Hőberendezés típusok jellemzői. Termikus berendezések: típusok, jellemzők, alkalmazások. A pesm típusú födémek tervezési jellemzői
A vendéglátó egységek termikus berendezéseit a következő főbb jellemzők szerint osztályozzák:
technológiai cél szerint;
- a fűtés módja szerint;
- hőforrás szerint;
- a munka elve szerint;
- konstruktív döntéssel;
- Automatizálási végzettség.
Technológiai célból megkülönböztetni az univerzális és a speciális hőtechnikai berendezéseket.
Az univerzális berendezés olyan berendezéseket tartalmaz, amelyeken minden típusú hőkezelés elvégezhető. Ez a legteljesebben összhangban van a különböző típusokkal tűzhelyek. Viszonylag a közelmúltban jelent meg a fűtőszekrények egy új csoportja, amely sokféle hőkezelést tesz lehetővé, beleértve a gőzölést, a száraz és nedves gőzben való sütést, a párolást, a blansírozást, a sütést stb. Az ilyen szekrényeket kombi gőzölőknek nevezik. Hagyományosan univerzális hőtechnikai berendezéseknek is tulajdoníthatók.
A speciális berendezések főzésre, sütésre, melegvízre és segédeszközökre oszthatók.
A főzés magában foglalja különböző fajták főzőüstök, gőzölők, sörfőzők stb.
A sütőberendezések közé tartoznak a serpenyők, olajsütők, sütő (sütő) szekrények, különféle típusú rácsok stb.
A vízmelegítő berendezések közé tartoznak a vízmelegítők, bojlerek, kávéfőzők, forróital-főzők stb.
A segédberendezések közé tartoznak a termikus berendezések, amelyek célja a késztermékek hőmérsékletének fenntartása a késztermékek forgalmazása és értékesítése során: ételmelegítők, hőtartók, adagolók stb.
A fűtési mód szerint A termikus berendezések érintkezőre és felületre oszlanak.
Az érintkező berendezések példái közé tartoznak a gőzfőzők, sütők és sütők, olajsütők stb., amelyekben a terméket hőhordozóval - gőzzel, forró levegővel vagy zsírral - való közvetlen érintkezés útján melegítik fel. Az érintkezőberendezések hőcserélőket is tartalmaznak, amelyekre a nagy teljesítmény jellemző, mivel a termék melegítése egyidejűleg és egyenletesen megy végbe a teljes felületén.
A felületfűtési berendezéseket direkt és indirekt fűtőberendezésekre osztják.
A közvetlen fűtésű berendezésekben a hő a válaszfalon keresztül jut el. Ilyen berendezések a serpenyők, a szilárd tüzelésű vagy gázos főzőedények közvetlen fűtéssel, stb. Fő hátránya az egyenetlen fűtés.
A közvetett fűtésű berendezésekben a hőforrás és a termék közötti hőcsere közbenső hőhordozókon keresztül történik - víz, gőz, ásványolaj stb. Ezt a hőcserélési módot alkalmazzák bizonyos típusú főzőedényekben és serpenyőkben, amelyekben a közbenső hőhordozó a hőforrás és a munkakamra közötti zárt üregben helyezkedik el. Ez egyenletesebb hőmérsékleti mezőt hoz létre, de nagyobb a hőtehetetlensége.
Hőforrás szerint Megkülönböztetni a tűz-, gáz-, gőz- és elektromos hőtechnikai berendezéseket.
A munka elve szerint Megkülönböztetni az időszakos, folyamatos és kombinált hatású berendezéseket.
Tervezés szerint A termikus berendezések nem szekcionált, szekcionált, nem modulált és modulált.
A nem szekcionált berendezéseket eltérő kapacitások és méretek jellemzik, ami megnehezíti a munkahelyiségek ésszerű elhelyezését, korlátozza a technológiai folyamatok gépesítésének, automatizálásának lehetőségeit.
