Aparat de sudura MMA si MIG. Ce este sudarea TIG, MIG-MAG, MMA și ce înseamnă? Tipuri de bază de sudare
Lucrările serioase de construcție și reparații necesită adesea operații de sudare de diferite grade de complexitate tehnică și fizică, efectuate în orice moment al zilei și în orice condiții climatice. Astăzi, ne vom uita la principalele tipuri de sudare și vom vorbi despre uneltele de care niciun sudor nu se poate descurca. Chiar și un specialist cu experiență va găsi o mulțime de lucruri noi aici!
De-a lungul secolului al XX-lea, sudarea a devenit unul dintre cele mai răspândite procese tehnologice, iar astăzi este greu de numit orice alt proces tehnic care se dezvoltă cu aceeași intensitate rapidă. Problemele tehnice ale producției și industriei moderne sunt indisolubil legate de nevoia de a obține îmbinări sudate care să poată funcționa într-o mare varietate de condiții, inclusiv cele extreme.
Există toate motivele să credem că sudarea nu își va pierde importanța în actualul secol XXI, deoarece îmbunătățirea constantă a materialelor anterioare și crearea de materiale complet noi implică și dezvoltarea de noi tehnologii și instrumente de sudare pentru operațiuni de sudare din ce în ce mai complexe. .
Tipuri de bază de sudare
În funcție de condițiile procesului, la nivel global toate tipurile de sudare pot fi împărțite în:
- sudare în condiții terestre, adică sub influența gravitației;
- sudare subacvatică;
- sudare în spațiu fără aer.
Există multe metode de sudare, în funcție atât de caracteristicile acestei operații, cât și de materialele sudate:
sudare cu arc de fuziune (mma)
În anii 40 ai secolului trecut, a fost inventată o metodă de sudare automată sub un strat de flux (căptușeală); în timpul celui de-al Doilea Război Mondial, această sudare a fost folosită cu succes pentru producerea de corpuri blindate de tancuri. Sudarea manuală prin topire, împovărată de condiții de mediu uneori dificile, a fost întotdeauna un proces dificil și care necesită multă muncă.
Un tip de sudare cu arc este sudare cu arc cu argon (tig), realizat prin topire sau netopire într-un mediu gazos inert de argon.

Sudarea cu zgură electrică
În anii 50-60 ai secolului trecut, procesul de sudare cu electrozgură a devenit larg răspândit. Această metodă de sudare a fost foarte importantă pentru dezvoltarea ingineriei grele, făcând posibilă crearea de structuri metalice mari cu capacități limitate de turnătorie și forjare. Era posibil să se sudeze metal foarte gros, aproximativ doi metri într-o singură trecere. Această metodă a fost folosită la construcția de prese, recipiente de înaltă presiune cu grosimi de perete de câteva zeci și chiar sute de milimetri etc. De-a lungul timpului, productivitatea sudării cu zgură electrică a crescut de cinci ori. Topirea și turnarea zgurii electrice fac posibilă crearea, de exemplu, a carcasei submarinelor și a reactoarelor nucleare.
Cu toate acestea, această tehnologie are și dezavantajele sale: supraîncălzirea severă a zonei afectate de căldură necesită normalizarea tehnică a acestei suprafețe.

Sudarea cu flash
Această tehnologie este cea mai eficientă modalitate de îmbinare a metalelor și continuă să se dezvolte cu succes; capacitățile sale sunt departe de a fi epuizate. Cele două părți sunt îndreptate una spre cealaltă, formând conexiuni de punte metalice cu marginile topindu-se. După topire, piesele sunt comprimate, formând o îmbinare sudată. Se face o distincție între topirea continuă și cea pulsativă (care consumă mai puțin energie și reduce pierderile de metal). Vă permite să sudați oțeluri și aliaje de înaltă rezistență.

Sudarea cu fascicul de electroni
Sursa de căldură este un fascicul de electroni - un fascicul de electroni. Această metodă are multe soluții inginerești și tehnologice în domeniile construcției aeronavelor și producției de rachete. Sudarea se realizează într-un spațiu vid, în cazuri speciale - în camere locale. Sudarea cu fascicul de electroni fără vid (aer) creează expunerea la radiații care trebuie blocată cât mai mult posibil și necesită tensiuni enorme de sute de kilovolți.

