Koje vrste zavara postoje i njihove značajke. Vrste zavara Vrste zavara po duljini
Dio metalne konstrukcije u kojem se tijekom zavarivanja spajaju različiti dijelovi naziva se zavareni spoj. Varovi mogu varirati u čvrstoći. Zavareni spoj može uključivati jedan zavar. Ovo je mjesto toplinskog utjecaja na točku spajanja metala. Kao rezultat ovog učinka, metal se topi i kristalizira kada se ohladi. Na kvalitetu zavara uvelike utječu karakteristike metala na mjestu toplinskog udara.
Vrsta zavarenih točaka prema vrsti spoja
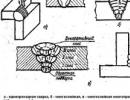
Sučeoni zavari se koriste u sučeonim spojevima. Provode se kontinuirano. Razlika je u radnjama za pripremu ravnine na kraju dionice i elemenata pripremljenih za kontakt. To omogućuje puni pristup mjestu zavarivanja i osigurava najučinkovitije zavarivanje ravnina u punoj debljini.
Među sučeonim šavovima mogu se razlikovati različite vrste:

- Jednostrano i dvostrano bez rubova za piljenje.
- S jednostranim ili dvostranim piljenjem jednog od rubova.
- S jednostranim piljenjem oba ruba.
- V ili X piljenje.
- Dvostrano piljenje oba ruba.
Kutni tip spojeva koristi se kada je potrebno zavarivanje kutnih zavara. Za izradu takvih spojeva koriste se kutni zavari. Mogu se podijeliti po kontinuitetu i po praznini.
Gore navedene vrste mogu se nadopuniti drugom varijantom koja se odnosi i na stražnje i na kutne. To su varijante pluta i proreza. Tip s prorezima se koristi kada je potrebno rastopiti gornji sloj, a možda i donje, na glavni element. U kontaktu zadebljanih slojeva rade se prorezi i spojevi duž izrađenih otvora. U ovom obliku oni će se zvati "pluto" ili u slučaju elektrolučnog zavarivanja "električna zakovica".
Povratak na sadržaj
Razne vrste zavarenih šavova
Razlike u zavarivanju i vrste zavarenih šavova prema njihovom zadržavanju u prostoru:
- zavarivanje horizontalnih šavova;
- zavarivanje stropnih šavova;
- donji šavovi.
Koristi se za radove zavarivanja koji se nalaze ispod na ravnoj ravnini. Tehnički su najjednostavniji u izvedbi. Visoka čvrstoća spojeva objašnjava se pogodnim uvjetima u kojima rastopljeni metal pod vlastitom težinom juri u zavareni bazen koji se nalazi vodoravno. Ovaj rad je najlakši za napraviti i lako ga je pratiti. U preklopnim strukturama, ugljen u donjem položaju je kontinuiran, bez stvaranja poprečnih vibracija.

Horizontalni zavari. Proces zavarivanja vodoravnih točaka povezan je s određenim poteškoćama. Tijekom križnog zavarivanja na okomitoj površini rastaljeni metal može teći do donjeg ruba. Zbog toga se na gornjem rubu može pojaviti podrez. Korištenje ove metode u zavarivanju karbonskih vrhova proizvedenih u vodoravnom položaju je vrlo jednostavno i ne uzrokuje nikakve poteškoće. Sam rad je sličan zavarivanju u donjem položaju i ovisi o potrebnom šavu.
Vertikalni zavari. Prilikom zavarivanja okomitih dijelova, metal ispod je dizajniran da drži metal koji se topi na vrhu, ali na kraju ispadne grub i poput ljuspica. Mnogo je teže postići kvalitetnu vezu kada se radi prema dolje. Zavarivanje okomitih šavova u stojećoj ravnini moguće je samo u orijentaciji odozdo prema gore i obrnuto.
Stropni šavovi. Najteža vrsta zavarivačkih radova za izvođenje. Tijekom rada otežano je oslobađanje plinova i šljake, a također je teško zadržati tečenje taline i postići točkastu čvrstoću. No, unatoč poštivanju svih tehnika zavarivanja stropa, šavovi su još uvijek inferiorni u pouzdanosti od zavarivanja napravljenih na drugim položajima.
Klasifikacija karakteristika zavarenih spojeva prema nacrtu:
- zavarivanje uzdužnih šavova;
- stvaranje kružnih šavova.

Za izvođenje radova uzdužnog zavarivanja potrebno je temeljito pripremiti metal na mjestu predviđenog zavarivanja. Površine dijelova moraju biti očišćene od neravnina, rubova i neravnina. Kod uzdužnog zavarivanja, šav je moguć samo ako su potrebne površine potpuno očišćene i odmašćene.
Obodni zavari. Zavarivanje krugova zahtijeva veliku pažnju i preciznost, također je potrebno kalibriranje struje zavarivanja, posebno pri radu s malim promjerima.
Zavarivanje obodnih šavova razlikuje se u obrisima. Oni su:
- konveksan;
- konkavan;
- ravan.
Povratak na sadržaj
Geometrija zavara
Glavni geometrijski parametri su: širina, zakrivljenost, konveksnost i korijen zgloba.
Širina je razmak između vidljivo različitih strana metalne fuzije. Zakrivljenost je razmak između područja koje teče duž vidljivih rubova točke zavarivanja i određenog metala na mjestu ekstremne konkavnosti.
Za mjerenje konveksnosti određuje se razmak u odnosu na razine, teče duž vidljivih rubova zavara i osnovnog metala na točki najveće konveksnosti. Korijen je rub koji je izrazito udaljen od razine profila, što je zapravo njegova naličja.
Takve šavove možete podijeliti prema dimenzijskim standardima:
- noga;
- debljina;
- projektirana visina.

