Milyen típusú hegesztési varratok léteznek és jellemzőik. Hegesztési varratok típusai Hegesztési varratok típusai hossz szerint
A fémszerkezet azon részét, amelyben a hegesztési művelet során különböző alkatrészeket kombinálnak, hegesztési kötésnek nevezzük. A hegesztések erőssége eltérő lehet. A hegesztési kötés egyetlen hegesztést is tartalmazhat. Ez a hőhatás helye a fémek kapcsolódási pontján. Ennek a hatásnak a hatására a fém lehűtve megolvad és kikristályosodik. A hegesztés minőségét nagymértékben befolyásolják a fém jellemzői a hőhatás helyén.
A hegesztési pontok típusa a csatlakozás típusától függően
A tompavarratokat tompakötésekben használják. Folyamatosan hajtják végre. A különbség a szakasz végén a síkot előkészítő műveletekben és az érintkezésre előkészített elemekben rejlik. Ez lehetővé teszi a teljes hozzáférést a hegesztési helyhez, és biztosítja a síkok leghatékonyabb hegesztését a teljes vastagságban.
A tompavarratok között különböző típusok különböztethetők meg:

- Egyoldalas és kétoldalas fűrészélek nélkül.
- Az egyik él egy- vagy kétoldali fűrészelésével.
- Mindkét él egyoldali fűrészelésével.
- V vagy X fűrészelés.
- Mindkét él kétoldalas fűrészelése.
A sarokkötések típusát akkor használják, ha sarokvarratok hegesztésére van szükség. Az ilyen kötések gyártásához sarokvarratokat használnak. Folytonosság és rés szerint oszthatók fel.
A fenti típusok kiegészíthetők egy másik fajtával, amely mind a fenékre, mind a sarkira vonatkozik. Ezek parafa és hasított fajták. A hornyolt típust akkor használjuk, ha a felső réteget, esetleg az alatta lévőket a fő elemhez kell olvasztani. A megvastagodott rétegek érintkezésekor a gyártott szellőzőnyílások mentén hornyolt varratok és csatlakozások készülnek. Ebben a formában „parafának” vagy ívhegesztés esetén „elektromos szegecsnek” nevezik őket.
Vissza a tartalomhoz
Különféle hegesztési varratok
Különbségek a hegesztésben és a hegesztési varratok típusaiban a térben való tartózkodásuk szerint:
- vízszintes varratok hegesztése;
- mennyezeti varratok hegesztése;
- alsó varratok.
Alul, sík síkban elhelyezett hegesztési munkákhoz használható. Technikailag a legegyszerűbb a kivitelezésük. Az ízületek nagy szilárdságát a kényelmes körülmények magyarázzák, amelyekben az olvadt fém saját súlya alatt a vízszintesen elhelyezkedő hegesztési medencébe rohan. Ez a munka a legkönnyebben elvégezhető és könnyen követhető. Az átfedő szerkezetekben az alsó helyzetben lévő szén folyamatos, keresztirányú rezgések nélkül.

Vízszintes hegesztések. A vízszintes pontok hegesztési folyamata bizonyos nehézségekkel jár. Függőleges felületen végzett kereszthegesztés során az olvadt fém az alsó élhez áramolhat. Ennek eredményeként a felső szélén alávágás jelenhet meg. Ennek a módszernek a használata a vízszintes helyzetben előállított szénpontok hegesztésénél meglehetősen egyszerű és nem okoz nehézséget. Maga a munka hasonló az alsó helyzetben végzett hegesztési munkához, és a szükséges varrattól függ.
Függőleges hegesztések. Függőleges részek hegesztésekor az alatta lévő fém úgy van kialakítva, hogy az olvadó fémet felül tartsa, de végül érdes és pelyhes lesz. Lefelé haladva sokkal nehezebb minőségi kapcsolatot elérni. A függőleges varratok álló síkban történő hegesztése csak alulról felfelé haladva lehetséges és fordítva.
Mennyezeti varratok. A legnehezebben kivitelezhető hegesztési munka. Működés közben nehézkes a gázok és salakok felszabadulása, valamint az olvadék folyásának megőrzése és a pontszilárdság elérése is. De annak ellenére, hogy minden mennyezeti hegesztési technikát követnek, a varratok megbízhatósága még mindig rosszabb, mint a más pozíciókban készített hegesztési varratok.
A hegesztett kötések jellemzőinek osztályozása vázlat szerint:
- hosszanti varratok hegesztése;
- körkörös varratok létrehozása.

A hosszanti hegesztési munkák elvégzéséhez a fémet alaposan elő kell készíteni a tervezett hegesztés helyén. Az alkatrészek felületét meg kell tisztítani a sorjaktól, élektől és egyenetlenségektől. Hosszanti hegesztési munkáknál a varrat csak akkor lehetséges, ha a szükséges felületeket teljesen megtisztítják és zsírtalanítják.
Kerületi varratok. A körök hegesztése nagy körültekintést és pontosságot igényel, a hegesztőáramok kalibrálása is szükséges, különösen kis átmérőjű munka esetén.
A kerületi varratok hegesztése körvonalakban eltérő. Ők:
- konvex;
- homorú;
- lakás.
Vissza a tartalomhoz
Hegesztési varratok geometriája
A fő geometriai paraméterek a következők: szélesség, görbület, konvexitás és a kötés gyökere.
A szélesség a fémfúzió láthatóan eltérő felületei közötti rés. A görbület a hegesztési pont látható szélei mentén folyó terület és egy bizonyos fém közötti rés a szélsőséges homorúság pontjában.
A konvexitás méréséhez a szintekhez viszonyított rést kell meghatározni, amely a hegesztési varrat és az alapfém látható élei mentén folyik a maximális domborúság pontján. A gyökér a profilszinttől rendkívül távol eső él, ami tulajdonképpen a hátoldala.
Az ilyen varratokat a méretszabványok szerint oszthatja fel:
- láb;
- vastagság;
- tervezési magasság.

