Vrste zavarenih spojeva i podjela zavarenih spojeva. Zavareni šavovi: vrste šavova i spojeva Zavareni šavovi prema obliku vanjske površine
Jedan od načina spajanja dijelova materijala je zavarivanje. Metoda je našla vrlo široku primjenu u raznim područjima. Ovom relativno jeftinom, a istovremeno pouzdanom metodom dobivaju se trajni spojevi. Uzimajući u obzir vrste metala, od kojih svaki ima svoje karakteristike zavarivanja, razlike u radnim uvjetima i zahtjevima spojeva, razlikuju se različite vrste zavara i spojeva.
Zone zavarivanja
Zona taljenja s djelomično otopljenim zrncima je 0,1-0,4 mm glavnog metala. Kada se metal u ovoj zoni zagrije, njegova struktura postaje igličasta s visokom krhkošću i niskom čvrstoćom.
Termalna zona podijeljena je u četiri dijela:

Glavna metalna zona počinje od dijela zagrijanog na manje od 450 °C. Struktura je ovdje slična strukturi običnog metala, ali čelik gubi čvrstoću zbog zagrijavanja. Oksidi i nitridi se oslobađaju duž granice, slabeći vezu zrna. Metal na ovom mjestu postaje izdržljiviji, međutim, dobiva manje duktilnosti i žilavosti.
Klasifikacija zavarenih spojeva i šavova
Vrste šavova dijele se u nekoliko kategorija ovisno o njihovim karakteristikama. Izgledom se ističu:
- Normalan.
- Konveksan.
- Konkavno.
Po vrsti zavari mogu biti jednostrani i dvostrani. Prema broju prolaza - jednoprolazni i višeprolazni. Po broju slojeva: jednostrani i višeslojni (pri zavarivanju debelih metala).
Postoje i varijante u dužini:
- Jednostrano kontinuirano.
- Jednostrano isprekidano.
- Dvostrani lanac.
- Dvostrani šah.
- Točkasti zavari (stvoreni otpornim zavarivanjem).
Vrste šavova prema vektoru sile:
- Poprečno - sila je okomita na šav.
- Uzdužna - sila paralelna sa šavom.
- Koso - sila pod kutom.
- Kombinirano - znakovi i poprečnih i uzdužnih šavova.
Po prostornom položaju:

Prema funkciji šavovi se dijele na:
- Izdržljiv.
- Izdržljiv i gust.
- Zapečaćena.
Širina:
- Navojne šavove čija širina praktički ne prelazi promjer elektrode.
- Proširene šavove izrađuju se poprečnim oscilatornim pokretima šipke.
Posebni priključci
 stražnjica. Najčešća opcija, koja predstavlja običnu vezu krajnjih površina ili listova. Njihovo formiranje zahtijeva minimalno vrijeme i metal. Mogu se izvesti bez skošenih rubova ako su listovi tanki. Za debele proizvode morate pripremiti metal za zavarivanje, pri čemu ćete morati zakositi rubove kako biste povećali dubinu zavarivanja. Ovo je relevantno za debljinu od 8 mm ili više. Ako je debljina veća od 12 mm, bit će potrebni dvostrani sučeoni spojevi i skošeni rubovi. Najčešće se ti spojevi izvode u vodoravnom položaju.
stražnjica. Najčešća opcija, koja predstavlja običnu vezu krajnjih površina ili listova. Njihovo formiranje zahtijeva minimalno vrijeme i metal. Mogu se izvesti bez skošenih rubova ako su listovi tanki. Za debele proizvode morate pripremiti metal za zavarivanje, pri čemu ćete morati zakositi rubove kako biste povećali dubinu zavarivanja. Ovo je relevantno za debljinu od 8 mm ili više. Ako je debljina veća od 12 mm, bit će potrebni dvostrani sučeoni spojevi i skošeni rubovi. Najčešće se ti spojevi izvode u vodoravnom položaju.
Tavrovoe. T spojnice su u obliku slova T i mogu biti jednostrane i dvostrane. Mogu se koristiti za spajanje proizvoda različitih debljina. Ako je manji dio montiran okomito, elektroda je tijekom procesa zavarivanja nagnuta do 60°. Da biste izvršili jednostavniju verziju zavarivanja broda, koristite čavle. Time se smanjuje vjerojatnost podrezivanja. Obično se konac nanosi po prolazu. Danas se proizvode mnogi strojevi za automatsko T-zavarivanje.
Kutni. Rubovi ovih spojeva (pod različitim kutovima) često su savijeni tako da šav leži na potrebnoj dubini. Dvostrano zavarivanje čini spoj čvršćim.
preklapanje. Ova metoda se koristi za zavarivanje limova debljine manje od 1 cm.Polažu se međusobno preklapajući i kuhaju s obje strane. Između njih ne bi trebalo biti vlage. Za bolje spajanje, spoj je ponekad zavaren s kraja.
Geometrija šava
 S - debljina izratka.
S - debljina izratka.
E - širina.
B - razmak između obratka.
H je dubina zavarenog područja.
T - debljina.
Q je veličina konveksnog dijela.
P je izračunata visina koja odgovara okomitom pravcu od točke prodiranja do hipotenuze najvećeg pravokutnog trokuta upisanog u vanjski dio.
A je debljina kutnog zavara koja uključuje vrijednost konveksiteta i proračunsku visinu.
K - noga je udaljenost od površine jednog obratka do granice kuta drugog.
Q - konveksnost deponovanog područja.
Izbor
 Vrste šavova i zavarenih spojeva razlikuju se po svojstvima, a za svaki slučaj odabiru se parametri uspješne kombinacije. Prvi korak je procjena prostornog položaja. Što je posao lakši, to je kvalitetniji. Lakše je napraviti vodoravne šavove, pa pokušavaju vodoravno postaviti izratke. Ponekad, da bi se osigurala kvaliteta, dio se mora okrenuti nekoliko puta.
Vrste šavova i zavarenih spojeva razlikuju se po svojstvima, a za svaki slučaj odabiru se parametri uspješne kombinacije. Prvi korak je procjena prostornog položaja. Što je posao lakši, to je kvalitetniji. Lakše je napraviti vodoravne šavove, pa pokušavaju vodoravno postaviti izratke. Ponekad, da bi se osigurala kvaliteta, dio se mora okrenuti nekoliko puta.
Zavarivanje u jednom prolazu pomaže postići bolju čvrstoću nego u slučaju više prolaza. Dakle, potrebna je ravnoteža između pogodnosti i broja prolaza.
Kada su komadi debeli, rubovi se režu i površina se tretira kako bi se dobila čista završna obrada. Opcije sučeonog spoja su najjednostavnije, poželjno je odabrati ih, jer je lakše osigurati fiksaciju kako bi se izbjeglo izobličenje geometrije gotovih dijelova. Osim odabira vrste, pozornost se posvećuje i temperaturnom režimu, jer se zone kuhanja mogu pomaknuti i proizvod neće biti potpuno kuhan ili će se otopiti.
Varovi i spojevi
Trajni spoj koji je izveden zavarivanjem naziva se zavareni. Sastoji se od nekoliko zona (slika 77):
Zavareni šav;
fuzija;
Riža. 77. Zone zavarenog spoja: 1 – zavar; 2 – fuzija; 3 – toplinski utjecaj; 4 – osnovni metal
Toplinski utjecaj;
Osnovni metal.
Prema dužini zavareni spojevi su:
Kratak (250-300 mm);
Srednje (300–1000 mm);
Dugo (više od 1000 mm). Ovisno o duljini zavara, odabire se način njegovog izvođenja. Za kratke spojeve, šav se odvija u jednom smjeru od početka do kraja; za srednje dijelove tipično je nanošenje šava u odvojenim dijelovima, a njegova duljina treba biti takva da je cijeli broj elektroda (dvije, tri) dovoljan za njegovo dovršenje; dugi spojevi zavareni su metodom obrnutog koraka koja je gore razmotrena.
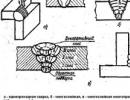
Po vrsti, zavareni spojevi (slika 78) dijele se na:
1. Stražnjica. Ovo su najčešći spojevi koji se koriste u različitim metodama zavarivanja. Oni su poželjni jer su karakterizirani najnižim unutarnjim naprezanjima i deformacijama. Limene konstrukcije u pravilu se zavaruju sučeonim spojevima.

