. Ennek az anyagnak vitathatatlan előnye a költséghatékonyság és a könnyű feldolgozhatóság.
A különböző gyártók esetében a forgácslap gyártásának technológiája gyakorlatilag nem különbözik. A különbség csak a felhasznált anyagok minőségében és az alapanyagok költségében van.
A forgácslapgyártás technológiai szakaszai
Minden vállalkozásnál a forgácslap gyártása több egymást követő szakaszból áll.
I. szakasz - a szükséges alapanyagok előkészítése
Különféle faanyagokat kevernek össze a késztermék kívánt minőségi jellemzői alapján. Ebben az esetben faforgácsot, forgácsot és fűrészport használnak.
II. szakasz - fa alkatrészek csiszolása
A kész anyag szükséges sűrűségének eléréséhez a nyersanyagnak maximális egyenletességűnek kell lennie. Ezért a fahulladékot összezúzzák és tovább zúzzák a kívánt méretre.
III. szakasz - nyersanyagok szárítása
A ragasztó hatékonyságának növelése érdekében az előkészített fa alkatrészeket meg kell szabadítani a felesleges nedvességtől. Ehhez a zúzott nyersanyagot szárítják.
IV. szakasz - komponensek keverése
Előkészítve, összetörve és szárítva az alapanyagokat alaposan összekeverjük a ragasztóanyagokkal. Az eredmény egy olyan massza, amely készen áll a forgácslap kialakítására.
V. szakasz - forgácslapok kialakulása
A ragasztómasszát előre meghatározott szélességű speciális mozgószalagba öntik. Ezután a masszát a kívánt vastagságra préseljük. Ugyanakkor a teljes préselési folyamat során magas hőmérsékleti rendszer figyelhető meg.
VI. szakasz - a kész forgácslap vágása
A préselt forgácslap lapot adott méretű lapokra vágják, és az így kapott termékeket további szárításnak vetik alá.
VII. szakasz - forgácslapok felületkezelése
Az utolsó szakaszban a legyártott forgácslapok felületét feldolgozzák: a termékeket laminálják, vagy vékony furnérréteget visznek fel a vászonra, és furnérozott forgácslapot kapnak. A kész lemezek laminálásához speciális fóliát használnak, amellyel a lapokat borítják. Használható forgácslap és papír vagy műanyag további feldolgozására. A tovább feldolgozott forgácslapok költsége alacsony, de végső soron az ára jóval meghaladja az egyszerűen csiszolt felületű forgácslap költségét.
A forgácslap gyártásának fő nyersanyaga: fa
A forgácslapok, technológiai forgácsok és forgácsok gyártásához szükséges közvetlen nyersanyagokat keményfa és tűlevelű fa, valamint a fűrésziparból, fafeldolgozásból, gyufa- és rétegelt lemeziparból származó különféle fahulladékok feldolgozása során nyerik.
A technológiai aprítékot az alapanyag aprítógépekben történő aprításával állítják elő. Ugyanakkor a kész faforgács kívánt állapotától függően, különböző típusok vágó berendezések.
A chipek minőségi jellemzői magasabbak. Háromrétegű forgácslapok külső rétegének kialakítására szolgál. Az ilyen aprítékokat speciális aprítókon készítik, majd az előállított vékony, hosszú szálas szerkezetű forgácsot egy törőgépbe szállítják a kívánt szélességű kialakítás érdekében.
A gyártás következő szakaszában a forgács és forgács kötelező válogatáson esik át. Ha szükséges, az alkatrészeket összezúzzuk és további válogatjuk.
Minden szétválogatott forgácsot és forgácsot elektromágneses szeparátorral szűrnek, ami lehetővé teszi a fémszemcsék eltávolítását, ha vannak. A továbbiakban a technológiai alapanyagokat végül megtisztítják, azaz vízzel lemossák az esetleges szennyeződések és homokszennyeződések eltávolítása, valamint a páratartalom szükséges szintre emelése érdekében. A kondicionált alapanyagokból a felesleges nedvességet rotációs, dobos, pneumatikus vagy szalagos szárítókban történő szárítással távolítják el.
A száraz forgácsot és technológiai forgácsot válogatva, különféle szennyeződésektől megtisztítva és szárítva szállítószalag rendszerrel speciális tárolóedényekbe juttatják. A tartályok térfogatát úgy alakították ki, hogy legalább három műszakban biztosítsák a folyamatos termelést.
Vegyi alkatrészek a forgácslapgyártásban
A fa alapanyagok mellett vegyi anyagokra is szükség van a forgácslap gyártási folyamatában. Céljuk az előkészített farészecskék megkötése és ragasztása magas hőmérséklet és nyomás hatására. A karbamid- és fenol-formaldehid gyanták kötőanyagként működnek, eltérő színben, mérgező gőzökben és nedvességállóságban.
A fenol-formaldehid gyanták sötétbarna színűek, ami befolyásolja a késztermék végső színét, nagy toxicitást és szúrós szagú. Alkalmazásukkal a préselési idő hosszabb időt igényel. Az ilyen gyanták használatának előnye a nedvességgel szembeni fokozott ellenállás, a víz gyakorlatilag nincs hatással az ilyen ragasztókötésekre.
A karbamid-formaldehid gyanták kevésbé tekinthetők környezetkárosítónak, de kisebb a szilárdságuk, és a ragasztóréteg 60 ° C-on megsemmisül. Az ilyen típusú gyantát tartalmazó forgácslapokat enyhe páratartalom-különbség esetén használják.
A forgácslap gyártása során a ragasztókomponenseken kívül keményítő és vízlepergető (hidrofób) adalékanyagokat is alkalmaznak. Használatuk hozzájárul a késztermékek alakjának megőrzéséhez a páratartalom változásával, mivel további feldolgozás nélkül a faanyagok porózus szerkezete felszívja a nedvességet a levegőből vagy vízbe merítve.
Az olvadt formában lévő hidrofób viszkózus anyagok képesek lezárni az anyag felületi pórusait, ami akadályozza a nedvesség behatolását. Ilyen anyagok a cerezin, paraffin, desztillátum laza. Forró vízzel hígított lúgos emulziók formájában kerülnek be a pépbe. A hidrofób anyagok farostokra történő lerakódását alumínium-szulfát vagy kénsav vizes oldatával végezzük.
Keményítő adalékként fenol-formaldehid gyantát használnak, amelyet ragasztáshoz is használnak. A kompozícióban való jelenléte növeli a forgácslap szilárdságát, ha a lemezek összetételében több mint 30% keményfa van, vagy a szükségesnél rövidebb száltartalommal.
Forgácslemez gyártó berendezések
A forgácslapgyártás bármely szakaszában olyan berendezésekre van szükség, amelyek megfelelnek az elvégzett folyamatnak, amelyek közül kiemelkedik a fő és a kiegészítő.
Alapfelszerelés
A forgácslap gyártásának fő berendezése magában foglalja a vállalkozás fő műhelyeibe telepített technológiai berendezéseket a forgácslap gyártásához: előkészítő műhely, főműhely és csiszolóműhely.
A gyártás-előkészítő műhely zúzóművel és aprítóval felszerelt. A főműhely felszereléséhez hőprések, ventilátor típusú hűtők, valamint a termék éleinek adott hosszúságra és szélességre automatikus üzemmódban történő vágására szolgáló gépek szükségesek. A köszörűműhely csiszológépekkel felszerelt.
A szélesség és a feldolgozási teljesítmény minden szükséges mutatóját külön-külön határozzák meg minden egyes terméktételhez, a gyártott forgácslaplapok végső minősége a kiválasztott mutatóktól függ.
Opcionális felszerelés
A vibrációs sziták és szállítószalagok - görgős, láncos, hevederes vagy spirálos - másodlagos felszerelésnek minősülnek. A kész lapok csomagokba fektetésekor emelőasztalokat használnak. Minden gyártóüzem szellőzőrendszerrel van felszerelve, hogy megszabaduljon a gyártási portól, összegyűjtse és eltávolítsa.
A modern technológiák, a kiváló minőségű berendezések és a szükséges adalékanyagok használata a forgácslap gyártása során lehetővé teszi a gyártó számára, hogy fokozott tűzállósággal, nedvességállósággal és nagy szilárdsággal rendelkező forgácslapot állítson elő. Az eredmény egy olyan anyag, amelynek költsége sokkal alacsonyabb, mint más analógok, ezért a forgácslap olyan népszerű a vásárlók széles körében.
A praktikus és többfunkciós faanyagok között különleges helyet foglal el a forgácslap vagy egyszerűen csak a forgácslap. Előállításuk nagy fafeldolgozó üzemekben és otthon is történhet.
célja
A forgácslap környezetbarát, könnyen feldolgozható, funkcionális anyag, a tömörfa csúcstechnológiás alternatívája. Falak, tetők burkolására, falpanelek készítésére, szőnyeg vagy linóleum padlóburkolatának készítésére, padló, különféle válaszfalak készítésére, különféle bútorok, csomagolások gyártására, burkolótáblák építésére, belső dekorációra használják. Mi a forgácslap gyártási technológiája? Hogyan készül otthon? Ezeket a kérdéseket a cikk későbbi részében tárgyaljuk.