A sarokhegesztéshez használt sarokvarratnál az első hegesztendő alkatrész szintjétől a következő alkatrészen lévő varrat széléig tartó hossz a sarokvarrat szára. A láb az egyik fontos jellemző, amelyet a hegesztési munkák során be kell tartani. Az egyszerű, egyetlen méretű szénkötéseknél a hegesztési lábat az éleinek mérete határozza meg. A T alakú szerkezetek hegesztésénél a láb fix méretű, és egyetlen dimenziójú anyagokat használnak. És ha különböző méretű T-alakú szerkezeteket használunk a hegesztési munkákban, akkor ez megegyezik egy vékonyabb fém vastagságával. A maximális kötésszilárdság eléréséhez a lábnak megfelelő méretűnek kell lennie; ha túl nagy lábat használ, hegesztési hibák léphetnek fel.
A kezdők megkönnyíthetik az alkatrészekkel való munkát, ha „csónakban” helyezik el őket hegesztésre. „Csónakban” történő hegesztéskor csökken az alávágások valószínűsége, és a zár erősebb lesz.
A szénhegesztés vastagsága a szintje és az alapfém maximális behatolási pontja közötti maximális távolság.
Mire kell emlékezni a sarokkötések hegesztésekor? A sarokvarratok esetében a homorú, az alaphoz sima átmenettel rendelkező síkforma tekinthető kedvezőnek. Ennek oka a gyökér teljes vastagságának hegesztése a szénvarratokban. A legtöbb esetben a lábat és a vastagságot bizonyos mintákkal mérik.
A lehető legerősebb kapcsolat eléréséhez számos tényezőre kell hivatkoznia. Ezeket figyelembe veszik a csatlakozás típusának meghatározásakor a hegesztett termékek szükséges jellemzőitől függően.
A hegesztési varratok az összeillesztendő munkadarabok azon területe, amely közvetlenül ki van téve a láng, az elektromos ív/plazma vagy a lézersugár hőjének. A hegesztett kötés megjelenése alapján megítélhető a hegesztő végzettsége, a szerkezet technológiai rendeltetése, sőt a hegesztési mód is.
Egy tipikus hegesztés a következőket tartalmazza:
- A lerakódott fém zónája (a hegesztőelektródától vagy az összekapcsolt munkadarabok alapfémétől).
- Mechanikus fúziós zóna.
- Hőhatás zóna.
- Átmeneti zóna az alapfémhez.
Egy hegesztési szakasz vizsgálatakor bármely területen a fenti zónák lehatárolása nagyon egyértelműen meghatározható. Kivételt képeznek a vékonyfalú és kisméretű alkatrészek összekapcsolására szolgáló lézeres technológiák, amikor a fényáram pontos lokalizációja miatt előfordulhat, hogy néhány zóna hiányzik.
A lerakódott fémzóna egy folyamatos öntött szerkezet, amely attól a pillanattól következik be, amikor az elektróda vagy a munkadarab olvadni kezd. A hagyományos mikrometszeteken ez a zóna nem látható az azt alkotó részecskék különösen finom diszperziója miatt. A zónát a legnagyobb keménység jellemzi, de gyakran vannak felületi hibák, amelyeket hegesztési salak, légköri oxigén, hegesztési fluxusmaradványok stb. együttes hatása okoz.
A mechanikai fúziós zóna hossza az összekapcsolandó alkatrészek fémeinek hődiffúziós aktivitásával függ össze. Az egyik fémnek a másikba való intenzív behatolásával a fúziós zóna mélysége elérheti az öntött zóna térfogatának 40-50% -át. A zóna összetétele heterogén: az alapfém szerkezetével együtt az alapfémben jelen lévő intermetallikus szén-nitrogénvegyületek ötvözőelemekkel lehetnek jelen. Leggyakrabban ebben a zónában volfrám, króm, vas durva karbidjai, valamint ugyanazon fémek kisebb nitritjei találhatók.
A hőhatás zóna szerkezetében hasonlít a hőkezelt fém felületi zónáira nagy sebességű és felületi keményedés vagy keményedés esetén. Közvetlenül a mechanikai fúziós térfogatok mellett található az úgynevezett „fehér réteg” - a fém nem maró része ebben a zónában. A fehér réteg keménysége maximális, és gyakran meghaladja a mechanikai fúziós zónát. Ennek oka a termikus folyamatok, amelyek energiája már nem elég az olvasztáshoz, de elég az ultra-nagy sebességű keményítéshez (különösen, ha a hegesztést inert gázréteg alatt végezzük). Még mélyebben vannak a szerkezeti átalakulások zónái, amelyek összetétele az acél minőségétől függ. Például a rozsdamentes acélok hegesztése után a vizsgált zóna fő összetevője az ausztenit, szerszámacéloknál - martenzit stb.
Az alapfémhez való átmeneti zónában troostit, visszatartott ausztenit, perlit és más komponensek szerkezetei vannak, amelyek viszonylag kis hőmérséklet-különbségek mellett képződnek.
A hegesztés minőségét a keménység és a szerkezeti homogenitás ugrásai határozzák meg: minél kisebbek, annál tartósabb és erősebb lesz a hegesztés.
Így a varrat szerkezete heterogén, főbb fizikai és mechanikai jellemzőinek (keménység, szilárdság, egyenletesség stb.) összehasonlító elemzése határozza meg a hegesztett kötés minőségét.
A hegesztett kötések típusainak osztályozása különféle tényezőkön alapulhat: geometriai, szerkezeti, technológiai és szilárdságon.
A hegesztett kötések elhelyezkedése szempontjából a következőkre oszthatók:
- Vízszintes.
- Függőleges.
- Hajlamos.
- Az alsóbbak.
Minden típusú hegesztési varrat közül az alsó, amelyben az eredeti munkadarab éleinek vágása 
Vízszintes varrat akkor jön létre, ha az előkészített felületek a hegesztőelektróda síkjára merőlegesen helyezkednek el. Az előállítási módszerek hasonlóak a fent leírtakhoz, de a hegesztőelektródák és a fluxusok fogyasztása nő, mivel az olvadék egy részét a gravitáció elviszi a hegesztési zónából.
A függőleges varratok előállításának feltételei még nehezebbek. Itt a növekvő fémveszteségek mellett a geometriai jellemzők egyenetlensége is nő: az utolsó szakaszokban a varrat vastagabbnak bizonyul, és a mechanikai paraméterek romlásának valószínűsége a vízszintes és az alsó típusokhoz képest nő.
A legrosszabb minőség a függőleges varratok esetében. Még automatikus hegesztés esetén is nagy a fémveszteség. Ezenkívül ebben az esetben speciális folyamatbiztonsági intézkedésekre van szükség, hogy megakadályozzák a felületek meggyulladását, az összeillesztendő munkadarabok szomszédos területeinek megolvadását stb. A hegesztett szerkezetek tervezésekor a függőlegesen elhelyezett varratok számának minimálisnak kell lennie.
A hegesztett kötések típusait kialakításuk tervezési elve szerint is osztályozhatjuk. Ennek megfelelően a hegesztési varratok lehetnek: 
- Csikk.
- Átfedés.
- Sarok.
- Tavrov.
- Elektromos szegecsekhez.
A tompakötés optimálisnak tekinthető a „költség-hatékonyság-erő” arány szempontjából. A varrat méretei az illesztési terület megfelelő előkészítésével (vágás típusa, él-előkészítés, hézagok) gyakorlatilag nem torzítják a felület alakját. A tompakötés minősége a munkadarabok vastagságától függ. Legfeljebb 4 mm vastagságban (a továbbiakban minden méret alacsony és közepes széntartalmú acélokra vonatkozik) gyakrabban végeznek egyoldali élvágást, 8-10 mm vastagságig - kétoldalas U/V-alakú, vastagabb részekkel pedig X-alakú. Ennek megfelelően a szomszédos részek közötti rés is megváltozik: különösen vékony munkadarabok esetén az értéke nem haladhatja meg az 1-2 mm-t.
Az átlapolt kötést olyan helyzetekben használják, amikor nincs elég szabad hely a szokásos módon történő hegesztéshez. A munkadarabok vastagsága nem haladhatja meg a 8-10 mm-t, és az egyenlő szilárdság biztosítása érdekében mindkét oldalon elő kell készíteni. Ha az élek levágása nem lehetséges, akkor a keresztmetszetet növelni kell. Az átlapolt illesztési lehetőség a hornyolt kötés, amikor az egyik alkatrész végeit mesterségesen megnövelik a kívánt szilárdság elérése érdekében.
A sarokcsatlakozás pedig lehet végcsatlakozás és „csónakcsatlakozás” (amikor az egyik alkatrész vége egy másik felületéhez van hegesztve). A varratok szilárdsága érdekében, ha lehetséges, mindkét oldalon leforrázzuk. A sarokhegesztési technológia magasabb végzettséget igényel az előadóművésztől. Különösen az egyik szomszédos felületbe való behatolás veszélye miatt az elektródát 45-60 0 -os szögben kell elhelyezni a szög hosszabb oldalához képest. A „csónakban” történő hegesztés során nő a hegesztőhuzal fogyasztása, nő a hőhatás zóna hossza, és éppen ellenkezőleg, csökken a keménysége. Ennek oka a hőelvonás körülményeinek romlása.
A T-kötést a sarokkötés bonyolultabb változatának tekintik, ha egy ilyen kompozit profil mindkét karimáját hegesztéssel alakítják ki. Az élek előkészítése ebben az esetben nem szükséges, de vannak bizonyos korlátozások a tartott elektróda irányában, amelyet legfeljebb 60 0 -os szögben kell elhelyezni a póló függőleges falához képest. A T-gerenda módszernél nagyobb a hibák valószínűsége (ahogyan a hegesztőhuzal fogyasztása is, mivel a hegesztést a pisztoly több menetében kell elvégezni).
Ha nincs különleges követelmény a kész csatlakozás tömítettségére vonatkozóan, elektromos szegecsekhez varratot használnak. Az összeillesztésre előkészített termékeket lapos felületükkel szorosan egymáshoz nyomják, majd a felső részen tetszőlegesen lyukat készítenek. Egy fáklyát helyeznek bele, és a fém megolvad, ami aztán behatol, összehegesztve a termékeket. Ez a módszer rendkívül gazdaságos, és utólagos csiszolással biztosítja a felület kívánt megjelenését.
A hegesztési varratok osztályozása segít kiválasztani a gyártás optimális sorrendjét.
A hegesztési varrat főbb jellemzői
A varrat geometriai és technológiai paraméterei vannak. A geometriai méretek keresztmetszeti méreteket tartalmaznak - szélesség, vastagság és magasság a fősík felett. A hegesztési kötések típusát a technológiai paraméterek is befolyásolják: a kötés szára és gyökere, domborúsága/domborúsága, valamint a hegesztett fém térfogatának aránya a hegesztett kötés teljes területéhez viszonyítva. 
A hegesztési varratok típusai, különösen a szélesség, magasság és vastagság a csatlakozás szükséges szilárdsági tulajdonságaitól függenek. Ez az összefüggés nem egyértelmű: a túl masszív varrat éppen ellenkezőleg, rontja a csatlakozás minőségét, mivel gyengül a burkolat és a mechanikai fúziós zónák tapadása, és a felület minősége romolhat a hegesztőperem jelenléte miatt, valamint az alkatrészek anyagának oxidációs és dekarbonizációs folyamatainak felerősödése.
A hegesztési varratok osztályozása, felületük formája a kész szerkezetek tartóssága szempontjából is fontos. A varratmagasság vastagságától való parabolikus függése szerint kialakított homorú varratok csökkentik a belső feszültségek szintjét és minimalizálják a maradó alakváltozásokat. Éppen ellenkezőleg, még a varratok is, ha éles sarkokat tartanak fenn az egyik felületről a szomszédos felületre való átmenet során, növelik a maradék feszültségek és deformációk szintjét.
A hegesztési kötés keresztmetszeti alakja a következő gyakorlati tényezőkkel optimalizálható:
- A legjobb szélesség-magasság arány érdekében - 1,2-1,5;
- A szélesség és a konvexitás legjobb aránya érdekében - legfeljebb 8;
- A hegesztési felület és a fémfelület legjobb aránya érdekében a csatlakozási zónában - 0,85-1,0.
A hegesztési varratok típusai és gyártási technológiája meghatározza az eljárás minőségét. Az értékeléshez olyan paramétereket használnak, mint a fém behatolási mélysége és az áthaladások száma.
A behatolási mélység határozza meg a szerkezet homogenitását az illesztési zónában. 0,5-0,8 tartományban fogadják el (alacsonyabb értékek mellett a hegesztett kötés szilárdsága romlik, magasabb értékekkel pedig nő a behatolás veszélye).
A menetek száma az élek vágási módjától és a csatlakoztatott elemek vastagságától függ. A megnövelt hézagok és a hagyományos élprofil (ferde) esetén módosítani kell a menetek számát és a pisztoly rezgésének amplitúdóját, ami növeli a belső hegesztési feszültségek szintjét. A problémát (vastag lemezek hegesztésénél) az élelőkészítés alakjának optimalizálásával küszöböljük ki. A mélyvarratok száma elérheti a 6-8-at, miközben először megpróbálja kitölteni a fő rést (a szélek között), majd mindkét oldalon hegeszteni a kötést.
A hegesztési varratok és kötések minőségét a gyökér szárhoz és magasságához viszonyított relatív mérete is befolyásolja. Ha a varrat gyökere kisebb, mint a megadott paraméterek, akkor a kész kötés minősége rosszabb lesz a fém behatolási mélysége miatt. A csatlakozás statikus terhelése esetén ez a körülmény nem kritikus, dinamikus terhelés esetén azonban a hegesztett szerkezet tönkremenetelét okozhatja.
A hegesztési varratok osztályozása a kialakításuk technológiáján, a geometriai méretek arányán és a hegesztés sorrendjén alapul.
Ahhoz, hogy megtanuljunk jól főzni, nem elég csak az elektromos ívet elsajátítani. Ezenkívül meg kell értenie, hogy milyen típusú hegesztett kötések és varratok vannak. A kezdő hegesztők gyakran súlyos hibákat követnek el, például nem hegesztik a fémet. És előfordul, hogy a kész alkatrészeknek gyenge a törésállósága. Mi az ok? Először is, a csatlakozási típus helytelen megválasztása, technológiai hibák. Ma meghívjuk Önt, hogy beszéljen a különböző hegesztési típusokról, a hegesztett kötések típusairól, valamint a hibákról!
Hegesztési varrat: meghatározás
Először is határozzuk meg a hegesztési varrat definícióját. Így nevezik a kristályos fémet, amely a hegesztéskor olvadt állapotban volt.
A hegesztési varrat szerkezete a következőket tartalmazza:
- lerakódott fém zóna;
- mechanikus fúziós zóna;
- hő által érintett zóna;
- átmeneti zóna az alapfémhez.
Hegesztett kötés: mi ez?
A hegesztett kötést általában a szerkezet korlátozott szakaszaként definiálják, amely egy vagy több hegesztést tartalmaz. A kapcsolat megjelenésével a szakember meghatározhatja a hegesztő képesítését és megértheti, hogy milyen hegesztési módszert alkalmaztak. A hegesztett csatlakozás a szerkezet technológiai rendeltetéséről is mesél.
Hegesztések: osztályozás
Tapasztalt hegesztők azt mondják: a hegesztési varrattípusok besorolása számos tényezőn alapulhat, például szerkezeti és szilárdsági, geometriai és technológiai tényezőkön. Ha figyelembe vesszük a varratokat a hely szempontjából, akkor alsó, ferde, vízszintes és függőleges részekre oszthatók.
Az alsó varrás nemcsak a legegyszerűbbnek, hanem a legtartósabbnak is nevezhető. A helyzet az, hogy a fém gravitációja lehetővé teszi a csatlakoztatott felületek közötti rések jobb kitöltését. Ezenkívül ez a típus a leggazdaságosabb. Vannak bizonyos feltételek, például az égőt vagy az elektródát felülről lefelé kell irányítani.