Riža. 78. Vrste zavarenih spojeva: a – sučeoni; b – trojnik; c – kutni; g – preklapanje

Riža. 78 (kraj). d – prorez; e – kraj; g – s preklopima; 1–3 – osnovni metal; 2 – poklopac: 3 – električne zakovice; h – s električnim zakovicama
Glavne prednosti ovog spoja, na koje se može računati, podliježu pažljivoj pripremi i podešavanju rubova (zbog otupljenja rubova sprječava se progorijevanje i curenje metala tijekom procesa zavarivanja, a održavanje njihove paralelnosti osigurava visokokvalitetni, jednolični šav), su sljedeći:
Minimalna potrošnja osnovnog i nataloženog metala;
Najkraće vrijeme potrebno za zavarivanje;
Dovršena veza može biti jaka kao i osnovni metal.
Ovisno o debljini metala, rubovi tijekom elektrolučnog zavarivanja mogu se rezati pod različitim kutovima u odnosu na površinu:
Pod pravim kutom, ako se spajaju čelični limovi debljine 4–8 mm. U tom slučaju između njih ostaje razmak od 1-2 mm, što olakšava zavarivanje donjih dijelova rubova;
Pod pravim kutom, ako je metal debljine do 3 i do 8 mm spojen jednostranim ili dvostranim zavarivanjem;
S jednostranim skošenjem rubova (u obliku slova V), ako je debljina metala od 4 do 26 mm;
S dvostranim skošenjem (u obliku slova X), ako listovi imaju debljinu od 12–40 mm, a ova metoda je ekonomičnija od prethodne, jer se količina taloženog metala smanjuje gotovo 2 puta. To znači uštedu elektroda i energije. Osim toga, dvostrane kosine manje su osjetljive na deformacije i stres tijekom zavarivanja;
Kut skošenja može se smanjiti sa 60° na 45° ako zavarite limove debljine veće od 20 mm, što će smanjiti volumen nataloženog metala i uštedjeti elektrode. Prisutnost razmaka od 4 mm između rubova osigurat će potrebno prodiranje metala.
Kod zavarivanja metala različitih debljina, rub debljeg materijala se jače zakosi. Ako su dijelovi ili limovi koji se spajaju elektrolučnim zavarivanjem velike debljine, koristi se priprema ruba u obliku čaše, a kod debljine 20-50 mm izvodi se jednostrana priprema, a kod debljine veće od 50 mm. mm, provodi se dvostrana priprema.
Gore navedeno je jasno prikazano u tablici. 44.
2. Preklopni zavari, najčešće se koriste kod elektrolučnog zavarivanja konstrukcija čija je debljina metala 10-12 mm. Ono što ovu opciju razlikuje od prethodne veze je da nema potrebe posebno pripremati rubove - samo ih odrežite. Iako montaža i priprema metala za preklopne spojeve nije toliko zahtjevna, treba uzeti u obzir da se potrošnja osnovnog i nanesenog metala povećava u odnosu na sučeone spojeve. Za pouzdanost i izbjegavanje korozije zbog prodora vlage između listova, takvi spojevi su zavareni s obje strane. Postoje vrste zavarivanja kod kojih se isključivo koristi ova opcija, posebno kod točkastog kontakta i zavarivanja valjkom.
3. T-šipke, široko korištene u elektrolučnom zavarivanju. Kod njih su rubovi skošeni s jedne ili obje strane ili se uopće ne koriste bez skošenja. Posebni zahtjevi postavljaju se samo na pripremu okomitog lista, koji mora imati jednako obrubljen rub. Za jednostrane i dvostrane kosine, rubovi okomitog lima osiguravaju razmak od 2-3 mm između okomite i vodoravne ravnine kako bi se okomiti lim zavario do pune debljine. Jednostrani skos se izvodi kada je dizajn proizvoda takav da ga je nemoguće zavariti s obje strane.
Tablica 44
Odabir sučeonog spoja ovisno o debljini metala