A szekcionált berendezések különálló, könnyen cserélhető és összeszerelhető szakaszok gyártását teszik lehetővé, eltérő kapacitással és technológiai lehetőségekkel. A szekcionált berendezés egyetlen méretű - egy modul - használatát teszi lehetővé, amelyhez hazánkban az M \u003d 100 mm egységet alkalmazzák. Az egyes szakaszok hosszának és szélességének ennek az értéknek a többszörösének kell lennie. Általában a padlóberendezés szélessége 4M, magassága 850mm. Ez alól kivételt képeznek a függőleges sütők és pékek, amelyek magassága általában 1650 mm.
Az automatizálás foka szerint Vannak nem automatikus, automata és félautomata fűtőberendezések. A nem automatikus berendezés működtetésekor irányítsa azokat biztonságos munkavégzésés a hőszabályozás betartását a szervizszemélyzet végzi. A félautomata berendezésekben a munkabiztonság automatikusan, a hőszabályozás pedig manuálisan történik. Az automata berendezésekben mindkettő automatikusan történik. A gáz- és elektromos fűtőberendezések az automatizálás legjobb fokát teszik lehetővé.
A hazai gyártású termikus berendezések esetében alfanumerikus indexelést alkalmaznak.
Az első betű a berendezés technológiai rendeltetését jelöli: K kazán, P tűzhely, F olajsütő, W szekrény stb.
A második betű az osztályozás egyik legfontosabb jellemzőjét jelöli: PS - szekcionált tűzhely, KN - folyamatos kazán, KP - főzőkazán.
A harmadik betű az energiahordozó típusát jelenti: KPT - szilárd tüzelésű főzőkazán, KNE - folyamatos elektromos kazán A moduláris berendezéseket a betűjelölés végén M betű jelöli. Például APESM elektromos szekcionált gőzfőző moduláris
A számok a fő szabványméreteket vagy műszaki és gazdasági jellemzőket jelzik. Például. KPE-60 - elektromos főzőkazán 60 dm 3 kapacitással, KNT-200 - szilárd tüzelésű folyamatos kazán 200 kg/h teljesítménnyel.
Termikus berendezések A termékek feldolgozásához a következő főbb jellemzők szerint osztályozzák: fűtési mód, technológiai cél, hőforrások.
A fűtés módja szerint a berendezést közvetlen és közvetett fűtésű berendezésekre osztják. A közvetlen fűtés a hő átadása válaszfalon (cserép, kazán) keresztül. A közvetett fűtés a hő átadása köztes közegen (a kazán gőz-víz köpenyén) keresztül. Technológiai célból a termikus berendezések univerzálisra (villanytűzhely) és speciálisra (kávéfőző, sütőszekrény) oszthatók.
A hőforrások szerint a termikus berendezéseket elektromos, gáz, tűz és gőz berendezésekre osztják.
Az automatizáltság foka szerint a termikus eszközöket nem automatizáltakra osztják, amelyeket szervizes vezérel, és automatizáltra, ahol a biztonságos működés és a hőkezelési mód vezérlését maga a termikus készülék biztosítja automatizálási eszközök.
Vendéglátóhelyeken a termikus berendezések nem szekcionált vagy szekcionált, modulált formában is használhatók.
A nem szekcionált berendezések olyan berendezések, amelyek mérete, kialakítása és építészeti felépítése eltérő. Az ilyen berendezéseket csak egyedi telepítésre és üzemeltetésre szánják, más típusú berendezésekkel való összekapcsolás nélkül. A beépítéséhez nem szekcionált berendezés jelentős gyártóterületet igényel, mert. az ilyen berendezések karbantartását minden oldalról elvégezzük.
Az ipar jelenleg a szekcionált modulált berendezések sorozatgyártását sajátítja el, amelyek alkalmazása a nagy vendéglátóhelyeken célszerű. A szekcionált modulált berendezések előnye, hogy külön szakaszok formájában készülnek, amelyekből különféle technológiai sorok készíthetők. A szekcionált modulált berendezések hosszában, szélességében és magasságában egységesek. Az ilyen berendezéseket lineárisan szerelik fel a kerület mentén vagy a helyiség közepén, és a telepített rész hozzájárul a munka termelékenységének növekedéséhez és a termelés általános kultúrájához.