Sudarea cu plasma
Sursa de energie a acestei metode de sudare este un arc comprimat produs folosind o pistoletă cu plasmă directă sau indirectă, numită jet de plasmă. Sudarea de acest fel implică topirea locală și suflarea metalului topit pe marginile pieselor care sunt sudate. Pe lângă sudare, această metodă este utilizată pentru operațiunile tehnologice de suprafață, tăiere și pulverizare.

Sudarea hibridă
Folosind două surse de energie - microplasmă și un fascicul laser - sudarea hibridă crește semnificativ eficiența procesului de sudare.
Sudarea în fază solidă
În teorie, această metodă a apărut la mijlocul anilor ’60 - începutul anilor ’70 ai secolului trecut, iar progresul rapid în dezvoltarea tehnologiei electronice, a instrumentării și a automatizării a făcut-o foarte populară în diverse industrii. În sudarea sub presiune (în fază solidă) există inducție, difuzie, puls magnetic, ultrasunete, etc. Este posibil să se îmbină aproape orice aliaje metalice, metale și semiconductori, ceramică, materiale plastice etc., folosind aceste metode. metoda de sudare este posibilitatea îmbinării materialelor fragile.
//www.youtube.com/watch?v=wGSEouJ8beU
Instrumente de sudare
În ciuda faptului că acum au fost proiectate și utilizate cu succes mașini de sudură sofisticate care funcționează în orice condiții meteorologice, uneltele de sudură portabile au fost întotdeauna și rămân la cerere în rândul profesioniștilor din construcții și reparații.
O unealtă de sudor, în sensul general al cuvântului, este considerată a fi un set de dispozitive necesare pentru realizarea procesului. În condiții casnice și de zi cu zi, meșterii încearcă să folosească unelte universale care permit asamblarea rapidă a unei structuri destinate sudării, fixarea fiabilă a pieselor sale în poziția dorită și un proces de sudare sigur, cu deformare minimă a pieselor. Instrumentele de sudare utilizate frecvent și necesare în arsenal includ:
- instrumente de instalare pentru fixarea fiabilă a pieselor în poziția dorită, care diferă prin funcționalitate și design - opritoare (permanente, detașabile sau pliabile), prisme pentru produse cilindrice, șabloane, pătrate pentru poziționarea pieselor la un anumit unghi;
- dispozitive de prelucrare a metalelor pentru reglarea și îndreptarea golurilor pieselor îmbinate pentru a elimina posibilitatea deplasării sau deformarii accidentale a pieselor sudate:
- cleme cu arc (inclusiv cele de colț) cu fixarea piesei prin strângerea mânerelor;
- cleme - arc, pană, pârghie, excentric;
- diferite dimensiuni și configurații de cleme cu o dimensiune constantă sau reglabilă a gâtului;
- legături pentru apropierea marginilor de sudat la o distanţă dată;
- baros și distanțiere pentru nivelarea marginilor, corectarea defectelor locale, dând pieselor forma dorită;
- suporturi de electrozi universale si specializate, pistolete de sudura si plasma;
- aparate de electrotehnică - transformatoare, invertoare, redresoare etc.;
- Pentru sudarea capetelor țevilor se folosesc dispozitive de sprijin specializate: centralizatoare exterioare sau interne pentru a se asigura că axele părților sudate ale țevilor coincid atunci când marginile lor de capăt sunt aliniate.

- instrumente pentru curățarea cusăturilor și marginilor sudate:
- masini de slefuit si slefuit, discuri si accesorii pentru polizoare unghiulare („slefuite”);
- ciocane pneumatice și pile pentru locuri greu accesibile;
- pentru a îndepărta crusta de zgură din zonele incomode ale sudurilor;
- perii de sârmă de formă plană sau cilindrică (disc sau capăt) pentru goluri înguste;
- instrumente pentru montarea și configurarea echipamentelor de sudură și tehnologice, controlul calității îmbinărilor sudate;
- instrument de măsurare pentru mărimi liniare și unghiulare (etriere, calibre ale alezajului etc.).
Din punct de vedere structural, producția de scule de sudură se bazează pe utilizarea lor în munca profesională și în munca gospodărească locală, precum și pe o varietate de sisteme de conectare nereglementate.
Problema alegerii unei scule de sudare de către utilizatorul final se decide prin analiza materialului suprafețelor care urmează a fi sudate și a caracteristicilor sculelor care depind de acestea, a practicii consacrate istoric de efectuare a lucrărilor de sudare, a criteriilor de cost, a abilităților profesionale și personale. preferințele sudorului însuși.
Uneltele de sudură sunt îmbunătățite în mod constant și, fără îndoială, așteaptă progrese suplimentare și un viitor mare în construcție.