Vízszintes varrat általában akkor jön létre, ha a felületek merőlegesek az elektróda síkjára. Az ilyen típusú fluxusok és elektródák fogyasztása jelentősen megnő. Ha a varrást lassan húzza, akkor csepegés lehetséges, ha pedig gyorsan, akkor meg nem főzött területek fordulhatnak elő.
Sokkal nehezebb jó minőségű függőleges varratot készíteni. Itt nő a fémveszteség, nő az egyenetlenség (a hegesztés utolsó szakaszában a varrat vastagabbnak bizonyul). Ez a módszer a hegesztő bizonyos osztályozását igényli. Általában csövek hegesztésére vagy nagyméretű szerkezetek rögzítésére használják.
A hegesztők a mennyezeti hegesztést tartják a legnehezebbnek. Hogyan állítják elő? A varrat felhordása szakaszos ívvel történik. Az áramerősség kicsi. Ezt a típust általában nem forgatható csövek hegesztésekor használják.
Hegesztett kötések: típusok és típusok
Javasoljuk, hogy beszéljünk arról, hogy milyen típusú hegesztett kötések vannak az összekötő felületek típusai szerint. Az olyan tényezőktől függően, mint a fém vastagsága, az alkatrészek geometriai alakja és a kötés szükséges tömítettsége, a hegesztett kötések a következőkre oszthatók:
- T-rudak;
- átfedés;
- csikk;
- sarok.
Minden típusú hegesztett kötésnek megvan a maga célja, amely megfelel a kész elemek speciális igényeinek. Meghívjuk Önt, hogy vegye figyelembe ezeket a típusokat részletesebben!