Miből készül a forgácslap?
A forgácslapok gyártásának alapja egy olyan eljárás, amelyben a fűrészport speciális ragasztómasszával keverik össze, és a keletkező keveréket nagy nyomáson, ill. magas hőmérsékletű. A forgácslap gyártásának nagy előnye a fűrészüzemi hulladék felhasználása.
A préselt táblák jó szilárdságúak, a fűrészporkeverék kő állapotára edzett ragasztóval (gyantával) összekeverésével jönnek létre. A környezetbarát anyagok előállításához minimális toxicitású ragasztómasszát használnak.
A forgácslap gyártása kis léptékben történhet. Általában csak a gyártott táblák mérete korlátozott, amely nem lehet nagyobb 50 x 50 centiméternél.
A forgácslap otthoni gyártása ugyanaz a folyamat, mint az ipari méretekben, de miniatűr. Minden olyan szakaszt, ahol az automatizálást be kell vonni, kézi munka váltja fel.

Hogyan készítsünk forgácslapot otthon
Tekintsük a forgácslap gyártási sorrendjét:
- először a fűrészpormasszát egy közepes méretű tartályban (10-15 l) összekeverjük;
- majd ragasztóoldatot adunk hozzá, biztosítani kell, hogy a fűrészpor teljesen telített legyen;
- csempézett forma adott magas nyomású;
- majd magas hőmérséklet segítségével a munkadarabokat préselik, ez a folyamat speciális felszerelést igényel;
- a legyártott lemezt levegőn lehűtik, széleit levágják.
A felületi laminálást ugyanabban a sütőprésben végezzük, mint a vágatlan nyersdarabok gyártásánál. Vásárolhat kész speciális laminátumot forgácslaphoz, amelyet vasalóval bizonyos módon a felületre lehet „sütni”. Az ilyen bevonatok jótékony hatással vannak a fa alapú panelek megjelenésére, de nem tekinthetők teljes értékű laminált rétegnek.

Felszerelés
A forgácslap készítése előtt elő kell készítenie a berendezést. Az anyag létrehozásának technológiája elemi és gyakorlati berendezések használatán alapul, amelyek egy közös rendszerbe vannak kapcsolva. A fa alapú panelek gyártásához nem szükséges a technológiailag legfejlettebb eszközök alkalmazása, de elég nehézkes a teljes gyártósor munkaképességének beállítása és fenntartása.
Felszerelés lista
A forgácslap gyártásához szükséges berendezések teljes listája a következőket tartalmazza:
- Keverők, amelyek a fűrészporból és a ragasztóból (általában speciális szennyeződéseket tartalmazó gyanta a szilárd szerkezet létrehozásához) homogén keverék előállításához szükségesek.
- Formáló eszközökre van szükség ahhoz, hogy a keverék viszkozitását és alakját adják.
- Magas hőmérsékletű préselő berendezések és szerszámgépek.
- A hűtőket a forró forgácslapok gyorsabb lehűlésére használják.
- Élvágók, amelyek eltávolítják a deszkák éleit.
- A csiszológépek simává teszik a kialakított felületet.
A nagyüzemi gyártás minden berendezésének működőképessége automatikusan biztosított. A munka minőségét ellenőrzik, miközben a mechanizmus beállításait a kívánt szinten tartják.
A fent felsorolt faalapú panelgyártó berendezések mindegyike alkalmas lesz kész alapanyagot igénylő munkára.
Ha a forgácslap gyártásnál a tervek között szerepel saját alapanyag felhasználása, akkor a berendezést ki kell egészíteni további segédberendezésekkel, mint például forgácsológépek, aprítógépek, malmok, gyalugépek.
A fa alapú panelek gyárthatóságát növelő kiegészítő berendezések többek között szállítószalagok, emelőszerkezettel felszerelt asztalok, csiszolópor eltávolításához szükséges szellőzőrendszerek, szárítókamrák és szállítószalagok. Fontolja meg, hogyan készül a forgácslap.

Gyártási technológia
A faalapú panelek összetétele faforgácsot tartalmaz, amely a fagyártás során keletkező hulladékként keletkezik. A normál munkaciklus során a nem működő tömeget felhasználásra kész födémekké alakítják.
Fontolja meg, hogyan készül a "csináld magad" forgácslap.

Gyártási sorrend
A gyártás lépései a következők:
- először meg kell találnia a nyersanyagokat, a fűrészport és a faforgácsot a raktárban;
- majd az alapanyagot köszörüléssel előkészítik a munkához;
- az anyagokat megszárítják, hogy a ragasztáshoz megfelelő állagot kapjanak;
- a faforgácsot automatizált sziták segítségével szűrik, méret szerint válogatva;
- kisebb-nagyobb forgácsot összekeverünk egymással;
- gyantaragasztót adunk hozzá;
- viszkózus konzisztenciájú keveréket küldenek egy formázógépbe, amely falemezeket képez;
- A forgácslapot nagy nyomáson és magas hőmérsékleten préselik;
- a lemezeket lehűtik;
- a szélét levágjuk, és a kapott nyersdarabokat a szükséges méretű darabokra fűrészeljük.
Tehát megnéztük, hogyan készül a forgácslap. Ennek az anyagnak a csiszolása a gyártási folyamat utolsó lépéseként szükséges. Az őrlés mértéke és minősége közvetlenül meghatározza, hogy a készterméket melyik fokozatba sorolják be. Az első osztályú forgácslap felületén nem lehetnek karcolások, foltok, nem megfelelő polírozás, hullámok.
A fa alapú panelek szükséges paramétereit a gyártás során és a forgácslap elkészülte után is szabályozzák. A legyártott lapokat blokkokban tárolják, amelyeket speciális fa raklapokra - raklapokra helyeznek.
Marási folyamat
A figurás felületek belülről történő kialakítása, a sarkok kívülről történő megmunkálása a marás során történik. A maró egy olyan maró, amely fogakkal van felszerelve; általában van benne helyes forma(például kúp vagy trapéz). A forgácslapokat a vastagságig végig kell megmunkálni, ami eltér a keményebb anyagok megmunkálásától. Ez azért szükséges, hogy véletlenül ne jelenjenek meg chipek.
Mielőtt elkezdené a marást, elő kell készítenie. Ehhez előre ki kell vágnia a tervezett figurák kontúrjait kirakós vagy fűrész segítségével. A feldolgozás általában kézzel vagy helyhez kötött maróval. Ily módon tetszőleges méretű henger és ovális lyukak keletkeznek, amelyek biztosítják a kész födém esztétikus megjelenését.

