Machine réglable pour scies à ruban. Recommandations Comment configurer une machine réglable pour scie à ruban
Le processus de réglage est considéré comme une opération associée à la flexion des dents de scie dans différentes directions afin de réduire le frottement du ruban de scie sur les surfaces latérales de la coupe et d'éviter son pincement. Pour le libre mouvement de la lame dans le bois, il est nécessaire d'assurer une largeur de coupe qui dépasse l'épaisseur de la lame d'au moins 30 à 60 %.
Le câblage est divisé en plusieurs types, et ils n'ont pas encore de noms établis, car les fabricants de scies les appellent différemment.
Le réglage standard est caractérisé par une flexion alternée des dents sur différents côtés.

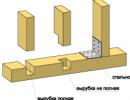
Lors du dénudage, les dents de la lame de scie sont divisées en trois, dont deux sont pliées dans des directions différentes et la troisième reste en place.


Il est principalement utilisé pour travailler le bois dur. La forme trapézoïdale d'une dent sur trois restant au centre de la scie détermine la direction de l'ensemble de la lame de scie.
Le plus difficile à réaliser est le sertissage ondulé, car chaque dent suivante dans une demi-onde est courbée de plus en plus.

Avec tout type de sertissage, la dent n'est pas pliée à partir de la base, mais avec une empreinte de celle-ci de 33 à 67 % de la hauteur de la dent. Malgré le fait que chaque fabricant dicte ses propres exigences concernant les indicateurs liés au divorce, tous ne dépassent pas 0,3-0,7 mm.
Il est généralement admis de couper les arbres à bois tendre avec des scies à ruban qui ont un grand espace, et avec du bois dur - un petit espace. Mais dans tous les cas, l'écartement doit être tel que le sciage se fasse sans formation de coin coupé au centre.
Une fois réglées, toutes les dents doivent être pliées du même montant avec une erreur tolérée allant jusqu'à 0,1 mm. Si le réglage n'est pas le même, la scie sera tirée dans la direction du réglage le plus grand.
Dispositifs de divorce
Pour le divorce, il existe des dispositifs spéciaux de divorce qui se distinguent par une grande variété et fonctionnalité. Aujourd'hui, de nombreux experts apprécient le dispositif de réglage de scie KEDR pour sa fiabilité, sa simplicité et sa facilité d'utilisation, ainsi que pour son petit prix.
Il s'agit d'une machine manuelle qui offre une précision de tracé de 5 microns. La machine est équipée de supports spéciaux pour faciliter son utilisation. La présence d'un comparateur à cadran sur la machine maximise la précision de la disposition.
La conception soigneusement pensée du dispositif de réglage KEDR garantit une utilisation productive et efficace de l'ensemble des ressources de la scie spécifiées par le fabricant. Il peut être facilement ajusté aux paramètres de réglage requis pour garantir la largeur de coupe optimale. Vous pouvez ainsi vous débrouiller avec moins de puissance moteur, car les forces de friction lors du sciage sont réduites.
Cette machine de pose permet un réglage facile et simple avec une résistance de sciage minimale.
Chaque essence de bois possède une dureté caractéristique. En fonction de cette caractéristique, le pas des dents de scie doit varier. Pour les races dures, le pas doit être plus petit.
Malgré les avantages évidents de cette machine par rapport à d'autres appareils ayant des objectifs similaires, son prix est abordable, ce qui contribue également à sa reconnaissance croissante dans toute la Russie.
La machine de mise en place des scies à ruban « KEDR » présente les caractéristiques techniques suivantes :
- dimensions hors tout - 28,5x12,1x36 cm;
- largeur des scies à divorcer - jusqu'à 5 cm;
- le pas des scies à régler est de 2,2 cm ;
- pesant 5,2 kg.
Rappelons également des dispositifs plus simples pour la mise en place des scies à métaux. Leur utilisation pour les scies à ruban est associée à une faible précision et à une intensité de travail élevée. Leur utilisation n'est justifiée qu'en l'absence de dispositifs spéciaux.