//www.youtube.com/watch?v=oqH-fQIRwO8
TESLA este unul dintre cei mai importanti producatori de echipamente de sudura. Compania operează pe acest segment de piață de 30 de ani. Misiunea TESLA este de a produce mașini de sudură care îndeplinesc cele mai înalte standarde globale. Produsele TESLA sunt destinate consumatorilor precum companiile de întreținere și reparații auto, companii de inginerie și construcții și sudori profesioniști. Pentru fiecare dintre grupurile de mai sus, TESLA oferă o gamă largă de echipamente de sudare: aparate de sudură, invertoare de sudură, aparate de sudură semiautomate, tăietoare cu plasmă - de cea mai înaltă calitate, permițându-vă să obțineți cele mai bune rezultate în munca dumneavoastră.
Specialiștii TESLA, dintre care marea majoritate sunt experți de nivel înalt în domeniul sudării, lucrează constant la dezvoltarea de noi produse pentru aparatele de sudură și la îmbunătățirea proiectelor existente. TESLA monitorizează constant și activ tendințele actuale de pe piața globală a echipamentelor de sudură și gestionează procesul de producție al mașinilor de sudură în conformitate cu acestea. Cu o rețea dezvoltată de reprezentanțe și distribuitori în peste 37 de țări, compania joacă un rol important pe piața globală.
Când cumpărați mașini de sudură TESLA, obțineți mult mai mult decât echipamente de sudură. Dobândiți o parte din know-how-ul tehnic, experiența și tradiția companiei. Calitatea aparatelor de sudura TESLA, binecunoscute in intreaga lume, este confirmata de certificatul CE si multe alte certificate internationale.
Până în prezent, au fost dezvoltate zeci de metode de sudare. Cele mai comune tipuri sunt sudarea mig, mag, tig și mma. Toate aparțin clasei termice după metoda de obținere a energiei pentru procesul de sudare.
Energia termică eliberată în timpul formării unui arc electric vă permite să sudați orice metale. Căldura principală este generată în arcul propriu-zis datorită faptului că rezistența acestuia este mai mare decât rezistența electrodului și a piesei sudate, astfel că topirea are loc în apropierea arcului. Aceasta, la rândul său, duce la formarea unui bazin de sudură, care, atunci când este răcit, asigură o conexiune permanentă.
Sudarea MIG este denumirea internațională pentru procesul de sudare a metalelor într-un mediu cu gaz inert. Argonul, heliul sau amestecurile acestora sunt utilizate ca gaze inerte.
Gazul este furnizat de la butelii prin furtunuri de înaltă presiune către arzător. Deplasează aerul atmosferic în jurul arcului electric, eliminând astfel efectele nocive ale oxigenului asupra îmbinării de sudură.
Cusătura este de înaltă calitate și densă, fără pori. Dezavantajul sudării MIG este costul ridicat al gazului inert. Argonul costă de 45 de ori, iar heliul de 156 de ori mai scump decât dioxidul de carbon.
 Sudarea MAG este denumirea internațională pentru procesul de sudare într-un mediu gazos activ. Cele mai utilizate gaze active sunt dioxidul de carbon și azotul. Funcția lor este aceeași cu cea a gazelor inerte - protecție împotriva oxigenului atmosferic.
Sudarea MAG este denumirea internațională pentru procesul de sudare într-un mediu gazos activ. Cele mai utilizate gaze active sunt dioxidul de carbon și azotul. Funcția lor este aceeași cu cea a gazelor inerte - protecție împotriva oxigenului atmosferic.
Dioxidul de carbon din zona de sudare se descompune în oxigen și monoxid de carbon, ceea ce duce la efecte dăunătoare, cum ar fi porozitatea sudurii. Pentru a evita acest lucru, este necesar să folosiți electrozi sau sârmă de umplutură care conțin mangan și siliciu.
Ele leagă oxigenul eliberat și dezoxidează mediul de sudare. Gazele sunt stocate în cilindri de înaltă presiune; reductoarele sunt utilizate pentru utilizare. Când utilizați dioxid de carbon, se recomandă întoarcerea cilindrului și eliberarea vaporilor de apă, abia apoi începeți sudarea MAG.
Cu electrod de wolfram
Sudarea TIG este denumirea internațională pentru procesul de sudare a metalelor într-un mediu cu gaz inert folosind un electrod neconsumabil de wolfram.
În Rusia și CSI, sudarea TIG se numește sudare cu arc cu argon datorită gazului inert utilizat. Datorită lungimii constante a electrodului, procesul de sudare este mult simplificat; absența altor impurități ne permite să obținem cusături de cea mai înaltă calitate.
