MMA és MIG hegesztőgép. Mi az AWI, MIG-MAG, MMA hegesztés és mit jelent? A hegesztés alapvető típusai
A komoly építési és javítási munkák gyakran igényelnek különböző fokú műszaki és fizikai bonyolultságú hegesztési műveleteket, amelyeket a nap bármely szakában és bármilyen éghajlati viszonyok között végeznek. Ma áttekintjük a fő hegesztési típusokat, és beszélünk azokról az eszközökről, amelyek nélkül egyetlen hegesztő sem tud nélkülözni. Még egy tapasztalt szakember is sok újdonságot talál itt!
A huszadik század során a hegesztés az egyik legelterjedtebb technológiai folyamattá vált, ma már nehéz megnevezni más, ugyanolyan gyorsasággal fejlődő műszaki folyamatot. A modern termelés és ipar műszaki problémái elválaszthatatlanul összefüggenek a hegesztett kötések beszerzésének szükségességével, amelyek sokféle körülmények között működnek, beleértve a szélsőségeseket is.
Minden okunk megvan azt hinni, hogy a hegesztés a jelenlegi huszonegyedik században sem veszíti el jelentőségét, hiszen a korábbi anyagok folyamatos fejlesztése és teljesen új anyagok létrehozása új technológiák és hegesztési eszközök kifejlesztésével is jár az egyre bonyolultabb hegesztési műveletekhez. .
A hegesztés alapvető típusai
A folyamat körülményeitől függően globálisan minden hegesztési típus a következőkre osztható:
- hegesztés földi körülmények között, azaz gravitáció hatására;
- víz alatti hegesztés;
- hegesztés levegőtlen térben.
Számos hegesztési módszer létezik, mind a művelet jellemzőitől, mind a hegesztendő anyagoktól függően:
Fúziós ívhegesztés (mma)
A múlt század 40-es éveiben feltalálták a fluxusréteg (bélés) alatti automatikus hegesztési módszert, a második világháború alatt ezt a hegesztést sikeresen használták harckocsi páncélozott hajótestek gyártására. A kézi fúziós hegesztés, amelyet néha nehéz környezeti feltételek is megterheltek, mindig is nehéz és munkaigényes folyamat volt.
Az ívhegesztés egy fajtája argon ívhegesztés (tig) argon közömbös gázkörnyezetben végzett olvasztással vagy nem olvadással.

Elektrosalakos hegesztés
A múlt század 50-60-as éveiben az elektroslagos hegesztési eljárás széles körben elterjedt. Ez a hegesztési módszer nagyon fontos volt a nehézgépészet fejlődése szempontjából, lehetővé téve nagyméretű, korlátozott öntödei és kovácsolási kapacitású fémszerkezetek létrehozását. Nagyon vastag fémet lehetett hegeszteni, egy menetben körülbelül két métert. Ezt a módszert alkalmazták prések, több tíz, sőt több száz milliméter falvastagságú nagynyomású edények stb. Idővel az elektroslaghegesztés termelékenysége ötszörösére nőtt. Az elektrosalakolvasztás és -öntés lehetővé teszi például tengeralattjárók és atomreaktorok testének létrehozását.
Ennek a technológiának azonban megvannak a maga hátrányai is: a hő által érintett zóna súlyos túlmelegedése megköveteli ennek a felületnek a műszaki normalizálását.

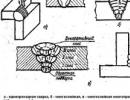
Villanóhegesztés
Ez a technológia a leghatékonyabb módja a fémek összekapcsolásának, és továbbra is sikeresen fejlődik, képességei még korántsem merültek ki. A két rész egymás felé irányul, élük megolvadásával fémhídkötéseket alkotnak. Az olvadás után az alkatrészeket összenyomják, hegesztett kötést képezve. Megkülönböztetünk folyamatos és pulzáló (kevesebb energiaigényű és fémveszteséget csökkentő) olvasztást. Lehetővé teszi nagy szilárdságú acélok és ötvözetek hegesztését.