Câblage
Signes d'une scie correctement réglée
L'exactitude du divorce peut être jugée par le contenu de la coupe, remplie d'un mélange dont 2/3 sont de la sciure de bois et 1/3 sont de l'air. En pratique, cela se manifeste par le fait qu'une scie avec une reconnaissance correcte évacue de la coupe plus de 4/5 du volume de fines de bois.
Avec une très large répartition dans la coupe, le volume d'air augmente et en même temps l'évacuation des déchets se détériore. Avec un petit écartement des dents, la planche est recouverte d'une couche de sciure chaude étroitement comprimée.
Si l'écart est trop grand, le sciage sera saccadé ; s'il est trop petit, il deviendra ondulé. Nous jugeons utile de rappeler encore une fois que seule la partie supérieure de la dent est écartée, de sorte que le sciage ne s'effectue qu'avec un coin pointu tout en haut de la dent. Avant la coupe, la scie est affûtée avec un minimum d'enlèvement de métal, se limitant littéralement à l'élimination des bavures.
Pourquoi la scie coupe-t-elle mal ?
Cela peut être une conséquence du grand angle d'affûtage de la dent, qui s'accompagne d'un saut vers le haut lorsque la scie pénètre dans le bois. Ensuite, le sciage se déroule généralement normalement jusqu'à la toute fin, mais à la sortie de la grume, la scie tombe. Ce mode de sciage est appelé « poussée » car la scie est poussée vers l'extérieur. La solution consiste à réduire l'angle d'affûtage de 2 à 3 degrés.
Avec un angle d'affûtage important et un écartement insuffisant, la scie au début de l'entrée dans la bûche fait un bond vers le haut et la forme de la planche s'avère courbée en « forme de sabre ». La qualité de la planche est restaurée en réduisant l'angle d'affûtage de 2 degrés et en augmentant l'écartement. La planche ressemblera « à un sabre » même lorsque la scie « plonge ». Ceci est une conséquence conjointe d’un petit angle d’affûtage et d’un réglage insuffisant. Vous pouvez sortir de cette situation en augmentant l'angle d'affûtage de deux degrés et en augmentant l'écartement.
Si la planche est fortement recouverte de sciure de bois, lâche au toucher, cela indique une petite marque qu'il faut augmenter tout en diminuant l'angle d'affûtage.
Une coupe en forme de vague avec une scie tranchante est provoquée par un écart trop petit, qui doit être ramené à une valeur normale.
Scier avec une scie émoussée qui n'a jamais été affûtée entraînera des fissures le long des rainures de la dent. La même chose peut se produire si vous essayez de couper un arbre avec une scie dont l'écartement n'est pas suffisant pour le travail ou si vous continuez à scier avec une lame déjà émoussée.
La scie peut développer des fissures sur la face arrière lorsque la distance entre les butées arrière des rouleaux de guidage et l'arrière de la lame est trop grande.
Le phénomène de « roulement » de sciure sur la lame s’observe lorsque les dents de scie ne sont pas trop écartées et qu’il n’y a pas le volume d’air nécessaire dans la coupe. Dans ce cas, la scie s'échauffe en raison du frottement avec la sciure de bois, ce qui entraîne la formation de poussière de bois sur la lame de scie.
Si le « roulement » de sciure de bois occupe la surface interne de la dent et que la lame de scie est propre, alors cela peut s'expliquer par plusieurs raisons : un mauvais affûtage (avance trop importante ou enlèvement de matière épais, conduisant à une mauvaise qualité de la surface de la cavité dentaire), un angle d'affûtage des dents trop grand ou un sciage continu avec une scie émoussée.
Parfois, des fissures sont observées sur le côté des alvéoles dentaires. Cela se produit généralement lorsque, lors du réaffûtage, une grande quantité de métal est retirée en un seul passage, ce qui entraîne une surchauffe du bord de la dent.