Mi a forgácslap laminálásának folyamata
Figyelembe véve, hogyan készül a forgácslap, nézzük meg részletesebben a laminálási folyamatot. Bármilyen bútor, beleértve a szekrényeket, konyhai garnitúrákat is, fa alapú panelekből készül, amelyek felülete egy speciális feldolgozási szakaszon ment át, laminált speciális anyagokkal, amelyek szükségesek a termék védelméhez, valamint a termék védelméhez. esztétikusabb megjelenés. Ezeket a termékeket forgácslapnak vagy expandált laminált forgácslapnak nevezik.
A termék laminálásához stabil bevonatot kell felvinni a felületére, ami javítja a megjelenést, nincs szükség további feldolgozásra.
A falemezek laminálásának fő szakaszai a következők:
- Először is válassza ki a legtöbbet minőségi anyag a legtartósabb és legsűrűbb termékek, amelyek kevés nedvességet tartalmaznak.
- A forgácslap alapozóval van bevonva, hogy biztosítsa a laminátum legjobb tapadását;
- Most több réteg papírt alkalmaznak (legfeljebb három), amelyeket gyanta keverékével impregnálnak. A papír segítségével a termék tartósabb lesz, a külső rész színezése pedig esztétikailag vonzó megjelenést kölcsönöz a lemeznek. A rétegek létrehozásának folyamata a magas hőmérsékleten történő préselést kíséri.
- Ezenkívül a terméket gyorsan lehűtik, néha öntözéssel.
A faforgácslap felületét gondosan polírozni kell, mielőtt laminálná. Ha még kis egyenetlenségek és egyenetlen helyek is megmaradnak, ez a laminált réteg károsodásához vezethet, és ennek megfelelően a termék ki lesz utasítva. Az otthoni "csináld magad" laminálási eljárást nagyon nehéz kiváló minőségű előállítani, ezért gyakran vásárolnak ipari körülmények között már feldolgozott forgácslapot későbbi felhasználásra.
Jelenleg sok kínai cég kínál Oroszországban berendezéseket forgácslapgyárak számára évi 10,0-100,0 ezer m 3 kapacitással. Ennek a berendezésnek a költsége nagyon vonzó, különösen az európai berendezések árának a rubel leértékelődése miatti meredek emelkedése hátterében.

A kínai piac paradoxona abban rejlik, hogy a legmodernebb sorok mellett Kínában gyártják az 1950-es évek technológiáira épülő berendezéseket. Egyes cégek tájékoztatója szerint tanulmányozhatja a forgácslapgyártás műszaki fejlődésének történetét. De nagyon komoly kereslet van az ilyen berendezésekre. Tehát 2009 óta csak a Kunming Panel Machinery Factory közel 180 egyszerű, hatos és egyemeletes gépsort gyártott 4-8 láb (1220-2440 mm) táblák gyártására!
ábrán Az 1. ábra egy Kínára jellemző, forgácslap gyártására alkalmas miniüzemsor általános nézetét és diagramját mutatja, évi 10,0 ezer m 3 kapacitással. Az ilyen kapacitású vonalak többsége Kínában található, és főként vidéki területeken használják a födémgyár közelében található fakitermelésből és fafeldolgozó iparból származó hulladék feldolgozására. Ezen lemezminigyárak termékeit helyben fogyasztják. Minden teljesen logikus. Az alapanyagok és kész táblák szállításának szállítási költsége minimális. A kínaiak körültekintően kezelik a fát – minden megy az üzletbe, kezdve az ágakkal és ágakkal, forgácsokkal és fűrészporral, és a gyapotfeldolgozási hulladékkal, bagaszszal, máglyával és bambusszal bezárólag.

Rizs. 1. Évi 10,0 ezer m 3 kapacitású 5 szintes présgéppel raklappréssor általános nézete és vázlata:
1 - formázógép; 2 - rakodó szállítószalag; 3 - miegymás betöltése; 4 - rakodópálya; 5 - forró prés; 6 - kirakodás miegymás;
7 - kirakodó gerenda
A prés kialakítása a végsőkig leegyszerűsödött. A kialakított szőnyeg egyrétegű. Nincs előnyomás, ventilátorhűtő és raklap-visszavezető szállítószalag. Az ilyen berendezések kiszolgálása 7-10 fő. Energiafogyasztás - 120-200 kW.
Működési elv: a formázógép a szőnyeget egy fém raklapra önti, amelyet a görgős szállítószalag mentén feltekernek a rakodóállványba; a könyvespolc megtöltése után a traverz minden forgácslapbrikettel ellátott raklapot a présbe tol, bezár; a megadott tartási idő letelte után a prés kinyílik, és a szélezetlen lemezes raklapokat egy traverz segítségével egy kirakodókocsira eltávolítják; a táblák leválasztása a raklapokról, a raklapok visszaszállítása és a táblák egymásra rakása manuálisan történik. A kész födémeket formátumvágó gépen méretre vágják.
Kínában hatékonyabb raklappréselő sorokat is gyártottak, amelyek a szovjet SP-25 sorok másolatai voltak.
A kínaiak az 1980-as évek végén megrendelték az első forgácslapgyártó gyárakat Németországban. A Bison egyszintes acél szalagpréssorokat szállított egy mozgatható formázógéppel Kínába. És már 1983-ban a Xinyang Woodworking Machinery Co., Ltd. elkészítette 30 ezer m 3 kapacitású példányát.
Hasonló sorokat gyártanak most is. ábrán A 2. ábra a Shanghai Machine Tool Works Ltd. által gyártott vonal általános nézetét és diagramját mutatja. Ez a következőképpen működik.

Rizs. 2. A mozgatható formázógéppel és egyszintes melegpréssel ellátott acélszalag préssor általános nézete (a formázógép oldaláról) és diagramja: 1 - mozgatható formázógép; 2 - acélszalag; 3 - osztófűrész; 4 - egyszintes sajtó; 5 - fogadó szállítószalag;
6 - ventilátorhűtő; 7 - méretező fűrész


A sínek mentén haladó formázógép háromrétegű szőnyeget önt egy mozgó szalagra. A keresztvágó fűrész a folyamatos szőnyeget brikettre vágja. A prés lezárásakor a formázógép a hidraulikus ütközőket elérve elkezdi önteni a szőnyeget ellenkező irányban a már mozdulatlan szalagra. Rossz minőségű töltés esetén a hibás szőnyeg nyitott présen halad át, és a szállítószalag felemelt ágával a bunkerbe kerül. A kész deszkát ventilátoros hűtőben lehűtjük, majd fűrésszel méretre vágjuk.