Elektronsugaras hegesztés
A hőforrás egy elektronsugár - egy elektronsugár. Ez a módszer számos mérnöki és technológiai megoldást kínál a repülőgépgyártás és rakétagyártás területén. A hegesztést vákuumtérben, bizonyos esetekben helyi kamrákban végezzük. A nem vákuum (levegő) elektronsugaras hegesztés sugárterhelést hoz létre, amelyet a lehető legnagyobb mértékben meg kell akadályozni, és óriási, több száz kilovoltos feszültségre van szükség.

Plazma hegesztés
Ennek a hegesztési módszernek az energiaforrása egy sűrített ív, amelyet közvetlen vagy közvetett plazmaégővel állítanak elő, amelyet plazmasugárnak neveznek. Az ilyen hegesztés magában foglalja az olvadt fém helyi megolvasztását és ráfújását a hegesztendő alkatrészek szélére. Ezt a módszert a hegesztésen kívül technológiai felületezési, vágási és szórási műveletekhez alkalmazzák.

Hibrid hegesztés
Két energiaforrás - mikroplazma és lézersugár - felhasználásával a hibrid hegesztés jelentősen növeli a hegesztési folyamat hatékonyságát.
Szilárd fázisú hegesztés
Elméletileg ez a módszer a 60-as évek közepén - a múlt század 70-es éveinek elején jelent meg, és az elektronikus technológia, a műszerek és az automatizálás fejlődésének gyors előrehaladása nagyon népszerűvé tette a különböző iparágakban. A nyomáshegesztésben (szilárd fázisban) van indukciós, diffúziós, mágneses impulzus, ultrahangos stb.. Ezekkel a módszerekkel szinte bármilyen fémötvözet, fém és félvezető, kerámia, műanyag stb. összekapcsolható. hegesztési módszer a törékeny anyagok összekapcsolásának lehetősége.
//www.youtube.com/watch?v=wGSEouJ8beU
Hegesztő szerszámok
Annak ellenére, hogy ma már kifinomult, minden időjárási körülmények között működő hegesztőgépeket terveztek és sikeresen alkalmaznak, a kézi hegesztőszerszámok mindig is keresettek voltak és maradnak az építőipari és javítási szakemberek körében.
A hegesztőszerszám a szó általános értelmében a folyamat végrehajtásához szükséges eszközök összességét jelenti. Otthoni és mindennapi körülmények között a kézművesek olyan univerzális célú szerszámokat próbálnak használni, amelyek lehetővé teszik a hegesztésre szánt szerkezet gyors összeszerelését, az alkatrészek megbízható rögzítését a kívánt helyzetben és biztonságos hegesztési folyamatot az alkatrészek minimális deformációjával. A gyakran használt és szükséges hegesztőeszközök az arzenálban a következők:
- beszerelési eszközök az alkatrészek megbízható rögzítéséhez a kívánt pozícióban, amelyek funkcionalitásban és kialakításban különböznek - ütközők (állandó, eltávolítható vagy összecsukható), prizmák hengeres termékekhez, sablonok, négyzetek az alkatrészek bizonyos szögben történő elhelyezéséhez;
- fémmegmunkáló eszközök az összekapcsolt részek hézagainak beállítására és kiegyenlítésére a hegesztett részek véletlen elmozdulásának vagy deformációjának elkerülése érdekében:
- rugós bilincsek (beleértve a sarkokat is) az alkatrész rögzítésével a fogantyúk összenyomásával;
- bilincsek - rugó, ék, kar, excenter;
- különböző méretű és konfigurációjú bilincsek állandó vagy állítható torokmérettel;
- kötőelemek a hegesztendő élek adott távolsághoz való közelítésére;
- kalapácsok és távtartók az élek kiegyenlítésére, a helyi hibák kijavítására, az alkatrészek kívánt alakjának megadására;
- univerzális és speciális elektródatartók, hegesztő- és plazmapisztolyok;
- elektrotechnikai eszközök - transzformátorok, inverterek, egyenirányítók stb.;
- A csövek végeinek hegesztéséhez speciális támasztóeszközöket használnak: külső vagy belső központosítókat, amelyek biztosítják, hogy a csövek hegesztett részeinek tengelyei egybeessenek, amikor a végélek egy vonalba kerülnek.