De nombreux problèmes peuvent être évités si vous accordez suffisamment d'attention à la pierre à aiguiser et si vous la remplissez constamment et soigneusement.
Nous devons nous rappeler que, quelle que soit la qualité de la machine utilisée pour couper le bois, il ne s’agit que d’un entraînement de scie. La qualité et l'efficacité du travail de coupe sont liées à 90 % au bon entretien de la scie et à seulement 10 % à l'état général de la machine.
L'angle d'affûtage est déterminé par l'angle de départ du bord de la dent par rapport à la ligne verticale. L'angle d'affûtage souhaité est dans la plupart des cas de 10 à 12 degrés. Si des roches dures et du bois gelé sont sciés, l'angle d'affûtage doit être de 8 à 10 degrés. Pour le sciage de roches tendres, elle augmente jusqu'à 12-15 o.
Le réglage des dents affecte grandement les propriétés du tranchant de la dent. Il faut rappeler que l'affûtage des dents réduit leur hauteur, et donc le sertissage.
Les paramètres d'affûtage d'une scie à ruban en fonction du type de bois coupé sont indiqués dans le tableau ci-dessous.
| Har-ka lames |
Très doux races |
Races moyennement douces | |||
| Frais résineux |
Frais non résineux | Séché pendant 3 à 5 ans | Glace | ||
| Angle d'affûtage | 12-16 | 12-16 | 12 | 8-12 | 8-10 |
| Hauteur des dents | 6,4 mm* | 4,8 mm* | 4,8 mm* | 4,8 mm* | 4,5 mm* |
| Alignement des dents | 0,61-0,66 mm | 0,58-0,61 mm | 0,51-0,56 mm | 0,41-0,46 mm | 0,41-0,46 mm |
* — la plus petite valeur acceptable.
Ces données tabulaires ne sont pas de nature normative, par conséquent, une sélection individuelle des paramètres d'outils est nécessaire pour chaque type de bois. La qualité du sciage est liée non seulement à la sélection réussie de ces indicateurs, mais aussi au lieu où il est utilisé, ou à la région de croissance du bois qui est livré ici pour le sciage. Le fait est que même les arbres d’une même espèce peuvent avoir des densités et des résines différentes selon les régions.
Pour donner à la scie à ruban une plus grande durabilité et obtenir une coupe de haute qualité, il est nécessaire de bien mouiller la lame avec de l'eau lors du sciage d'arbres à haute teneur en résine. Les scies destinées au sciage d'arbres à faible teneur en résine nécessitent une solution savonneuse pour être mouillées. Par temps froid, il est préférable d'humidifier la scie avec du carburant diesel.
Tout marchand de bois qui envisage d'acquérir une scierie espère naturellement réaliser un bénéfice. Mais vous devez vous rappeler que pour un fonctionnement stable d'une scierie, il est nécessaire de préparer des scies de haute qualité. De plus, cela devra être fait presque quotidiennement. Dans des articles précédents, nous avons parlé de la mise en place du processus de sciage, d'une nouvelle méthode d'affûtage des scies à ruban, et avons également commencé à parler de l'un des processus les plus difficiles de préparation des scies au travail - le processus de réglage des dents. Dans cet article, nous parlerons davantage de ce processus.
II. Méthode manuelle améliorée de mise en place des dents (type presse)
Pour éviter un effet « swing » lors du réglage, il est nécessaire de fixer le corps de la scie à ruban avant d'appuyer le poussoir sur la dent afin qu'elle ne puisse pas bouger. Cela ne peut être fait qu'en serrant fermement le corps avec une plaque sous la dent à mettre en place.
Cela peut être fait plus simplement en séparant les fonctions de serrage du corps de scie et d'appui du poussoir sur la dent. Ces machines sont à vendre. Cependant, il est très gênant de séparer deux mouvements à tour de rôle, même si en principe cela est possible. Mais l'essentiel est que, bien que les fabricants aient résolu le problème du « swing », la machine elle-même est très mal fabriquée, et également dépourvue de certains composants de base, ce qui ne permet toujours pas de bien régler la scie à ruban avec de tels bras réglables.