U kutnom zavarivanju za kutno zavarivanje, duljina od razine prvog dijela koji se zavaruje do ruba šava na sljedećem dijelu je krak kutnog zavarivanja. Noga je jedna od važnih karakteristika koje se moraju promatrati tijekom zavarivanja. U jednostavnim spojevima ugljena s jednom veličinom, krak zavara određuje se veličinom njegovih rubova. Kod zavarivanja konstrukcija u obliku slova T, krak ima fiksnu veličinu, a koristi se jedna dimenzija materijala. A kada se u radu zavarivanja koriste strukture u obliku slova T različitih veličina, jednaka je debljini tanjeg metala. Noga mora imati točne dimenzije kako bi se postigla maksimalna čvrstoća spoja; ako koristite preveliku nogu, mogući su nedostaci pri zavarivanju.
Početnici mogu olakšati rad s dijelovima tako što će ih rasporediti za zavarivanje "u čamcu". Kod zavarivanja "u čamcu" smanjuje se vjerojatnost podrezivanja, a brava će biti jača.
Debljina ugljenog zavara je najveća udaljenost od njegove razine do kontakta najvećeg prodora osnovnog metala.
Što treba zapamtiti pri zavarivanju kutnih spojeva? Za kutne zavare, konkavni oblik razine s glatkim prijelazom na bazu smatra se povoljnim. To je zbog poteškoća zavarivanja cijele debljine korijena u slojevima ugljena. U većini opcija, noga i debljina mjere se određenim uzorcima.
Da biste dobili najčvršću moguću vezu, morate uzeti u obzir mnoge čimbenike. Uzimaju se u obzir pri određivanju vrste veze ovisno o potrebnim karakteristikama proizvoda koji se zavaruju.
Varovi su područje obradaka koji se spajaju koje je izravno izloženo toplini plamena, električnog luka/plazme ili laserske zrake. Po izgledu zavarenog spoja ocjenjuje se kvalifikacija zavarivača, tehnološka namjena konstrukcije, pa čak i metoda zavarivanja.
Tipični zavar uključuje:
- Zona nataloženog metala (od elektrode za zavarivanje ili od osnovnog metala međusobno povezanih izradaka).
- Zona mehaničke fuzije.
- Zona toplinskog utjecaja.
- Zona prijelaza na osnovni metal.
Prilikom ispitivanja zavarenog dijela u bilo kojem području, razgraničenje gore navedenih zona je vrlo jasno određeno. Izuzetak su laserske tehnologije za spajanje tankostijenih i malih dijelova, kada zbog precizne lokalizacije svjetlosnog toka neke zone mogu nedostajati.
Taložena metalna zona je kontinuirana lijevana struktura, čije se formiranje događa od trenutka kada se elektroda ili radni komad počnu topiti. Na konvencionalnim mikropresjecima ova se zona ne može vidjeti zbog posebno fine disperzije čestica koje je čine. Zona se odlikuje najvećom tvrdoćom, ali često ima površinske nedostatke uzrokovane kombiniranim djelovanjem troske zavarivanja, atmosferskog kisika, ostataka praška za zavarivanje itd.
Duljina mehaničke zone taljenja povezana je s toplinskom difuzijom metala dijelova koji se spajaju. S intenzivnim prodiranjem jednog metala u drugi, dubina zone taljenja može doseći 40-50% volumena lijevane zone. Sastav zone je heterogen: uz strukturu osnovnog metala, tu mogu biti prisutni intermetalni spojevi ugljika i dušika s legirajućim elementima koji su prisutni u osnovnom metalu. Najčešće se u ovoj zoni nalaze grubi karbidi volframa, kroma, željeza, kao i sitniji nitriti istih metala.
Zona pod utjecajem topline u svojoj strukturi nalikuje površinskim zonama toplinski obrađenog metala u uvjetima velike brzine i površinskog otvrdnjavanja ili otvrdnjavanja. Neposredno uz volumene mehaničke fuzije nalazi se takozvani "bijeli sloj" - dio metala koji se ne nagriza u ovoj zoni. Tvrdoća bijelog sloja je maksimalna i često premašuje tvrdoću mehaničke zone fuzije. Razlog tome su toplinski procesi, čija energija više nije dovoljna za taljenje, ali je sasvim dovoljna za ultrabrzo otvrdnjavanje (osobito ako se zavarivanje izvodi pod slojem inertnog plina). Dalje u dubinu nalaze se zone strukturnih transformacija, čiji sastav ovisi o vrsti čelika. Na primjer, nakon zavarivanja nehrđajućih čelika, glavna komponenta zone koja se razmatra je austenit, za alatne čelike - martenzit itd.
U zoni prijelaza na osnovni metal nalaze se strukture troostita, zadržanog austenita, perlita i drugih komponenti koje nastaju u uvjetima relativno malih temperaturnih razlika.
Kvalitetu zavarivanja određuju skokovi u tvrdoći i strukturnoj homogenosti: što su oni manji, to će zavar biti trajniji i jači.
Dakle, struktura zavara je heterogena, a usporedna analiza njegovih glavnih fizičko-mehaničkih karakteristika (tvrdoća, čvrstoća, jednolikost i dr.) određuje kvalitetu zavarenog spoja.
Klasifikacija vrsta zavarenih spojeva može se temeljiti na različitim čimbenicima: geometrijskim, konstrukcijskim, tehnološkim i čvrstoćama.
S gledišta položaja zavarenih spojeva dijele se na:
- Horizontalno.
- Okomito.
- Nagnut.
- Nižih.
Od svih vrsta zavara, donji, u kojem se režu rubovi izvornog obratka 
Vodoravni šav nastaje u uvjetima kada su pripremljene površine okomite na ravninu elektrode za zavarivanje. Metode za njegovu proizvodnju slične su gore opisanim, ali se povećava potrošnja elektroda za zavarivanje i tokova, budući da se dio taline odnosi gravitacijom iz zone zavarivanja.
Uvjeti za proizvodnju okomitih šavova su još teži. Ovdje se, osim povećanja gubitaka metala, povećava i neujednačenost geometrijskih karakteristika: u posljednjim dijelovima šav se ispostavlja debljim, a povećava se vjerojatnost pogoršanja mehaničkih parametara, u usporedbi s horizontalnim i nižim tipovima.
Najgora kvaliteta je za okomite šavove. Čak i kod automatskog zavarivanja, gubici metala su veliki. Osim toga, u ovom slučaju potrebne su posebne sigurnosne mjere procesa kako bi se spriječilo paljenje površina, taljenje susjednih područja obratka koji se spajaju itd. Broj šavova postavljenih okomito pri projektiranju zavarenih konstrukcija trebao bi biti minimalan.
Vrste zavarenih spojeva također se mogu klasificirati prema konstrukcijskom principu njihovog oblikovanja. Prema tome, zavareni šavovi mogu biti: 
- stražnjica.
- Preklapanje.
- Kutak.
- Tavrov.
- Za električne zakovice.
Sučeoni spoj smatra se optimalnim u smislu omjera "cijena-učinkovitost-snaga". Dimenzije šava, uz pravilnu pripremu područja spoja (vrsta rezanja, priprema rubova, praznine), praktički ne narušavaju oblik površine. Kvaliteta sučeonog spoja ovisi o debljini obratka. S debljinom do 4 mm (sve dimenzije u nastavku su dane u odnosu na nisko- i srednje ugljične čelike) češće se izvodi jednostrano rezanje rubova, s debljinom do 8-10 mm - dvostrano U/V oblika, a kod debljih dijelova - X oblika. U skladu s tim, razmak između susjednih dijelova također se mijenja: posebno za tanke izratke njegova vrijednost ne smije prelaziti 1-2 mm.
Preklopni spoj se koristi u situacijama kada nema dovoljno slobodnog prostora za zavarivanje na uobičajeni način. Debljina obratka ne smije biti veća od 8-10 mm, a kako bi se osigurala jednaka čvrstoća, priprema se mora provesti s obje strane. Ako je rezanje rubova nemoguće, tada se presjek mora povećati. Opcija za preklopni spoj je prorez, kada se krajevi jednog od dijelova umjetno povećavaju kako bi se postigla željena čvrstoća.
Kutna veza, zauzvrat, može biti krajnja veza i "brodska veza" (koristi se kada je kraj jednog dijela zavaren na površinu drugog). Da bi šavovi fileta bili čvrsti, ako je moguće, opečeni su s obje strane. Tehnologija kutnog zavarivanja zahtijeva veću kvalifikaciju izvođača. Konkretno, zbog opasnosti od prodora jedne od susjednih površina, elektroda bi trebala biti postavljena pod kutom od 45-60 0 prema dužoj stranici kuta. Kod zavarivanja "u čamcu" povećava se potrošnja žice za zavarivanje, povećava se duljina zone utjecaja topline, a njezina se tvrdoća, naprotiv, smanjuje. To je zbog pogoršanja uvjeta uklanjanja topline.
T-spoj se smatra složenijom verzijom kutne veze, kada su obje prirubnice takvog kompozitnog profila oblikovane zavarivanjem. Priprema rubova u ovom slučaju nije potrebna, ali postoje određena ograničenja u smjeru držane elektrode, koja bi trebala biti smještena pod kutom ne većim od 60 0 u odnosu na okomitu stijenku tee. Kod metode T-grede vjerojatnost kvarova je veća (kao i potrošnja žice za zavarivanje, budući da se zavarivanje mora izvesti u nekoliko prolaza plamenika).
Kada nema posebnih zahtjeva za nepropusnost gotovog spoja, koristi se šav za električne zakovice. Proizvodi pripremljeni za spajanje čvrsto se pritišću svojim ravnim površinama, nakon čega se na bilo koji način napravi rupa u gornjem dijelu. U njega se umetne plamenik i metal se topi, koji zatim prodire unutra, zavarujući proizvode zajedno. Ova metoda je izuzetno ekonomična i uz naknadno brušenje daje željeni izgled površine.
Klasifikacija zavarenih spojeva pomaže u odabiru optimalnog slijeda za njihovu izradu.
Glavne karakteristike zavarenog šava
Postoje geometrijski i tehnološki parametri zavara. Geometrijske dimenzije uključuju dimenzije poprečnog presjeka - širinu, debljinu i visinu iznad glavne ravnine. Na vrste zavarenih spojeva utječu i tehnološki parametri: krak i korijen spoja, njegova konveksnost/konkavnost, kao i omjer volumena zavarenog metala prema ukupnoj površini zavarenog spoja. 
Vrste zavara, a posebno širina, visina i debljina, ovise o potrebnim svojstvima čvrstoće spoja. Ovaj odnos nije nedvosmislen: pretjerano masivni zavar, naprotiv, smanjuje kvalitetu spoja, jer je prianjanje površina i mehaničkih zona spajanja oslabljeno, a kvaliteta površine može se pogoršati zbog prisutnosti zavarenog zrnca, kao i intenziviranje procesa oksidacije i dekarburizacije materijala dijelova.
Klasifikacija zavara i oblik njihove površine također su važni sa stajališta trajnosti gotovih konstrukcija. Konkavni šavovi, formirani prema paraboličnoj ovisnosti visine šava o njegovoj debljini, smanjuju razinu unutarnjih naprezanja i minimiziraju zaostale deformacije. Naprotiv, čak i šavovi, kada se oštri kutovi održavaju tijekom prijelaza s jedne površine na susjednu, povećavaju razinu zaostalih naprezanja i deformacija.
Oblik poprečnog presjeka zavarenog spoja može se optimizirati pomoću sljedećih praktičnih čimbenika:
- Za najbolji omjer širine i visine - 1,2-1,5;
- Za najbolji omjer širine i konveksnosti - ne više od 8;
- Za najbolji omjer površine zavara i površine metala u zoni spoja - 0,85-1,0.
Vrste zavara i tehnologija njihove izrade određuju kvalitetu procesa. Za procjenu se koriste parametri kao što su dubina prodiranja metala i broj prolaza.
Dubina prodiranja određuje homogenost strukture u zoni spoja. Prihvaća se u rasponu od 0,5-0,8 (s nižim vrijednostima, čvrstoća zavarenog spoja se pogoršava, a s povećanim vrijednostima, povećava se rizik od proboja).
Broj prolaza ovisi o načinu rezanja rubova i debljini elemenata koji se spajaju. Kod povećanih razmaka i konvencionalnog rubnog profila (skošenog), potrebno je mijenjati broj prolaza i amplitudu vibracija plamenika, što povećava razinu unutarnjih naprezanja pri zavarivanju. Problem (za zavarivanje debelih limova) uklanja se optimizacijom oblika pripreme ruba. Broj prolaza za duboke šavove može doseći 6-8, pokušavajući prvo ispuniti glavni razmak (između rubova), a zatim zavariti spoj s obje strane.
Na kvalitetu zavara i spojeva utječu i relativne dimenzije korijena u odnosu na krak i visinu. Ako je korijen zavara manji od navedenih parametara, kvaliteta gotovog spoja bit će lošija zbog smanjene dubine prodiranja metala. Pod statičkim opterećenjima na spoju ova okolnost nije kritična, ali pod dinamičkim opterećenjima može uzrokovati uništenje zavarene konstrukcije.
Klasifikacija zavarenih šavova temelji se na tehnologiji njihovog formiranja, omjeru geometrijskih dimenzija i redoslijedu zavarivanja.
Da biste naučili dobro kuhati, nije dovoljno savladati samo držanje električnog luka. Osim toga, morate razumjeti koje vrste zavarenih spojeva i šavova postoje. Zavarivači početnici često čine ozbiljne pogreške, na primjer, ne zavaruju metal. A događa se da gotovi dijelovi imaju slabu otpornost na lom. Koji je razlog? Prije svega, u pogrešnom izboru vrste veze, grešaka u tehnologiji. Danas vas pozivamo da razgovaramo o različitim vrstama zavarivanja, vrstama zavarenih spojeva, kao i nedostacima!
Zavareni šav: definicija
Prvo, definirajmo definiciju zavarenog šava. Ovo je naziv za kristalizirani metal koji je u trenutku zavarivanja bio u rastaljenom stanju.
Struktura zavarenog šava uključuje:
- zona taloženog metala;
- zona mehaničke fuzije;
- zona utjecaja topline;
- zona prijelaza na osnovni metal.
Zavareni spoj: što je to?
Zavareni spoj obično se definira kao ograničeni dio konstrukcije koji sadrži jedan ili više zavara. Po izgledu veze stručnjak može odrediti kvalifikacije zavarivača i razumjeti koja je metoda zavarivanja korištena. Zavareni spoj također govori o tehnološkoj namjeni konstrukcije.
Zavari: klasifikacija
Iskusni zavarivači kažu: klasifikacija vrsta zavara može se temeljiti na različitim čimbenicima, na primjer strukturnim i čvrstoćama, geometrijskim i tehnološkim. Ako uzmemo u obzir šavove s gledišta položaja, oni se mogu podijeliti na niže, nagnute, vodoravne i okomite.
Donji šav se može nazvati ne samo najjednostavnijim, već i najtrajnijim. Činjenica je da gravitacija metala omogućuje bolje popunjavanje praznina između površina koje se spajaju. Osim toga, ova vrsta je najekonomičnija. Postoje određeni uvjeti, na primjer, plamenik ili elektroda moraju biti usmjereni odozgo prema dolje.