5. S prorezom, koji se koristi u slučajevima kada šav preklapanja normalne duljine ne osigurava potrebnu čvrstoću. Postoje dvije vrste takvih veza - otvorene i zatvorene. Utor je izrađen rezanjem kisikom.
6. Kraj (strana) u kojem se limovi postavljaju jedan na drugi i na krajevima zavaruju.
7. S preklapanjem. Da bi se napravio takav spoj, listovi se spajaju i spoj se prekriva slojem, što, naravno, podrazumijeva dodatnu potrošnju metala. Stoga se ova metoda koristi u slučajevima kada nije moguće napraviti sučeoni ili preklapajući zavar.
8. S električnim zakovicama. Ova veza je jaka, ali nije dovoljno čvrsta. Za to se izbuši gornji lim, a dobivena rupa se zavari tako da zahvati i donji lim.
Ako metal nije predebeo, tada bušenje nije potrebno. Na primjer, kod automatskog zavarivanja pod praškom, gornji lim jednostavno se rastali pomoću luka za zavarivanje.
Strukturni element zavarenog spoja, koji se tijekom njegove izvedbe formira zbog kristalizacije rastaljenog metala duž linije kretanja izvora grijanja, naziva se zavar. Elementi njegovog geometrijskog oblika (slika 79) su:
Širina (b);
Visina (h);
Veličina noge (K) za kutne, preklopne i T-zglobove.
Klasifikacija zavarenih spojeva temelji se na različitim karakteristikama, koje su prikazane u nastavku.

Riža. 79. Elementi geometrijskog oblika zavara (širina, visina, veličina noge)
1. Prema vrsti veze:
stražnjica;
Kutni (slika 80).

Riža. 80. Kutni šav
Kutni zavari se prakticiraju za neke vrste zavarenih spojeva, posebno za preklopne, sučeone, kutne i preklopne spojeve.
Strane takvog šava nazivaju se krakovi (k), zona ABCD na sl. 80 prikazuje stupanj konveksnosti šava i ne uzima se u obzir pri izračunavanju čvrstoće zavarenog spoja. Pri izvođenju potrebno je da kraci budu jednaki, a kut između stranica OD i BD iznosi 45°.
2. Prema vrsti zavarivanja:
Šavovi za elektrolučno zavarivanje;
Automatsko i poluautomatsko zavarivanje pod praškom;
Šavovi za elektrolučno zavarivanje u zaštiti plina;
Šavovi za zavarivanje elektrotroskom;
Šavovi za otporno zavarivanje;
Šavovi za plinsko zavarivanje.
3. Prema prostornom položaju (slika 81) u kojem se izvodi zavarivanje:

Riža. 81. Zavari ovisno o prostornom položaju: a – dno; b – horizontalno; c – okomito; g – strop
Horizontalno;
okomito;
Strop.
Najlakši šav za izradu je donji šav, najteži je stropni šav.
U potonjem slučaju, zavarivači prolaze posebnu obuku, a stropni šav je lakše napraviti pomoću plinskog zavarivanja nego elektrolučnog zavarivanja.
4. Po duljini:
Stalan;
Isprekidano (slika 82).

Riža. 82. Isprekidani zavar
Isprekidani šavovi prakticiraju se prilično široko, posebno u slučajevima kada nema potrebe (proračuni čvrstoće ne uključuju izradu kontinuiranog šava) za čvrsto povezivanje proizvoda.
Duljina (l) spojenih dijelova je 50-150 mm, razmak između njih je približno 1,5-2,5 puta veći od zone zavarivanja, a zajedno čine korak šava (t).
5. Prema stupnju konveksnosti, odnosno obliku vanjske površine (slika 83):
Normalan;
Konveksan;
Konkavno.
Vrsta korištene elektrode određuje konveksnost zavara (a'). Najveća konveksnost je karakteristična za tanko obložene elektrode, dok debelo obložene elektrode proizvode normalne šavove, budući da ih karakterizira veća fluidnost rastaljenog metala.

Riža. 83. Varovi koji se razlikuju po obliku vanjske površine: a – normalni; b – konveksan c – konkavan
Eksperimentalno je utvrđeno da se čvrstoća šava ne povećava s povećanjem konveksnosti, osobito ako veza "radi" pod promjenjivim opterećenjima i vibracijama. Ova situacija se objašnjava na sljedeći način: kada se pravi šav s velikom konveksnošću, nemoguće je postići glatki prijelaz od ruba šava do osnovnog metala, tako da je na ovom mjestu rub šava, kao da je, izrezan, a naprezanja su ovdje uglavnom koncentrirana.
U uvjetima promjenjivih i vibracijskih opterećenja na ovom mjestu, zavareni spoj može biti podložan uništenju. Osim toga, konveksni zavari zahtijevaju povećanu potrošnju elektrodnog metala, energije i vremena, odnosno neekonomična je opcija.
6. Prema konfiguraciji (Sl. 84):
Ravna crta;
Prsten;

Riža. 84. Varovi raznih konfiguracija: a – ravni; b – prsten
okomito;
Horizontalno.
7. U odnosu na sile koje djeluju (sl. 85):
flankiranje;
Lice;
Kombinirano;
Kosi. Vektor djelovanja vanjskih sila može biti paralelan s osi šava (tipično za bočne sile), okomit na os šava (za krajnje sile), prolaziti pod kutom u odnosu na os (za kose) ili kombinirati smjer bočnih i krajnjih sila (kod kombiniranih).
8. Prema načinu držanja rastaljenog metala zavara:
Bez podstava i jastuka;
Na uklonjivim i preostalim čeličnim jastučićima;