Rizs. 3. ábra: A háromrétegű lemezek raklap nélküli préselési eljárásának általános nézete és vázlata szalaghengeres préselővel és többszintes melegpréssel: 1 - formázógépek a külső rétegekhez; 2 - a belső réteg alakítógépe; 3 - szállítószalag;
4 - hevederhenger előnyomó; 5 - fűrész a szőnyeg széleinek fűrészeléséhez; 6 - osztófűrész; 7 - összecsukható szállítószalag; 8 - toló;
9 - töltés miegymás; 10 - forró prés; 11 - kirakodás miegymás; 12 - ventilátorhűtő; 13 - hosszanti fűrész; 14 - keresztfűrész

1 - felső szalag; 2 - alsó szalag; 3 - a felső szalag feszítődobja;
4 - az alsó szalag feszítődobja; 5 - nyomógörgők;
6 - a fő nyomódob hidraulikus hengere;
7 - a felső szalag meghajtó dobja; 8 - az alsó szalag meghajtó dobja
Kínában a legelterjedtebbek a raklap nélküli préssorok, amelyek folytonos polimer szalagon szőnyeget képeznek. Egy ilyen vonal általános nézete és sémája az ábrán látható. 3. Ez az 1970-es évek óta ismert technológia Kínában bevált. A legtöbb kínai gyár raklap nélküli préssorokkal van felszerelve, lényegében azonos kialakítású. Csak az alakítógépek száma, a legyártott forgácslap formátuma és a préspadlók száma változik. A módszer egyszerű, akárcsak a kínaiak által jól elsajátított berendezések működése.
A külső és belső réteg formázógépei egységes, folyamatos szőnyeget öntenek a polimer szalag szállítószalagjára. A szőnyeg letapadásának megakadályozása érdekében a szalagot hintőporral szórjuk meg.
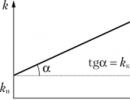
1. táblázat A hevedergörgő jellemzői
nyomda modell TH-MCP gyártó LINYI
Tianhe Woodworking Machinery Co., Ltd

A szőnyeg hideg elősajtolása a szállítási szilárdság biztosítása érdekében hevederes présben történik. A szalaghengerprés általános nézete és diagramja az ábrán látható. 4.
A hevederes prések fő hátránya a kis előnyomó erő és a nyomás rövid hatása a préselt forgácslap szőnyegre - ennek meghosszabbítása érdekében a kínai mérnökök megnövelik a prések hosszát és a préshengerek számát, így egyedi a maguk módján tervez.
A LINYI Tianhe Woodworking Machinery Co., Ltd. által gyártott TH-MCP présmodell jellemzőit a táblázat mutatja. egy.
A szőnyeg széleit hosszanti fűrészekkel, a folyamatos szőnyeget pedig osztófűrésszel briketté fűrészeljük. Egyenetlen feltöltődés esetén a szállítószalag felemelkedik, és a hibás brikettet a gödörben található bunkerbe öntik, ahol a csigákban összetörik.

A brikett szalagos szállítószalag rendszeren halad át, és egy-egy tolóval egy polcra, hőálló polimerből készült raklapokra kerülnek. A miegymás felemelkedik a felső helyzetbe, és onnan rakodógerendával a melegprésbe kerülnek a brikettel ellátott raklapok. Az átmenet fordított lefutása során a briketteket a raklapokról a födémekre rakják. A berakodással egyidejűleg a kész, fel nem vágott födémeket a kirakodóveremre tolják. A kirakodó állvány minden emeletéről a födémeket a kirakodó szállítószalagra táplálják, ahonnan a ventilátoros hűtőbe jutnak. A hűtőből a táblák a fűrészbe kerülnek a hosszanti élek levágásához, majd a fűrészbe a keresztirányú élek levágásához.

A többszintes préseken alapuló nem raklapos préssorok fő hátrányai: nagy kötőanyag-felhasználás a brikett szállítási szilárdságának biztosítása érdekében, meglehetősen nagy ráhagyás a lemezvastagságra és a kapacitáskorlátozásra - nem több, mint 80,0 ezer m 3 évente.
A Shanghai Chanho Machinery Co., Ltd. és a Xinyang Woodworking Machinery Co., Ltd. egyszintes préseken alapuló préssorokat gyárt 30,0-80,0 ezer m 3 éves kapacitással. 2005-ben a Xinyang Woodworking Machinery Co., Ltd. gyártotta Kína első forgácslap gyártósorát évi 60,0 ezer m 3 kapacitással, nagy formátumú egyszintes présgépen, 2440-14630 mm-es préselt deszka formátummal. Az egyszintes présgép általános nézete és egy vonaldiagram látható a 2. ábrán. 5.
1 - a külső rétegek alakítógépei; 2 - a belső réteg alakítógépe; 3 - szállítószalag; 4 - osztófűrész; 5 - gyorsuló szállítószalag;
6 - egyszintes forró prés; 7 - hibás szőnyeg fogadó garat; 8 - ventilátorhűtő; 9 - keresztfűrészek; 10 - hosszanti fűrészek


A présgép egyedülálló, nagy pontosságú hidraulikus rendszerrel van felszerelve, amely lehetővé teszi a felső nyomólemez helyzetének szabályozását az alsóhoz képest több ponton, amely lehetővé teszi a préselt lemez vastagságának folyamatos beállítását a formátumnak megfelelően és ezzel csökkenti az őrlési ráhagyást.
A legtöbb Kínában gyártott vonal termelékenysége évi 10,0 és 100,0 ezer m 3 között változik. Szinte minden berendezés, beleértve a faapríték- és forgácselőkészítő üzemeket, szárítókat, keverőket, fő szállítószalagokat, ismert európai cégek, különböző gyártási évek berendezéseinek pontos vagy kissé módosított másolata.
A jól ismert európai cégekkel, a Dieffenbacher GmbH-val, a Siempelkamp GmbH-val, az IMAL Srl-vel és másokkal való együttműködés lehetővé tette a kínai berendezésgyártók számára, hogy alapvetően új minőségi szintet érjenek el.
A Shanghai Wood-Based Panel Machinery Co., Ltd (SWPM) Ázsia egyik legnagyobb faalapú panelgépgyártója. A vállalkozás története több mint 60 éves, az első melegpréseket 1958-ban gyártotta az üzem. Miután a Dieffenbacher GmbH 2009-ben megvásárolta az SWPM-részesedést, a vegyes vállalat D-SWPM néven vált ismertté. A kínai szakemberek hozzájutottak a legújabb európai tudományos fejlesztésekhez és technológiákhoz, amelyek lehetővé tették számukra, hogy a lehető legrövidebb időn belül elsajátítsák a ContiPlus típusú modern folyamatos préssorok gyártását. A kínaiak részt vettek a gyártott berendezések fejlesztésében, több mint 35 szabadalmat kaptak különféle műszaki megoldásokra.
2014 augusztusáig a D-SWPM több mint 40 folyamatos ContiPlus vonalat értékesített. 1,22 m szélességű és 23,9-48,8 m hosszúságú lemezek gyártására szolgáló sorok készülnek A ContiPlus folyamatos présgép általános nézete és a D-SWPM gyártósor diagramja az 1. ábrán látható. 6.