Vodoravni šav se obično formira kada su površine okomite na ravninu elektrode. Potrošnja fluksa i elektroda s ovom vrstom značajno se povećava. Ako se šav povlači sporo, moguće je kapanje, a ako se radi brzo mogu se pojaviti nekuhani dijelovi.
Mnogo je teže napraviti visokokvalitetni okomiti šav. Ovdje se povećava gubitak metala, povećava se neravnina (u završnoj fazi zavarivanja, šav se ispostavlja debljim). Ova metoda zahtijeva određenu klasifikaciju zavarivača. Obično se koristi za zavarivanje cijevi ili pri pričvršćivanju velikih konstrukcija.
Zavarivači smatraju da je zavarivanje stropa najteže. Kako se proizvodi? Šav se nanosi isprekidanim lukom. Jačina struje je mala. Ova vrsta se obično koristi kod zavarivanja cijevi koje se ne mogu okretati.
Zavareni spojevi: vrste i vrste
Predlažemo da razgovaramo o tome koje vrste zavarenih spojeva postoje prema vrstama spojnih površina. Ovisno o čimbenicima kao što su debljina metala, geometrijski oblik dijelova i potrebna nepropusnost spoja, zavareni spojevi se mogu podijeliti na:
- T-šipke;
- preklapanje;
- kundak;
- kutak.
Sve vrste zavarenih spojeva imaju svoju namjenu koja odgovara specifičnim potrebama gotovih elemenata. Pozivamo vas da detaljnije razmotrite ove vrste!