Minden típusú termikus eszközre kidolgozták és jóváhagyták a GOST-okat, amelyek kötelezőek a berendezések gyártásával vagy üzemeltetésével kapcsolatos összes üzem és vállalkozás számára.
A GOST jelzi az eszköz információit: név, indexelés, paraméterek, biztonsági, biztonsági és ipari higiéniai követelmények, teljesség, valamint a szállításra, csomagolásra és tárolásra vonatkozó követelmények.
Minden termikus eszköz alfanumerikus indexeléssel rendelkezik, amelynek első betűje annak a csoportnak a nevének felel meg, amelyhez ez a hőkészülék tartozik. Például: kazán-K, szekrény - W, tűzhely - P stb. A második betű a berendezés típusának neve: élelmiszer - P, folyamatos cselekvés - H stb. A harmadik betű a hűtőfolyadék neve: elektromos -E, gáz -G stb. A számok a termikus berendezések fő paramétereit jelzik. Például: -160-as ellenőrzőpont - 160 liter űrtartalmú emésztőkazán, gőz.
Tudományos és műszaki haladás modern termelés Az élelmiszeripar nagy változásokat hajtott végre a közétkeztetési egységek kulináris termékeinek hőkezelési módszereiben. A hagyományos felületi (vezetőképes) főzési módszerek mellett széles körben alkalmazzák a termékek térfogati hőkezelésének módszereit.
A térfogati fűtési módszerek a termék elektromágneses mezővel való kölcsönhatásán alapulnak. A sugárgenerátorból származó elektromágneses energia hővé alakulva jelentős mélységig behatol a termék tömegébe, és nagyon rövid időn belül biztosítja annak kész állapotra való felmelegedését.
Az élelmiszeripari termékek technológiai célú felületi főzésének módjai főzésre, sütésre, sütés-sütésre, vízmelegítésre és segédre oszthatók. A főzőberendezés a következőket tartalmazza:
főzőedények, amelynek technológiai közege 100 °C hőmérsékletű víz vagy húsleves;
autoklávok, amelyekben a hőkezelést gőzzel végzik 135 ... 140 ° C hőmérsékleten;
gőzölők, amelyekben a főzés technológiai folyamatát gőzzel végzik 105 ... 107 ° C hőmérsékleten;
vákuumberendezés, amelynek munkaközege a gőz 140 ... 150 ° C hőmérsékletű melegítése.
A sütőberendezések csoportja a következőket tartalmazza:
serpenyők, amelyekben a sütési műveletet végzik egy kis mennyiséget zsír 180 ... 190 ° C hőmérsékleten;
olajsütők, amelyekben a sütési folyamat zsírban, 160 ... 190 ° C hőmérsékleten megy végbe;
sütők (grillezők, barbecue sütők), amelyek a termékek főzését forró levegőben, 150 ... 300 ° C hőmérsékleten végzik.
A sütő-sütő berendezések magukban foglalják: sütőket, sütő- és sütőszekrényeket, amelyekben a technológiai környezet forró levegő 150 ... 300 ° C hőmérsékleten;
gőzsütők, amelyek munkaközege forró levegő és túlhevített gőz keveréke 150 ... 300 ° C hőmérsékleten.
A vízmelegítő berendezéseket kazánok és vízmelegítők képviselik.
A segédberendezések közé tartoznak az ételmelegítők, fűtőszekrények és állványok, termosztátok, élelmiszerek szállítására szolgáló berendezések.
A termékek hőkezelésének térfogati módszereit hajtják végre: időszakos és folyamatos működésű mikrohullámú szekrényekben; mikrohullámú módszer biztosítja a termékek magas melegítési sebességét;
IR eszközök; az infravörös fűtés az infravörös sugárzásnak a termékekben lévő szabad víz általi intenzív elnyelésén alapul;
EK-fűtőberendezések; Az elektrokontakt fűtés az áram által egy bizonyos ideig felszabaduló hőenergián alapul, amikor az áthalad egy bizonyos aktív (ohmikus) elektromos ellenállású terméken;
Indukciós fűtőberendezések; Az élelmiszerek indukciós melegítése, különösen magas páratartalom mellett, akkor következik be, ha azokat külső váltakozó mágneses térbe helyezik, amelyben az elektromágneses indukció törvénye szerint örvényáramok (Foucault-áramok) lépnek fel, amelyek vonalai a a termék vastagságában elektromágneses energia disszipálódik a térfogatában, ami felmelegedést okoz.