- varratok és hegesztett élek tisztítására szolgáló eszközök:
- csiszoló- és polírozógépek, tárcsák és tartozékok sarokcsiszolókhoz ("csiszolók");
- pneumatikus kalapácsok és reszelők nehezen elérhető helyekhez;
- a salakkéreg eltávolítása a hegesztési varratok kényelmetlen területeiről;
- lapos vagy henger alakú drótkefék (tárcsás vagy végű) keskeny résekhez;
- eszközök hegesztő és technológiai berendezések beállításához és konfigurálásához, hegesztett kötések minőségellenőrzése;
- mérőműszer lineáris és szögmennyiségek mérésére (nyergek, furatmérők stb.).
Szerkezetileg a hegesztőszerszámok gyártása a professzionális munkában és a helyi háztartási munkában történő felhasználáson, valamint különféle szabályozatlan csatlakozási rendszereken alapul.
A hegesztőszerszám végfelhasználó általi kiválasztásának kérdését a hegesztendő felületek anyagának és az ezektől függő szerszámok jellemzőinek, a hegesztési munkák végzésének történetileg kialakult gyakorlatának, a költségkritériumoknak, a szakmai felkészültségnek és a személyes adatok elemzésével dönti el. magának a hegesztőnek a preferenciái.
A hegesztőszerszámokat folyamatosan fejlesztik, és kétségtelenül további fejlődést és nagyszerű építőipari jövőt várnak.
//www.youtube.com/watch?v=oqH-fQIRwO8
A TESLA a hegesztőberendezések egyik vezető gyártója. A cég 30 éve működik ebben a piaci szegmensben. A TESLA küldetése a legmagasabb globális szabványoknak megfelelő hegesztőgépek gyártása. A TESLA termékeket olyan fogyasztóknak szánják, mint az autókarbantartó és -javító cégek, mérnöki és építőipari cégek, valamint professzionális hegesztők. A fenti csoportok mindegyikéhez a TESLA hegesztőberendezések széles választékát kínálja: hegesztőgépek, hegesztő inverterek, félautomata hegesztőgépek, plazmavágók - a legmagasabb minőségben, lehetővé téve, hogy a legjobb eredményeket érje el munkája során.
A TESLA szakemberei, akiknek túlnyomó többsége a hegesztés területén magas szintű szakértő, folyamatosan dolgoznak a hegesztőgépekhez való új termékek fejlesztésén és a meglévő projektek fejlesztésén. A TESLA folyamatosan és aktívan figyelemmel kíséri a hegesztőberendezések globális piacának aktuális trendjeit, és ezeknek megfelelően irányítja a hegesztőgépek gyártási folyamatát. A több mint 37 országban működő képviseleti irodák és forgalmazók fejlett hálózatával a vállalat fontos szerepet tölt be a globális piacon.
Ha TESLA hegesztőgépeket vásárol, sokkal többet kap, mint csupán hegesztőberendezést. Megszerzi a cég műszaki know-how-jának, tapasztalatának és hagyományainak egy részét. A világszerte jól ismert TESLA hegesztőgépek minőségét a CE tanúsítvány és sok más nemzetközi tanúsítvány igazolja.
A mai napig több tucat hegesztési módszert fejlesztettek ki. A leggyakoribb típusok a mig, mag, tig és mma hegesztés. Mindegyik a hegesztési folyamat energiaszerzési módja szerint a termikus osztályba tartozik.
Az elektromos ív kialakulása során felszabaduló hőenergia lehetővé teszi bármilyen fém hegesztését. A főhő magában az ívben keletkezik, mivel ellenállása nagyobb, mint az elektróda és a hegesztendő alkatrész ellenállása, így az olvadás az ív közelében történik. Ez pedig egy hegesztési medence kialakulásához vezet, amely lehűtve állandó kapcsolatot biztosít.
A MIG hegesztés a fémek inertgázos környezetben végzett hegesztési eljárásának nemzetközi elnevezése. Inert gázként argont, héliumot vagy ezek keverékeit használják.