Zajednički
Najčešći tip zavarenog spoja je sučeoni. Koristi se kod zavarivanja krajeva cijevi, čeličnih limova ili bilo kojih geometrijskih oblika.
Dijelovi koji se spajaju od kraja do kraja razlikuju se po debljini proizvoda i strani šava. Može se razlikovati nekoliko podvrsta veza:
- jednostrano normalno;
- jednostrano, u kojem se rubovi obrađuju pod kutom od 45 stupnjeva;
- jednostrano, u kojem se jedan rub obrađuje pod kutom od 45 stupnjeva;
- jednostrano, u kojem se rub na oba dijela uklanja glodalicom;
- dvostrano, što uključuje rezanje rubova pod kutom od 45 stupnjeva sa svake strane.
Važno je napomenuti da kod ove vrste zavarenog spoja debljina zavarenih površina igra važnu ulogu. Ako nije veća od 4 milimetra, tada se koristi jednostrani šav, ali ako debljina prelazi 8 milimetara, šav se mora primijeniti s obje strane. Ako debljina proizvoda prelazi 5 mm, ali šav treba nanijeti samo s jedne strane, čime se postiže visoka čvrstoća, rubove treba odvojiti. To trebate učiniti turpijom ili brusilicom; dovoljan je zakos od 45 stupnjeva.