Riža. 85. Zavari u odnosu na djelujuće sile: a – bok; b – kraj; c – kombinirani; g – koso
Na bakrenim, bakrenim, keramičkim i azbestnim oblogama, fluksnim i plinskim jastucima.
Prilikom nanošenja prvog sloja zavara, glavna stvar je da se tekući metal može zadržati u bazenu za zavarivanje.
Kako biste spriječili curenje, koristite:
Čelične, bakrene, azbestne i keramičke obloge, koje se postavljaju ispod korijenskog šava. Zahvaljujući njima, moguće je povećati struju zavarivanja, što osigurava probijanje rubova i jamči 100% probijanje dijelova. Osim toga, obloge drže rastaljeni metal u bazenu za zavarivanje, sprječavajući stvaranje opeklina;
Umetci između zavarenih rubova, koji obavljaju iste funkcije kao i brtve;
Opšivanje i zavarivanje korijena šava sa suprotne strane, bez pokušaja probijanja;
Jastučići od topitelja, bakra (za zavarivanje pod praškom) i plina (za ručno zavarivanje, automatsko i argonsko zavarivanje) koji se unose ili uvode ispod prvog sloja šava. Njihov cilj je spriječiti istjecanje metala iz zavarene kupke;
Spojevi za zaključavanje pri izradi sučeonih šavova, koji sprječavaju opekline u korijenskom sloju šava;
Posebne elektrode, čija prevlaka sadrži posebne komponente koje povećavaju površinsku napetost metala i ne dopuštaju da istječe iz bazena za zavarivanje pri izradi okomitih šavova od vrha do dna;
Pulsni luk, zbog kojeg dolazi do kratkotrajnog taljenja metala, što pridonosi bržem hlađenju i kristalizaciji metala šava.
9. Na strani na kojoj se nanosi šav (Sl. 86):
Jednostrano;
Dvostran.
10. Za zavarene materijale:
Na ugljičnim i legiranim čelicima;

Riža. 86. Zavari, koji se razlikuju po položaju: a - jednostrani; b – dvostrani
Na obojenim metalima;
Na bimetal;
Na polistirenskoj pjeni i polietilenu.
11. Prema položaju dijelova koji se spajaju:
Pod oštrim ili tupim kutom;
Pod pravim kutom;
U jednoj ravnini.
12. Po volumenu nataloženog metala (slika 87):
Normalan;
Oslabljena;
Ojačana.
13. Prema mjestu na proizvodu:
Uzdužni;
Poprečni.
14. Prema obliku konstrukcija koje se zavaruju:
Na ravnim površinama;
Na sfernim površinama.
15. Po broju odloženih kuglica (slika 88):
Jednoslojni;
Višeslojni;
Višestruki prolaz.
Prije zavarivanja, rubovi proizvoda, konstrukcija ili dijelova koji se spajaju moraju biti pravilno pripremljeni, budući da čvrstoća šava ovisi o njihovom geometrijskom obliku

Riža. 87. Zavari koji se razlikuju po volumenu nanesenog metala: a – oslabljeni; b – normalno; c – ojačani

Riža. 88. Varovi koji se razlikuju po broju zavarenih zrna: a – jednoslojni; b – višeslojni; c – višeslojni višeprolazni
Elementi pripreme oplate su (slika 89):
Kut rezanja ruba (?), koji se mora napraviti ako je debljina metala veća od 3 mm. Ako preskočite ovu operaciju, moguće su negativne posljedice kao što su nedostatak prodiranja duž poprečnog presjeka zavarenog spoja, pregrijavanje i izgaranje metala. Rezanje rubova omogućuje zavarivanje u nekoliko slojeva malog poprečnog presjeka, zbog čega se poboljšava struktura zavarenog spoja, a smanjuju se unutarnja naprezanja i deformacije;

Riža. 89. Elementi pripremanja kromo
Razmak između rubova koji se spajaju (a). Od ispravnosti utvrđenog razmaka i odabranog načina zavarivanja ovisi koliko će biti potpun proboj po presjeku spoja pri izradi prvog (korijenskog) sloja zavara;
Zatupljivanje rubova (S) je neophodno kako bi se procesu zavarivanja korijena dala određena stabilnost. Zanemarivanje ovog zahtjeva dovodi do izgaranja metala tijekom zavarivanja;
Duljina skošenja lima ako postoji razlika u debljini (L). Ovaj element omogućuje gladak i postupan prijelaz s debljeg dijela na tanji, čime se smanjuje ili eliminira rizik koncentracije naprezanja u zavarenim konstrukcijama;
Pomak rubova jedan u odnosu na drugi (?). Budući da to smanjuje karakteristike čvrstoće spoja, a također pridonosi nedostatku prodiranja metala i stvaranju točaka naprezanja, GOST 5264–80 uspostavlja prihvatljive standarde, posebno, pomak ne smije biti veći od 10% metala debljine (maksimalno 3 mm).
Dakle, prilikom pripreme za zavarivanje moraju se ispuniti sljedeći zahtjevi:
Očistite rubove od prljavštine i korozije;
Uklonite skošenja odgovarajuće veličine (prema GOST-u);
Postavite razmak u skladu s GOST-om razvijenim za određenu vrstu veze.
O nekim vrstama bridova već je bilo riječi (iako su razmatrani s drugog aspekta) pri opisu sučeonih spojeva, no ipak je potrebno još jednom usredotočiti pažnju na to (slika 90).
Odabir jedne ili druge vrste ruba određen je nizom čimbenika:
Metoda zavarivanja;
Debljina metala;
Način povezivanja proizvoda, dijelova itd.
Za svaku metodu zavarivanja razvijena je posebna norma koja specificira oblik pripreme rubova, veličinu šava i dopuštena odstupanja. Na primjer, ručno elektrolučno zavarivanje izvodi se u skladu s GOST 5264–80, kontaktno zavarivanje – u skladu s GOST 15878–79, elektrolučno zavarivanje – u skladu s GOST 15164–68 itd.

Riža. 90. Vrste rubova pripremljenih za zavarivanje: a – s kosom oba ruba; b – sa kosom jednog ruba; c – s dva simetrična skošenja jednog ruba; d – s dva simetrična skošenja dva ruba; d – sa zakrivljenim skošenjem dva ruba; e – s dva simetrična zakrivljena skošenja dva ruba; g – sa kosom jednog ruba; h – s dva simetrična skošenja jednog ruba
Osim toga, postoji standard za grafičko označavanje zavara, posebno GOST 2.312–72. Da biste to učinili, koristite nagnutu liniju s jednosmjernom strelicom (Sl. 91), koja označava područje šava.
Karakteristike zavarivanja, preporučena metoda zavarivanja i druge informacije prikazane su iznad ili ispod vodoravne police povezane s nagnutom linijom strelice. Ako je šav vidljiv, tj. nalazi se na prednjoj strani, tada se karakteristike šava daju iznad police, ako je nevidljiv - ispod nje.