 Sudarea TIG în impulsuri este o variație a TIG convențional, dar folosește curent pulsat în loc de curent continuu. La unele aparate de sudură MAG TIG, acest mod este prezent împreună cu cel principal.
Sudarea TIG în impulsuri este o variație a TIG convențional, dar folosește curent pulsat în loc de curent continuu. La unele aparate de sudură MAG TIG, acest mod este prezent împreună cu cel principal.
Este util atunci când lucrați cu foi subțiri, nu le supraîncălzi și nu există deformare în timpul sudării. De obicei, mai multe moduri sunt setate la o frecvență de 1 Hz, 10 Hz, 500 Hz. Rezultatul este o cusătură solzoasă frumoasă.
Sudarea MMA este denumirea internațională pentru sudarea manuală cu arc electric. Este produs de electrozi acoperiți cu un strat protector special. Procesul de sudare MMA are loc datorită formării unui arc între electrod și piesa care este sudată.
Electrodul, topindu-se, intră în bazinul de sudură, care s-a format din cauza topirii marginilor pieselor de prelucrat. Acoperirea se topește și formează un strat protector pe suprafața băii, după răcire se transformă în zgură. Se indeparteaza usor cu un ciocan.
Sudare semi-automată
 Alegerea echipamentului pentru un sudor este uriașă. Aparatul de sudura MIG MAG este foarte popular. Este folosit în aproape toate atelierele de reparații auto datorită sudurii de înaltă calitate pe care o produce.
Alegerea echipamentului pentru un sudor este uriașă. Aparatul de sudura MIG MAG este foarte popular. Este folosit în aproape toate atelierele de reparații auto datorită sudurii de înaltă calitate pe care o produce.
Majoritatea aparatelor de sudură folosesc acum invertoare. Frecvența curentului de sudare în ele este practic independentă de modificările tensiunii rețelei. În același timp, au dimensiuni și greutate compacte, ceea ce le permite să fie mobile.
Deoarece sursa de energie pentru majoritatea tipurilor de sudare cu arc electric are aceiași parametri, producătorii au început să creeze modele universale capabile să funcționeze în diferite moduri și diferite tipuri de pistoleți. Sudarea semiautomată MIG MAG și TIG s-a dezvoltat în mod special.
Sârmă de sudură
Sudarea semiautomată MIG MAG TIG implică utilizarea sârmei de sudură, care este filetată în mașină. Calitatea cusăturii depinde și de caracteristicile acesteia. În unele cazuri, puteți face chiar și fără gaz de protecție atunci când utilizați sârmă cu miez.
Există patru tipuri de aditivi: aluminiu, oțel, cupru și pulbere. Ultimele două sunt cele mai populare. Utilizarea lor garantează nicio stropire și o productivitate ridicată.
Pe lângă sârma cu miez, sârma de umplere trebuie utilizată într-o atmosferă de gaz protectoare. Când cumpărați, asigurați-vă că verificați compatibilitatea cu materialele și vârfurile sudate.
Universal semi-automat
Un exemplu izbitor de universalizare este o mașină de sudură semiautomată a mărcii Triton MIG MT 250. Această mașină semiautomată aparține echipamentelor profesionale și este un invertor de dimensiuni mici pe roți care produce 250 A în regim de vârf.
 Oferă sudare de înaltă calitate în modurile MIG, MAG, TIG DC, MMA și poate suda cu tehnologia Spot Stitch. În acest scop, pachetul de livrare al aparatului de sudură include lanterne pentru trei tipuri de sudare.
Oferă sudare de înaltă calitate în modurile MIG, MAG, TIG DC, MMA și poate suda cu tehnologia Spot Stitch. În acest scop, pachetul de livrare al aparatului de sudură include lanterne pentru trei tipuri de sudare.
În modul de vârf, timpul de pornire este de 60%, la curenți de până la 200 A - 100%. Pentru inițierea ușoară și fiabilă a arcului electric, este furnizată funcția Arc Force și Lift TIG.
Pentru a furniza sârmă de umplere, se folosește o antrenare cu 4 role; este posibil să se utilizeze o bobină de 300 mm.
Un conector special permite dispozitivului să funcționeze cu arzătoare cu pistol push-pull și bobină. Acestea sunt torțe care au propriul lor alimentator de sârmă de umplere, cu o bobină amplasată pe el. Sârma de umplere este utilizată de orice calitate, inclusiv sârmă cu miez de flux cu un diametru de până la 1,2 mm.