Umetci
Postoji nekoliko mogućnosti spajanja kutova:
- jednostrano - sa i bez prethodnog rezanja;
- dvostrano - redovito i s rezanjem.
Pomoću ove veze možete pričvrstiti dva elementa pod bilo kojim kutom. U ovom slučaju, prvi šav će biti unutarnji, a drugi - vanjski. Ova vrsta je idealna za zavarivanje raznih nadstrešnica i nadstrešnica, karoserija kamiona i okvira sjenica.
Ako trebate spojiti dvije ploče različite debljine, ova vrsta zavarenog spoja, prema GOST-u, mora se izvesti na sljedeći način: deblju ploču treba postaviti na dno, a tanju na rub. U tom slučaju, elektroda ili plamenik trebaju biti usmjereni na deblji dio - na taj način neće biti opeklina ili podrezivanja na dijelu.

Preklopni zglob
Dvije ploče mogu se zavariti ne samo od kraja do kraja, već i preklapajući - laganim povlačenjem jedne na površinu druge. Stručnjaci preporučuju korištenje ove vrste zavarenog spoja gdje je potrebna veća vlačna čvrstoća. Šav mora biti postavljen sa svake strane - to ne samo da će povećati čvrstoću, već i spriječiti nakupljanje vlage unutar gotovog proizvoda.
T-spoj
Ova vrsta je slična kutnoj vezi, ali postoje razlike - ploča, pričvršćena rubom, ne smije se postaviti na rub donje baze, već na maloj udaljenosti.
Razvrstavanje po tehnologiji i obliku šava
Zavarivači razlikuju vrste zavarenih spojeva na temelju vrste zavara. Šav može biti:
- Glatko, nesmetano. To se postiže optimalnim postavkama aparata za zavarivanje i njegovim udobnim položajem.
- Konveksan. Takav šav se može dobiti s niskom strujom i prolazom kroz nekoliko slojeva. Konveksni šav zahtijeva strojnu obradu.
- Konkavno. Takav šav se može dobiti samo s povećanom jakošću struje. Ova vrsta zavara ima izvrsnu penetraciju i ne zahtijeva brušenje.
- Čvrsto. Da biste napravili visokokvalitetni kontinuirani šav, morate to raditi kontinuirano. To će spriječiti pojavu fistula.
- Isprekidano. Ovaj šav treba koristiti za proizvode izrađene od tankih ploča.
Zavarivač koji je upoznat s glavnim vrstama spojeva i njihovim temeljnim razlikama može ispravno odabrati vrstu zavara koja može zadovoljiti osnovne zahtjeve čvrstoće i nepropusnosti.
Greške u zavarenim spojevima: vrste, opis, uzroci
Zavareni spojevi mogu imati različite učinke koji utječu na čvrstoću i brtvljenje. Uobičajeno je podijeliti sve vrste nedostataka u tri kategorije:
- unutarnje (to uključuje nedostatak penetracije, poroznost i strane inkluzije);
- vanjski (uključujući pukotine, udubljenja, kratere, progib);
- kroz (ovdje možete istaknuti opekline i pukotine).

Razgovarajmo detaljnije o svakoj vrsti kvara.
Pukotine
Ova vrsta kvara smatra se najopasnijom, može dovesti do brzog uništenja zavarenih konstrukcija. Pukotine se razlikuju po veličini (postoje makro- i mikropukotine) i po vremenu nastanka (tijekom procesa zavarivanja dijelova ili nakon). Razlog za pojavu pukotina je nepoštivanje tehnologije zavarivanja, pogrešan izbor materijala za zavarivanje ili prebrzo hlađenje konstrukcije.
Pukotinu možete popraviti na sljedeći način: izbušite početak i kraj, uklonite šav i zavarite ga.
Podrezivanja
Udubljenja su udubljenja između šava i metala. Šav postaje slab zbog ovog nedostatka. Razlog za pojavu podreza je povećana vrijednost struje. Podrez se obično javlja na vodoravnim šavovima. Ovaj se nedostatak može ukloniti navarivanjem tankog zavara duž linije podreza.

Prenaponi
Takav se nedostatak može pojaviti kada rastaljeni metal teče na osnovni metal bez stvaranja homogenog spoja. Razlozi za pojavu ugiba su jednostavni - osnovni metal se ne zagrijava, zavarivač koristi prekomjernu količinu materijala za punjenje. Kvar se može ukloniti rezanjem, pri čemu se mora provjeriti nedostatak prodora.
Opekline
Progorjelosti su nedostaci koji se manifestiraju prodiranjem i istjecanjem tekućeg metala. U tom slučaju, s druge strane, u pravilu se pojavljuje progib. Uzrok opeklina je velika struja zavarivanja, sporo kretanje elektrode, nedovoljna debljina obloge ili preveliki razmak između rubova metala koji se zavaruje. Možete popraviti progorjelo mjesto: samo očistite i zavarite oštećeno područje.
Nedostatak prodora
Nedostatak penetracije odnosi se na lokalni nedostatak stapanja nataloženog metala s osnovnim metalom. Nedostatak prodiranja također se može nazvati neispunjenjem dijela šava. Ova vrsta defekta smanjuje čvrstoću šava i uzrokuje uništavanje gotove strukture. Razlog leži u niskoj struji zavarivanja, prisutnosti troske ili hrđe na dijelovima koji se zavaruju. Da biste ispravili pogrešku, morate izrezati nedostatak fuzije i zavariti dijelove.
Krateri
Udubljenja koja se nazivaju krateri obično su uzrokovana prekidom zavarivačkog luka. Ako se pojavi takav nedostatak, potrebno ga je izrezati do osnovnog metala i pažljivo zavariti.

Fistule
Ovo je uobičajeni naziv za šupljine koje smanjuju čvrstoću šava. Upravo zbog fistula mogu nastati pukotine. Izrezivanje kvara i zavarivanje će popraviti situaciju.
Poroznost
Što je poroznost? To su šupljine koje su ispunjene plinovima. Razlog njihovog pojavljivanja je intenzivno stvaranje plina unutar metala. Veličine pora mogu biti mikroskopske ili dosezati nekoliko milimetara. Kako bi se izbjegla poroznost, metal treba očistiti od prljavštine i stranih tvari. Potrebno je da elektroda nije mokra. Ako je već napravljena pogreška, poroznu zonu treba izrezati na osnovni metal i zavariti, slijedeći tehnologiju.
Pregrijavanje i izgaranje
Ovi nedostaci nastaju kao posljedica velike struje zavarivanja ili nedovoljne brzine zavarivanja. Zbog toga gotov proizvod postaje vrlo krhak. Spaljeni metal se može samo izrezati, a metali se mogu ponovno zavariti.
Kontrola zavarivanja
Sada pogledajmo vrste pregleda zavarenih spojeva. Postoje sljedeće metode:
- vizualni pregled;
- kemijska analiza;
- transiluminacija gama zrakama ili x-zrakama;
- metalografska analiza;
- ultrazvučno ili magnetsko otkrivanje grešaka;
- mehanička ispitivanja.