A mikrohullámú sütő fő előnye az élelmiszerek melegítésének sebessége.
Ennek a melegítési módszernek azonban vannak hátrányai is - a termék felületén nincs kéreg, és általában a nyersanyag természetes színe.
Az infravörös melegítés pozitív mutatója a pirítás egyenletes színe és vastagsága.
Ennek a módszernek azonban vannak hátrányai:
nem minden terméket lehet infravörös melegítésnek alávetni;
az infravörös sugárzás nagy fluxussűrűsége esetén a termék „égése” lehetséges.
EC fűtést alkalmazunk mint független nézet feldolgozás, valamint más módszerekkel kombinálva. Különösen a pékiparban alkalmazzák sikeresen a tésztamassza felmelegítésére kenyérsütéskor, kolbászgyártásban és húskészítmények blansírozásában.
Az indukciós fűtési módszert a vendéglátásban még nem alkalmazzák széles körben, de jelentős gazdasági lehetőségeket rejt magában a jövőbeni sikeres felhasználásra.
Figyelembe véve azt a tényt, hogy az élelmiszeripari termékek felületi és térfogati hőkezelési módszerei az előnyök mellett hátrányokkal is járnak, ezeket a közétkeztetés gyártása során célszerű kombinálni.
1. Termálüzletek berendezéseinek osztályozása
A termálüzletek felszereltsége három csoportra oszlik: alap, kiegészítő és kiegészítő.
Fő a berendezés hőkezelési műveletek végrehajtására szolgál, és kemencéket, fűtőberendezéseket, hűtőberendezéseket (edzőtartályok, edzőgépek, hidegkezelő berendezések stb.) tartalmaznak. A termálüzletek fő berendezéseinek besorolását az 1.1. ábra mutatja.
Rizs. 1.1. A termálüzletek fő berendezéseinek osztályozása
NAK NEK további a berendezés részei az egyengető és az alkatrészek tisztítására szolgáló berendezések (egyenesítő prések, pácoló fürdők, homokfúvó és szemcseszórás gépek, mosógépek stb.). A termikus műhelyek kiegészítő berendezéseinek osztályozása az 1.2. ábrán látható.

1.2. ábra. Termálüzletek kiegészítő berendezéseinek osztályozása
Kiegészítő a berendezések közé tartoznak a karburátoros és szabályozott atmoszférájú előkészítő egységek, az oltófolyadék hűtők, a szaniter berendezések, a függő- és forgódaruk, az elektromos emelős egysínek, a görgős szállítószalagok, a szállítószalagok, a szállítószalagok stb. A hőtermelő műhelyek segédberendezéseinek besorolását az ábra mutatja. 1.3.

1.3. ábra. Termálüzletek segédberendezéseinek osztályozása
A kemencék és fűtőberendezések osztályozása technológiai rendeltetésük, hőenergia fajtája, gépesítés módja és foka, fűtés közbeni különféle közegek használata szerint történik.
Által technológiai cél a kemencék és a fűtőberendezések attól függően, hogy milyen műveletekre szánják őket, izzításra, edzésre, temperálásra, karburálásra stb.
Által a felhasznált tüzelőanyag vagy hőenergia típusa a kemencék és fűtőberendezések folyékony, gáznemű tüzelőanyaggal és villamos energiával működnek.
Által a gépesítés módja és mértéke kemencék vannak osztva toló, szállítószalag, körhinta, dob és mások. Ezek a sütők rendelkezhetnek a termékek kézi be- és kirakodására, automatikus kirakodásra stb.