Moduri de operare
O mașină de sudură cu patru moduri (MIG, MAG, TIG, MMA) deschide posibilități largi. Vă permite să creați o cusătură în diferite poziții, să sudați metale feroase și neferoase, foi galvanizate, subțiri și groase.

Spot/Cusătură
„Punct/cusătură” - acesta este modul în care puteți traduce numele modului. În el, MIG MT 250 sudează cu cusături. Căderea de sudură este transferată atunci când nu există un scurtcircuit, ceea ce reduce intrarea de căldură în produsul sudat. Acest lucru elimină supraîncălzirea și deformarea metalului.
Modul este utilizat la sudarea produselor galvanizate și a oțelului inoxidabil. Încălzirea redusă a electrodului și a piesei vă permite să creșteți performanța dispozitivului și durata de viață a acestuia.
MIG/MAG
În modurile MIG și MAG, aparatul de sudură funcționează semi-automat. Sârma de umplere este alimentată uniform cu alimentarea simultană cu gaz de protecție.
Sudorul trebuie doar să mute pistolul de-a lungul viitoarei cusături la o anumită înălțime față de piesa care este sudată. Acest lucru asigură o viteză mare de sudare și o sudură de înaltă calitate, datorită protecției împotriva oxigenului aerului prin gaz inert. Curentul de sudare poate fi reglat pe o gamă largă de la 30 la 250 A.
TIG
Spre deosebire de majoritatea dispozitivelor semi-automate MIG MAG, modelul MIG MT 250 poate suda metale în modul TIG folosind curent continuu. Dispozitivul asigură aprinderea rapidă a arcului electric de sudare atunci când capătul electrodului atinge piesa de sudat.
Nu există interferențe de înaltă frecvență în momentul inițierii arcului, ceea ce îi permite să fie utilizat în industria radio și în alte domenii ale producției (sau sudării amatoare) legate de electronică.
MMA
Sudarea manuală tradițională cu arc electric asigură sudarea metalelor feroase și a aliajelor acestora. Curentul continuu vă permite să obțineți un arc stabil.
O funcție specială a aparatului de sudură ARC-FORCE asigură reglarea puterii arcului, ceea ce vă permite să obțineți parametrii necesari și o sudură de înaltă calitate.
Furnizare de aditivi
Dispozitivul de alimentare cu aditivi este situat în interiorul carcasei invertorului. Unitatea alimentează firul în mod uniform, fără a se bloca, nu alunecă și nu se întinde. Dispozitivul poate fi umplut cu o bobină cu o greutate de 15 kg împreună cu sârmă de umplere, al cărei diametru variază de la 0,8 la 1,2 mm.
Setul de livrare al mașinii de sudură universală include:
- alimentare tip invertor;
- Lanterna MIG/MAG cu cablu de 3 m;
- Lanterna TIG cu cablu de 4 m;
- cablu de rețea;
- furtun pentru alimentarea cu gaz de protecție;
- suport cu cablu pentru lucru manual MMA;
- cablu pentru conectare la masă (are clemă).
Greutatea aparatului cu functii MIG, MAG, TIG si MMA este de 32 kg, iar pentru transport exista roti. Panoul frontal afișează toate informațiile despre starea curentă a dispozitivului.
Conectorii sunt amplasați pentru deconectarea rapidă a cablurilor. Conectorul cu pini asigură conectarea la pistoletele SPOOL GUN, ceea ce face posibilă utilizarea aproape oricărui tip de sârmă de sudură. Acest lucru, la rândul său, ne permite să extindem foarte mult lista metalelor sudate și aliajele acestora.
Se asigură protecție împotriva supraîncălzirii și supraîncărcării.
Această selecție de funcții a dispozitivului îi permite să fie un dispozitiv universal, care asigură efectuarea aproape tuturor tipurilor de lucrări de sudare fără a cumpăra echipamente suplimentare.
Este uneori dificil pentru un nespecialist să înțeleagă termenii și definițiile folosite în sudare. Complexitatea este cauzată în plus de faptul că nu există metode și tehnici strict reglementate și clasificate. Cu toate acestea, producătorii de echipamente și materiale de sudură respectă abrevierile în limba engleză general acceptate, care vor fi discutate în acest articol.
MMA (RDS)
MMA(Manual Metal Arc) - sudare manuală cu arc cu electrozi piese (acoperite) folosind sau. Literatura tehnică a vremurilor sovietice folosea denumirea RDS.