Rizs. 6. ábra. A ContiPlus folyamatos préselés általános képe és a D-SWPM gyártósor vázlata: 1 - alakító állomás; 2 - szállítószalag;
3 - szőnyegsűrűségmérő; 4 - előnyomó; 5 - rendszer a hibás szőnyeg eltávolítására; 6 - sajtó; 7 - keresztirányú és hosszanti fűrészek;
8 - ventilátorhűtő; 9 - halmozási rendszer
A sorok termelékenysége 150,0-200,0 ezer m 3. Kész lemezhossz 2440-4880 mm, vastagság 6-40 mm. A maximális préselési sebesség 1500 mm/s.
A D-SWPM a folyamatos préssorok mellett többszintes présgépekre épülő sorokat gyárt évi 30,0-80,0 ezer m 3 kapacitással. Az elkészült födémek szélessége 1220 és 1830 mm, hossza 2440-5490 mm.
A forgácslap gyártására szolgáló berendezések mellett Kínában gyártanak laminálósorokat eltérő teljesítmény. Sok vállalkozás gyártja a legegyszerűbb berendezéseket, amelyek minősége sok kívánnivalót hagy maga után. Az ilyen vonalakat általában a hazai piacra gyártják, és a költségek csökkentése érdekében nem kellően megbízható helyi gyártású hidraulikus berendezésekkel vannak felszerelve. A bonyolultabb és drágább exportvonalak japán vagy német gyártmányú hidraulikával és japán elektronikával vannak felszerelve.
A volt Szovjetunió közép-ázsiai köztársaságaiban számos Kínában gyártott, nem automatizált laminálósor működik sikeresen.
Az ilyen típusú vonalak előnyei: alacsony berendezések költsége, könnyű kezelhetőség, olcsó fogyóeszközök és alkatrészek. A kínai gyártású préstömítések költsége lényegesen alacsonyabb, mint a SESA Srl és a Sandvik Surface Solutions GmbH által gyártott préstömítések költsége, de a gyártás és a tömítések bevonásának minősége lent. A legegyszerűbb, szakképzetlen személyzet általi kézi be- és kirakodású vezetékek üzemeltetése során nagy a valószínűsége annak, hogy a tömítések megsérülnek a csere közbeni hanyag kezelés miatt, vagy ha koptató részecskék kerülnek a tömítések felületére. Ezért a legjobb megoldás az olcsó kínai tömítések használata.
A legegyszerűbb laminálósorok mellett automatizált berendezéseket is gyártanak Kínában. Törökországba, Iránba, Egyiptomba, Indiába, Pakisztánba, Malajziába, Dél-Afrikába és sok más országba exportálják.
2. táblázat A vonalak főbb műszaki jellemzői
laminálás: Suzhou Wude Wood-Based
Panel Machinery Co., Ltd

3. táblázat: Néhány oroszországi vállalkozás forgácslap gyártására,
Kínában gyártott berendezésekkel felszerelt

A Suzhou Wude Wood-Based Panel Machinery Co., Ltd. különféle laminálósorokat gyárt – a legegyszerűbbtől a kézi töltésűtől a legmodernebbig, amelyet két panel egyidejű laminálására terveztek. Műszaki adatok A Suzhou Wude Wood-Based Panel Machinery Co., Ltd. sorait a táblázat mutatja be. 2, kapcsolási rajzokábrán látható. 7.
Tehát érdemes kínai berendezéseket vásárolni a lemezek gyártásához és befejezéséhez? Milyen hátrányai vannak és van-e előnye az ár mellett?
Az orosz forgácslapgyártók még mindig kevés tapasztalattal rendelkeznek a kínai gyártmányú berendezések üzemeltetésében. Néhány ilyen orosz vállalatról a táblázatban található információ. 3.
Ezen vállalkozások sorain a forgácslapot raklap nélküli módon állítják elő.
A Kazsib LLC üzemében mindössze évi 20,0 m 3 kapacitású (kb. 60 m 3 naponta) vezetéket telepítettek. A vonal kialakítása a végletekig leegyszerűsödött. A szőnyeg kialakítása egy rétegben történik. Természetesen nagyon problémás ilyen berendezésen és ilyen technológiával minőségi, finomszemcsés felületű bútorlap beszerzése. Ezért a vállalkozás megtagadta a megvásárolt laminálósor elindítását, és az építőlemezek gyártására szorítkozott.

Rizs. 7. Sémák: a - lamináló sorok kézi papíradagolással: 1 - görgős asztal; 2 - emelőasztal; 3 - adagoló vákuumos tapadókorongokkal;
4 - rakodó mechanizmus; 5 - sajtó; 6 - kirakodó mechanizmus; 7 - emelőasztal; 8 - görgős asztal; b - automatizált vonal:
1 - emelőasztal; 2 - darab adagoló mechanizmus; 3 - kefe gép; 4 - az alsó papírlap felrakója; 5 - szállítószalag;
6 - a felső papírlap halmozója; 7 - rakodókocsi; 8 - sajtó; 9 - kirakodókocsi; 10 - gép a túlnyúlások eltávolítására;
11 - ventilátorhűtő; 12 - billenő-lerakó vákuumos tapadókorongokkal; 13 - görgős asztal
Az LLC PK "MDF" üzemben a forgácslap gyártásának technológiai sémája az ábrán látható. nyolc.


Rizs. 9. Fűrészüzemi lágyhulladék dobszitás válogatása és
famegmunkálás
elvszerű technológiai rendszer amikor ilyen berendezésen dolgozik, a következő. A tűzifát és a fűrészüzemi hulladékot keresztirányú láncos szállítószalaggal ellátott fogadó tárolóasztalra adagoljuk, szalagos szállítószalagra öntik, fémdetektoron vezetik át és dobos aprítóban aprítják (betöltőablak mérete 750 x 400 mm, dob átmérője 800 mm, hajtóerő 215 kW). A forgácsot egy szalagos szállítószalag egy dobszita szitára táplálja a durva frakció elkülönítésére. A kondicionált aprítékot ferde, vízszintesen mozgatható szállítószalagra szállítjuk, amely lehetővé teszi több aprítékhalom felhalmozását a raktárban. A raktárból a forgácsot a csigakihordó szállítószalagokkal ellátott fogadó garatokba táplálják, amelyek a forgácsot hevederes szállítószalagokra ürítik, amelyek a dobos aprítókhoz táplálják. A puhafa hulladékot (fűrészpor) egy homlokrakodó egy fogadó garatba táplálja, ahonnan egy dobos szitaválogatóba kerül a nagy frakciók, háncs és faforgács elkülönítésére. Oroszországban a dobos válogatást nem használják. Kínában az ilyen válogató üzemek elterjedtek a kialakításuk egyszerűsége miatt (a válogatás típusát a 9. ábra mutatja).
A faapríték és fűrészpor rostált frakciói a kazánház tüzelőanyag-tárolójába kerülnek.

b)

a)
A nyersforgácsot pneumatikus szállítórendszer táplálja be a nyersborotva tartályokba, az alsó csigás szállítószalagok rakják le a szalagos szállítószalagokra, és betáplálják a termikus olajos forgócsöves forgácsszárítókba. A szárítókat termálolajjal fűtik, melynek hőmérséklete 200 °C. A nyers apríték kezdeti nedvességtartalma 40-60%, a végső nedvességtartalma 2-3%.
A hazai üzemekben ilyen típusú szárítókat korábban nem üzemeltek. A forgócsöves szárítókat a forgácslap ipari gyártásának hajnalán használták - az 1960-as évek elején, amikor még nem gyártottak speciális berendezéseket a táblák gyártására, és más iparágakra szánt berendezéseket használtak: élelmiszer, vegyszer stb. A csőszárítókat szinte általánosan felváltották a hatékonyabb dobos vagy más típusú szárítók. A rotációs csöves szárítókat azonban még mindig gyártják Kínában.
A forgócsöves szárítók működési elve a következő: a rotor belülről termikus olajjal felmelegített csőköteg egy rögzített házban lassan forog, és tengelye mentén mozgatja a szárítandó forgácsot a szárítón keresztül. A forgács perifériáján lévő lapátok a ház kerülete mentén emelik fel a forgácsot, amely a csőkötegen keresztül hullik le, a csövekkel való érintkezés és a forró levegő konvekció következtében kiszáradva.
A szárítókból a száraz aprítékot csigák táplálják a mechanikus válogatásba. A belső réteg aprítékfrakciója pneumatikus szállítással a belső réteg száraz forgácsgaratjába, a finom frakció a külső rétegek száraz forgácsgaratába kerül. A finom őrlőmalomban történő újraőrlés után a durva frakciót átválogatják. A bunkerből a forgácsot a mérőgaratba öntik, majd onnan adagolják a belső réteg gyorskeverőjébe. A lejtős forgács a szállítószalagon keresztül a csigaszintező szállítószalaghoz kerül a belső rétegképző gép betöltésére.
A külső réteg forgácsgaratából a forgácsot egy szállítószalag táplálja a mérőgaratba, majd adagolja a nagy sebességű külső réteg keverőbe. A szálkás forgácsot egy szállítószalagra ürítik, majd a külső rétegképzőket megterhelve a csigás esztrich szállítószalagokra táplálják, amelyek egyenletes folytonos szőnyeget terítenek a szállítószalagra.