La machine, qui, d'un seul clic, serre d'abord rigidement le corps de la scie avec une plaque, puis appuie le poussoir sur la dent, est très bien fabriquée et avec tous les composants nécessaires, seul IRN pourrait la fabriquer. Nous avons été parmi les premiers, il y a une dizaine d'années, à leur acheter un tel appareil réglable. Il est encore utilisé pour régler les scies et nous en sommes très satisfaits.
Lorsque nous avons commencé à vendre nos machines à affûter avec un disque profilé il y a trois ans, nous avons recommandé une machine de réglage IRN pour l'accompagner. Mais depuis un an et demi, des problèmes ont commencé à surgir avec ces divorcés. Leur prix a doublé - de 12 000 à 25 000 roubles et, surtout, la qualité de fabrication s'est détériorée. Au moins, beaucoup de ceux qui ont pris cet outil réglable dans le cadre de notre machine à affûter ont d'abord dû nous l'apporter pour modification, après quoi ils n'ont plus eu de problèmes pour régler leurs scies à ruban.
Pour que les utilisateurs ne rencontrent plus de tels problèmes, nous avons développé et commençons maintenant à produire en série une machine réglable sous le symbole PC30/60.
III. Poser deux dents à la fois
Les machines qui posent deux dents à la fois sont fabriquées dans les types suivants :
avec une machine à affûter ;
séparément seulement la machine réglable, propulsée par un moteur ;
séparément uniquement une machine réglable avec avance manuelle sous forme de roue (photo 1) ou de levier.
Photo 1. Machine réglable avec alimentation manuelle sous la forme
roues
Les machines pour cette option sont les plus fortement annoncées par les vendeurs, car elles sont censées faciliter le travail de l'affûteur en plaçant deux dents à la fois des deux côtés de la scie à ruban. C'est une très bonne « nouille » publicitaire pour les oreilles de ceux qui n'ont jamais installé eux-mêmes de scies à ruban. Ceux qui ont préparé au moins une fois une scie pour le travail savent très bien que chaque dent de la scie est réglée individuellement. La dent est toujours rétractée par le poussoir d'un montant supérieur au retrait requis. Lorsque le poussoir est tiré vers l'arrière, la dent rebondit toujours d'une certaine quantité. De plus, même pour une seule scie, le retour élastique de chaque dent spécifique peut fluctuer entre 5 et 25 unités indicatrices. Par conséquent, l'affûteur doit presque toujours effectuer deux ou trois pressions, souvent avec des valeurs d'indicateur différentes (c'est-à-dire avec une force différente), pour obtenir la valeur de réglage requise. Il y a aussi des dents qui ressortent moins bien que d'autres et même avec un ou deux clics avant que l'indicateur ne lise, comme sur les dents à ressort, elles restent à des valeurs supérieures au jeu requis, et elles doivent être spécialement repliées.
Il devrait maintenant être clair pour vous qu'il est tout simplement impossible de bien séparer deux dents à la fois en un seul clic. Mais les machines se vendent bien, et certains sont même satisfaits des résultats. Lors du réglage de la scie sur une telle machine, vous devez toujours savoir : vous n'obtiendrez jamais la garantie d'un bon réglage de la scie à ruban. Le divorce sera toujours imprévisible. Avec de petites avances du chariot, un lot aléatoire de scies avec des dents à ressort plus ou moins égales, il est parfois possible de scier normalement avec un nouveau mécanisme propre. Mais les problèmes surgissent inévitablement plus tard. Mais ils commencent à chercher la cause de ces problèmes n'importe où, mais pas dans le divorce, estimant que c'est très bien. Les fabricants ne mettent même pas d’indicateurs sur presque tous ces modèles réglables. Expliquer cela en disant qu'il faut tout installer une fois, puis simplement le séparer : les marteaux frappent toujours de la même manière et il n'y a pas besoin de vérifier. Et vous vérifiez et voyez par vous-même quelle est réellement l’ampleur de la différence dans le sens du divorce.