Közös
A hegesztett kötések leggyakoribb típusa a tompa. Csövek, acéllemezek vagy bármilyen geometriai alakzat végeinek hegesztésére szolgál.
A végüktől a végéig összeillesztett részek a termék vastagságában és a varrás oldalában különböznek egymástól. A kapcsolatoknak több altípusa különböztethető meg:
- egyoldalú normális;
- egyoldalas, amelyben az éleket 45 fokos szögben dolgozzák fel;
- egyoldalas, amelyben az egyik élt 45 fokos szögben dolgozzák fel;
- egyoldalas, amelyben mindkét részen az élt maróval távolítják el;
- kétoldalas, ami a szélek mindkét oldalon 45 fokos szögben történő levágását jelenti.
Fontos megjegyezni, hogy az ilyen típusú hegesztett kötéseknél a hegesztett felületek vastagsága fontos szerepet játszik. Ha nem több 4 milliméternél, akkor egyoldalas varratot használnak, de ha a vastagság meghaladja a 8 millimétert, akkor mindkét oldalon fel kell varrni. Ha a termék vastagsága meghaladja az 5 mm-t, de a varrást csak az egyik oldalon kell felhordani, ezzel nagy szilárdságot érve el, a széleket el kell választani. Reszelővel vagy darálóval kell csinálni, elég egy 45 fokos ferde.