ábrán A 11. ábra a külső rétegképző gép diagramját mutatja. A forgácsok frakcionálása és a szőnyeg kialakítása mechanikusan, forgó recés görgők segítségével történik.
A Siempelkamp GmbH CrownFormer rendszerében, valamint az IMAL Srl hasonló rendszerében használt görgőkkel összehasonlítva a kínai gyártású görgők egyszerűsített geometriával rendelkeznek. Az általuk biztosított szőnyegképzés minősége azonban meglehetősen kielégítő.
A heveder-görgős présben a szőnyeg hideg préselése történik. A szőnyeg széleit hosszanti fűrészekkel, a folyamatos szőnyeget pedig osztófűrésszel briketté fűrészeljük.
Egyenetlen töltés esetén a szállítószalag felemelkedik, és a hibás brikettet a bunkerbe öntik, ahol a csigásban összetörik. Az őrlés utáni forgács pneumatikus szállítással kerül a nyers forgácstartókba.
2 - szintező gereblye; 3 - alsó súly szállítószalag;
4 - tűledobó görgő; 5 - alakító görgők
A brikettek áthaladnak a szállítószalagon, és egy tológéppel egyesével a rakodóállványba kerülnek. A miegymás felemelkedik a felső helyzetbe, és a melegprést a rakodó travers tölti fel belőle. A berakodással egyidejűleg a kész, fel nem vágott födémeket a kirakodóveremre tolják.
A préslapok melegítését termikus olaj végzi. A kirakodó állvány minden emeletéről a födémeket a kirakodó szállítószalagra táplálják, ahonnan a ventilátoros hűtőbe jutnak. A hűtőből a táblákat egy fűrészhez irányítják a hosszanti élek levágásához, majd egy fűrészhez a keresztirányú élek levágásához. A méretre vágott deszkákat egy rakodóba adagolják, ahonnan a deszkacsomagokat targoncával egy közbenső tartóraktárba szállítják csiszolás előtt.
Az őrlő-válogató szakaszon a Sanda Machinery Co., Ltd. (KNK) vezetékét telepítették. A sor egy SM2213/2R típusú kétfejes kalibrálógépből, egy SM2413/2R 2C típusú négyfejes kalibráló- és csiszológépből, egy szállítószalag-rendszerből és válogatózsebekből áll.
A kínai gyártmányú berendezések működése feltárta fő hátrányát - a nagy kötőanyag-fogyasztást: 130-140 kg/m 3 . Ez negatívan befolyásolja az előállítási költségeket és a késztermékek versenyképességét. A brikett szállítási szilárdsága azonban csak ilyen költség mellett elegendő ahhoz, hogy a szállítószalag mentén haladva vagy a présbe rakva ne essen össze. A legtöbb orosz táblagyártó gyár sokkal kevesebb kötőanyagot fogyaszt - 100-110 kg / m 3 -, és a modern gyárakban, amelyek folyamatos préselési technológiát alkalmaznak a szalagprésekben, a fogyasztás még kevesebb - 65-75 kg / m 3.
A gyanta felhasználás csökkentésének egyik módja lehet a folyékony lignoszulfonátok alkalmazása a kötőanyagban, amelyek növelik a brikett ragadósságát és szállítási szilárdságát. Egy másik módszer a nagy ragadósságú gyanták szintézise közvetlenül a gyárban. Az LLC PK MDF-nek sikerült elsajátítania a nagy ragadósságú gyanták szintézisét a KFK-85 karbamid-formaldehid koncentrátumból.
A SibPromInvest LLC szárítóinak üzemeltetése során gyakran fordult elő forgácstüzek. Előfordultak pattanások és faporrobbanások. Bár a szárítókból származó száraz forgács pneumatikus szállítórendszerét a GreCon (Németország) által gyártott, korszerű szikraérzékelő berendezésekkel szerelték fel, a tűzoltó rendszer hatástalannak bizonyult, és további nyílásokat kellett készíteni a pneumatikus szállítórendszer csővezetékeiben. a gyakori tüzek megszüntetésére.
Hasonló problémákat tapasztaltak a Kazsib vállalkozásnál is. Ezenkívül kiderült, hogy a 60% feletti nedvességtartalmú apríték szárításakor a szárító termelékenysége meredeken csökkent, így ennél a vállalkozásnál a rotációs szárítót dobszárítóra cserélték.
A dobszárítók működése során sem ritkák a tüzek, robbanások, azonban ezekben a forgácsgyulladás okai mások, mint a forgócsöves szárítókban.
A rotációs szárítók tüzeinek fő okai közé tartozik a por és a kátrányos anyagok tapadása belső felület szárítók és rotorcsövek utólagos gyújtással, por- és gyantaszerű anyagok zsebek (lerakódások) jelenléte a keverési sugáron kívül túlszáradt, sőt elszenesedett forgácsokkal. Ezenkívül a száraz forgácszónában a csövek hőmérséklete közel megegyezik a betáplálási végével, és a rotorcsövekkel már megszáradt, 1-3% nedvességtartalmú apríték érintkezik, amelyek hőmérséklete 220 °C, és ez forgácsgyulladáshoz vezethet. A SibPromInvest szárítóinak üzemeltetése során termikus olajszivárgást is észleltek azokon a helyeken, ahol a rotorcsöveket a szárítóba hegesztették.
A tüzek számát csak úgy csökkenthetjük, ha rendszeresen megtisztítjuk a szárítókat és a légcsatornákat a benne megtapadt farészecskéktől és faportól.

