A hegesztett kötések típusai és a varratok osztályozása. Hegesztési varratok: varratok és kötések fajtái Hegesztési varratok a külső felület alakja szerint
Az anyagrészek összekapcsolásának egyik módja a hegesztés. A módszert nagyon széles körben alkalmazzák különböző területeken. Ezzel a viszonylag olcsó és egyben megbízható módszerrel állandó kapcsolatokat lehet elérni. Figyelembe véve a fémfajtákat, amelyek mindegyikének megvannak a saját hegesztési jellemzői, a munkakörülmények különbségei és az illesztési követelmények, különböző típusú hegesztéseket és kötéseket különböztetünk meg.
Hegesztési zónák
A részben megolvadt szemcséket tartalmazó fúziós zóna a főfém 0,1–0,4 mm-e. Amikor a fém ebben a zónában felmelegszik, szerkezete tűszerűvé válik, nagy törékenységgel és alacsony szilárdsággal.
A termikus zóna négy részre oszlik:

A fő fémzóna a 450 °C alá melegített szakasztól kezdődik. A szerkezet itt hasonló az alapfém szerkezetéhez, de az acél a melegítés hatására veszít szilárdságából. A határ mentén oxidok és nitridek szabadulnak fel, gyengítve a szemcsék kötését. A fém ezen a helyen tartósabbá válik, de kisebb rugalmasságot és szívósságot kap.
A hegesztett kötések és varratok osztályozása
A varratok típusait jellemzőiktől függően több kategóriába sorolják. Megjelenésükben kiemelkednek:
- Normál.
- Konvex.
- Homorú.
Típusuk szerint a varratok lehetnek egyoldalasak vagy kétoldalasak. A passzok száma szerint - egy- és többpasszos. A rétegek száma szerint: egyoldalas és többrétegű (vastag fémek hegesztésekor).
Vannak hosszúságú fajták is:
- Egyoldali folyamatos.
- Egyoldalú időszakos.
- Kétoldalas lánc.
- Kétoldalas sakk.
- Ponthegesztések (ellenállás-hegesztéssel készült).
Varratok típusai az erővektor szerint:
- Keresztirányú - az erő merőleges a varratra.
- Hosszanti - a varrással párhuzamos erő.
- Ferde - erő szögben.
- Kombinált - mind a keresztirányú, mind a hosszanti varratok jelei.
Térbeli helyzet szerint:

Funkcióik szerint a varratok a következőkre oszthatók:
- Tartós.
- Tartós és sűrű.
- Zárt.
Szélesség:
- Menetvarratok, amelyek szélessége gyakorlatilag nem haladja meg az elektróda átmérőjét.
- A kiszélesített varratok a rúd keresztirányú oszcilláló mozgásaival készülnek.
Különleges csatlakozások
 Csikk. A leggyakoribb lehetőség, amely a végfelületek vagy lapok szokásos összekapcsolását jelenti. Kialakításuk minimális időt és fémet igényel. Vékony lapok esetén ferde élek nélkül is elvégezhetők. Vastag termékek esetén fel kell készíteni a fémet a hegesztésre, ahol a hegesztés mélységének növelése érdekében le kell ferdíteni az éleket. Ez 8 mm-es vagy annál nagyobb vastagságra vonatkozik. Ha a vastagság meghaladja a 12 mm-t, akkor kétoldalas tompakötésekre és ferde élekre lesz szükség. Leggyakrabban ezek a csatlakozások vízszintes helyzetben készülnek.
Csikk. A leggyakoribb lehetőség, amely a végfelületek vagy lapok szokásos összekapcsolását jelenti. Kialakításuk minimális időt és fémet igényel. Vékony lapok esetén ferde élek nélkül is elvégezhetők. Vastag termékek esetén fel kell készíteni a fémet a hegesztésre, ahol a hegesztés mélységének növelése érdekében le kell ferdíteni az éleket. Ez 8 mm-es vagy annál nagyobb vastagságra vonatkozik. Ha a vastagság meghaladja a 12 mm-t, akkor kétoldalas tompakötésekre és ferde élekre lesz szükség. Leggyakrabban ezek a csatlakozások vízszintes helyzetben készülnek.
Tavrovoe. A T-kötések T-alakúak és lehetnek egy- vagy kétoldalasak. Különböző vastagságú termékek összekapcsolására használhatók. Ha a kisebbik rész merőlegesen van felszerelve, az elektróda 60°-ig megdől a hegesztési folyamat során. A csónakhegesztés egyszerűbb változatának végrehajtásához használjon csapokat. Ez csökkenti az alávágások valószínűségét. A varrat általában egy menetenként kerül felhordásra. Manapság számos automata T-hegesztőgépet gyártanak.
Szögletes. Ezeknek a kötéseknek a szélei (különböző szögekben) gyakran meg vannak hajlítva, hogy a varrás a kívánt mélységben legyen. A kétoldalas hegesztés erősebbé teszi a csatlakozást.
átfedés. Ezzel a módszerrel 1 cm-nél kisebb vastagságú lemezeket hegesztenek, amelyek egymásra helyezve és mindkét oldalon forralva. Közöttük ne legyen nedvesség. A jobb kötés érdekében a kötést néha a végétől hegesztik.
Varrat geometriája
 S - a munkadarab vastagsága.
S - a munkadarab vastagsága.
E - szélesség.
B - rés a munkadarabok között.
H a hegesztett felület mélysége.
T - vastagság.
Q a konvex rész mérete.
P a behatolási ponttól a külső részbe írt legnagyobb derékszögű háromszög befogójáig tartó merőleges egyenesnek megfelelő számított magasság.
A a sarokvarrat vastagsága, amely tartalmazza a konvexitás értékét és a tervezési magasságot.
K - láb az egyik munkadarab felülete és a másik sarokhatár közötti távolság.
Q - a lerakott terület konvexitása.
Választás
 A varratok és hegesztett kötések típusai különböznek egymástól, és minden esetben kiválasztják a sikeres kombináció paramétereit. Az első lépés a térbeli helyzet értékelése. Minél könnyebb a munka, annál jobb a minőség. Könnyebb a vízszintes varratok elkészítése, így a munkadarabokat vízszintesen próbálják elhelyezni. Néha a minőség biztosítása érdekében egy alkatrészt többször is meg kell fordítani.
A varratok és hegesztett kötések típusai különböznek egymástól, és minden esetben kiválasztják a sikeres kombináció paramétereit. Az első lépés a térbeli helyzet értékelése. Minél könnyebb a munka, annál jobb a minőség. Könnyebb a vízszintes varratok elkészítése, így a munkadarabokat vízszintesen próbálják elhelyezni. Néha a minőség biztosítása érdekében egy alkatrészt többször is meg kell fordítani.
Az egymenetes hegesztés jobb szilárdságot biztosít, mint a többszörös hegesztés. Tehát egyensúlyra van szükség a kényelem és a folyosók száma között.
Amikor a darabok vastagok, a széleket levágják, és a felületet kezelik, hogy tiszta felületet kapjanak. A tompakötési lehetőségek a legegyszerűbbek, célszerű ezeket választani, mivel a rögzítés könnyebben biztosítható a kész alkatrészek geometriájának torzulásának elkerülése érdekében. A típus kiválasztása mellett a hőmérséklet-szabályozásra is figyelni kell, mert a főzőzónák eltolódhatnak, és a termék nem sül meg teljesen vagy megolvad.
Hegesztések és csatlakozások
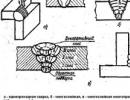
A hegesztéssel létrejött állandó csatlakozást hegesztettnek nevezzük. Több zónából áll (77. ábra):
Hegesztési varrat;
Fúziós;
Rizs. 77. Hegesztett kötési zónák: 1 – varrat; 2 – fúzió; 3 – hőhatás; 4 – nem nemesfém
Hőhatás;
Nem nemesfém.
A hegesztett kötések hosszuk szerint a következők:
Rövid (250-300 mm);
Közepes (300-1000 mm);
Hosszú (több mint 1000 mm). A hegesztési varrat hosszától függően meg kell választani a végrehajtás módját. Rövid illesztéseknél a varrás az elejétől a végéig egy irányba fut; a középső szakaszoknál jellemző, hogy egy varratot külön szakaszokban alkalmaznak, és a hossza olyan legyen, hogy egész számú elektróda (kettő, három) elegendő legyen a befejezéshez; a hosszú kötéseket a fent tárgyalt fordított lépéses módszerrel hegesztik.
Típus szerint a hegesztett kötések (78. ábra) a következőkre oszthatók:
1. Fenék. Ezek a leggyakrabban használt kötések a különböző hegesztési eljárásokban. Előnyösek, mert a legkisebb belső feszültségek és alakváltozások jellemzik őket. A fémlemez szerkezeteket általában tompakötésekkel hegesztik.