De plus, la précision de l'alignement obtenu dans ces machines est fortement influencée par les mêmes raisons que dans les machines classiques : pénétration de saletés dans le mécanisme, risques sur la butée du poussoir et les plaques d'appui. La hauteur de la partie de la dent à sertir a un effet particulièrement important.
IV. Auto
La seule machine de réglage véritablement automatique est fabriquée par Wood-Mizer. Chaque dent est réglée sur un côté de la scie à l'aide d'un poussoir pneumatique à plusieurs coups réglables en force avec contrôle constant du réglage effectivement obtenu par un micromètre électronique. La dent suivante à régler par le poussoir sera automatiquement avancée seulement après que l'indicateur ait affiché la valeur réglée. Après avoir terminé un côté, la machine s'arrête. Ensuite, la scie est retirée de la machine, retournée, réinstallée sur la machine et la scie est placée de l'autre côté.
La machine serait très bonne sans son prix. Aujourd'hui, c'est environ 350 000 roubles, ce qui est injustifié même pour les centres de service, sans parler d'une simple scierie. Et bien que les représentants de la société Wood-Mizer prétendent vendre ces machines réglables, je ne les ai personnellement jamais vues en utilisation et je ne les ai vues que lors d'expositions.
Recommandations pour préparer la machine réglable au travail
Indicateur
Avant l'affûtage, il est nécessaire d'éliminer les bavures formées après l'affûtage avec un bloc de bois, sinon l'indicateur donnera des lectures incorrectes.
Si votre indicateur mesure en pouces, il est préférable de le remplacer immédiatement par un indicateur qui mesure en millimètres, puisqu'une division de l'indicateur en pouces correspond à environ deux divisions et demie de l'indicateur en millimètres. Ainsi, lorsqu'un taille-crayon fait une tolérance de deux divisions en pouces, cela correspond à cinq divisions en millimètres, ce qui est beaucoup, et inversement, une tolérance de deux divisions en millimètres ne correspond qu'à une demi-division en pouces. La disposition, lorsque l'indicateur est calibré en millimètres, devient plus précise. La scie coupe uniformément, sans à-coups.
La tête indicatrice doit se déplacer en douceur, sans se coincer ni se coincer.
Pour que la pointe de la dent repose nécessairement contre le plan de l'extrémité de l'indicateur, elle doit avoir un diamètre de 7 à 10 mm.
Chaque jour ou au moins une fois par semaine, vous devez vérifier le zéro de l'indicateur. Pour ce faire, prenez un verre (c'est plus facile à réaliser) ou une plaque de métal d'une épaisseur d'au moins 2 mm, d'une longueur de 100 - 150 mm (pour qu'elle repose sur les points d'appui) et d'une largeur de 40 - 50 mm . La plaque est placée à la place de la scie, fixée avec des butées à ressort ou une plaque d'arrêt, qui doit presser le corps de la scie contre la plaque fixe, et zéro est mis à zéro.
Comme le verre est presque parfaitement plat, le zéro est réglé très précisément, l'essentiel ici est de ne pas trop appuyer, sinon le verre se brisera tout simplement.

Beaucoup de gens essaient de le faire sur le corps d'une scie à ruban. Mais le corps est très fin et se plie facilement de 0,1 à 0,2 mm, ce qui est pratiquement invisible à l'œil, et l'erreur de l'indicateur lors du réglage du zéro vers le haut ou vers le bas de cette manière peut atteindre 10 divisions ou plus, ce qui est inacceptable, surtout si il y a un véritable divorce au-delà des limites acceptables. Avec un très petit écart (moins de 0,45 mm), la scie va commencer à se serrer dans la coupe, elle perd sa stabilité avec la formation d'une vague. Si le jeu réel est trop grand (plus de 0,75 mm), les dents s'engageront trop profondément dans le bois, et avec un changement brusque de densité sur les nœuds, la scie commencera à onduler plus rapidement, car même avec une légère matité il sera tiré sur le côté.