Háromszög alakú betoldás
Számos sarokcsatlakozási lehetőség van:
- egyoldalas - előzetes vágással és anélkül;
- kétoldalas - szabályos és vágással.
Ezzel a csatlakozással két elemet tetszőleges szögben rögzíthet egymáshoz. Ebben az esetben az első varrás belső lesz, a második pedig külső. Ez a típus ideális különféle előtetők és előtetők, teherautó karosszériák és pavilonkeretek hegesztésére.
Ha két különböző vastagságú lemezt kell összekötni, akkor ezt a fajta hegesztett kötést a GOST szerint a következőképpen kell végrehajtani: a vastagabb lemezt alul, a vékonyabbat a szélére kell helyezni. Ebben az esetben az elektródát vagy az égőt a vastag részre kell irányítani - így nem lesz égési sérülés vagy alávágás az alkatrészen.

Átfogó ízület
Két lemez nem csak végétől-végig hegeszthető, hanem átlapolva is - az egyiket enyhén ráhúzva a második felületére. A szakértők az ilyen típusú hegesztett kötések használatát javasolják, ha nagyobb szakítószilárdságra van szükség. A varrást mindkét oldalon el kell helyezni - ez nemcsak növeli az erőt, hanem megakadályozza a nedvesség felhalmozódását a késztermékben.
T-csukló
Ez a típus hasonló a sarokcsatlakozáshoz, de vannak különbségek - a széllel rögzített lemezt nem az alsó alap szélére kell helyezni, hanem kis távolságra.
Osztályozás technológia és varratforma szerint
A hegesztők a hegesztett kötések típusait a hegesztési varratok típusa alapján különböztetik meg. A varrás lehet:
- Sima. Ez a hegesztőgép optimális beállításával és kényelmes helyzetével érhető el.
- Konvex. Egy ilyen varrat alacsony áramerősséggel és több rétegen áthaladva érhető el. A domború varrat megmunkálást igényel.
- Homorú. Ilyen varrat csak fokozott áramerősség mellett érhető el. Ez a fajta hegesztés kiváló behatolású, és nem igényel köszörülést.
- Szilárd. A jó minőségű folyamatos varrás elkészítéséhez folyamatosan kell csinálni. Ez megakadályozza a fisztulák előfordulását.
- Időszakos. Ezt a varratot vékony lapokból készült termékekhez kell használni.
Az a hegesztő, aki ismeri a főbb kötéstípusokat és azok alapvető különbségeit, pontosan tudja kiválasztani azt a hegesztési varrattípust, amely megfelel az alapvető szilárdsági és tömítettségi követelményeknek.
Hegesztett kötések hibái: típusok, leírás, okok
A hegesztett kötéseknek különféle hatásai lehetnek, amelyek befolyásolják a szilárdságot és a tömítést. Szokásos minden típusú hibát három kategóriába sorolni:
- belső (ezek közé tartozik a behatolás hiánya, a porozitás és az idegen zárványok);
- külső (beleértve a repedéseket, alámetszéseket, krátereket, megereszkedést);
- keresztül (itt égési sérüléseket és repedéseket lehet kiemelni).

Beszéljünk részletesebben az egyes hibák típusairól.
Repedések
Ezt a fajta hibát a legveszélyesebbnek tekintik, ez a hegesztett szerkezetek gyors tönkremeneteléhez vezethet. A repedéseket méretük (vannak makro- és mikrorepedések), valamint a megjelenésük időpontja (alkatrészek hegesztése során vagy után) megkülönböztetik. A repedések megjelenésének oka a hegesztési technológia be nem tartása, a hegesztési anyagok helytelen megválasztása vagy a szerkezet túl gyors lehűlése.
A repedést a következőképpen javíthatja ki: fúrja ki az elejét és a végét, távolítsa el a varratot és hegessze le.
Alulvágások
Az alámetszések a varrás és a fém közötti mélyedések. E hiba miatt a varrás gyengül. Az alávágások megjelenésének oka a megnövekedett áramérték. Az alámetszés általában a vízszintes varratokon történik. Ez a hiba kiküszöbölhető egy vékony hegesztéssel az alámetszésvonal mentén.

Túlfeszültségek
Ilyen hiba akkor jelentkezhet, ha az olvadt fém ráfolyik az alapfémre anélkül, hogy homogén vegyületet képezne. A megereszkedés megjelenésének okai egyszerűek - az alapfémet nem melegítik, a hegesztő túl sok töltőanyagot használ. A hiba vágással kiküszöbölhető, ügyelve arra, hogy ellenőrizze a behatolás hiányát.
Égési sérülések
Az átégések olyan hibák, amelyek folyékony fém behatolásában és szivárgásában nyilvánulnak meg. Ebben az esetben a másik oldalon általában egy megereszkedés jelenik meg. Az átégések oka a nagy hegesztőáram, az elektróda lassú mozgása, a bélés elégtelen vastagsága és a hegesztendő fém élei közötti túl nagy rés. Megjavíthatja az átégést: csak tisztítsa meg és hegessze le a hibás területet.
A behatolás hiánya
A behatolás hiánya a lerakódott fém és az alapfém fúziójának helyi hiányára utal. A behatolás hiányát a varratszakasz nem kitöltésének is nevezhetjük. Ez a fajta hiba csökkenti a varrat szilárdságát és a kész szerkezet tönkremenetelét okozza. Ennek oka az alacsony hegesztőáram, salak vagy rozsda jelenléte a hegesztett részeken. A hiba kijavításához ki kell vágni a fúzió hiányát és hegeszteni kell az alkatrészeket.
Kráterek
A krátereknek nevezett mélyedéseket általában a hegesztési ív törése okozza. Ha ilyen hiba jelentkezik, le kell vágni az alapfémig, és óvatosan hegeszteni kell.

Fistulák
Ez az üregek általános neve, amelyek csökkentik a varrás szilárdságát. A fisztulák miatt repedések keletkezhetnek. A hiba kivágása és hegesztése javítja a helyzetet.
Porozitás
Mi a porozitás? Ezek olyan üregek, amelyek tele vannak gázokkal. Megjelenésük oka a fémen belüli intenzív gázképződés. A pórusméretek lehetnek mikroszkopikusak vagy akár több millimétert is elérhetnek. A porozitás elkerülése érdekében a fémet meg kell tisztítani a szennyeződésektől és az idegen anyagoktól. Szükséges, hogy az elektróda ne legyen nedves. Ha már történt hiba, akkor a porózus zónát az alapfémig ki kell vágni és a technológia betartásával hegeszteni.
Túlmelegedés és kiégés
Ezek a hibák a nagy hegesztőáram vagy az elégtelen hegesztési sebesség következtében jelentkeznek. Emiatt a késztermék nagyon törékennyé válik. Az égett fémet csak ki lehet vágni, és a fémeket újra hegeszteni lehet.
Hegesztési vezérlés
Most nézzük meg a hegesztett kötések ellenőrzési típusait. A következő módszerek léteznek:
- szemrevételezés;
- kémiai elemzés;
- átvilágítás gamma- vagy röntgensugárzással;
- metallográfiai elemzés;
- ultrahangos vagy mágneses hibafelismerés;
- mechanikai vizsgálatok.