Rizs. 78. Hegesztett kötések típusai: a – tompa; b – póló; c – szögletes; g – átfedés

Rizs. 78 (vége). d – hasított; e – vége; g – rátétekkel; 1–3 – nem nemesfém; 2 – burkolat: 3 – elektromos szegecsek; h – elektromos szegecsekkel
Ennek a csatlakozásnak a fő előnyei, amelyekkel az élek gondos előkészítésével és beállításával számolhatunk (az élek tompulása miatt a hegesztési folyamat során elkerülhető az átégés és a fémszivárgás, és párhuzamosságuk megőrzése biztosítja a kiváló minőségű, egységes varrás), a következők:
Minimális alap- és lerakott fém fogyasztás;
A hegesztéshez szükséges legrövidebb időtartam;
Az elkészült csatlakozás olyan erős lehet, mint az alapfém.
A fém vastagságától függően az ívhegesztés során az élek a felülethez képest különböző szögekben vághatók:
Derékszögben, ha 4-8 mm vastag acéllemezeket köt össze. Ebben az esetben 1-2 mm-es rés marad közöttük, ami megkönnyíti az élek alsó részének hegesztését;
Derékszögben, ha legfeljebb 3 és legfeljebb 8 mm vastagságú fémet egy- vagy kétoldalas hegesztéssel csatlakoztatnak;
Egyoldali ferde éllel (V-alakú), ha a fém vastagsága 4-26 mm;
Kétoldalas ferde (X-alakú) esetén, ha a lemezek vastagsága 12–40 mm, és ez a módszer gazdaságosabb, mint az előző, mivel a lerakódott fém mennyisége majdnem 2-szeresére csökken. Ez elektródák és energia megtakarítást jelent. Ezen túlmenően, a kétoldalas ferde hegesztés kevésbé érzékeny a deformációra és a feszültségre a hegesztés során;
A ferdeszög 60°-ról 45°-ra csökkenthető, ha 20 mm-nél vastagabb lemezeket hegeszt, ami csökkenti a lerakódott fém mennyiségét és elektródákat takarít meg. Az élek közötti 4 mm-es rés biztosítja a fém szükséges behatolását.
Különböző vastagságú fémek hegesztésekor a vastagabb anyag széle erősebben ferde. Ha az ívhegesztéssel összeillesztendő részek vagy lemezek jelentős vastagságúak, akkor csésze alakú élelőkészítést, 20-50 mm vastagságnál pedig egyoldali előkészítést, 50-nél nagyobb vastagsággal. mm, kétoldalas előkészítés történik.
A fentiek jól láthatóak a táblázatban. 44.
2. Lapos hegesztések, leggyakrabban 10-12 mm fémvastagságú szerkezetek ívhegesztésénél. Ezt az opciót az különbözteti meg az előző csatlakozástól, hogy nincs szükség a szélek speciális előkészítésére - csak vágja le őket. Bár a fém összeszerelése és előkészítése az átlapolt kötésekhez nem olyan megterhelő, de figyelembe kell venni, hogy az alap- és lerakott fém fogyasztása nő a tompakötésekhez képest. A megbízhatóság és a lapok közé kerülő nedvesség okozta korrózió elkerülése érdekében az ilyen kötéseket mindkét oldalon hegesztik. Vannak olyan hegesztési típusok, ahol ezt az opciót kizárólagosan használják, különösen a pontérintkezős és görgős hegesztésnél.
3. T-rudak, széles körben használt ívhegesztésben. Náluk az élek egyik vagy mindkét oldalon le vannak ferdítve, vagy egyáltalán nem ferde. Speciális követelmények csak egy függőleges lap elkészítésére vonatkoznak, amelynek egyformán levágott éllel kell rendelkeznie. Az egy- és kétoldalas ferde vágásoknál a függőleges lemez szélei 2-3 mm-es rést biztosítanak a függőleges és vízszintes síkok között, hogy a függőleges lemezt teljes vastagságban hegeszthessék. Az egyoldali ferde levágást akkor hajtják végre, ha a termék kialakítása olyan, hogy nem lehet mindkét oldalon hegeszteni.
44. táblázat
A tompakötés kiválasztása a fém vastagságától függően