A gáz a palackokból nagynyomású tömlőkön keresztül jut az égőhöz. Kiszorítja a légköri levegőt az elektromos ív körül, ezáltal kiküszöböli az oxigén káros hatásait a hegesztési kötésre.
A varrás kiváló minőségű és sűrű, pórusmentes. A MIG hegesztés hátránya az inert gáz magas költsége. Az argon 45-ször, a hélium 156-szor drágább, mint a szén-dioxid.
 A MAG welding az aktív gázkörnyezetben végzett hegesztési folyamat nemzetközi elnevezése. A legszélesebb körben használt aktív gázok a szén-dioxid és a nitrogén. Funkciójuk megegyezik az inert gázokéval – védelem a légköri oxigénnel szemben.
A MAG welding az aktív gázkörnyezetben végzett hegesztési folyamat nemzetközi elnevezése. A legszélesebb körben használt aktív gázok a szén-dioxid és a nitrogén. Funkciójuk megegyezik az inert gázokéval – védelem a légköri oxigénnel szemben.
A hegesztési területen a szén-dioxid oxigénre és szén-monoxidra bomlik, ami olyan káros hatásokhoz vezet, mint a hegesztési varrat porozitása. Ennek elkerülése érdekében mangánt és szilíciumot tartalmazó elektródákat vagy töltőhuzalt kell használni.
Megkötik a felszabaduló oxigént és deoxidálják a hegesztőközeget. A gázokat nagynyomású palackokban tárolják, a felhasználáshoz reduktorokat használnak. Szén-dioxid használatakor ajánlatos a hengert megfordítani és vízgőzt engedni, csak ezután kezdje meg a MAG hegesztést.
Volfrám elektródával
A TIG hegesztés a fémek inert gáz környezetben végzett hegesztési eljárásának nemzetközi elnevezése volfrám nem fogyó elektródával.
Oroszországban és a FÁK-ban a TIG hegesztést argon ívhegesztésnek nevezik a használt inert gáz miatt. Az elektróda állandó hosszának köszönhetően a hegesztési folyamat jelentősen leegyszerűsödik, az egyéb szennyeződések hiánya lehetővé teszi, hogy a legjobb minőségű varratokat kapjuk.
 Az impulzusos AWI-hegesztés a hagyományos AWI-hegesztés egy változata, de egyenáram helyett impulzusáramot használ. Néhány MAG TIG hegesztőgépben ez az üzemmód a fő üzemmóddal együtt jelen van.
Az impulzusos AWI-hegesztés a hagyományos AWI-hegesztés egy változata, de egyenáram helyett impulzusáramot használ. Néhány MAG TIG hegesztőgépben ez az üzemmód a fő üzemmóddal együtt jelen van.
Hasznos, ha vékony lemezekkel dolgozik, nem melegíti túl azokat, és hegesztés közben sem vetemedik el. Általában több üzemmód van beállítva 1 Hz, 10 Hz, 500 Hz frekvencián. Az eredmény egy gyönyörű pikkelyes varrás.
Az MMA hegesztés a kézi elektromos ívhegesztés nemzetközi elnevezése. Speciális védőbevonattal bevont elektródákból készül. Az MMA hegesztési folyamat az elektróda és a hegesztendő alkatrész közötti ív kialakulásának köszönhető.
Az elektróda megolvadva belép a hegesztési medencébe, amely a munkadarabok éleinek megolvadása miatt keletkezett. A bevonat is megolvad és védőréteget képez a fürdő felületén, lehűlés után salakká alakul. Könnyen eltávolítható kalapáccsal.
Félautomata hegesztés
 A hegesztő berendezések választéka hatalmas. A MIG MAG hegesztőgép nagyon népszerű. Szinte minden autójavító műhelyben használják az általa előállított kiváló minőségű hegesztés miatt.
A hegesztő berendezések választéka hatalmas. A MIG MAG hegesztőgép nagyon népszerű. Szinte minden autójavító műhelyben használják az általa előállított kiváló minőségű hegesztés miatt.