Rizs. 12. A laminálósor általános képe rövid ciklusú préselés alapján
típusú YL1200-3, az LLC PK MDF üzemeltetője
A rotációs szárítóknak számos előnye is van. Ez nagy hatásfok, mivel a hűtőfolyadék zárt körben kering, és nincs hőveszteség a kipufogógáz-levegő keverékkel együtt, mint a dobszárítókban. A rotációs szárítók működése során a szárító termékek légkörbe történő kibocsátása minimális. A szárítószer és a forgács között nincs közvetlen érintkezés, felülete nem szennyezett égéstermékekkel. A szárítók fűtése szénnel, fakéreggel és fahulladékkal működő termikus olajkazánokkal történik, ami Oroszország nem elgázosított régióiban gazdaságosan megvalósítható.
A PK MDF LLC a Wuxi City Xunma Hydraulic Pneumatic Co., Ltd. által gyártott, 1200 tonnás YL1200-3 rövid ciklusú présen alapuló laminálósort is üzemeltet (12. ábra).
A lemezek fűtését MT-300 márkájú hőolajjal 250 kW teljesítményű elektromos kazánból végzik. A préselési módok nem különböznek az automatikus vonalakon alkalmazottaktól. Ciklusidő - 18-30 másodperc a film színétől és sűrűségétől függően. Préshőmérséklet - 190-200 °C. A sor termelékenysége óránként 50-70 lap.
Következtetésként
A forgácslap gyártására szolgáló kínai gyártmányú berendezések alábbi előnyei megkülönböztethetők: alacsony költség, könnyű karbantartás és kezelés, magas karbantarthatóság.
A hátrányok közé tartozik: nagy kötőanyag-felhasználás a nem raklapos préselési eljárás vonalaihoz, a forgócső-szárítók alacsony termelékenysége 60% feletti nedvességtartalmú forgács szárításakor; egyes alkatrészek és alkatrészek törékenysége.
Általában a kínai berendezések a beszerzéshez és a gyártó kiválasztásához hozzáértő megközelítéssel teljesen ésszerű alternatívaként szolgálhatnak az európai gyártású berendezésekkel szemben egy 60,0-100,0 ezer m 3 kapacitású üzem számára. A 10,0-20,0 ezer m 3 éves termelésű minigyárak túl primitívek és csak építőlemezek gyártására alkalmasak. Gazdasági szempontból pedig az ilyen növények beszerzése nem célszerű.
Alexander FILIPPOVICH, vezető technológus,
Viktor NEMOKAEV, kereskedelmi igazgató,
Alekszej KIPRIJANOV, Ch. villamosmérnök
LLC PK "MDF"
A forgácslap előállítását általában olyannak tekintik, amely tisztán a fafeldolgozó ipar hulladékát használja fel. Ráadásul kevés vállalkozót érdekel ez az egyszerű gyártási folyamat mint egy üzlet. Ez a hozzáállás teljesen helytelen. Ez építőanyag továbbra is keresett a lakosság körében kereskedelmi ingatlanok és háztartási célokra. A forgácslap gyártására szolgáló berendezések nem csak a termékek préselésénél és alakításánál a fő gépek. A technológiai vonal a forgácsolást és forgácsolást foglalja magában. Lehetővé teszik, hogy saját maga készítsen nyersanyagokat bármilyen fadarabból. Emiatt az ipari feldolgozó létesítményekhez való kötődés teljesen opcionális.