Procesul de sudare are loc din cauza topirii unei tije metalice - un electrod, acoperit cu un strat special, care au propriul lor. Scopul său principal este de a proteja bazinul de sudură de aer, prevenind oxidarea metalului. Tija topită formează o sudură, iar învelișul folosit rămâne ca zgură.
Sudare cu electrod acoperit
RDS este posibil atât pe curent continuu, cât și pe curent alternativ. Cu curent continuu, există două opțiuni pentru conectarea clemei de împământare și a suportului de electrod, deci există sudare. Curentul alternativ nu are această caracteristică - modul de conectare a electrodului în acest caz nu contează. Următoarele vă vor ajuta să alegeți un dispozitiv care va dura mulți ani.
Deoarece metoda MMA este cea mai populară datorită simplității și echipamentului relativ ieftin, merită cu siguranță să vă familiarizați cu problema.
TIG(WIG) sau RADS
TIG(Tungsten Inert Gas) – tehnologie de sudare cu arc într-un mediu cu gaz inert cu un electrod neconsumabil. Tungstenul este un metal foarte refractar cu un punct de topire de aproximativ 3500 C, deci este baza pentru producerea acestui tip de electrozi. Uneori puteți găsi și alte variante ale acestei metode:
- WIG (Wolfram Inert Gas) – numele este derivat din ortografia germană;
- GTA (Gas Tungsten Arc) – această abreviere omite reacția chimică a gazului de protecție.
Selecția materialelor se efectuează în funcție de desemnarea tipurilor de metale sudate, precum și a modurilor de sudare.
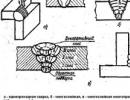
Deoarece electrodul este neconsumabil, procesul de sudare cu argon are loc conform unui scenariu diferit:
- un arc electric este excitat între capătul electrodului și metalul care este sudat;
- cusătura de sudură este umplută prin furnizarea unui material de umplutură special - o tijă - în zona de sudură;
- bazinul de sudură este protejat de un nor de gaz.

Procesul de sudare TIG
Gaz inert de protecție, de ex. un gaz ale cărui molecule nu interacționează chimic cu materialele de bază și de umplutură în timpul procesului de sudare; în acest caz, se utilizează argon. De aceea i-a fost atribuit numele „” sau RADS.
Este demn de remarcat faptul că acest nume nu este în întregime corect, deoarece Alte gaze, cum ar fi azotul, heliul și amestecurile de gaze, pot fi utilizate ca gaz de protecție.
Argonul poate fi folosit la sudarea electrozilor consumabili - metoda MIG, care va fi discutată mai jos.
În caracteristicile tehnice ale echipamentelor de sudare, pe lângă denumirea TIG, acesta este întotdeauna completat de o mențiune a tipului de curent de sudare DC (curent continuu) - curent continuu sau AC / DC (curent alternativ / curent continuu) - alternativ / curent continuu. În acest caz este foarte important. De exemplu, este produs pe curent alternativ.
MIG/MAG
MIG/MAG(Metal Inert/Active Gas) - o metodă de sudare cu arc într-o atmosferă protectoare de gaz inert/activ folosind un electrod consumabil sub formă de oțel sau alt fir, în funcție de tipul de metal care se îmbină.

Reprezentarea schematică a metodei mig/mag
Sudarea MIG sau MAG înseamnă de obicei. Obiectivul principal al acestei metode a fost ideea de a crea un „electrod fără sfârșit”, obținând astfel o productivitate semnificativă de sudare. Într-adevăr, cu metoda RDS, de multe ori trebuie să schimbați electrodul pe măsură ce este epuizat, ceea ce în unele cazuri este extrem de incomod. Ca și în cazul sudării TIG, aici se folosesc gaze de protecție.
Rolul inertului este de obicei argonul și amestecurile sale, care este potrivit, de exemplu,. Gazul activ, adică cel care interacționează cu metalul care este sudat în proces, este de obicei dioxid de carbon (dioxid de carbon). Este posibil să auziți un sudor folosind expresia „ ”, implicând metoda MAG.
Această metodă este cea mai comună datorită productivității sale crescute în comparație cu MMA și oferă un rezultat mai bun în calitatea sudurii.Pe baza recenziilor de la sudori cu experiență, veți putea decide asupra alegerii mașinii de sudură.
Sperăm că acest articol vă va ajuta să înțelegeți clasificarea metodelor de sudură de bază și să vă fie de asemenea util atunci când alegeți echipamente și materiale cu abrevieri în limba engleză.