Által különféle közegek használata fűtésre a kemencéket és fűtőberendezéseket szabályozott atmoszférájú kemencékre (semleges, karburáló), olvadt sókat és fémeket tartalmazó kemencékre-fürdőkre osztályozzák.
2. Az anyagok és termékek fűtésének fő berendezései
2.1. A kemence indexelése
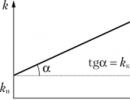
Első levél index jelzi a fűtés típusát. Az elektromos sütőkhöz elfogadott levél VAL VEL(ellenállás fűtés), tüzelésű kályhákhoz - levél T(hőláng) vagy betű H(melegítő láng).
Második levél A kemence indexe a kemence fő tervezési jellemzőjét jelzi. A következő fő megnevezéseket fogadják el: H– fix kandallós kemence; D- forgóvázas kandallókemence; W– enyém (kerek); L- alagút; G- kapucni; E– lift (emelő kandallóval rendelkező kemence); T- toló;
NAK NEK– sütő szállítószalaggal; E– sütő felső szállítószalaggal; R– görgős tűzhelyes sütő; YU– járótűzhelyes kemence; ÉS– lüktető kandallókemence; B- dob; A- körhinta (forgó kandallóval vagy boltozattal);
ÉN VAGYOK- kályha; SCH– réskemence; Nál nél- módszeres (kovácsmesterség).
B (fürdő) - a kemencefürdők és az elektróda-sófürdők indexének második betűje.
Harmadik levél A sütők indexe a munkaterület környezetének jellegét jelzi. Az elektromos ellenállású kemencéknél a légkör következő megnevezése elfogadott: O– oxidáló; W- védő; V– vákuum; H- hidrogén; A- nitrogén.
Harmadik levél a sütők-fürdők indexe a következő: M- vaj; G- olvadt fém, só vagy lúg, valamint tüzelőanyag-kemencéknél - jelzi a munkaterület környezetének jellegét: O- oxidáló (vagyis közönséges kemence); W- mesterséges (védő, nem oxidáló, cementáláshoz stb.).
negyedik levél index a kemence egyedi jellemzőit jelzi. A következő megnevezéseket fogadják el: A- a kemence benne van az egységben, azaz egy keményítő tartállyal és egyéb berendezésekkel aggregálható; V- a kemence függőleges elrendezése (kör alakú kemencékben) vagy a termékek függőleges mozgatása (gépesített kemencékben); F- a kemence alatt hornyolt; NAK NEK- kútkemence (időszakos) vagy gyűrű alakú tűzhely (forgótűzhelyes kemencékben); T- lemezes kandalló (forgó kandallóval rendelkező kemencékben); M– a kemence gépesített; H- Folyamatos kemence (dob); P- szakaszos sütő (dob).
A kötőjellel ellátott betűk utáni számok a kemence munkaterének méreteit (deciméterben) (illetve a tompa, retorta méreteit) jelzik.
A munkakamra téglalap alakú szakaszával rendelkező kemencéknél az első számjegy a kandalló szélességét, a második a kandalló hosszát, a harmadik a kamra (vagy a betöltőablak, ha az ablak magassága) magasságát jelzi. kisebb, mint a kemencekamra magassága).
A kör keresztmetszetű kemencéknél (tengely, kút stb.) az első számjegy a kamra átmérőjét, a második a kamra hosszát jelzi.
A forgótűzhelyes kemencéknél az első szám a kandalló külső átmérőjét, a második a kandalló belső átmérőjét, a harmadik pedig a tűzhely szélességét jelöli.
A kandalló kamra, ablak és retorta méreteit jelző számok pontokkal vannak elválasztva.
A kemence határhőmérséklete (több száz Celsius-fokban) a nevezőben van megadva (perjelen keresztül).
Tüzelőanyag-kályháknál a kályha hőmérsékletét jelző szám mellé kötőjellel egy, a tüzelőanyag típusát jelző betű kerül: G– földgáz vagy egyéb gáz; M– olaj vagy más folyékony tüzelőanyag, például a tűzhely index.