Van egy nagyon fontos szabály - a megbízható ellenőrzés érdekében feltétlenül meg kell tisztítani a kötést a salaktól, a vízkőtől és a hegesztési fröccsenéstől!
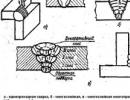
A hegesztett kötések fő típusai a tompa-, sarok-, T- és lapos kötések:
- fenék (C)– az alkatrészek a végfelületek mentén egymáshoz vannak kötve (1a. ábra);
- sarok (U) – az alkatrészek ferdén helyezkednek el és a sarkon kívüli élek mentén vannak összekötve (1b. ábra);
- póló (T)– a részek a T betű alakját alkotják (1c. ábra);
- átfedés (N)– az alkatrészek részben átfedik egymást (1d. ábra).
Ezeknek az ízületeknek a varrásait a varrat sajátos jellegének megfelelő indexszel ellátott betű jelöli (3. táblázat). A hegesztett kötések varratai élek levágása nélkül készülnek, egy élű ferde, kétéles ferde és tompakötésekben két él peremével.



a B C D)
1. ábra – A hegesztett kötések fő típusai:
a) fenék; b) szögletes; c) T-rúd; d) átfedés
3 Hegesztési varratok hagyományos képei és jelölései
Minden hegesztési módhoz szabványokat dolgoztak ki, amelyek jelzik a varratok szerkezeti elemeit, azok szimbólumait és szimbólumait.
A varratok jellege szerint lehetnek foltosak, szakaszosak, folytonosak, i.e. szilárd. A megszakított varrás vagy láncöltéssel, vagy sakktáblás mintával készül.
A hegesztett kötések tömör látható varratait tömör fővonalként ábrázoltuk (2a. ábra); és láthatatlanok – szaggatott (2b. ábra). Ebben az esetben az az oldal, amelyről a hegesztés történik, a hegesztett kötés egyoldali varrásának elülső oldala. Az aszimmetrikusan előkészített élekkel rendelkező hegesztett kötés kétoldali varratának elülső oldala az, amellyel a fő varrat hegesztve van. A szimmetrikusan előkészített élekkel ellátott kétoldalas varrás bármely oldala elülső oldalaként fogható fel.

2. ábra – A varratok hagyományos képei:
a) látható; b) láthatatlan
A látható egyetlen hegesztési pontokat, a hegesztési módszertől függetlenül, hagyományosan 5...10 mm hosszú, vékony, tömör vonalakként ábrázolják (2a. ábra). A láthatatlan egyedi pontok nem jelennek meg a rajzokon.
Ha a rajzon több egyforma varrat található, akkor a szimbólumokat egy képre alkalmazzuk, a többiből pedig polcokkal ellátott vezetővonalakat húzunk (3a, b ábra).
Az azonos varratokhoz egy szám van hozzárendelve, amelyet egy vezetővonalra helyeznek el egy polccal, amelyen a varratjelölés található, és a varratok számát jelzi (3a. ábra).
A többi hegesztésnél csak a varratszámot kell alkalmazni a karima felett, illetve a vezérvonal pereme alatt, a varrat láthatóságától függően (3b. ábra).

3. ábra – Hagyományos képek, ha a rajzon azonos varratok vannak:
a) egy kép; b) azonos képekre; c) egyszerűsített vagy a rajzon szereplő összes varrat azonos.
Ha a rajzon az összes varrat azonos, és ugyanazon az oldalon (elöl vagy hátul) látható, akkor nem kapnak sorszámot, és a jelölés nélküli varratokat vezetővonalakkal, polcok nélkül jelölik (3c. ábra).
A hegesztési varrat jelzésére vezető vonalat a hegesztési oldalról kell húzni, lehetőleg annak a résznek a képére, ahol a varrat teljes méretben megrajzolódik.
Egy szimmetrikus termék rajzán csak a kép egy részén szabad varrásokat jelölni.
A varrás szimbólumát alkalmazzák:
A polcon az elülső oldalon lévő varrás képéből húzott vezérvonal (3a. ábra);
A polc alatt a hátoldalon a varrás képéből húzott vezetővonal található (3b. ábra). Ebben az esetben célszerű a látható varrás képéből vezérvonalat rajzolni.
A varrat vagy egyetlen hegesztési pont képéből húzott vezérvonal mindig egyirányú nyíllal végződik (3. ábra). Ha a hegesztési varrat láthatatlan, akkor a vezetővonal tetejére egyoldalas nyilat rajzolunk, ha a varrat láthatatlan - az aljára (3a, b ábra).
Ugyanazok a követelmények az összes varratra vagy varratok csoportjára vonatkozóan egyszer szerepelnek a műszaki követelményekben vagy a varratok táblázatában (4. ábra). Ebben az esetben a képen csak a hegesztési varrat sorozatszáma van feltüntetve.

4. ábra – Varratasztal
A szabványos hegesztett kötések GOST 2.312-72 szerinti szimbólumát az 5. ábra szerinti diagramnak megfelelően alkalmazzuk.