Postoji vrlo važno pravilo - za pouzdanu kontrolu, neophodno je očistiti spoj od troske, kamenca i prskanja od zavarivanja!
Glavne vrste zavarenih spojeva su sučeoni, kutni, T i preklopni:
- stražnjica (C)– dijelovi su spojeni kraj uz kraj duž čeonih površina (slika 1a);
- kut (U) – dijelovi se nalaze pod kutom i spojeni duž rubova izvan kuta (slika 1b);
- majica (T)– dijelovi tvore oblik slova T (slika 1c);
- preklapanje (N)– dijelovi se djelomično preklapaju (sl. 1d).
Šavovi ovih spojeva označeni su slovom s indeksom koji odgovara specifičnosti šava (tablica 3). Šavovi zavarenih spojeva izvode se bez skošenja rubova, s skošenjem jednog ruba, s skošenjem dva ruba i u sučeonim spojevima s prirubnicom dva ruba.



a B C D)
Slika 1 - Glavne vrste zavarenih spojeva:
a) kundak; b) kutni; c) T-šipka; d) preklapanje
3 Konvencionalne slike i oznake zavara
Za svaku metodu zavarivanja razvijeni su standardi koji označavaju strukturne elemente šavova, njihove simbole i simbole.
Prema prirodi šavova mogu biti točkasti, isprekidani, kontinuirani, tj. čvrsta. Prekinuti šav izrađuje se ili u lančanom ubodu ili u šahovskom uzorku.
Čvrsti vidljivi šavovi zavarenih spojeva prikazani su kao puna glavna linija (slika 2a); a nevidljive – isprekidane (sl. 2b). U tom slučaju, strana s koje se izvodi zavarivanje uzima se kao prednja strana jednostranog šava zavarenog spoja. Za prednju stranu dvostranog šava zavarenog spoja s asimetrično pripremljenim rubovima uzima se ona kojom je zavaren glavni šav. Bilo koja strana može se uzeti kao prednja strana dvostranog šava sa simetrično pripremljenim rubovima.

Slika 2 – Konvencionalne slike šavova:
a) vidljivo; b) nevidljivi
Vidljive pojedinačne točke zavarivanja, bez obzira na metodu zavarivanja, konvencionalno se prikazuju kao presijecajuće tanke pune linije duljine 5...10 mm (slika 2a). Nevidljive pojedinačne točke nisu prikazane na crtežima.
Ako na crtežu postoji nekoliko identičnih šavova, simboli se primjenjuju na jednu sliku, a vodeće linije s policama izvlače se iz ostatka (sl. 3a, b).
Identičnim šavovima dodjeljuje se jedan broj, koji se postavlja na vodeću crtu s policom na kojoj se nalazi oznaka šava, te je označen broj šavova (slika 3a).
Za preostale zavare, nanosi se samo broj šava, odnosno, iznad prirubnice ili ispod prirubnice vodeće linije, ovisno o vidljivosti zavara (Sl. 3b).

Slika 3 – Konvencionalne slike kada na crtežu postoje identični šavovi:
a) jedna slika; b) za identične slike; c) pojednostavljeno ili su svi šavovi na crtežu isti.
Ako su svi šavovi na crtežu isti i prikazani na istoj strani (sprijeda ili straga), ne dodjeljuje im se redni broj, a šavovi bez oznake označavaju se vodećim linijama, bez polica (slika 3c).
Vodeća linija za označavanje zavara nacrtana je sa strane zavarivanja i po mogućnosti na slici dijela gdje je zavar nacrtan u punoj veličini.
Na crtežu simetričnog proizvoda dopušteno je označiti šavove samo na jednom dijelu slike.
Simbol šava se primjenjuje:
Na polici je vodeća linija izvučena iz slike šava na prednjoj strani (slika 3a);
Ispod police nalazi se vodeća linija izvučena iz slike šava na naličju (sl. 3b). U ovom slučaju, poželjno je nacrtati vodeću liniju sa slike vidljivog šava.
Vodeća linija povučena sa slike šava ili jedne točke zavara uvijek završava jednosmjernom strelicom (slika 3). Ako je zavareni šav nevidljiv, tada je jednostrana strelica nacrtana na vrhu vodeće linije, ako je šav nevidljiv - na dnu (sl. 3a, b).
Isti zahtjevi za sve šavove ili skupinu šavova dani su jednom u tehničkim uvjetima ili tablici šavova (slika 4). U tom slučaju na slici je naznačen samo serijski broj zavara.

Slika 4 – Tablica za šavove
Simbol za standardne zavarene spojeve u skladu s GOST 2.312-72 primjenjuje se prema dijagramu u skladu sa slikom 5.