Az SKZ-12.70.01/7 szövege a következő: villanysütő, futószalagos kandallóval, védőatmoszférával, tűzhely szélessége 12 dm, kandalló hossza 70 dm, kamra magassága 1 dm, hőmérséklethatár 700 °C.
A TTZA-8.72.8.5/9.5-G kemence index a következő: tüzelőanyag, toló, védőatmoszférával, aggregált, kandalló szélessége 8 dm, kandalló hossza 72 dm, kamra magassága 8,5 dm, hőmérséklethatár 950 °С, gáztüzelőanyagon .
Élelmiszeripari termékek termikus feldolgozásának alapjai
A termikus eszközök osztályozása és felépítésük
Hőforrások és hűtőfolyadékok
Hőtermelő berendezések
Főzőtermikus berendezések
Pörkölés termikus eszközök
Termikus berendezések üzemeltetése
1. Élelmiszeripari termékek hőkezelésének alapjai
A hőkezelés során megváltoznak a termék szerkezeti-mechanikai, fizikai-kémiai és érzékszervi tulajdonságai, amelyek meghatározzák a konyhai készültség fokát. A melegítés változást okoz a termékben lévő fehérjék, zsírok, szénhidrátok, vitaminok és ásványi anyagok mennyiségében.
Az élelmiszertermékek hőkezelésének fő módszerei a főzés és sütés, amelyeket önálló folyamatként és különféle kombinációkban alkalmaznak. Mindegyik technikának több fajtája van (gőzben történő főzés, olajban sütés stb.). Ezeknek a technikáknak a termikus berendezésekben történő megvalósításához alkalmazzák különböző módokon fűtési termékek: felületi, térfogati, kombinált. Az élelmiszertermékek melegítésének minden módszerével a külső hőátadást tömegátadás kíséri, aminek eredményeként a termékek nedvességének egy része a külső környezetbe kerül. A termékek folyékony közegben történő hőkezelése során a nedvességgel együtt a szárazanyag egy része is elveszik.
Szinte minden élelmiszeripari termék kapilláris-porózus test, amelynek kapillárisaiban a folyadékot felületi feszültségi erők tartják vissza. Amikor a termékeket felmelegítik, ez a folyadék elkezd vándorolni (mozogni) a fűtött rétegekből a hidegebb rétegekbe.
Az ételek sütésekor a felületi rétegekből a nedvesség részben elpárolog, részben pedig mélyebbre kerül a hidegebb területekre, ami száraz kéreg kialakulásához vezet, amelyben a szerves anyagok hőbomlása következik be (100 ° C feletti hőmérsékleten). . Minél gyorsabban melegszik fel a felület, annál intenzívebb a hő- és nedvességátadás, és annál gyorsabban alakul ki a felületi kéreg.
A termék felületének melegítése hővezetéssel és konvekcióval történik, amikor a termék külső felületén keresztül hő jut a termék közepébe. Ugyanakkor a termék központi részének melegítése és kulináris készenlétbe helyezése elsősorban a hővezető képesség miatt következik be.
A hőátadás intenzitása függ a feldolgozott termék geometriai alakjától, méreteitől és fizikai paramétereitől, a mozgásmódtól (termék és közeg), a hőmérséklettől és a fűtőközeg fizikai paramétereitől. A felületmelegítés során a hőkezelési folyamat időtartama a legtöbb élelmiszertermék alacsony hővezető képességének köszönhető.
A feldolgozott termék hőellátásának térfogati módszerét infravörös (IR), mikrohullámú (MW), elektrokontaktus (EC) és indukciós fűtésű készülékekben valósítják meg.
Az infravörös sugárzás a feldolgozott termék térfogatában hővé alakul anélkül, hogy az infravörös energiaforrás (generátor) és maga a termék közvetlenül érintkezne. Az IR energia hordozói a termékben fellépő váltakozó elektromágneses tér elektromágneses rezgései.
Az infravörös energia a feldolgozott termékben az elektronok egyik energiaszintről a másikra való átmenete során, valamint az atomok és molekulák rezgési és forgási mozgása során keletkezik. Az elektronok átmenetei, az atomok és molekulák mozgása bármilyen hőmérsékleten megtörténik, de ennek növekedésével az infravörös sugárzás intenzitása nő.