5. ábra – Szabványos hegesztési varratok jelképe.
A hegesztett kötések varratainak szimbóluma kötőjelekkel a következőket tartalmazza:
1. Egy zárt vonal mentén lévő varrat és egy szerelési varrat kiegészítő jelei (lásd 2. táblázat).
2. A szabvány megjelölése a hegesztett kötések típusaira és szerkezeti elemeire (például GOST 5264-80; lásd az 1. táblázatot).
3. A varrat alfanumerikus jelölése a hegesztett kötések varrattípusaira és szerkezeti elemeire vonatkozó szabvány szerint (például C2, lásd 3. táblázat).
4. A hegesztési mód jelképe a hegesztett kötések típusaira és szerkezeti elemeire vonatkozó szabvány szerint (pl. A, de lehet, hogy nincs feltüntetve).
2. táblázat - A varrathegesztést jelző segédtáblák
|
A jel jelentése |
Jelzés alkalmazása a rajzon a varratjelölésre |
|
|
A varrás szakaszos vagy pontszerű láncelrendezéssel. Vonalszög 60 A varrás megszakadt vagy pontozott sakktábla elrendezéssel Varrás zárt vonal mentén. Jel átmérője – 3…5mm Varrjon nyitott vonal mentén. A jelet akkor használjuk, ha a varrás helye egyértelmű a rajzból A varrást a termék beszerelésekor kell elkészíteni, pl. a felhasználási hely szerinti beépítési rajz szerinti beépítéskor Távolítsa el a varrat megerősítését A varrás megereszkedését és egyenetlenségeit az alapfémhez való zökkenőmentes átmenettel |
|

5. A varrat lábának jele (egyenlő szárú derékszögű háromszög) és a varrat szárának mérete (vastagsága), a hegesztett kötések varrattípusaira és szerkezeti elemeire vonatkozó szabvány szerint (például 5, 3. táblázat). A varrat vastagságának a 4 mm-től 1,2-szeresig terjedő tartományban kell lennie az összekapcsolandó elemek vastagságának vagy azzal egyenlőnek. A tábla tömör vékony vonalakkal készült. A tábla magasságának meg kell egyeznie a varratjelölésben szereplő számok magasságával.
6. Szakaszos varrás esetén - a hegesztett szakasz hossza, a / vagy Z jel és a lépés mérete (például 5/40; 6 Z 70).
Egyetlen hegesztési pont esetén - a pont számított átmérőjének mérete (például 6).
Ellenálláspontos elektromos hegesztéshez vagy elektromos szegecshegesztéshez - a pont vagy elektromos szegecs számított átmérőjének mérete; / vagy Z jel és lépésméret (például 5/60; 4 Z 80).
Érintkezőhengeres elektromos hegesztéshez - a varrat számított szélességének mérete (például Kr-5).
Érintkezőgörgős elektromos hegesztés szakaszos hegesztésénél - a varrat számított szélességének mérete, a „” szorzójel, a hegesztett szakasz hosszának mérete, a / jel és a lépés mérete (például 5 10/60).
3. táblázat – Varrat alfanumerikus jelölése a hegesztett kötések varratainak típusaira és szerkezeti elemeire vonatkozó szabvány szerint
|
Kapcsolat típus |
Kijelölés |
Él alakja |
Hegesztett elemek vastagsága, mm |
|
Csikk | |||
|
Lapozott |
| ||
|
Tavrovoe |
| ||
|
Nem szabványos kör |
|




7. Egyéb segédtáblák (lásd 2. táblázat).
8. A hegesztési felület mechanikai megmunkálásának érdessége (oktatási célból ez nem jelezhető).
A hegesztési munka során különféle típusokat kapnak, amelyek nemcsak fémeket, hanem más, eltérő anyagokat is képesek összekapcsolni. Az állandó szerelvénybe egyesített elemek több részre osztható kapcsolatot alkotnak.
Hegesztési zónák
A hegesztési folyamat során kapott csatlakozás a következő zónákra oszlik:
- A fúziós hely a nem nemesfém és a kapott hegesztési varrat fém közötti határvonal. Ebben a zónában vannak olyan szemcsék, amelyek szerkezetükben különböznek az alapfém állapotától. Ez a hegesztési folyamat során bekövetkező részleges olvadás miatt következik be.
- A termikusan érintett terület az alapfém olyan zónája, amely nem olvadt át, bár szerkezete megváltozott a fém hevítése során.
- A hegesztési varrat olyan szakasz, amely a fém hűtési folyamata során a kristályosodás során keletkezik.
A hegesztési kötések típusai
Az összekapcsolt termékek egymáshoz viszonyított helyétől függően a csatlakozások a következő típusokra oszthatók:

- Csikk. A szerkezeti elemek összekapcsolása ugyanabban a síkban történik, végükkel egymás felé. A csatlakoztatott részek különböző vastagságától függően a végek egymáshoz képest függőlegesen mozoghatnak.
- Háromszög alakú betoldás. Ebben az esetben a végek szögben vannak igazítva. A hegesztési folyamat az alkatrészek szomszédos szélein történik.
- Átfedő kapcsolat. A hegesztéshez használt alkatrészek párhuzamosan helyezkednek el, részleges átfedéssel.
- Csatlakozás befejezése. A hegesztendő elemeket egymással párhuzamosan kell elhelyezni, és a végükön összeilleszteni.
- T-csukló. Ebben az esetben az egyik rész vége szögben kapcsolódik a másik oldalához.
A hegesztési kötéseket a hegesztési varratok típusai is jellemzik, amelyek bizonyos szempontok szerint minősíthetők.
Hegesztési paraméterek
Számos paraméterrel jellemezhető az összes kapott hegesztés:
- a szélesség a varrat határai közötti méret, amelyeket látható fúziós vonalak húznak;
- a varrás gyökere a hátoldala, amely az elülső résztől a legnagyobb távolságban található;
- konvexitás - a varrás legdomborúbb részében van meghatározva, és az alapfém síkjától a legnagyobb kiemelkedés határáig terjedő távolság jelzi;
- homorúság - ez a mutató akkor releváns, ha hegesztésben fordul elő, mert valójában ez egy hiba; ezt a paramétert azon a helyen határozzák meg, ahol a varrásnak a legnagyobb az elhajlása - a homorúság méretét attól mérik az alapfém síkjához;
- a varrás lába - csak a sarok- és T-csuklókban fordul elő; Ezt a mutatót az egyik hegesztett rész oldalfelülete és a második felületén lévő varrat határvonala közötti legrövidebb távolság méri.
Varratok típusai a kivitelezés módja szerint

A hegesztési varratok típusai térbeli helyzet és hossz szerint
A következő hegesztési pozíciók vannak:
- alacsonyabb, ha a hegesztett varrat az alsó vízszintes síkban van, azaz 0°-os szöget zár be a talajhoz képest;
- vízszintes, a hegesztési irány vízszintes, és az alkatrész 0º és 60º közötti szöget zárhat be;
- függőleges, ebben a helyzetben a hegesztendő felület 60º és 120º közötti síkban van, és a hegesztés függőleges irányban történik;
- mennyezet, ha a munkát 120-180º-os szögben végzik, vagyis a hegesztési varratok a mester felett helyezkednek el;
- „csónakban” ez a helyzet csak a sarok- vagy T-kötésekre vonatkozik, az alkatrészt ferdén helyezik el, és a hegesztést „sarokban” végzik.
Hosszúság szerinti bontás:
- folyamatos, szinte minden varrás így készül, de vannak kivételek;
- szakaszos varratok, csak a sarokkötésekben fordulnak elő; Az ilyen típusú kétoldalas varratok akár sakktáblás, akár láncos mintával készülhetnek.
Élvágás