Riža. 91. Grafičko označavanje zavara
Simboli zavara uključuju i dodatne simbole (slika 92).
Za različite vrste zavarivanja usvojene su oznake slova:
Elektrolučno zavarivanje - E, ali budući da je ova vrsta najčešća, slovo možda neće biti naznačeno na crtežima;
Plinsko zavarivanje – G;
Zavarivanje elektrotroskom – Š;
Zavarivanje u okruženju inertnog plina - I;
Zavarivanje eksplozijom – Vz;
Plazma zavarivanje – Pl;
Otporno zavarivanje – Kt;
Zavarivanje u ugljičnom dioksidu – U;
Zavarivanje trenjem – Tr;
Hladno zavarivanje - X.
Ako je potrebno (ako se provodi nekoliko metoda zavarivanja), slovna oznaka korištene metode zavarivanja stavlja se ispred oznake jedne ili druge vrste:

Riža. 92. Dodatne oznake zavara: a – isprekidani zavar s lančanim slijedom sekcija; b – isprekidani šav sa šahovskim slijedom sekcija; c – šav duž zatvorene konture; d – šav duž otvorene konture; d – ugradbeni šav; e – šav s uklonjenom armaturom; g – šav s glatkim prijelazom na osnovni metal
Priručnik – P;
Poluautomatski – P;
Automatski - A.
Potopljeni luk – F;
Zavarivanje u aktivnom plinu potrošnom elektrodom - UP;
Zavarivanje u inertnom plinu potrošnom elektrodom - IP;
Zavarivanje u inertnom plinu neplodnom elektrodom - IN.
Postoje i posebne slovne oznake za zavarene spojeve:
Kundak – C;
Tavrovoe – T;
Krug – N;
Kutni - U. Pomoću brojeva nakon slova, broj zavarenog spoja određuje se prema GOST-u za zavarivanje.
Sumirajući gore navedeno, možemo konstatirati da se simboli zavara razvijaju u određenu strukturu (slika 93).
Zavarivanjem se osiguravaju trajne veze metala uspostavljanjem čvrstih međuatomskih veza između elemenata (kada su deformirani). Stručnjaci znaju koje vrste strojeva za zavarivanje postoje. Šavovi dobiveni uz njihovu pomoć sposobni su za spajanje identičnih i različitih metala, njihovih legura, dijelova s dodacima (grafita, keramike, stakla) i plastike.
Osnova klasifikacije
Stručnjaci su razvili klasifikaciju zavarenih spojeva prema sljedećem principu:
- način njihove provedbe;
- vanjske karakteristike;
- broj slojeva;
- položaj u prostoru;
- duljina;
- Svrha;
- širina;
- radni uvjeti zavarenih proizvoda.
Prema načinu izvedbe, zavareni šavovi mogu biti jednostrani i dvostrani. Vanjski parametri omogućuju njihovu klasifikaciju na ojačane, ravne i oslabljene, koje stručnjaci nazivaju konveksnim, normalnim i konkavnim. Prve vrste mogu dugo izdržati statička opterećenja, ali nisu dovoljno ekonomične. Konkavni i normalni spojevi dobro podnose dinamička ili izmjenična opterećenja, jer je prijelaz s metala na šavove gladak, a rizik koncentracije naprezanja koji ih može uništiti je ispod 1. pokazatelja.

Zavarivanje, s obzirom na broj slojeva, može biti jednoslojno i višeslojno, a po broju prolaza jednoslojno i višeslojno. Višeslojni spojevi koriste se za rad s debelim metalima i njihovim legurama i, ako je potrebno, za smanjenje zone utjecaja topline. Prolaz je kretanje (1 put) izvora topline tijekom navarivanja ili zavarivanja dijelova u jednom smjeru.
Zrno je komad metala za zavarivanje koji se može zavariti u jednom prolazu. Zavareni sloj je metalni spoj s nekoliko perli smještenih na istoj razini poprečnog presjeka. Prema položaju u prostoru šavovi se dijele na donje, vodoravne, okomite, lađaste, poluvodoravne, poluokomite, stropne i polustropne. Karakteristika diskontinuiteta ili kontinuiteta govori o opsegu. Prve vrste se koriste za sučeljene šavove.
Načela klasifikacije
Čvrsti spojevi mogu biti kratki, srednji ili dugi. Postoje zapečaćeni, izdržljivi i izdržljivi šavovi (prema njihovoj namjeni). Širina ih pomaže klasificirati u sljedeće vrste:
- prošireni, koji su izrađeni s poprečnim, oscilatornim pokretima elektrode;
- niti, čija širina može malo premašiti ili se podudarati s promjerom elektrode.
Uvjeti u kojima će se zavareni proizvodi u budućnosti koristiti upućuju na to da spojevi mogu biti radni i neradni. Prvi dobro podnose opterećenja, dok se drugi koriste za spajanje dijelova zavarenog proizvoda. Zavareni spojevi se dijele na poprečne (koje je smjer okomit na os šava), uzdužne (u smjeru paralelnom s osi), kose (sa smjerom postavljenim pod kutom u odnosu na os) i kombinirane (upotreba poprečnih i uzdužnih zavara).