5. Hornyolt, amelyet olyan esetekben használnak, amikor a normál hosszúságú átfedő varrás nem biztosítja a szükséges szilárdságot. Kétféle ilyen kapcsolat létezik - nyitott és zárt. A rés oxigénvágással készül.
6. Vég (oldal), amelyben a lapokat egymásra helyezik, és a végeit összehegesztik.
7. Átfedésekkel. Az ilyen csatlakozáshoz a lemezeket összeillesztik, és a csatlakozást fedőréteggel borítják, ami természetesen további fémfelhasználással jár. Ezért ezt a módszert olyan esetekben alkalmazzák, amikor nem lehet tompa- vagy átlapoló varrat készíteni.
8. Elektromos szegecsekkel. Ez a kapcsolat erős, de nem elég szoros. Ehhez a felső lapot kifúrják és a keletkező lyukat úgy hegesztik, hogy az alsó lapot is befogja.
Ha a fém nem túl vastag, akkor nincs szükség fúrásra. Például az automatikus merülőíves hegesztésnél a felső lemezt a hegesztőív egyszerűen megolvasztja.
A hegesztett kötés szerkezeti elemét, amely végrehajtása során az olvadt fém kristályosodása miatt képződik a fűtőforrás mozgási vonala mentén, hegesztésnek nevezzük. Geometriai alakjának elemei (79. ábra):
Szélesség(b);
Magasság (h);
Lábméret (K) sarok-, átlap- és T-csuklókhoz.
A hegesztési varratok osztályozása különféle jellemzőkön alapul, amelyeket az alábbiakban mutatunk be.

Rizs. 79. A varrat geometriai alakjának elemei (szélesség, magasság, lábméret)
1. Csatlakozás típusa szerint:
Csikk;
Szögletes (80. ábra).

Rizs. 80. Sarokvarrás
A sarokvarratokat bizonyos típusú hegesztett kötéseknél alkalmazzák, különösen a lapos, tompa-, sarok- és fedőkötéseknél.
Az ilyen varrás oldalait lábaknak (k) nevezzük, az ABCD zóna az ábrán. A 80. ábra a varrat domborúságának mértékét mutatja, és nem veszik figyelembe a hegesztett kötés szilárdságának kiszámításakor. Végrehajtásakor szükséges, hogy a lábak egyenlőek legyenek, és az OD és a BD oldalak közötti szög 45° legyen.
2. A hegesztés típusa szerint:
Ívhegesztő varratok;
Automata és félautomata merülő ívhegesztő varratok;
Gázzal védett ívhegesztő varratok;
Elektrosalakos hegesztési varratok;
Ellenállás-hegesztési varratok;
Gázhegesztő varratok.
3. A hegesztés végrehajtásának térbeli helyzete szerint (81. ábra):

Rizs. 81. Hegesztések térbeli helyzetüktől függően: a – alsó; b – vízszintes; c – függőleges; g – mennyezet
Vízszintes;
Függőleges;
Mennyezet.
A legkönnyebben az alsó varrás, a legnehezebb a mennyezeti varrás.
Az utóbbi esetben a hegesztők speciális képzésen vesznek részt, és könnyebb mennyezeti varratot készíteni gázhegesztéssel, mint ívhegesztéssel.
4. Hossz szerint:
Folyamatos;
Szaggatott (82. ábra).

Rizs. 82. Szakaszos varrat
A szakaszos varratokat meglehetősen széles körben alkalmazzák, különösen olyan esetekben, amikor nincs szükség a termékek szoros összekapcsolására (a szilárdsági számítások nem tartalmaznak folyamatos varrást).
Az összeillesztett szakaszok hossza (l) 50-150 mm, a köztük lévő rés körülbelül 1,5-2,5-szer nagyobb, mint a hegesztési zóna, és együtt alkotják a varratemelkedést (t).
5. A konvexitás mértéke, azaz a külső felület alakja szerint (83. ábra):
Normál;
Konvex;
Homorú.
Az alkalmazott elektróda típusa határozza meg a hegesztési varrat domborúságát (a’). A legnagyobb konvexitás a vékony bevonatú elektródákra jellemző, míg a vastag bevonatú elektródák normál varratokat eredményeznek, mivel az olvadt fém nagyobb folyékonysága jellemzi őket.

Rizs. 83. A külső felület alakjában eltérő hegesztési varratok: a – normál; b – konvex c – homorú
Kísérletileg bebizonyosodott, hogy a varrat szilárdsága nem növekszik a konvexitás növekedésével, különösen, ha a kapcsolat változó terhelés és rezgés hatására „működik”. Ezt a helyzetet a következőképpen magyarázzuk: nagy domború varrás készítésekor lehetetlen sima átmenetet elérni a varratperemről az alapfémre, ezért ezen a ponton a varrás széle úgymond le van vágva, és főleg itt koncentrálódnak a feszültségek.
Változó és vibrációs terhelések esetén ezen a helyen a hegesztett kötés tönkremehet. Emellett a konvex varratok fokozott fém-, energia- és időfelhasználást igényelnek, vagyis gazdaságtalan megoldás.
6. Konfiguráció szerint (84. ábra):
Egyenes;
Gyűrű;

Rizs. 84. Különféle konfigurációjú varratok: a – egyenes; b – gyűrű
Függőleges;
Vízszintes.
7. A ható erőkkel kapcsolatban (85. ábra):
szegélyező;
Arc;
Kombinált;
Ferde. A külső erők hatásvektora lehet párhuzamos a varrat tengelyével (tipikus oldalerők esetén), merőleges a varrat tengelyére (végerők esetén), szöget zárhat be a tengelyhez (ferde erők esetén) vagy kombinálható oldal- és végerők iránya (összevont erők esetén).
8. Az olvadt hegesztési fém rögzítésének módja szerint:
Bélés és párnák nélkül;
Kivehető és megmaradt acélbetéteken;