Az élelmiszeripari termékek mikrohullámú melegítését az ultramagas frekvenciájú váltakozó elektromágneses mező energiájának a termék teljes térfogatában keletkező hőenergiává alakításával végzik. A mikrohullámú mező jelentős mélységig képes behatolni a feldolgozott termékbe és elvégezni annak térfogati melegítését, függetlenül a hővezető képességtől, pl. különböző nedvességtartalmú termékekhez használható. A melegítés nagy sebessége és nagy hatásfoka az egyik leghatékonyabb módja annak, hogy az ételeket a kulináris készenlétbe hozzuk.
A mikrohullámú melegítést dielektromos fűtésnek nevezik, mivel a legtöbb élelmiszer rossz elektromos áramvezető (dielektrikum). Más elnevezései - mikrohullámú sütő, térfogat - az elektromágneses tér rövid hullámhosszát és a termék hőkezelésének lényegét hangsúlyozzák, amely a teljes térfogatban előfordul.
Az élelmiszerek mikrohullámú térben történő melegítésének hatása dielektromos tulajdonságaikkal függ össze, amelyeket a kötött töltések viselkedése határoz meg egy ilyen mezőben. A kötött töltések elmozdulását külső elektromos tér hatására polarizációnak nevezzük. A külső elektromos tér legnagyobb energiafogyasztása a dipólus polarizációhoz kapcsolódik, amely egy elektromágneses mező hatására következik be olyan poláris molekulákon, amelyek saját dipólusmomentummal rendelkeznek. A poláris molekulák egyik példája a vízmolekula. Külső tér hiányában a molekulák dipólusmomentumai tetszőleges irányúak. V elektromos mező a poláris molekulákra ható erők hajlamosak úgy forgatni őket, hogy a molekulák dipólusmomentumai egybeesjenek. A dielektrikum polarizációja az, hogy dipólusai az elektromos tér irányába vannak beállítva.
Az elektrokontakt fűtés biztosítja a termék hőmérsékletének gyors növekedését a teljes térfogatban a kívánt értékre 15-60 s alatt az elektromos áram áthaladása miatt. A módszert az élelmiszeriparban alkalmazzák tésztadarabok melegítésére kenyérsütéskor, húskészítmények blansírozásánál. A melegítésnek kitett termékek az elektromos érintkezők között helyezkednek el. A termék felülete és az érintkezők közötti rések a felület "égését" okozhatják.
Az indukciós fűtést a modern indukciós háztartási tűzhelyeken és vendéglátóhelyeken alkalmazzák. A vezetőképes anyagok, amelyek a legtöbb edényben használt fémet tartalmazzák, indukciós melegítése akkor következik be, ha egy induktor által létrehozott külső váltakozó mágneses térbe helyezik őket. A padlóburkolat alá szerelt induktor örvényáramot hoz létre, amely az edények térfogatában záródik. A terméket speciális fémtányérban dolgozzák fel, amely az elektromágneses tér irányított hatásának köszönhetően szinte azonnal felmelegszik. Ezzel egyidejűleg hőveszteség lép fel környezet minimálisra csökkentve, ami 40%-kal csökkenti a főzéshez szükséges energiafogyasztást a hagyományos elektromos tűzhelyhez képest. Az ilyen termikus berendezésekben a lemez padlóburkolata általában kerámia anyagból készül, és gyakorlatilag hideg marad a hőkezelés során.
Az élelmiszertermékek melegítésének kombinált módszerei a termékek szekvenciális vagy párhuzamos melegítése több ismert módszerrel a hőkezelési idő csökkentése, a végtermék minőségének és a technológiai folyamat hatékonyságának javítása érdekében. Így a termékek mikrohullámú térben és infravörös sugarakkal kombinált hőkezelése lehetővé teszi mindkét melegítési mód előnyeinek kihasználását, és ropogós kéreggel rendelkező termékek előállítását.