A legtöbb hegesztőgép ma már invertert használ. A bennük lévő hegesztőáram frekvenciája gyakorlatilag független a hálózati feszültség változásától. Ugyanakkor kompakt méretük és súlyuk van, ami lehetővé teszi, hogy mobilak legyenek.
Mivel az elektromos ívhegesztés legtöbb típusának áramforrása ugyanazokkal a paraméterekkel rendelkezik, a gyártók elkezdtek olyan univerzális modelleket létrehozni, amelyek különböző üzemmódokban és különböző típusú égőkben működnek. A félautomata MIG MAG és AWI hegesztés speciálisan kifejlesztett.
Hegesztő huzal
A félautomata MIG MAG AWI hegesztés során hegesztőhuzalt kell használni, amelyet a gépbe csavarnak. A varrás minősége a jellemzőitől is függ. Egyes esetekben magos huzal használatakor védőgáz nélkül is megteheti.
Négyféle adalékanyag létezik: alumínium, acél, réz és por. Az utolsó kettő a legnépszerűbb. Használatuk garantálja a fröccsenésmentességet és a magas termelékenységet.
Védőgáz-atmoszférában a maghuzalon kívül töltőhuzalt is kell használni. Vásárláskor ügyeljen a hegesztendő anyagokkal és hegesztési heggyel való kompatibilitásra.
Univerzális félautomata
Az univerzalizálás markáns példája a Triton MIG MT 250 márkájú félautomata hegesztőgép, amely a professzionális berendezésekhez tartozó félautomata gép egy kerekes kisméretű inverter, amely csúcs üzemmódban 250 A-t termel.
 Kiváló minőségű hegesztést biztosít MIG, MAG, TIG DC, MMA módban és Spot Stitch technológiával is tud hegeszteni. Ebből a célból a hegesztőgép szállítási csomagja háromféle hegesztésre alkalmas pisztolyt tartalmaz.
Kiváló minőségű hegesztést biztosít MIG, MAG, TIG DC, MMA módban és Spot Stitch technológiával is tud hegeszteni. Ebből a célból a hegesztőgép szállítási csomagja háromféle hegesztésre alkalmas pisztolyt tartalmaz.
Csúcsüzemben a bekapcsolási idő 60%, 200 A-ig - 100%. Az elektromos ív egyszerű és megbízható indításához az Arc Force és Lift TIG funkció biztosított.
A töltőhuzal ellátására 4 görgős hajtást használnak, 300 mm-es orsót is lehet használni.
Egy speciális csatlakozó lehetővé teszi, hogy a készülék toló-húzós és orsópisztoly égőkkel is működjön. Ezek olyan fáklyák, amelyeknek saját töltőhuzaladagolójuk van, és egy tekercs van rajta. Bármilyen minőségű töltőhuzalt használnak, beleértve az 1,2 mm átmérőjű folyasztószeres huzalt is.
Üzemmódok
A négy üzemmóddal (MIG, MAG, TIG, MMA) működő hegesztőgép széles lehetőségeket nyit meg. Lehetővé teszi varrat létrehozását különböző pozíciókban, vas- és színesfémek, horganyzott, vékony és vastag lemezek hegesztését.

Spot/Stitch
„Dot/stitch” – így fordíthatja le az üzemmód nevét. Ebben a MIG MT 250 varrással hegeszt. A hegesztési csepp akkor kerül átadásra, ha nincs rövidzárlat, ami csökkenti a hegesztendő termék hőbevitelét. Ez kiküszöböli a fém túlmelegedését és vetemedését.
Az üzemmódot horganyzott termékek és rozsdamentes acél hegesztésekor használják. Az elektróda és az alkatrész csökkentett melegítése lehetővé teszi az eszköz teljesítményének és élettartamának növelését.
MIG/MAG
MIG és MAG üzemmódban a hegesztőgép félautomatikusan működik. A töltőhuzal egyenletes betáplálása történik a védőgáz egyidejű betáplálásával.