Rizs. 85. Hegesztési varratok a ható erőkhöz viszonyítva: a – oldal; hajlít; c – kombinált; g – ferde
Réz-, folyasztó-réz-, kerámia- és azbesztbéléseken, fluxus- és gázpárnákon.
A varrat első rétegének felhordásakor a lényeg, hogy a folyékony fémet a hegesztőmedencében tudjuk tartani.
A szivárgás elkerülése érdekében használja:
Acél, réz, azbeszt és kerámia bélések, amelyeket a gyökérvarrat alá helyeznek. Ezeknek köszönhetően növelhető a hegesztőáram, ami biztosítja az élek behatolását és garantálja az alkatrészek 100%-os behatolását. Ezenkívül a bélések tartják az olvadt fémet a hegesztőmedencében, megakadályozva az égési sérülések kialakulását;
Hegesztett élek közötti betétek, amelyek ugyanazokat a funkciókat látják el, mint a tömítések;
A varrat gyökerének szegése és hegesztése az ellenkező oldalról, anélkül, hogy megpróbálná elérni a behatolást;
Folyasztószeres, folyasztószeres (búváríves hegesztéshez) és gázos (kézi ívhegesztéshez, automatikus és argoníves hegesztéshez) párnák, amelyeket a varrat első rétege alá visznek vagy táplálnak be. Céljuk, hogy a fém ne folyjon ki a hegesztőmedencéből;
Rögzítse az ízületeket a tompavarratok készítésekor, ami megakadályozza a varrat gyökérrétegének égését;
Speciális elektródák, amelyek bevonata speciális alkatrészeket tartalmaz, amelyek növelik a fém felületi feszültségét, és nem engedik kifolyni a hegesztőmedencéből, amikor függőleges varratokat készítenek felülről lefelé;
Impulzusív, amelynek következtében a fém rövid távú olvadása következik be, ami hozzájárul a hegesztési fém gyorsabb lehűléséhez és kristályosodásához.
9. Azon az oldalon, amelyen a varrást felviszik (86. ábra):
Egyoldalú;
Kétoldalú.
10. Hegesztett anyagoknál:
Szén- és ötvözött acélokon;

Rizs. 86. Hegesztési varratok, elhelyezkedésükben különböznek: a - egyoldalas; b – kétoldalas
Színesfémeken;
bimetálon;
Polisztirolhabra és polietilénre.
11. A csatlakoztatandó részek elhelyezkedése szerint:
hegyes vagy tompaszögben;
Derékszögben;
Egy síkban.
12. A lerakódott fém térfogata szerint (87. ábra):
Normál;
legyengült;
Megerősített.
13. A terméken található hely szerint:
Hosszirányú;
Átlós.
14. A hegesztendő szerkezetek alakja szerint:
sík felületeken;
Gömb alakú felületeken.
15. A lerakott gyöngyök száma szerint (88. ábra):
Egyrétegű;
Többrétegű;
Több passz.
A hegesztés előtt az összeillesztendő termékek, szerkezetek vagy alkatrészek éleit megfelelően elő kell készíteni, mivel a varrat szilárdsága függ azok geometriai alakjától

Rizs. 87. A lerakódott fém térfogatában eltérő hegesztési varratok: a – legyengült; b – normál; c – megerősített

Rizs. 88. A hegesztett peremek számában eltérő hegesztési varratok: a – egyrétegű; b – többrétegű; c – többrétegű többlépéses
A formakészítés elemei a következők (89. ábra):
Élvágási szög (?), amelyet 3 mm-nél nagyobb fémvastagság esetén kell elvégezni. Ha kihagyja ezt a műveletet, akkor olyan negatív következmények léphetnek fel, mint a behatolás hiánya a hegesztett kötés keresztmetszete mentén, a fém túlmelegedése és kiégése. Az élek levágása lehetővé teszi a több rétegű, kis keresztmetszetű hegesztést, aminek köszönhetően javul a hegesztett kötés szerkezete, csökkennek a belső feszültségek és deformációk;

Rizs. 89. A kromó elkészítésének elemei
Az összekötendő élek közötti rés (a). A kialakított rés helyessége és a kiválasztott hegesztési mód határozza meg, hogy a varrat első (gyökér) rétegének kialakításakor mennyire lesz teljes a behatolás a hézag keresztmetszetén;
Az élek tompítása (S) azért szükséges, hogy a gyökérhegesztési folyamat bizonyos stabilitást biztosítson. Ennek a követelménynek a figyelmen kívül hagyása a fém kiégéséhez vezet a hegesztés során;
A lemez ferde hossza, ha vastagságkülönbség van (L). Ez az elem lehetővé teszi a sima és fokozatos átmenetet a vastagabb részről a vékonyra, ami csökkenti vagy kiküszöböli a feszültségkoncentráció kockázatát a hegesztett szerkezetekben;
Élek egymáshoz viszonyított eltolása (?). Mivel ez csökkenti a csatlakozás szilárdsági jellemzőit, és hozzájárul a fém behatolásának hiányához és a feszültségfoltok kialakulásához, a GOST 5264–80 elfogadható szabványokat állapít meg, különösen, hogy az elmozdulás nem haladhatja meg a fém 10% -át. vastagság (maximum 3 mm).
Így a hegesztésre való felkészülés során a következő követelményeknek kell megfelelni:
Tisztítsa meg a széleket a szennyeződéstől és a korróziótól;
Távolítsa el a megfelelő méretű letöréseket (a GOST szerint);
Állítsa be a rést az adott típusú csatlakozáshoz kifejlesztett GOST szerint.
Néhány élfajtáról már korábban is szó esett (bár ezeket más szempontból vettük figyelembe) a tompakötések leírásánál, de ennek ellenére ismételten erre kell koncentrálni (90. ábra).
Az egyik vagy másik éltípus kiválasztását számos tényező határozza meg:
Hegesztési módszer;
Fém vastagsága;
A termékek, alkatrészek stb. csatlakoztatásának módja.
Minden hegesztési módhoz külön szabvány került kidolgozásra, amely meghatározza az él-előkészítés formáját, a varrat méretét és a megengedett eltéréseket. Például a kézi ívhegesztést a GOST 5264-80 szerint, az érintkező hegesztést - a GOST 15878-79 szerint, az elektrosalak hegesztést - a GOST 15164-68 szerint stb.

Rizs. 90. Hegesztésre előkészített élek típusai: a – mindkét él ferde; b – egy élű ferde; c – egy él két szimmetrikus ferdével; d – két, kétélű szimmetrikus ferde; d – kétélű ívelt ferde; e – két élű szimmetrikus íves ferde; g – egy élű ferde; h – egy él két szimmetrikus ferdével
Ezenkívül létezik egy szabvány a hegesztési varrat grafikus jelölésére, különösen a GOST 2.312–72. Ehhez használjon ferde vonalat egyirányú nyíllal (91. ábra), amely a varrat területét jelzi.
A hegesztési jellemzők, az ajánlott hegesztési mód és egyéb információk a ferde nyílvonalhoz csatlakoztatott vízszintes polc felett vagy alatt találhatók. Ha a varrás látható, azaz az elülső oldalon van, akkor a varrás jellemzői a polc felett, ha láthatatlan - alatta vannak megadva.