Metoda držanja vrućeg metala omogućuje nam podjelu na sljedeće:
- na preostalim i uklonjivim čeličnim jastučićima;
- bez dodatnih obloga, jastuka;
- na oblogama od topljenog bakra, bakra, azbesta ili keramike;
- na jastucima plina i fluksa.
Materijal koji se koristi u procesu zavarivanja elemenata razvrstava se u spojeve obojenih metala, čelika (legura ili ugljika), vinil plastike i bimetala.
Ovisno o položaju dijelova proizvoda koji se zavaruju jedan u odnosu na drugi, postoje spojevi pod pravim kutom, pod tupim ili oštrim kutom i smješteni u istoj ravnini.
Trajni spojevi koji nastaju zavarivanjem su:
- kutak;
- kundak;
- T-šipke;
- lap ili kraj.
Tijekom građevinskih radova koriste se kutni pogledi. Oni uključuju pouzdanu vezu elemenata koji se nalaze jedan u odnosu na drugi pod određenim kutom i zavareni su na spoju rubova.
Tipovi sučepa našli su primjenu u spremnicima za zavarivanje ili cjevovodima. Uz njihovu pomoć, dijelovi su zavareni s krajevima koji se nalaze na istoj površini ili u istoj ravnini. Debljina površina ne mora biti ista.
Tipovi preklapanja koriste se u proizvodnji metalnih spremnika, u građevinskim radovima i u spremnicima za zavarivanje. Ova vrsta pretpostavlja da je jedan element postavljen na drugi, smješten u sličnoj ravnini, djelomično se preklapajući.
U procesu izvođenja zavarivačkih radova dobivaju se različite vrste koje mogu povezati ne samo metale, već i druge različite materijale. Elementi spojeni u stalni sklop tvore vezu koja se može podijeliti u više dijelova.
Zone zavarivanja
Veza dobivena tijekom procesa zavarivanja podijeljena je u sljedeće zone:
- Mjesto taljenja je granica između osnovnog metala i metala nastalog zavara. U ovoj zoni nalaze se zrna koja se svojom strukturom razlikuju od stanja osnovnog metala. To se događa zbog djelomičnog taljenja tijekom procesa zavarivanja.
- Područje toplinskog utjecaja je zona osnovnog metala koja nije pretrpjela taljenje, iako je njegova struktura promijenjena tijekom zagrijavanja metala.
- Zavareni šav je dio koji je nastao tijekom kristalizacije tijekom procesa hlađenja metala.
Vrste zavarenih spojeva
Ovisno o položaju spojenih proizvoda jedan u odnosu na drugi, veze se dijele na sljedeće vrste:

- stražnjica. Spajanje konstrukcijskih elemenata izvodi se u istoj ravnini s njihovim krajevima okrenutim jedan prema drugom. Ovisno o različitoj debljini dijelova koji se spajaju, krajevi se mogu pomicati okomito jedan u odnosu na drugi.
- Umetci. U ovom slučaju, krajevi su poravnati pod kutom. Postupak zavarivanja provodi se na susjednim rubovima dijelova.
- Veza preklapanja. Dijelovi za zavarivanje nalaze se paralelno s djelomičnim preklapanjem.
- Završi vezu. Elementi koji se zavaruju poredaju se paralelno jedan s drugim i spajaju na krajevima.
- T-spoj. U ovom slučaju, kraj jednog dijela naliježe na stranu drugog pod kutom.
Zavarene spojeve karakteriziraju i vrste zavara, koje je moguće kvalificirati prema određenim kriterijima.
Parametri zavara
Postoji nekoliko parametara po kojima se mogu karakterizirati svi dobiveni zavari:
- širina je veličina između granica šava, koje su nacrtane vidljivim linijama spajanja;
- korijen šava je njegova stražnja strana, koja se nalazi na najvećoj udaljenosti od prednjeg dijela;
- konveksnost - određena u najkonveksnijem dijelu šava i označena je udaljenošću od ravnine osnovnog metala do granice najveće izbočine;
- konkavnost - ovaj pokazatelj je relevantan ako se pojavi u zavarivanju, jer je, zapravo, nedostatak; ovaj parametar se određuje na mjestu gdje šav ima najveći otklon - veličina konkavnosti se mjeri od nje do ravnine osnovnog metala;
- krak šava - javlja se samo u kutnim i T-spojovima; Ovaj pokazatelj mjeri se najkraćom udaljenosti od bočne površine jednog zavarenog dijela do granične linije šava na površini drugog.
Vrste šavova prema načinu izvođenja

Vrste zavarenih šavova prema prostornom položaju i duljini
Postoje sljedeći položaji zavarivanja:
- niže, kada je zavareni šav u donjoj horizontalnoj ravnini, tj. pod kutom od 0º u odnosu na tlo;
- vodoravno, smjer zavarivanja je vodoravan, a dio može biti pod kutom od 0º do 60º;
- okomito, u ovom položaju površina koju treba zavariti nalazi se u ravnini od 60º do 120º, a zavarivanje se izvodi u okomitom smjeru;
- strop, kada se rad izvodi pod kutom od 120-180º, odnosno šavovi za zavarivanje nalaze se iznad glavnog;
- "u čamcu", ovaj položaj se odnosi samo na kutne ili T-spojeve, dio je postavljen pod kutom, a zavarivanje se izvodi "u kutu".
Podjela po duljini:
- kontinuirano, gotovo svi šavovi su napravljeni na ovaj način, ali postoje iznimke;
- povremeni šavovi, pojavljuju se samo u kutnim spojevima; Dvostrani šavovi ove vrste mogu se izraditi u šahovskom ili lančanom uzorku.
Rezanje rubova

Ova značajka dizajna koristi se kada je debljina metala koji se koristi za zavarivanje veća od 7 mm. Obrada rubova je uklanjanje metala s rubova u određenom obliku. Ovaj se postupak izvodi pomoću jednoprolaznog zavarivanja sučeonih šavova. Ovo je neophodno kako bi se dobio ispravan zavar. Što se tiče debelog materijala, rezanje je potrebno kako bi se prvobitno otopio korijenski prolaz, a zatim sljedećim zavarenim zrncima, ravnomjerno ispunjavajući šupljinu, zavario metal po cijeloj debljini.
Rezanje rubova može se izvesti ako je debljina metala najmanje 3 mm. Budući da će njegova niža vrijednost dovesti do progaranja. Rezanje karakteriziraju sljedeći parametri dizajna: razmak - R; kut rezanja - α; tupost - str. Položaj ovih parametara prikazan je na crtežu zavara.
Rezni rubovi povećavaju količinu potrošnog materijala. Stoga ovu vrijednost pokušavaju minimizirati na sve moguće načine. Podijeljen je u nekoliko tipova prema dizajnu:
- U obliku slova V;
- X-oblika;
- Y-oblika;
- U obliku slova U;
- s prorezima.
Značajke reznih rubova
Za male debljine zavarenog materijala od 3 do 25 mm obično se koristi jednostrani utor u obliku slova V. Kosina se može izvesti na oba kraja ili na jednom od njih. Preporučljivo je zavarivati metal debljine 12-60 mm pomoću dvostranog utora u obliku slova X. Kut α pri rezanju u obliku X, V jednak je 60º, ako se skošenje izvodi samo na jednom rubu, tada će vrijednost α biti jednaka 50º. Za debljinu od 20-60 mm, najekonomičniji utrošak nataloženog metala bit će kod rezanja u obliku slova U. Kosina se također može napraviti na jednom ili na oba kraja. Zatupljivanje će biti 1-2 mm, a vrijednost razmaka 2 mm. Za velike debljine metala (preko 60 mm), najučinkovitija metoda je rezanje rubova utorima. Ovaj postupak je vrlo važan za zavareni spoj; utječe na nekoliko čimbenika zavarivanja:

Standardi i GOST-ovi
- Ručni šavovi i spojevi prema GOST 5264-80 uključuju vrste, projektne dimenzije za zavarivanje, prekrivene elektrodama u svim prostornim položajima. Ovo ne uključuje samo čelične cjevovode.
- Zavarivanje čeličnih cjevovoda. GOST 16037-80 - definira glavne vrste, pripremu rubova, dimenzije dizajna za mehaniziranu metodu zavarivanja.
- od bakra i legura bakra i nikla. GOST 16038-80.
- Lučno zavarivanje aluminija. GOST 14806-80 - oblik, dimenzije, priprema rubova za ručno i mehanizirano zavarivanje aluminija i njegovih legura, postupak se provodi u zaštitnom okruženju.
- Potopljeno. GOST 8713-79 - zavareni šavovi i spojevi izrađuju se automatskim ili mehaniziranim visećim zavarivanjem, na podlozi za fluks. Odnosi se na debljinu metala od 1,5 do 160 mm.
- Zavarivanje aluminija u inertnim plinovima. GOST 27580-88 - standard za ručne, poluautomatske i Izvodi se s nepotrošnom elektrodom u inertnim plinovima s materijalom za punjenje i odnosi se na debljinu aluminija od 0,8 do 60 mm.
Oznaka zavara
Prema regulatornim dokumentima, prisutnost zavara prikazana je na ili u općem prikazu. Zavareni šavovi prikazani su punim linijama ako su vidljivi. A ako je obrnuto, onda s isprekidanim segmentima. Voditelji s jednosmjernim strelicama izvlače se iz ovih linija. Simbol zavarivanja šavova izrađen je na polici od vođe. Natpis je napravljen iznad police ako je šav na prednjoj strani. U obrnutoj verziji, oznaka će se nalaziti ispod police. To uključuje informacije o šavu u sljedećem nizu:
- Pomoćni znakovi. Na sjecištu vođice i police može se nalaziti ikona:
○ - zatvoreni šav;
┐ - zavarivanje šavova izvodi se tijekom instalacije.

- njihovi strukturni elementi i GOST veze.
- Naziv šava prema standardu.
- Metoda zavarivanja prema regulatornim standardima.
- Noga je naznačena; ova se stavka odnosi samo na kutne spojeve.
- Prekid šava, ako postoji. Ovdje su naznačeni korak i položaj dijelova za zavarivanje.
- Dodatne ikone pomoćne vrijednosti. Razmotrimo ih odvojeno.
Pomoćni simboli
Ove oznake se također stavljaju na vrh police ako je zavareni šav vidljiv na crtežu, a ispod njega kada je nevidljiv:
- ---uklanjanje armature šavova;
- površinska obrada koja će osigurati glatki prijelaz na osnovni metal, eliminirajući progib i neravnine;
- šav je napravljen duž otvorene linije; ova oznaka se odnosi samo na zavare koji su vidljivi na crtežu;
- čistoća površinske obrade zavarenog spoja.
Pojednostavljeno, ako su svi šavovi konstrukcije izrađeni prema istom GOST-u, imaju iste pripreme rubova i konstrukcijske dimenzije, oznaka i standard zavarivanja navedeni su u tehničkim zahtjevima. Dizajn možda nema sve, ali veliki broj identičnih šavova. Zatim se dijele u skupine i dodjeljuju im serijski brojevi u svakoj skupini posebno. Puna oznaka je naznačena na jednom šavu. Ostalima su dati samo serijski brojevi. Broj skupina i broj šavova u svakoj od njih moraju biti navedeni u regulatornoj dokumentaciji.
Koriste se kako u niskoj gradnji, tako iu izgradnji velikih kuća, uredskih i sportskih centara. Zavarivanjem se 2 ili više dijelova spaja u 1. To stvara čvrst i pouzdan šav koji može dugo trajati bez loma ili oštećenja dijela u cjelini.
Osim toga, zavareni spojevi i šavovi mogu se koristiti i za spajanje metalnih dijelova izrađenih od homogene vrste čelika i elemenata izrađenih od različitih legura. Za tako složene radove potrebno je pravilno odabrati tehnologiju zavarivanja, jakost struje i potrošni materijal (elektrode). Osim toga, zavarivač mora imati dovoljno iskustva i vještina kako bi spriječio spaljivanje dijela i izbjegao nepotrebno naprezanje i deformacije u daljnjem radu.
Klasifikacija zavarenih spojeva
Svi zavareni spojevi normirani su posebnom dokumentacijom, kojom su definirani pojmovi, područja i mjesta zavarivanja. Opisana terminologija primjenjiva je na tehničku dokumentaciju koja se prilaže nakon završetka šavova. Isti pojmovi navedeni su u obrazovnim i metodičkim priručnicima koji se koriste za osposobljavanje zavarivača, kao i za daljnje osposobljavanje i usavršavanje.