Slika 5 – Dijagram simbola za standardne zavare.
Simbol za šavove u zavarenim spojevima koji koriste crtice uključuje:
1. Pomoćni znakovi šava duž zatvorene linije i montažnog šava (vidi tablicu 2).
2. Oznaka standarda za vrste i strukturne elemente zavarenih spojeva (na primjer, GOST 5264-80; vidi tablicu 1).
3. Alfanumerička oznaka šava prema standardu za vrste i strukturne elemente šavova u zavarenim spojevima (na primjer, C2, vidi tablicu 3).
4. Simbol metode zavarivanja prema standardu za vrste i strukturne elemente zavarenih spojeva (npr. A, ali ne može biti naznačeno).
Tablica 2 - Pomoćni znakovi za označavanje šavnog zavarivanja
|
Značenje znaka |
Stavljanje oznake na oznaku šava na crtežu |
|
|
Šav je isprekidan ili točkast s lančanim rasporedom. Kut linije 60 Šav je isprekidan ili točkast rasporedom šahovnice Šav duž zatvorene linije. Promjer znaka – 3…5 mm Šav duž otvorene linije. Znak se koristi ako je mjesto šava jasno iz crteža Šav treba napraviti tijekom ugradnje proizvoda, tj. prilikom postavljanja prema crtežu instalacije na mjestu njegove uporabe Uklonite ojačanje šavova Obradite ugib i neravnine šava glatkim prijelazom na osnovni metal |
|

5. Oznaka kraka zavara (istokračni pravokutni trokut) i veličina kraka (debljine) šava, prema standardu za vrste i strukturne elemente šava u zavarenim spojevima (npr. 5, Tablica 3). Debljina šava treba biti u rasponu od 4 mm do 1,2 puta debljine elemenata koji se spajaju ili jednaka. Znak je izrađen punim tankim linijama. Visina znaka mora biti jednaka visini brojeva uključenih u oznaku šava.
6. Za isprekidani šav - duljina zavarenog dijela, znak / ili Z i veličina koraka (na primjer, 5/40; 6 Z 70).
Za jednu točku zavarivanja - veličina izračunatog promjera točke (na primjer, 6).
Za otporno točkasto električno zavarivanje ili električni zakovni zavar - veličina izračunatog promjera šiljka ili električne zakovice; znak / ili Z i veličina koraka (na primjer, 5/60; 4 Z 80).
Za zavarivanje kontaktnog valjka električnog zavarivanja - veličina izračunate širine šava (na primjer, Kr-5).
Za povremeni zavar električnog zavarivanja s kontaktnim valjkom - veličina izračunate širine šava, znak množenja "", veličina duljine zavarenog dijela, znak / i veličina koraka (na primjer, 5 10/60).
Tablica 3 - Alfanumerička oznaka šava prema standardu za vrste i strukturne elemente šavova zavarenih spojeva
|
Vrsta veze |
Oznaka |
Oblik ruba |
Debljina zavarenih elemenata, mm |
|
stražnjica | |||
|
Lapped |
| ||
|
Tavrovoe |
| ||
|
Nestandardni krug |
|




7. Ostali pomoćni znakovi (vidi tablicu 2).
8. Hrapavost mehaničke obrade površine zavara (u obrazovne svrhe ne mora biti naznačeno).
U procesu izvođenja zavarivačkih radova dobivaju se različite vrste koje mogu povezati ne samo metale, već i druge različite materijale. Elementi spojeni u stalni sklop tvore vezu koja se može podijeliti u više dijelova.
Zone zavarivanja
Veza dobivena tijekom procesa zavarivanja podijeljena je u sljedeće zone:
- Mjesto taljenja je granica između osnovnog metala i metala nastalog zavara. U ovoj zoni nalaze se zrna koja se svojom strukturom razlikuju od stanja osnovnog metala. To se događa zbog djelomičnog taljenja tijekom procesa zavarivanja.
- Područje toplinskog utjecaja je zona osnovnog metala koja nije pretrpjela taljenje, iako je njegova struktura promijenjena tijekom zagrijavanja metala.
- Zavareni šav je dio koji je nastao tijekom kristalizacije tijekom procesa hlađenja metala.
Vrste zavarenih spojeva
Ovisno o položaju spojenih proizvoda jedan u odnosu na drugi, veze se dijele na sljedeće vrste:

- stražnjica. Spajanje konstrukcijskih elemenata izvodi se u istoj ravnini s njihovim krajevima okrenutim jedan prema drugom. Ovisno o različitoj debljini dijelova koji se spajaju, krajevi se mogu pomicati okomito jedan u odnosu na drugi.
- Umetci. U ovom slučaju, krajevi su poravnati pod kutom. Postupak zavarivanja provodi se na susjednim rubovima dijelova.
- Veza preklapanja. Dijelovi za zavarivanje nalaze se paralelno s djelomičnim preklapanjem.
- Završi vezu. Elementi koji se zavaruju poredaju se paralelno jedan s drugim i spajaju na krajevima.
- T-spoj. U ovom slučaju, kraj jednog dijela naliježe na stranu drugog pod kutom.
Zavarene spojeve karakteriziraju i vrste zavara, koje je moguće kvalificirati prema određenim kriterijima.
Parametri zavara
Postoji nekoliko parametara po kojima se mogu karakterizirati svi dobiveni zavari:
- širina je veličina između granica šava, koje su nacrtane vidljivim linijama spajanja;
- korijen šava je njegova stražnja strana, koja se nalazi na najvećoj udaljenosti od prednjeg dijela;
- konveksnost - određena u najkonveksnijem dijelu šava i označena je udaljenošću od ravnine osnovnog metala do granice najveće izbočine;
- konkavnost - ovaj pokazatelj je relevantan ako se pojavi u zavarivanju, jer je, zapravo, nedostatak; ovaj parametar se određuje na mjestu gdje šav ima najveći otklon - veličina konkavnosti se mjeri od nje do ravnine osnovnog metala;
- krak šava - javlja se samo u kutnim i T-spojovima; Ovaj pokazatelj mjeri se najkraćom udaljenosti od bočne površine jednog zavarenog dijela do granične linije šava na površini drugog.
Vrste šavova prema načinu izvođenja

Vrste zavarenih šavova prema prostornom položaju i duljini
Postoje sljedeći položaji zavarivanja:
- niže, kada je zavareni šav u donjoj horizontalnoj ravnini, tj. pod kutom od 0º u odnosu na tlo;
- vodoravno, smjer zavarivanja je vodoravan, a dio može biti pod kutom od 0º do 60º;
- okomito, u ovom položaju površina koju treba zavariti nalazi se u ravnini od 60º do 120º, a zavarivanje se izvodi u okomitom smjeru;
- strop, kada se rad izvodi pod kutom od 120-180º, odnosno šavovi za zavarivanje nalaze se iznad glavnog;
- "u čamcu", ovaj položaj se odnosi samo na kutne ili T-spojeve, dio je postavljen pod kutom, a zavarivanje se izvodi "u kutu".
Podjela po duljini:
- kontinuirano, gotovo svi šavovi su napravljeni na ovaj način, ali postoje iznimke;
- povremeni šavovi, pojavljuju se samo u kutnim spojevima; Dvostrani šavovi ove vrste mogu se izraditi u šahovskom ili lančanom uzorku.
Rezanje rubova