L'angle vertical de l'indicateur est réglé à l'aide de la même plaque. Après avoir serré la plaque avec des butées, l'extrémité de l'indicateur doit être bien ajustée et sans espace sur la plaque (Fig. 1).
Plaques fixes et mobiles
Les plans des plaques doivent être rectangulaires, sans courbures, sans usure ni saleté. L'extrémité de la plaque fixe, sur laquelle est pressée la dent, doit être droite, sans usure.
Avant chaque tracé, la plaque doit être nettoyée, sinon la saleté qui y est collée va définitivement perturber le tracé et le rendre inégal.
Points d'ancrage
Au fur et à mesure de l'avancement du travail, les points d'appui s'usent et des rainures apparaissent dans ceux-ci, dans lesquelles l'arrière de la scie à ruban peut de temps en temps se coincer, et les dents seront placées à différentes hauteurs. La scie coupera par saccades. Les supports usés doivent être remplacés.
Butées à ressort
Assurez-vous que lorsque vous appuyez sur la dent pour le réglage, le corps de la scie à ruban n'est pas éloigné de la plaque fixe, c'est-à-dire que les ressorts des butées ont suffisamment de force pour le maintenir. Si le corps s'éloigne encore, essayez de serrer le ressort avec des vis spéciales.
Il faut également surveiller l'usure des extrémités de ces butées. Ils doivent appuyer sur le corps avec tout l'avion. Si vous manquez cela, vous aurez un swing.
Essayez de forcer l'affûteur pour ne pas autoriser plus de deux ou trois divisions lors de la coupe. Ensuite, la scie coupera longtemps et avec une haute qualité. Mais, comme le montre la pratique, une tolérance de cinq à dix divisions est généralement respectée.
Dans ce cas, même la meilleure scie à ruban peut commencer à s’inquiéter dès la première bûche.
Des indicateurs bon marché sont vendus séparément pour vérifier le câblage. Si vous souhaitez que votre taille-crayon soit plus responsable en matière de câblage, achetez cet appareil et utilisez-le au moins parfois.
Il est très important de régler la position initiale de la scie dans le dispositif réglable (Fig. 2). De nombreuses personnes placent le niveau inférieur le long de la cavité dentaire. Ce n'est pas correct. La dent est placée en arc de cercle à partir de la racine. Il s'agit d'un très gros levier, donc même avec une légère matité, et sur les nœuds, il est fort probable que la scie s'agite immédiatement. La limite inférieure doit être réglée en fonction du type de scie, en tenant compte du fait que plus elle est basse, plus la scie sera stable dans la coupe. Mais vous devez toujours vous rappeler : plus la dent durcie est fixée solidement dans le corps de la scie, plus la distance doit être grande. Sinon, lors d'un divorce, vous vous casserez simplement des dents.
Dureté constante - 3 mm.
Flex back - Hard Edge, Hard Back pour une fixation dentaire faible - 3,5 mm.
Flex back - Hard Edge, Hard Back avec fixation dentaire moyenne et forte - 4 mm.
Mais même avec le réglage correct de la hauteur, avec le plan d'appui de la plaque fixe froissé, vous obtiendrez toujours le rayon (Fig. 2a) et la qualité de coupe correspondante. Il est nécessaire que les plans de la plaque fixe soient lisses, puis l'extrémité de la dent se pliera le long d'une ligne brisée et acquerra ainsi une résistance maximale aux charges (Fig. 2b).
Poussoir à dents
La butée du poussoir doit se trouver environ 2 mm en dessous du haut de la dent, le réglage s'effectuera alors normalement.
Attention. Les dents doivent être écartées non pas avec une forte pression, mais avec deux ou trois pressions peu fortes. Ainsi, vous espacerez toujours correctement les dents et n’en casserez aucune.
Si vous avez plié une dent durcie en la pliant en arrière, vous devez la saisir pour qu'elle ne se brise pas, non pas par le tranchant, mais un peu plus bas, par l'arrière.