Rizs. 91. Hegesztési varratok grafikus jelölése
A hegesztési varrat szimbólumai további szimbólumokat is tartalmaznak (92. ábra).
Különböző típusú hegesztésekhez betűjelöléseket alkalmaznak:
Ívhegesztés - E, de mivel ez a típus a leggyakoribb, előfordulhat, hogy a betű nem szerepel a rajzokon;
Gázhegesztés – G;
Elektrosalakos hegesztés – Ш;
Hegesztés inert gáz környezetben – I;
Robbantásos hegesztés – Vz;
Plazmahegesztés – Pl;
Ellenállás-hegesztés – Kt;
Hegesztés szén-dioxidban – U;
Dörzshegesztés – Tr;
Hideg hegesztés - X.
Szükség esetén (ha több hegesztési módot alkalmaznak) az alkalmazott hegesztési módszer betűjelét egy vagy másik típus megjelölése elé kell helyezni:

Rizs. 92. A hegesztési varrat további megnevezései: a – szakaszos varrat láncszelvényekkel; b – szakaszos varrás sakktáblás metszetsorral; c – varrás zárt kontúr mentén; d – varrás nyitott kontúr mentén; d – beépítési varrat; e – varrás eltávolított megerősítéssel; g – varrás sima átmenettel az alapfémhez
Kézi – P;
Félautomata – P;
Automata – A.
Merülő ív – F;
Hegesztés aktív gázban fogyóelektródával - UP;
Hegesztés inert gázban fogyó elektródával - IP;
Inert gázban történő hegesztés nem fogyó elektródával - IN.
A hegesztett kötésekhez speciális betűjelölések is vannak:
Fenék – C;
Tavrovoe – T;
kör – N;
Szög - U. A betűk utáni számok használatával a hegesztett kötés számát a GOST szerint határozzák meg a hegesztéshez.
A fentieket összefoglalva megállapíthatjuk, hogy a hegesztési varratok szimbólumai egy bizonyos szerkezetté fejlődnek (93. ábra).
A hegesztés biztosítja a fémek tartós összekapcsolását azáltal, hogy erős interatomikus kötéseket hoz létre az elemek között (ha deformálódtak). A szakértők tudják, milyen típusú hegesztőgépek léteznek. A segítségükkel kapott varratok alkalmasak azonos és eltérő fémek, ezek ötvözeteinek, adalékos alkatrészek (grafit, kerámia, üveg) és műanyagok összekapcsolására.
Az osztályozás alapja
A szakértők a hegesztési varratok osztályozását dolgozták ki a következő elv szerint:
- végrehajtásuk módja;
- külső jellemzők;
- rétegek száma;
- hely a térben;
- hossz;
- célja;
- szélesség;
- hegesztett termékek működési feltételei.
A végrehajtás módjától függően a hegesztési varratok lehetnek egy- vagy kétoldalasak. A külső paraméterek lehetővé teszik a megerősített, lapos és gyengített osztályozást, amelyeket a szakértők konvexnek, normálnak és konkávnak neveznek. Az első típusok hosszú ideig képesek ellenállni a statikus terhelésnek, de nem elég gazdaságosak. A homorú és normál illesztések jól ellenállnak a dinamikus vagy váltakozó terheléseknek, mivel a fémről a varratra való átmenet zökkenőmentes, és a feszültségkoncentráció kockázata, amely tönkreteheti, az 1. mutató alatt van.

A hegesztés a rétegek számát figyelembe véve lehet egy- vagy többrétegű, a menetek számát tekintve pedig egy- vagy többmenetes. A többrétegű csomópontokat vastag fémek és ötvözeteik megmunkálására, illetve szükség esetén a hőhatászóna csökkentésére használják. A járat egy hőforrás mozgása (1 alkalommal) az alkatrészek felületkezelése vagy hegesztése során egy irányban.
A perem egy hegesztési fémdarab, amely egyetlen menetben hegeszthető. A hegesztési réteg egy fém csomópont, amelyben több, azonos keresztmetszeti szinten elhelyezkedő gyöngy található. Térbeli helyzetük alapján a varratok alsó, vízszintes, függőleges, csónak alakú, félig vízszintes, félig függőleges, mennyezeti és félig mennyezetre oszthatók. A diszkontinuitás vagy kontinuitás jellemzője kiterjedésről beszél. Az első típusokat tompavarratokhoz használják.
Az osztályozás alapelvei
A tömör kapcsolatok lehetnek rövidek, közepesek vagy hosszúak. Vannak zárt, tartós és tartós varratok (céljuknak megfelelően). A szélesség segít a következő típusokba sorolni őket:
- kiszélesítettek, amelyek az elektróda keresztirányú, oszcilláló mozgásával készülnek;
- menet, amelynek szélessége kissé meghaladhatja vagy egybeeshet az elektróda átmérőjével.
A hegesztett termékek jövőbeni felhasználási körülményei azt sugallják, hogy az illesztések működhetnek és nem működnek. Az elsők jól tűrik a terhelést, míg a többiek egy hegesztett termék alkatrészeinek összekapcsolására szolgálnak. A hegesztett kötéseket keresztirányú (amelyben az irány merőleges a varrat tengelyére), hosszirányú (a tengellyel párhuzamos irányban), ferde (a tengelyhez képest szöget bezárva) és kombinált (a használat kereszt- és hosszanti varratok).