Ova značajka dizajna koristi se kada je debljina metala koji se koristi za zavarivanje veća od 7 mm. Obrada rubova je uklanjanje metala s rubova u određenom obliku. Ovaj se postupak izvodi pomoću jednoprolaznog zavarivanja sučeonih šavova. Ovo je neophodno kako bi se dobio ispravan zavar. Što se tiče debelog materijala, rezanje je potrebno kako bi se prvobitno otopio korijenski prolaz, a zatim sljedećim zavarenim zrncima, ravnomjerno ispunjavajući šupljinu, zavario metal po cijeloj debljini.
Rezanje rubova može se izvesti ako je debljina metala najmanje 3 mm. Budući da će njegova niža vrijednost dovesti do progaranja. Rezanje karakteriziraju sljedeći parametri dizajna: razmak - R; kut rezanja - α; tupost - str. Položaj ovih parametara prikazan je na crtežu zavara.
Rezni rubovi povećavaju količinu potrošnog materijala. Stoga ovu vrijednost pokušavaju minimizirati na sve moguće načine. Podijeljen je u nekoliko tipova prema dizajnu:
- U obliku slova V;
- X-oblika;
- Y-oblika;
- U obliku slova U;
- s prorezima.
Značajke reznih rubova
Za male debljine zavarenog materijala od 3 do 25 mm obično se koristi jednostrani utor u obliku slova V. Kosina se može izvesti na oba kraja ili na jednom od njih. Preporučljivo je zavarivati metal debljine 12-60 mm pomoću dvostranog utora u obliku slova X. Kut α pri rezanju u obliku X, V jednak je 60º, ako se skošenje izvodi samo na jednom rubu, tada će vrijednost α biti jednaka 50º. Za debljinu od 20-60 mm, najekonomičniji utrošak nataloženog metala bit će kod rezanja u obliku slova U. Kosina se također može napraviti na jednom ili na oba kraja. Zatupljivanje će biti 1-2 mm, a vrijednost razmaka 2 mm. Za velike debljine metala (preko 60 mm), najučinkovitija metoda je rezanje rubova utorima. Ovaj postupak je vrlo važan za zavareni spoj; utječe na nekoliko čimbenika zavarivanja:

Standardi i GOST-ovi
- Ručni šavovi i spojevi prema GOST 5264-80 uključuju vrste, projektne dimenzije za zavarivanje, prekrivene elektrodama u svim prostornim položajima. Ovo ne uključuje samo čelične cjevovode.
- Zavarivanje čeličnih cjevovoda. GOST 16037-80 - definira glavne vrste, pripremu rubova, dimenzije dizajna za mehaniziranu metodu zavarivanja.
- od bakra i legura bakra i nikla. GOST 16038-80.
- Lučno zavarivanje aluminija. GOST 14806-80 - oblik, dimenzije, priprema rubova za ručno i mehanizirano zavarivanje aluminija i njegovih legura, postupak se provodi u zaštitnom okruženju.
- Potopljeno. GOST 8713-79 - zavareni šavovi i spojevi izrađuju se automatskim ili mehaniziranim visećim zavarivanjem, na podlozi za fluks. Odnosi se na debljinu metala od 1,5 do 160 mm.
- Zavarivanje aluminija u inertnim plinovima. GOST 27580-88 - standard za ručne, poluautomatske i Izvodi se s nepotrošnom elektrodom u inertnim plinovima s materijalom za punjenje i odnosi se na debljinu aluminija od 0,8 do 60 mm.
Oznaka zavara
Prema regulatornim dokumentima, prisutnost zavara prikazana je na ili u općem prikazu. Zavareni šavovi prikazani su punim linijama ako su vidljivi. A ako je obrnuto, onda s isprekidanim segmentima. Voditelji s jednosmjernim strelicama izvlače se iz ovih linija. Simbol zavarivanja šavova izrađen je na polici od vođe. Natpis je napravljen iznad police ako je šav na prednjoj strani. U obrnutoj verziji, oznaka će se nalaziti ispod police. To uključuje informacije o šavu u sljedećem nizu:
- Pomoćni znakovi. Na sjecištu vođice i police može se nalaziti ikona:
○ - zatvoreni šav;
┐ - zavarivanje šavova izvodi se tijekom instalacije.

- njihovi strukturni elementi i GOST veze.
- Naziv šava prema standardu.
- Metoda zavarivanja prema regulatornim standardima.
- Noga je naznačena; ova se stavka odnosi samo na kutne spojeve.
- Prekid šava, ako postoji. Ovdje su naznačeni korak i položaj dijelova za zavarivanje.
- Dodatne ikone pomoćne vrijednosti. Razmotrimo ih odvojeno.
Pomoćni simboli
Ove oznake se također stavljaju na vrh police ako je zavareni šav vidljiv na crtežu, a ispod njega kada je nevidljiv:
- ---uklanjanje armature šavova;
- površinska obrada koja će osigurati glatki prijelaz na osnovni metal, eliminirajući progib i neravnine;
- šav je napravljen duž otvorene linije; ova oznaka se odnosi samo na zavare koji su vidljivi na crtežu;
- čistoća površinske obrade zavarenog spoja.
Pojednostavljeno, ako su svi šavovi konstrukcije izrađeni prema istom GOST-u, imaju iste pripreme rubova i konstrukcijske dimenzije, oznaka i standard zavarivanja navedeni su u tehničkim zahtjevima. Dizajn možda nema sve, ali veliki broj identičnih šavova. Zatim se dijele u skupine i dodjeljuju im serijski brojevi u svakoj skupini posebno. Puna oznaka je naznačena na jednom šavu. Ostalima su dati samo serijski brojevi. Broj skupina i broj šavova u svakoj od njih moraju biti navedeni u regulatornoj dokumentaciji.