Gas cutting metal - metal processing instructions
Gas cutting is the most popular, since it does not require compliance with the standards for the room and is simply performed. The seam is not torn and neat if stencils are used. All cutters are compact and mobile, easy to transport. You can use a plurality of gases. This method allows you to work with thick billets and perform complex operations. No power, mode can be manual or automatic.
Features of technology
The choice of gas for cutting depends on the properties of the metal blank. In addition to technical oxygen, acetylene, coke and oil gas, methane, propane, butane and mixtures of them can be used.
Oxygen is used when cutting metal with gas, if the material has certain characteristics:
- high thermal conductivity;
- melting temperature above ignition temperature in oxygen;
- the melting temperature of the refractory oxides below the metal melting point;
- the formation of liquid slags during the cutting process;
- highlighting a large volume of heat.
To cut a metal blank, you must first warm it. Then the material is burned, combustion products are removed by the gas jet.
Cutting can be:
- surface - formation of slots and channels;
- spear - formation of holes or openings;
- separation - in the form of through cut.
Different burners are selected for different work. There are several species that are designed to perform different works.
Any burner consists of:
- handles;
- valve;
- valve (not in all models);
- tip (extension tube);
- mouthpiece (nozzles).
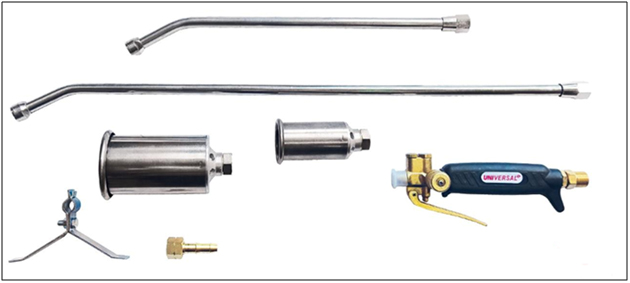
Mixing gas with air can occur in the tip or mouthpiece. In models with valve gas with oxygen mixed in the head, which increases the level of security. The use of valve models allows to apply gas with various pressure in operation. Gas cutters for cutting thick metal is equipped with several mouthpieces.
The technology consists of four steps:
- warming heating;
- administration to the processing area of \u200b\u200bthe gas mixture;
- material ignitions;
- the process of burning.
The jet should be uniform so that the flame does not go out. In the process of combustion, oxides are formed, which are removed by a gas jet.
Metal cutting instructions
It is important to connect and prepare a cutter. The cylinders are connected to the shutters at the ends. Next, the gas supply is checked (if it is oxygen-propane metal cutting) - the valve closes, the valve on the cylinder opens. Then, watching the manometer, the valve slowly open. The pressure should be 0.35-0.55 atmospheres. Then you need to blow the hose - open the valve. Gas begins to go out with a characteristic sound. If a pressure gauge shows a stable pressure, the valve closes.
The next step is to check the oxygen supply and pressure setting. First, the valve on the cylinder opens, then the regulator (flow pressure of 1.7-2.7 atmospheres). To blow the hose, oxygen valves open on the cutter. There are two of them: for feeding in a loose and formation of the mixture. First you need to open the first, then the second (for 3-5 seconds).
Attention! Before the valve ignition, make sure that there is no leakage in the connections, children do not play nearby and animals do not walk.
The first is the gas supply valve, so that oxygen is released, which after checking remains in the mixer. The valve must be twisted until the gas is heard. Located before cutter, the lighter should touch the mouthpiece. After pressing the spark lever ignite gas.
Immediately you need to open the oxygen valve. It is sufficiently evidenced by the change in the color of the flame on the blue. In order for the torch to increase in size, more oxygen must be applied. The pressure of gas and oxygen during metal cutting is completely dependent on the thickness of the workpiece.
Important! If the flame is unstable and "snipes", the oxygen is too much. The volume must be reduced so that the flame is in the form of a cone.

According to the technology of gas cutting metal, the flame was hampered to the material tip, warming up the surface. After the appearance of the molten metal, the oxygen gas is begins to supply it. The jet increases until the material is cut to the end. At the same time, the mouthpiece is moving along the cut line. Sparks and slag are removed by the jet.
The optimal cutting speed is determined by the claims - they must fly at an angle of 85-90 o. If the angle is less, the speed should be reduced. If the billet is thick, it needs to be located at an angle to shook shoes. Starting without finishing the process is not recommended. At the end of the work, oxygen overlaps first, then the gas.
Oxygen pressure during metal cutting
The cutter functions normally if the oxygen pressure during metal cutting 3-12 atmospheres (depends on the thickness of the blank and the nozzle diameter). The higher the pressure for concrete sizes, the more oxygen falls on the metal surface, it is better oxidized (but to a certain limit). If the pressure for a specific workpiece and equipment exceeds the norm, oxygen flows through the incision it is useless.
The second negative point is an increase in the width of the cut and overruns of oxygen. The material is spent useless. Therefore, for each nozzle and blank, the pressure is calculated separately. The level is controlled by the testimony of the pressure gauge, but they are inaccurate, since the pressure is reduced during the passage through the hose and mouthpieces.

Adjusting the oxygen gear during metal cutting is performed using a screw. To increase the pressure, it is twisted clockwise, for a decrease - on the contrary.
Important! It is also necessary to know how the pressure on the gearboxes of combustible gases during metal cutting. They are classified at maximum pressure (with cutting 15-30 atmospheres).
 Pressure is set before work, the role of the gearbox is to maintain the level.
Pressure is set before work, the role of the gearbox is to maintain the level.
Metal cutting allowances
Lock on metal cutting with a gas layer, which is lost in the process of processing, respectively, the drawing. Norms for steel blanks are defined in minimum allowances GOST 12169-82:
- 3-5 mm with thickness up to 60 cm;
- 5-10 mm with a thickness of 100 cm;
- 10-25 mm for very large thickness.
Important! The magnitude of the cutting of metal depends on the width of the grooves, the errors of the equipment used, the chemical composition of the material, deviations due to deformations made by technological inaccuracies.
Safety with gas cutting metal
Safety technique for metal gas cutting is determined to work better in air or room with an ideal ventilation system, earth or concrete floor. The flooring within a radius of 5-meters needs to be cleaned from items that are easily flammable: chips, vessels, paper, leaves and plants. The workpiece is best put on a metal table of convenient height. Neither on the floor, nor on the table should not be spots left by flammable substances.
Before you start, you need to make sure that there is:
- protective equipment (leather gloves, safety glasses, strong shoes);
- fire-resistant clothing (synthetic, torn edges, free cut);
- tools (special pencil, square, ruler);
- special lighter (matches are not suitable).
The biggest harm to the employee is caused if the mixture explodes due to improper handling of cylinders or burner. The most dangerous are the explosions of cylinders filled with oxygen. If it is incorrect to handle the burner, you can get burns. The visible and infrared rays, sparks, splashes of slag adversely affect the eyes. If you do not use protective glasses, there is a chance for some time to lose sight.