A forró fém tartásának módja lehetővé teszi a következőkre bontást:
- a megmaradt és eltávolítható acélbetéteken;
- további bélések, párnák nélkül;
- folyósító rézből, rézből, azbesztből vagy kerámiából készült béléseken;
- gáz- és fluxuspárnákon.
Az elemek hegesztési folyamatában használt anyagokat színesfémek, acél (ötvözet vagy szén), vinil műanyag és bimetál vegyületeibe sorolják.
A hegesztendő termékek részeinek egymáshoz viszonyított elhelyezkedésétől függően vannak derékszögű, tompa vagy hegyesszögű és ugyanabban a síkban elhelyezkedő kötések.
A hegesztés során keletkező állandó csatlakozások a következők:
- sarok;
- csikk;
- T-rudak;
- kör vagy vége.
Az építési munkák során a saroknézeteket használják. Ezek az elemek megbízható összekapcsolását foglalják magukban, amelyek egy bizonyos szögben egymáshoz képest helyezkednek el, és az élek találkozásánál hegeszthetők.
A tompatípusokat hegesztőtartályokban vagy csővezetékekben alkalmazták. Segítségükkel az alkatrészeket olyan végekkel hegesztik, amelyek ugyanazon a felületen vagy ugyanabban a síkban helyezkednek el. A felületek vastagságának nem kell azonosnak lennie.
Az átfedő típusokat fémtartályok gyártásában, építőipari munkákban és hegesztőtartályokban használják. Ez a típus azt feltételezi, hogy az egyik elem egy másikra van ráhelyezve, hasonló síkban helyezkedik el, részben átfedve egymást.
A hegesztési munka során különféle típusokat kapnak, amelyek nemcsak fémeket, hanem más, eltérő anyagokat is képesek összekapcsolni. Az állandó szerelvénybe egyesített elemek több részre osztható kapcsolatot alkotnak.
Hegesztési zónák
A hegesztési folyamat során kapott csatlakozás a következő zónákra oszlik:
- A fúziós hely a nem nemesfém és a kapott hegesztési varrat fém közötti határvonal. Ebben a zónában vannak olyan szemcsék, amelyek szerkezetükben különböznek az alapfém állapotától. Ez a hegesztési folyamat során bekövetkező részleges olvadás miatt következik be.
- A termikusan érintett terület az alapfém olyan zónája, amely nem olvadt át, bár szerkezete megváltozott a fém hevítése során.
- A hegesztési varrat olyan szakasz, amely a fém hűtési folyamata során a kristályosodás során keletkezik.
A hegesztési kötések típusai
Az összekapcsolt termékek egymáshoz viszonyított helyétől függően a csatlakozások a következő típusokra oszthatók:

- Csikk. A szerkezeti elemek összekapcsolása ugyanabban a síkban történik, végükkel egymás felé. A csatlakoztatott részek különböző vastagságától függően a végek egymáshoz képest függőlegesen mozoghatnak.
- Háromszög alakú betoldás. Ebben az esetben a végek szögben vannak igazítva. A hegesztési folyamat az alkatrészek szomszédos szélein történik.
- Átfedő kapcsolat. A hegesztéshez használt alkatrészek párhuzamosan helyezkednek el, részleges átfedéssel.
- Csatlakozás befejezése. A hegesztendő elemeket egymással párhuzamosan kell elhelyezni, és a végükön összeilleszteni.
- T-csukló. Ebben az esetben az egyik rész vége szögben kapcsolódik a másik oldalához.
A hegesztési kötéseket a hegesztési varratok típusai is jellemzik, amelyek bizonyos szempontok szerint minősíthetők.
Hegesztési paraméterek
Számos paraméterrel jellemezhető az összes kapott hegesztés:
- a szélesség a varrat határai közötti méret, amelyeket látható fúziós vonalak húznak;
- a varrás gyökere a hátoldala, amely az elülső résztől a legnagyobb távolságban található;
- konvexitás - a varrás legdomborúbb részében van meghatározva, és az alapfém síkjától a legnagyobb kiemelkedés határáig terjedő távolság jelzi;
- homorúság - ez a mutató akkor releváns, ha hegesztésben fordul elő, mert valójában ez egy hiba; ezt a paramétert azon a helyen határozzák meg, ahol a varrás a legnagyobb elhajlású - a homorúság méretét attól mérik az alapfém síkjához;
- a varrás lába - csak a sarok- és T-csuklókban fordul elő; Ezt a mutatót az egyik hegesztett rész oldalfelülete és a második felületén lévő varrat határvonala közötti legrövidebb távolság méri.
Varratok típusai a kivitelezés módja szerint

A hegesztési varratok típusai térbeli helyzet és hossz szerint
A következő hegesztési pozíciók vannak:
- alacsonyabb, ha a hegesztett varrat az alsó vízszintes síkban van, azaz 0°-os szöget zár be a talajhoz képest;
- vízszintes, a hegesztési irány vízszintes, és az alkatrész 0º és 60º közötti szöget zárhat be;
- függőleges, ebben a helyzetben a hegesztendő felület 60º és 120º közötti síkban van, és a hegesztés függőleges irányban történik;
- mennyezet, ha a munkát 120-180º-os szögben végzik, vagyis a hegesztési varratok a mester felett helyezkednek el;
- „csónakban” ez a helyzet csak a sarok- vagy T-kötésekre vonatkozik, az alkatrészt ferdén helyezik el, és a hegesztést „sarokban” végzik.
Hosszúság szerinti bontás:
- folyamatos, szinte minden varrás így készül, de vannak kivételek;
- szakaszos varratok, csak a sarokkötésekben fordulnak elő; Az ilyen típusú kétoldalas varratok akár sakktáblás, akár láncos mintával készülhetnek.
Élvágás

Ezt a tervezési jellemzőt akkor használják, ha a hegesztéshez használt fém vastagsága meghaladja a 7 mm-t. Az élkezelés a fém eltávolítása az élekről meghatározott formában. Ezt a folyamatot a tompavarratok egymenetes hegesztésével hajtják végre. Ez szükséges a megfelelő hegesztés eléréséhez. Ami a vastag anyagot illeti, a vágás szükséges ahhoz, hogy a gyökérjárat kezdetben megolvasztható legyen, majd a következő hegesztett gyöngyök segítségével, egyenletesen kitöltve az üreget, a fémet a teljes vastagságban hegesztjük.
Élvágás akkor végezhető el, ha a fém vastagsága legalább 3 mm. Mert alacsonyabb értéke átégéshez vezet. A vágást a következő tervezési paraméterek jellemzik: rés - R; vágási szög - α; tompaság - p. Ezen paraméterek elhelyezkedése a hegesztési rajzon látható.
Az élek vágása növeli a kellékek mennyiségét. Ezért ezt az értéket minden lehetséges módon igyekeznek minimalizálni. Tervezés szerint több típusra oszlik:
- V alakú;
- X alakú;
- Y alakú;
- U alakú;
- réselt.
A vágóélek jellemzői
A hegesztett anyag kis vastagságánál (3-25 mm) általában egyoldalas V-alakú hornyot használnak. A ferdeség mindkét végén vagy az egyiken végrehajtható. 12-60 mm vastagságú fémet célszerű kétoldalas X alakú horonnyal hegeszteni. Az α szög X, V alakban vágáskor 60º, ha csak az egyik élen hajtjuk végre a ferdeséget, akkor az α értéke 50º lesz. 20-60 mm vastagságnál a lerakódott fém leggazdaságosabb felhasználása U-alakú vágással lesz. A ferde egy vagy mindkét végén is elkészíthető. A tompulás 1-2 mm, a résérték 2 mm lesz. Nagy fémvastagság esetén (60 mm felett) a leghatékonyabb módszer az élek hornyolása. Ez az eljárás nagyon fontos a hegesztett kötéseknél, számos hegesztési tényezőt befolyásol:

Szabványok és GOST-ok
- A GOST 5264-80 szerinti kézi varratok és csatlakozások típusokat, hegesztési méreteket tartalmaznak, elektródákkal borítva minden térbeli helyzetben. Ez nem csak az acél csővezetékeket foglalja magában.
- Acél csővezetékek hegesztése. GOST 16037-80 - meghatározza a gépesített hegesztési módszer fő típusait, él-előkészítését, tervezési méreteit.
- rézből és réz-nikkel ötvözetekből. GOST 16038-80.
- Alumínium ívhegesztés. GOST 14806-80 - alak, méretek, élek előkészítése alumínium és ötvözeteinek kézi és gépesített hegesztéséhez, a folyamatot védő környezetben végzik.
- Elmerült. GOST 8713-79 - a hegesztési varratok és csatlakozások automatikus vagy gépesített felfüggesztett hegesztéssel, fluxuspárnán készülnek. 1,5 és 160 mm közötti fémvastagságra vonatkozik.
- Alumínium hegesztése inert gázokban. GOST 27580-88 - szabvány kézi, félautomata és Nem fogyasztható elektródával inert gázokban töltőanyaggal, és 0,8-60 mm alumíniumvastagságra vonatkozik.
Hegesztési jelölés
A szabályozási dokumentumok szerint a hegesztési varratok jelenléte az általános nézetben vagy az ábrán látható. A hegesztési varratok folyamatos vonalként jelennek meg, ha láthatóak. És ha fordítva, akkor szaggatott szegmensekkel. Ezekből a vonalakból az egyirányú nyilakkal ellátott vezetőket rajzolják. A hegesztési varratok szimbóluma a polcon készül a vezetőtől. A felirat a polc felett van, ha a varrás az elülső oldalon van. A fordított változatban a jelölés a polc alatt található. Ez a varrással kapcsolatos információkat tartalmazza a következő sorrendben:
- Segédjelek. A vezető és a polc metszéspontjában egy ikon lehet:
○ - zárt varrás;
┐ - a varrat hegesztése a telepítés során történik.

- azok szerkezeti elemei és GOST kapcsolatai.
- A varrás neve a szabvány szerint.
- Hegesztési módszer a szabályozási szabványoknak megfelelően.
- A láb van feltüntetve; ez a tétel csak a sarokkötésekre vonatkozik.
- Varrat folytonossági zavar, ha van. Itt van feltüntetve a hegesztési szakaszok emelkedése és elhelyezkedése.
- További kiegészítő értékű ikonok. Tekintsük őket külön-külön.
Segédszimbólumok
Ezek a jelölések a polc tetején is megjelennek, ha a hegesztési varrat látható a rajzon, és alatta, ha nem látható:
- ---varrat megerősítés eltávolítása;
- felületkezelés, amely zökkenőmentes átmenetet biztosít az alapfémhez, kiküszöbölve a megereszkedést és az egyenetlenségeket;
- a varrás nyitott vonal mentén készül; ez a jelölés csak a rajzon látható hegesztési varratokra vonatkozik;
- a hegesztett kötés felületkezelésének tisztasága.
Az egyszerűsítés kedvéért, ha a szerkezet összes varrata ugyanazon GOST szerint készül, azonos élelőkészítéssel és szerkezeti méretekkel rendelkezik, a jelölést és a hegesztési szabványt a műszaki követelmények tartalmazzák. Lehet, hogy a kialakításban nem minden, de nagyszámú azonos varrat található. Ezután csoportokra osztják őket, és mindegyik csoporthoz külön sorszámot rendelnek. A teljes jelölés egy varraton van feltüntetve. A többi csak sorozatszámot kapott. A csoportok számát és az egyes varratok számát fel kell tüntetni a szabályozási dokumentációban.
Mind alacsony épületekben, mind nagy házak, iroda- és sportközpontok építésében használják. Hegesztéssel 2 vagy több alkatrészt 1-be kell csatlakoztatni. Ez erős és megbízható varrást hoz létre, amely hosszú ideig tart anélkül, hogy eltörne vagy károsítaná az alkatrészt.
Ezenkívül a hegesztett kötések és varratok egyaránt használhatók homogén típusú acélból készült fémrészek és különböző ötvözetekből készült elemek összekapcsolására. Az ilyen összetett munkákhoz a megfelelő hegesztési technológiát, áramerősséget és fogyóeszközöket (elektródákat) kell kiválasztani. Ezenkívül a hegesztőnek elegendő tapasztalattal és készségekkel kell rendelkeznie ahhoz, hogy megakadályozza az alkatrész égését, és elkerülje a szükségtelen feszültséget és deformációt a további működés során.
A hegesztési varratok osztályozása
Minden hegesztett kötést speciális dokumentáció szabványosít, amely meghatározza a hegesztés fogalmait, területeit és helyeit. A leírt terminológia a műszaki dokumentációra vonatkozik, amelyet a varratok elkészültekor mellékelnek. Ugyanezek a fogalmak szerepelnek az oktatási és módszertani kézikönyvekben, amelyek a hegesztők képzésére, valamint a továbbképzésekre és a továbbképzésekre szolgálnak.