Ezt a tervezési jellemzőt akkor használják, ha a hegesztéshez használt fém vastagsága meghaladja a 7 mm-t. Az élkezelés a fém eltávolítása az élekről meghatározott formában. Ezt a folyamatot a tompavarratok egymenetes hegesztésével hajtják végre. Ez szükséges a megfelelő hegesztés eléréséhez. Ami a vastag anyagot illeti, a vágásra azért van szükség, hogy a gyökérjáratot először megolvasztjuk, majd a következő hegesztett gyöngyök segítségével, egyenletesen kitöltve az üreget, a fémet a teljes vastagságban hegesztjük.
Élvágás akkor végezhető el, ha a fém vastagsága legalább 3 mm. Mert alacsonyabb értéke átégéshez vezet. A vágást a következő tervezési paraméterek jellemzik: rés - R; vágási szög - α; tompaság - p. Ezen paraméterek elhelyezkedése a hegesztési rajzon látható.
Az élek vágása növeli a kellékek mennyiségét. Ezért ezt az értéket minden lehetséges módon igyekeznek minimalizálni. Tervezés szerint több típusra oszlik:
- V alakú;
- X alakú;
- Y alakú;
- U alakú;
- réselt.
A vágóélek jellemzői
A hegesztett anyag kis vastagságánál (3-25 mm) általában egyoldalas V-alakú hornyot használnak. A ferdeség mindkét végén vagy az egyiken végrehajtható. 12-60 mm vastagságú fémet célszerű kétoldalas X alakú horonnyal hegeszteni. Az α szög X, V alakban vágáskor 60º, ha csak az egyik élen hajtjuk végre a ferdeséget, akkor az α értéke 50º lesz. 20-60 mm vastagságnál a lerakódott fém leggazdaságosabb felhasználása U-alakú vágással lesz. A ferde egy vagy mindkét végén is elkészíthető. A tompulás 1-2 mm, a résérték 2 mm lesz. Nagy fémvastagság esetén (60 mm felett) a leghatékonyabb módszer az élek hornyolása. Ez az eljárás nagyon fontos a hegesztett kötéseknél, számos hegesztési tényezőt befolyásol:

Szabványok és GOST-ok
- A GOST 5264-80 szerinti kézi varratok és csatlakozások típusokat, hegesztési méreteket tartalmaznak, elektródákkal borítva minden térbeli helyzetben. Ez nem csak az acél csővezetékeket foglalja magában.
- Acél csővezetékek hegesztése. GOST 16037-80 - meghatározza a gépesített hegesztési módszer fő típusait, él-előkészítését, tervezési méreteit.
- rézből és réz-nikkel ötvözetekből. GOST 16038-80.
- Alumínium ívhegesztés. GOST 14806-80 - alak, méretek, élek előkészítése alumínium és ötvözeteinek kézi és gépesített hegesztéséhez, a folyamatot védő környezetben végzik.
- Elmerült. GOST 8713-79 - a hegesztési varratok és csatlakozások automatikus vagy gépesített felfüggesztett hegesztéssel, fluxuspárnán készülnek. 1,5 és 160 mm közötti fémvastagságra vonatkozik.
- Alumínium hegesztése inert gázokban. GOST 27580-88 - szabvány kézi, félautomata és Nem fogyó elektródával inert gázokban töltőanyaggal, és 0,8-60 mm alumíniumvastagságra vonatkozik.
Hegesztési jelölés
A szabályozási dokumentumok szerint a hegesztési varratok jelenléte az általános nézetben vagy az ábrán látható. A hegesztési varratok folyamatos vonalként jelennek meg, ha láthatóak. És ha fordítva, akkor szaggatott szegmensekkel. Ezekből a vonalakból az egyirányú nyilakkal ellátott vezetőket rajzolják. A hegesztési varratok szimbóluma a polcon készül a vezetőtől. A felirat a polc felett van, ha a varrás az elülső oldalon van. A fordított változatban a jelölés a polc alatt található. Ez a varrással kapcsolatos információkat tartalmazza a következő sorrendben:
- Segédjelek. A vezető és a polc metszéspontjában egy ikon lehet:
○ - zárt varrás;
┐ - a varrat hegesztése a telepítés során történik.

- azok szerkezeti elemei és GOST kapcsolatai.
- A varrás neve a szabvány szerint.
- Hegesztési módszer a szabályozási szabványoknak megfelelően.
- A láb van feltüntetve; ez a tétel csak a sarokkötésekre vonatkozik.
- Varrat folytonossági zavar, ha van. Itt van feltüntetve a hegesztési szakaszok emelkedése és elhelyezkedése.
- További kiegészítő értékű ikonok. Tekintsük őket külön-külön.
Segédszimbólumok
Ezek a jelölések a polc tetején is megjelennek, ha a hegesztési varrat látható a rajzon, és alatta, ha nem látható:
- ---varrat megerősítés eltávolítása;
- felületkezelés, amely zökkenőmentes átmenetet biztosít az alapfémhez, kiküszöbölve a megereszkedést és az egyenetlenségeket;
- a varrás nyitott vonal mentén készül; ez a jelölés csak a rajzon látható hegesztési varratokra vonatkozik;
- a hegesztett kötés felületkezelésének tisztasága.
Az egyszerűsítés kedvéért, ha a szerkezet összes varrata ugyanazon GOST szerint készül, azonos élelőkészítéssel és szerkezeti méretekkel rendelkezik, a jelölést és a hegesztési szabványt a műszaki követelmények tartalmazzák. Lehet, hogy a kialakításban nem minden, de nagyszámú azonos varrat található. Ezután csoportokra osztják őket, és mindegyik csoporthoz külön sorszámot rendelnek. A teljes jelölés egy varraton van feltüntetve. A többi csak sorozatszámot kapott. A csoportok számát és az egyes varratok számát fel kell tüntetni a szabályozási dokumentációban.