A hegesztőnek csak el kell mozgatnia a pisztolyt a jövőbeni varrat mentén a hegesztendő alkatrésztől egy bizonyos magasságban. Ez nagy hegesztési sebességet és kiváló minőségű hegesztést biztosít, köszönhetően a levegő oxigénnel szembeni inert gáz általi védelmének. A hegesztőáram széles tartományban állítható 30-250 A között.
FOGÓCSKAJÁTÉK
A legtöbb félautomata MIG MAG készüléktől eltérően a MIG MT 250 modell képes fémeket hegeszteni AWI üzemmódban egyenárammal. A készülék biztosítja az elektromos hegesztőív gyors begyulladását, amikor az elektróda vége hozzáér a hegesztendő alkatrészhez.
Az ívindítás pillanatában nincs nagyfrekvenciás interferencia, ami lehetővé teszi a rádióiparban és a gyártás (vagy amatőr hegesztés) egyéb, elektronikához kapcsolódó területein történő alkalmazását.
MMA
A hagyományos kézi elektromos ívhegesztés vasfémek és ötvözeteik hegesztését biztosítja. Az egyenáram lehetővé teszi a stabil ív elérését.
Az ARC-FORCE hegesztőgép speciális funkciója biztosítja az ívteljesítmény beállítását, amely lehetővé teszi a szükséges paraméterek és a kiváló minőségű hegesztés elérését.
Adalékanyag ellátás
Az adalékanyag-ellátó berendezés az inverter házában található. A hajtás egyenletesen, elakadás nélkül táplálja a vezetéket, nem csúszik, nem nyúlik. A készüléket egy 15 kg súlyú tekercs töltheti meg töltőhuzallal, melynek átmérője 0,8-1,2 mm között változik.
Az univerzális hegesztőgép szállítási készlete a következőket tartalmazza:
- inverter típusú tápegység;
- MIG/MAG zseblámpa 3 m kábellel;
- AWI pisztoly 4 m kábellel;
- hálózati kábel;
- tömlő védőgáz ellátásához;
- tartó kábellel kézi MMA munkához;
- kábel a földeléshez (bilincs van rajta).
A MIG, MAG, TIG és MMA funkciókkal rendelkező készülék súlya 32 kg, szállításához kerekek vannak. Az előlapon minden információ megjelenik a készülék aktuális állapotáról.
A csatlakozók a kábelek gyors leválasztására szolgálnak. A tűs csatlakozó biztosítja az SPOOL GUN pisztolyok csatlakoztatását, ami lehetővé teszi szinte bármilyen típusú hegesztőhuzal használatát. Ez viszont lehetővé teszi, hogy nagymértékben bővítsük a hegesztett fémek és ötvözeteik listáját.
Túlmelegedés és túlterhelés elleni védelem biztosított.
A készülék funkcióinak ilyen választéka lehetővé teszi, hogy univerzális eszköz legyen, amely szinte minden típusú hegesztési munka elvégzését biztosítja kiegészítő berendezések vásárlása nélkül.
Egy nem szakember számára néha nehéz megérteni a hegesztésben használt kifejezéseket és meghatározásokat. A bonyolultságot ráadásul az is okozza, hogy nincsenek szigorúan szabályozott és osztályozott módszerek és technikák. A hegesztőberendezések és -anyagok gyártói azonban betartják az általánosan elfogadott angol rövidítéseket, amelyeket ebben a cikkben tárgyalunk.
MMA (RDS)
MMA(Manual Metal Arc) - kézi ívhegesztés darabos (bevonatos) elektródákkal a vagy. A szovjet idők szakirodalma az RDS elnevezést használta.
A hegesztési folyamat egy fémrúd - egy speciális bevonattal bevont elektróda - megolvadása miatt következik be, amelyeknek sajátjuk van. Fő célja, hogy megvédje a hegesztőmedencét a levegőtől, megakadályozva a fém oxidációját. Az olvadt rúd hegesztést képez, és a használt bevonat salakként marad.