Hegesztési osztályozó táblázat.
Az általánosan elfogadott rövidítések használatával a csatlakozási jelölési dokumentáció vagy általános specifikáció hiányában is meg lehet határozni, hogy az épületszerkezet egy adott helyén melyik hegesztési kötés készül. A következő konvenciók elfogadottak: a tompahegesztett kötéseket általában „C” betűvel jelölik; átlapoló varrat készítésekor „H” betűvel; ha T-kötések vannak, akkor a specifikáció „T” betűvel jelöli; sarok ízületek – „U”.
Alapvetően a hegesztési kötések és varratok több szempont szerint oszthatók fel:
A végső keresztmetszeti alak szerint:
- A tomparészeket, vagyis a hegesztendő részeket egy sík mentén helyezzük el.
- Szögletes, amikor a fém részek szöget zárnak be egymással, és a nagysága nem számít.
- Hornyolt, ha az egymásra helyezett részek kölcsönösen megolvadnak. Ebben az esetben az egyik rész (felső) teljesen, a hegesztett kötés másik része (alsó) pedig csak részben. Maga a varrás egy szegecs. Ezt a csatlakozást elektromos szegecskötésnek is nevezik.
A hegesztési konfiguráció szerint:
- egyenes jellem;
- görbe vonalú megjelenés;
- gyűrű típus.

A hegesztett csatlakozás időtartama szerint:
- Összeköttetések folyamatos varrással. Hosszúságuk 300 mm-től 1 m-ig terjed.
- Amelyeket szakaszosan hajtanak végre. Ebben az esetben a varrás helye lehet láncban, sakktábla mintázatban, az alkatrész tervezési jellemzőitől és a követelményektől függően.
Az alkalmazott hegesztési technológia szerint:
- ívhegesztés további eszközök (gáz, folyasztószer) használata nélkül;
- gázt (például argont) tartalmazó környezetben végzett hegesztés.
Az alkalmazott hegesztőelemek száma szerint:
- egyoldalú;
- kétirányú kapcsolat;
- többrétegű.
A hegesztés eredményeként képződött fém mennyisége szerint:
- Normál;
- megerősített;
- legyengült.
Általában nincs szigorú felosztás minden típusú osztályozásra. Működés közben a hegesztett kötések egyenes tompaerősítésűek lehetnek. Vagyis a kombinációk nagyon sokfélék lehetnek, a fémszerkezet összetettségétől, a merevség és megbízhatóság követelményeitől, a fogyóeszközök elérhetőségétől és a hegesztő szakértelmétől függően.
A hegesztett kötések jellemzői

A hegesztett kötések fő típusai.
Attól függően, hogy végül hogyan alakul, figyelembe kell venni a megvalósítás és a végrehajtási technológia jellemzőit.
A tompahegesztett kötések az alkatrészek egymáshoz olvadással történő összekapcsolása. Az alkatrészeket ugyanabban a síkban helyezik el, és leggyakrabban ívhegesztést alkalmaznak. Ezenkívül az ilyen varratok felhasználhatók különböző élű alkatrészek összekapcsolására. A hegesztési élkezelés a lemez vastagságától függ. Ha a munka során különböző vastagságú részeket kell összekötni, akkor a vastagabb élt le kell ferdíteni, hogy illeszkedjen a kisebbhez. Ez biztosítja a biztonságos varrást.
A hegesztéssel érintett élek típusa szerint a tompahegesztett kötések a következőkre oszthatók:
- olyan részek, amelyeknek nincs élferde. 3-5 mm vastagnak kell lenniük;
- ívelt élű elemek;
- „U” betűt formázó élű részek, vastagságuk 20-60 mm;
- „X” alakú élű alkatrészek, fémvastagság 12-40 mm.
Tudjon meg többet a kapcsolatokról
A tompahegesztések feszültségértéke a legalacsonyabb, és kevésbé hajlamosak a deformációra. Ez határozza meg gyakori használatukat. A tompakötés készítésekor a fémfelhasználás minimális, magát a munkára való felkészülést gondosan és körültekintően kell elvégezni.

A T-alakú elemek fémrészek csatlakozásai, amikor az egyik a másikra merőlegesen helyezkedik el. Az eredmény egy „T” betű alakú kötés. Ennél a típusnál maga a varrás az egyik vagy mindkét oldalon elhelyezhető. Minden a merevség követelményeitől, a munkavégzés műszaki és konstruktív képességétől függ. A T-rúdrendszereket rácsos tartókeretek, különféle típusú oszlopok és állványok összeszerelésére használják. Ezenkívül ez a csatlakozás jó hegesztőgerendákhoz.
A sarokkötéseket olyan esetekben végezzük, amikor a szerkezet elemei nem viselnek jelentős feszültséget. Például konténerek és tartályok hegesztésekor. A szükséges megbízhatóság és szilárdság biztosítása érdekében a hegesztett fém vastagsága nem haladhatja meg az 1-3 mm-t. Sarokcsatlakozásnál az alkatrészeket a kívánt szögben egymáshoz helyezik és hegesztik. A szög mérete nem számít. A varrás mindkét oldalon folyamatos, hogy a nedvesség ne tudjon behatolni.
Az átlapolt ízületek akkor jönnek létre, ha az alkatrészek egymással párhuzamosan helyezkednek el. A varrat a fémelemek oldalfelületein található. A fém élei nem igényelnek további feldolgozást, ellentétben a tompa módszerrel. Mind az alap-, mind a lerakott fém költségei jelentősek lesznek.

Maga a szerkezet vastagsága ezzel a kezeléssel legfeljebb 12 mm. Annak elkerülése érdekében, hogy a nedvesség behatoljon magába a csatlakozásba, mindkét oldalon meg kell tenni.
A T-kötések, átlapolt illesztések és sarokkötések varratai kis szegmensek formájában, azaz pontmódszerrel készíthetők. Ha előzetes lerakásra van szükség, akkor azokat kerek formában készítik el. Azok. akkor keletkeznek, amikor az egyik rész teljesen, a másik rész pedig részben megolvad.
További pontok
Az ívhegesztés ismert eljárásai az élek további feldolgozása nélkül kézi munkában 4 mm, gépesített munkában 18 mm fémvastagsággal végezhetők. Ezért, ha jelentős vastagságú részeket kell hegeszteni kézi ívtechnikával, akkor az éleket további feldolgozásra van szükség.
A csatlakozási geometria elemei közé tartozik az elemek közötti rés, a hegesztésben részt vevő alkatrészek vágási szöge, ferde és egymáshoz viszonyított eltérése. A ferdeszög határozza meg a vágási szöget, ami meghatározó az ívnek a varrat teljes mélységéhez való szükséges hozzáférésének biztosításához, ami magának a varrásnak a teljes kivitelezését jelenti. A szög a csatlakozás típusától és a feldolgozási módtól függően általában 20-60°, 5° tűréssel. A rés mérete 0-4 mm.