Tablica klasifikacije zavara.
Korištenjem općeprihvaćenih kratica, čak iu nedostatku dokumentacije za označavanje veze ili opće specifikacije, moguće je odrediti koji se zavareni spoj izvodi na određenom mjestu građevinske konstrukcije. Prihvaćene su sljedeće konvencije: sučeoni zavareni spojevi obično se označavaju slovom "C"; kada se radi preklopni zavar, označavaju se s "H"; ako su predviđeni T-spojevi, tada će specifikacija označavati "T"; kutni zglobovi – “U”.
U osnovi, zavareni spojevi i šavovi mogu se podijeliti prema nekoliko kriterija:
Prema konačnom obliku presjeka:
- Sučeljeni dijelovi, odnosno dijelovi koji se zavaruju, postavljaju se duž jedne ravnine.
- Kutni, kada su metalni dijelovi pod kutom jedan prema drugom, a njegova veličina nije bitna.
- S prorezima, ako su dijelovi postavljeni jedan na drugi međusobno rastaljeni. U ovom slučaju, jedan od dijelova (gornji) je potpuno stopljen, a drugi dio zavarenog spoja (donji) je samo djelomično stopljen. Sam šav je zakovica. Ovaj spoj se još naziva i električni spoj zakovica.
Prema konfiguraciji zavarivanja:
- izravan karakter;
- krivolinijski izgled;
- tip prstena.

Prema trajanju zavarenog spoja:
- Veze izvedene kontinuiranim šavom. Njihova duljina kreće se od 300 mm do 1 m ili više.
- Koji se izvršavaju s prekidima. U ovom slučaju, mjesto šava može biti u lancu, u šahovnici, ovisno o značajkama dizajna dijela i zahtjevima.
Prema korištenoj tehnologiji zavarivanja:
- elektrolučno zavarivanje bez upotrebe dodatnih sredstava (plin, fluks);
- zavarivanje izvedeno u okruženju koje sadrži plin (na primjer, argon).
Po broju primijenjenih elemenata za zavarivanje:
- jednostrano;
- dvosmjerna veza;
- višeslojni.
Prema količini metala koji je nastao kao rezultat zavarivanja:
- normalan;
- pojačan;
- oslabljena.
Obično ne postoji stroga podjela na sve vrste klasifikacija. Tijekom rada, zavareni spojevi mogu biti ravno čeono ojačani. Odnosno, kombinacije mogu biti vrlo raznolike, ovisno o složenosti metalne konstrukcije, zahtjevima za krutošću i pouzdanošću, dostupnosti potrošnog materijala i vještini zavarivača.
Karakteristike zavarenih spojeva

Glavne vrste zavarenih spojeva.
Ovisno o tome kako bi na kraju trebalo ispasti, potrebno je uzeti u obzir značajke njegove implementacije i tehnologije izvođenja.
Sučeoni zavareni spojevi su međusobno spajanje dijelova spajanjem. Dijelovi se postavljaju u istoj ravnini i najčešće se koristi elektrolučno zavarivanje. Štoviše, takvi se šavovi mogu koristiti za spajanje dijelova s različitim rubovima. Obrada ruba za zavarivanje ovisi o debljini lima. Ako je tijekom rada potrebno spojiti dijelove različitih debljina, tada deblji rub treba zakositi kako bi odgovarao manjem. To osigurava siguran šav.
Prema vrsti rubova koji su uključeni u zavarivanje, sučeoni zavareni spojevi se mogu podijeliti na:
- dijelovi koji nemaju rubnu kosinu. Trebali bi biti debljine 3-5 mm;
- elementi koji imaju zakrivljeni rub;
- dijelovi s rubom koji oblikuju slovo "U", njihova debljina je 20-60 mm;
- dijelovi s rubom u obliku slova “X”, debljina metala 12-40 mm.
Saznajte više o vezama
Sučeoni zavari imaju najnižu vrijednost naprezanja i manje su skloni deformacijama. To određuje njihovu čestu upotrebu. Pri izradi sučeonog spoja potrošnja metala je minimalna, sama priprema za rad mora se provesti pažljivo i pažljivo.

Elementi u obliku slova T su spojevi metalnih dijelova kada se jedan od njih nalazi okomito na drugi. Rezultat je spoj u obliku slova "T". Kod ove vrste, sam šav se može nalaziti s jedne ili obje strane. Sve ovisi o zahtjevima krutosti, tehničkoj i konstruktivnoj sposobnosti izvođenja radova. Sustavi T-šipki koriste se za sastavljanje okvira za rešetke, različite vrste stupova i regala. Osim toga, ovaj spoj je dobar za zavarivanje greda.
Kutni spojevi se izvode u slučajevima kada elementi u strukturi neće podnijeti značajan stres. Na primjer, kod zavarivanja spremnika i rezervoara. Kako bi se osigurala potrebna pouzdanost i čvrstoća, debljina zavarenog metala ne smije biti veća od 1-3 mm. U kutnoj vezi, dijelovi se nanose jedan na drugi pod potrebnim kutom i zavaruju. Veličina kuta nije važna. Šav je napravljen kontinuirano s obje strane tako da vlaga ne može prodrijeti u njega.
Preklopni spojevi nastaju kada su dijelovi međusobno paralelni. Šav se nalazi na bočnim površinama metalnih elemenata. Rubovi metala ne zahtijevaju dodatnu obradu, za razliku od metode stražnjice. Troškovi i osnovnog i taloženog metala bit će značajni.

Debljina same strukture s ovom obradom nije veća od 12 mm. Kako vlaga ne bi prodrla u samu vezu, mora se napraviti obostrano.
Šavovi za T-spojeve, preklopne spojeve i kutne spojeve mogu se izraditi u obliku malih segmenata, odnosno metodom točka. Ako je potrebno izvršiti preliminarne depozite, izrađuju se u okruglom obliku. Oni. nastaju kada se jedan dio potpuno otopi, a drugi djelomično.
Dodatni bodovi
Poznate metode za izvođenje elektrolučnog zavarivanja bez dodatne obrade rubova mogu se izvesti s debljinom metala od 4 mm u ručnom radu, 18 mm u mehaniziranom radu. Stoga, ako je potrebno zavariti dijelove značajne debljine tehnikom ručnog luka, tada se rubovi moraju dodatno obraditi.
Elementi geometrije spoja uključuju razmak koji postoji između elemenata, kut rezanja, kosinu i odstupanje dijelova uključenih u zavarivanje jedan u odnosu na drugi. Kut skošenja određuje kut rezanja, koji je odlučujući za osiguranje potrebnog pristupa luka cijeloj dubini šava, što znači punu izvedbu samog šava. Kut se, ovisno o vrsti spoja i načinu obrade, u pravilu kreće od 20-60° s tolerancijom od 5°. Veličina razmaka je 0-4 mm.