Fedett elektródás hegesztés
Az RDS egyen- és váltakozó árammal egyaránt lehetséges. Egyenárammal két lehetőség van a földbilincs és az elektródatartó csatlakoztatására, tehát van hegesztés. A váltakozó áram nem rendelkezik ezzel a funkcióval - az elektróda csatlakoztatásának módja ebben az esetben nem számít. Az alábbiak segítenek kiválasztani egy olyan készüléket, amely hosszú évekig használható.
Mivel egyszerűsége és viszonylag olcsó felszerelése miatt az MMA módszer a legnépszerűbb, mindenképpen érdemes megismerkedni a témával.
TIG(WIG) vagy RADS
FOGÓCSKAJÁTÉK(Tungsten Inert Gas) – ívhegesztés technológiája inert gáz környezetben, nem fogyó elektródával. A volfrám egy nagyon tűzálló fém, olvadáspontja körülbelül 3500 C, így ez az alapja az ilyen típusú elektródák gyártásának. Néha megtalálhatja ennek a módszernek más változatait is:
- WIG (Wolfram Inert Gas) – a név a német helyesírásból származik;
- GTA (Gas Tungsten Arc) – ez a rövidítés kihagyja a védőgáz kémiai reakcióját.
Az anyagok kiválasztását a hegesztendő fémtípusok, valamint a hegesztési módok megjelölése szerint végzik.
Mert az elektróda nem fogyasztható, az argonhegesztési folyamat más forgatókönyv szerint megy végbe:
- elektromos ívet gerjesztünk az elektróda vége és a hegesztendő fém között;
- a hegesztési varrat kitöltése speciális töltőanyag - egy rúd - hegesztési zónába való bejuttatásával történik;
- a hegesztőmedencét gázfelhő védi.

AWI hegesztési folyamat
Védő inert gáz, pl. olyan gáz, amelynek molekulái nem lépnek kémiai kölcsönhatásba az alap- és töltőanyaggal a hegesztési folyamat során; ebben az esetben argont használnak. Ezért adták hozzá a „” vagy RADS nevet.
Érdemes megjegyezni, hogy ez a név nem teljesen helyes, mert Más gázok, például nitrogén, hélium és gázkeverékek is használhatók védőgázként.
Az argon felhasználható fogyóelektródák hegesztésekor - a MIG módszer, amelyet az alábbiakban tárgyalunk.
A hegesztőberendezések műszaki jellemzőinél a TIG jelölésen kívül mindig kiegészül a hegesztőáram típusának megjelölésével DC (egyenáram) - egyenáram vagy AC / DC (váltakozó áram / egyenáram) - váltakozó / egyenáram. Ebben az esetben nagyon fontos. Például váltakozó árammal állítják elő.
MIG/MAG
MIG/MAG(Metal Inert/Active Gas) – ívhegesztési módszer inert/aktív gáz védőatmoszférában, acél vagy más huzal formájú fogyóelektródával, az összekapcsolandó fém típusától függően.

A mig/mag módszer sematikus ábrázolása
A MIG vagy MAG hegesztés általában azt jelenti. Ennek a módszernek a fő célja egy „végtelen elektróda” létrehozása volt, ezáltal jelentős hegesztési termelékenység érhető el. Valójában az RDS módszerrel gyakran kell cserélni az elektródát, amikor elhasználódott, ami bizonyos esetekben rendkívül kényelmetlen. A TIG hegesztéshez hasonlóan itt is védőgázokat használnak.
Az inert szerepe általában az argon és keverékei, amely alkalmas pl. Az aktív gáz, azaz az, amely kölcsönhatásba lép a folyamatban a hegesztett fémmel, általában szén-dioxid (szén-dioxid). Hallhatja, hogy egy hegesztő a „ ” kifejezést használja, ami a MAG módszerre utal.
Ez a módszer az MMA-hoz képest megnövekedett termelékenysége miatt a legelterjedtebb, és jobb eredményt ad a varrat minőségében.A tapasztalt hegesztők véleménye alapján Ön dönthet a hegesztőgép kiválasztásáról.
Reméljük, hogy ez a cikk segít megérteni az alapvető hegesztési módszerek osztályozását, és hasznos lesz az angol rövidítésekkel ellátott berendezések és anyagok kiválasztásakor is.