A forgácslap másik alkalmazási területe bútorgyártás. Ma már egyetlen gyár sem nélkülözheti. Bármilyen drága is a bútor, rejtett elemei továbbra is főként forgácslapból készülnek. A forgácslap másik típusa a forgácslap. Ez az anyag hasonló a hagyományos nyersdarabokhoz, de felülete jól polírozott és fóliával borított. A felső réteg speciális összetételű papírból vagy gyantából készül.
Forgácslap gyártási technológia
A modern forgácslap gyártói az alábbiakban ismertetett technológiát használják. Az alapanyag a forgács. A fa olcsón használható: lombhullató és tűlevelű. Anyagként kötőanyagot is használnak. A benne lévő víztaszító adalékok növelik a jövőbeli termék szilárdságát.
| Nyersanyagok feldolgozása | Ebben a szakaszban kirakják, nagy tuskót csiszolnak. Ezután a forgácsok a frakcióktól függően válogatáson mennek keresztül. Az alapanyagot meg kell tisztítani a szükségtelen szennyeződésektől és szennyeződésektől. |
| Szárítás | 6%-nál nem magasabb páratartalomig fordul elő. A belső réteg esetében ez a paraméter nem haladhatja meg a 4%-ot. A folyamat hőmérséklete eléri az 1000 fokot, és a kilépőnyílásnál a chipek hőmérséklete 120 fok. |
| Gyanta | A művelet eredményeként minden forgácsot kötőanyaggal borítanak. Az anyag tartóssága és szilárdsága a kivitelezés minőségétől függ. |
| Szőnyeg formázás | Ebben a szakaszban maga a termék félig folyékony forgácskeverékből készül. Korábban több lépcsőben készült, két-három réteget teljesítve. Ez a technológia törékennyé és instabillá tette az anyagot a hajlítás során. |
| Megnyomás | Két típusa van: vízszintes és extrudált. A modern forgácslap és forgácslap gyártása általában az első módszert választja, mivel ez lehetővé teszi a tartósabb termék előállítását. |
| Vágás és hűtés | A kész lemezekre vágás forrón vagy a munkadarab teljes lehűlése után történik. Ez utóbbi módszer minimálisra csökkenti a deformáció lehetőségét az anyag használata során. |
| Őrlés | Az utolsó szakasz, amikor a terméket kiegyenlítik, az éleket és a felületeket a megadott érdesség paraméterek szerint dolgozzák fel. |
Milyen berendezések szükségesek a forgácslap gyártásához?
Mindez a technológia egy ilyen gép- és berendezéskészlettel megvalósítható. Leggyakrabban egy technológiai vonalon szállítják. Ha a termelékenység szempontjából megfelelő gépeket választja, akkor külön is összeszerelheti.
| Kalapácsos zúzógép DMR-600-10-55 | A modell teljesítménye 10-30 köbméter. m. A vágóelem hat tengelyre szerelt tárcsából áll. A test zárja le őket. A zúzógép számos szitával rendelkezik a nyersanyagok szitálásához. |
| Rezgő képernyők a válogatáshoz | Ezenkívül a fűrészpor jobb kiválasztásához használható. |
| Szárító komplexum | Szárítógép dob típus gázzal vagy olajjal üzemel. A munkadob átmérője 2,2 m, hossza 10 m. Általában az emelvény enyhe dőléssel rendelkezik arra az oldalra, ahonnan a nyersanyag származik. |
| Folyamatos keverő (pl. DSM-7) | Ez kátrányos. A nyersanyagokat és a kötőanyagot a tartályba táplálják. Fúvókákon keresztül adják a keverékhez. A pengékkel ellátott csavartengely állandó mozgást végez, és homogénné keveri a keveréket. |
| Presser | Ez a berendezés egy menetben képes a kívánt vastagságú és szélességű munkadarabot kialakítani. A termék egyenletes sűrűsége és vastagsága a berendezés működésétől függ. |
| Termoprés | Itt a munkadarabot melegen préselik 180 fokos hőmérsékleten. A lemezre kifejtett nyomás 2,5-3,5 MPa. 1 mm-en préssel dolgozom legalább 0,35 percig Laminált forgácslap gyártásához belső csatornás extrudálásos préseket használnak. Ez a berendezés lehet egy- vagy többszintes. Ez utóbbi lehetővé teszi akár 22 darab termék egyidejű préselését. Az ilyen berendezések magassága eléri a 8 métert, ezért ezt figyelembe kell venni a szoba kiválasztásakor. |
| Hűtőkamrák | Ezek egy nagy forgó dob speciális cellákkal. Egy órán keresztül az ilyen berendezésekben körülbelül 200 üres lapot 50 fokos hőmérsékletre lehet hűteni. |
| Fűrészgépek | Ide tartozik mind az élcsiszoló berendezés, mind a keresztfűrész. |
Mennyi pénzre van szüksége egy vállalkozás elindításához?
Az ilyen berendezések egy sorának ára körülbelül 10 millió rubel. További körülbelül 1,5 millió rubelt kell költeni további és segédmechanizmusokra. A piacon vannak hazai gyártású berendezések, és a közelmúltban a gyártók meglehetősen sok ilyen vonalat kezdtek importálni Kínából. A gyártásban mindkét forgácslapgyártó berendezés sikeresen működik. Ára a teljesítménytől, a teljesítménytől és a végrehajtott funkcióktól függ.
A forgácslap gyártásához fa alapanyagokat, kötőanyagot és keményítőt használnak.
fa alapanyag
A forgácslap gyártás alapanyagaként speciálisan elkészített forgács, fafeldolgozó ipar hulladékforgácsa és fűrészpor használható.
Speciálisan készített forgácsot (ún. technológiai forgácsot) állítanak elő tűzifából, kisméretű erdei nyersanyagokból és néhány fahulladékból. Gyártásához aprítókat használnak, amelyek speciális késekkel csiszolják a fát. Gyalulás után a forgácsot megszárítják és frakciókra osztják. Az ilyen forgácsokból a legtartósabb lemezt kapják, viszonylag sima felülettel.
A forgácshulladékot fűrészüzemekből, rétegelt lemezből és más fafeldolgozó iparágakból nyerik. Az ilyen forgácsokból készült tábla mind mechanikai szilárdságban, mind felületi minőségben gyengébb a technológiai forgácsokból készült lapoknál.
A fűrészpor lap sima felületű, de alacsony mechanikai szilárdságú. Ezért a fűrészport nem tiszta formában használják: általában csak a többrétegű táblák külső rétegei készülnek belőlük.
Kötőanyag
A kötőanyag a tábla térfogatának körülbelül 8...13%-a, de a kötőanyag költsége a faforgácslap árának akár 30%-a is: ezért az ára nagyon fontos.
A megnövekedett gyantatartalom a formaldehid kibocsátás növekedéséhez vezet, amit a GOST szabványosít, a nagyon magas pedig a termékek minőségét is rontja. A kötőanyag mennyiségének csökkenése növeli a hibás termékek hozamát és megnöveli a préselési ciklus idejét, ami szintén nem kívánatos. Ezért a technológusok megpróbálják kiválasztani az optimális mennyiségű kötőanyagot minden egyes fa alapanyaghoz.
Kötőanyagként használható:
1. Karbamid-formaldehid gyanták. Vízben oldódnak, ezért nem védik a forgácslapot a nedvességtől. A karbamid-formaldehid gyantával ragasztott lap egyetlen rövid távú nedvesítést is kibír hideg víz, de hosszan tartó vagy ismételt forró vízzel való érintkezéskor gyorsan megduzzad, erejét veszti és összeesik. A karbamid-formaldehid gyanták előnyei a viszonylag alacsony ár és a fenol hiánya. Ez lehetővé teszi a forgácslap használatát a lakóhelyiségekben korlátozás nélkül. Ezeket használják a legtöbbet.
2. A fenol-formaldehid gyanták nem oldódnak vízben, és meglehetősen hatékonyan védik a forgácslapot az idő előtti duzzadástól nedves állapotban. Hátránya a mérgező fenol magas ára és nem nulla kibocsátása. A fenol-formaldehid gyantákat éppen a fenol-emisszió miatt rendkívül ritkán használják a forgácslapgyártáshoz.
3. A melamin-formaldehid és a karbamid-melamin-formaldehid gyanták melamint tartalmaznak, amely a fenolt helyettesíti. Az ilyen gyantákat, mint a fenol-formaldehidet, nem mossa ki a víz, ugyanakkor nem tartalmaznak fenolt, ami lehetővé teszi lakóhelyiségekben történő felhasználásukat.Az ilyen gyanták egyetlen hátránya a magas ára. Pontosan az ár miatt a melamin-formaldehid gyantákat nem használják széles körben, és ritkán használják MDF, forgácslap és rétegelt lemez gyártása során.
A kötőanyag nemcsak gyantákból áll: bizonyos mennyiségű vizet is adnak hozzá. A víztartalom a nedvességtartalomtól és a forgácsfrakciótól függ. A többrétegű táblák különböző rétegeiben a kötőanyagban lévő víztartalom eltérő lehet.
Keményítő
Az edző csökkenti a préselési ciklus időtartamát és növeli a forgácslap mechanikai szilárdságát. Hozzáadható a forgácshoz a kötőanyaggal együtt vagy attól külön is. Gyantákkal együtt hozzáadva a keményítő egyenletesebben oszlik el, és ez javítja a táblák minőségét, de ha a vonal leállása van, az edző kiszárad és eltömíti a fúvókákat. Ezért gyakran a kötőanyagtól elkülönítve adják a nyomtatványokhoz.
Gyártási szakaszok
Fa alapanyagok szárítása
A forgácslap gyártásához 2 ... 4% nedvességtartalmú forgácsot használnak. A raktárból származó fa nedvességtartalma sokkal magasabb: ezért a forgácsot speciális konvektív szárítókban szárítják, körülbelül 500 ° C hőmérsékleten.
Gyanta
A jó minőségű préselés érdekében a forgácsokat egyenletesen be kell vonni vékony kötőanyagréteggel. A kötőanyaggal történő feldolgozást kátrányozásnak nevezzük. Speciális keverőkben végzik, amelyek fúvókák segítségével permetezik a kötőanyagot. A modern berendezések lehetővé teszik, hogy szó szerint minden farészecskét vékony gyantaréteggel lefedjenek, és minden oldalról.
A gyantás fa kilép a keverőből, és a présbe kerül.
Megnyomás
A préselés speciális présekben történik, amelyek eltérő kialakításúak lehetnek. Mindenesetre a kötőanyag-keményítővel kevert forgácsot 220 ... 230ºС hőmérsékleten préselik, majd lehűtik és további feldolgozásnak vetik alá.
Kétféle préselés létezik: lapos és extrudálás. Lapos préselésnél a sajtó a síkjára merőlegesen nyomja a leendő lemezt - általában felülről lefelé. Ez a módszer lehetővé teszi többrétegű lapok előállítását, és a forgácslap szilárdsága egyéb feltételek mellett nagyobb lesz, mint az extrudálással préselt forgácslapé. Ezért jelenleg a "lapos" technológia uralja a piacot.
Az extrudáló préselés során a fűtött lemezek közötti térbe oldalról egy forgácskeveréket préselnek ki kötőanyaggal, és a nyomásvektort a lemez síkjával párhuzamosan irányítják. A födém szilárdsága kisebb, de ez a módszer lehetővé teszi ultrakönnyű, többüreges födémek előállítását. Az extrudáló préseket manapság ritkán használják.
Nyomja meg a ciklust
A sajtolási ciklus időtartama a forgácslap gyártásánál 30-60 másodperc, és a prés hőmérsékletétől és a tábla sűrűségétől függ. Minél nagyobb a forgácslap sűrűsége, annál hosszabb ideig kell nyomni; minél magasabb a hőmérséklet, annál rövidebb a ciklus. Ugyanakkor az optimális hőmérsékletet és a préselés időtartamát a páratartalom és a forgácsméret, a kötőanyag típusa és mennyisége, a minőségi követelmények és magának a présnek a jellemzői is befolyásolják. A technológusok általában empirikusan választják ki a ciklus paramétereit minden egyes nyersanyagtételhez.
Élvágás és forgácslap hűtés
A préselés után a kész és még forró forgácslapot lehűtjük és a kívánt formátumra vágjuk. A metszés lehet meleg vagy hideg. A forró vágás során egy még forró lap kerül a méretező gépbe. Ez a technológia javítja a teljesítményt, de vágás közben a felforrósodott és még puha forgácslap deformálódhat. Hidegvágásnál minimális a deformáció veszélye. Ennek a vágásnak az a hátránya, hogy ventilátorhűtőt kell hozzáadni a gyártósorhoz, ami meglehetősen lassú.
Kondicionálás
A forgácslapot a vágás és hűtés után 120...140 órán keresztül egy köztes raktárban tárolják. Ekkor a kötőanyag kikeményedése a födémen belül folytatódik, keményebbé és szilárdabbá válik. A kondicionálás befejezése után a lemezt további feldolgozásnak vetik alá.
Forgácslap befejezése
A kikészítés a forgácslapgyártás utolsó szakasza. Leggyakrabban használt:
- csiszolás az egyik vagy mindkét oldalon;
- laminálás papír-gyanta fóliákkal;
- furnérozás.
Csomag
A kész forgácslap felcímkézve és csomagokba van csomagolva. Ebben a formában a raktárba vagy azonnal a vevőhöz kerül.