Même un bon affûteur, pour les raisons décrites ci-dessus, ne sait jamais s'il a correctement positionné la scie à ruban. Il est nécessaire que l'affûteur, après avoir effectué le réglage dans une direction, regarde à nouveau rapidement le jeu de 7 à 15 dents. Si le divorce correspond aux valeurs qu’il devrait être, alors tout est en ordre et vous pouvez passer à autre chose. S'il voit d'autres chiffres, il doit de toute urgence remettre la machine en ordre, sinon un cercle vicieux en résultera. La scie coupe mal, ondule, subit de fortes contraintes, retourne rapidement à l'affûteur et le volume de travail augmente. Au lieu de trois à cinq scies à ruban par jour, il doit en faire 10 à 15. Les scies coupent peu et cassent rapidement. En conséquence, à cause d'une opération incorrecte, tout le monde est perdu : le propriétaire perd de l'argent sur les scies, l'affûteur ne peut pas faire face au volume de travail, l'encadreur ne peut pas travailler normalement.
Vous savez maintenant comment préparer correctement une scie à ruban pour le travail. Il est important de se rappeler que la scierie est achetée dans un but lucratif. Par conséquent, pour toute scierie, il est nécessaire de préparer chaque jour des scies de haute qualité. Scier du bois avec des scies à ruban peut vraiment vous rapporter un très bon revenu si cela est fait correctement. Les articles suivants seront consacrés aux réglages de la scierie elle-même et à la manière d'inculquer à vos travailleurs l'habileté de produire uniquement du bois de haute qualité avec un rendement maximal.
Pour la première transformation du bois, des scieries sont utilisées, à l'aide desquelles la pièce est découpée en éléments de la taille et de la forme requises. L'une des machines les plus courantes pour couper du bois est la scie à ruban, qui présente de nombreux avantages par rapport aux autres types.
Pour que la lame de coupe fonctionne le plus longtemps possible, elle nécessite un entretien périodique. Cela comprend l’affûtage et la coupe des lames de scie à ruban. Ces opérations doivent être effectuées sans faute, sinon la lame s'émoussera très vite et la productivité de la machine diminuera fortement. L'utilisation continue d'une telle bande peut conduire à sa destruction.
Objectif du câblage
L'écartement de la scierie à ruban remplit une fonction très importante : il réduit considérablement le frottement entre la lame et la pièce en bois en augmentant la largeur de coupe. Ceci est réalisé en pliant les dents par rapport à la lame. Mais au fil du temps, pendant le fonctionnement, les éléments de coupe changent de position, ce qui entraîne une diminution de la taille de la coupe. En conséquence, la friction augmente considérablement, ce qui peut provoquer la morsure de la toile.
L'opérateur de maintenance doit savoir comment régler correctement la scie à ruban. Le non-respect des paramètres peut entraîner une coupe ondulée et le retrait de la lame. De plus, une certaine séquence de courbure des dents doit être respectée.
Comme le disent les instructions, la coupe des scies à ruban ne doit être effectuée que sur une machine spéciale dotée d'un indicateur dans sa conception pour déterminer la taille du pli. Dans ce cas, toutes les dents doivent être déplacées sur le côté du même montant. La plage d'étalement varie de 0,3 à 0,7 mm.
Types de câblage. Nuances de l'exécution de l'opération
Avant de couper avec une scie à ruban, vous devez d'abord décider du type de pliage. Il en existe plusieurs types au total :
- arnaque classique. Cela diffère en ce que les dents se plient alternativement dans des directions différentes. C'est-à-dire qu'un élément se plie vers la gauche, le second vers la droite ;
- clairière Légèrement différent de la première option. Son essence est que deux dents se déplacent dans des directions différentes, tandis que la troisième reste inchangée. L'implantation d'une scierie à ruban de cette manière se fait lors de la coupe de bois feuillus ;
- ondulé. La méthode la plus difficile à réaliser. Ici, la valeur de flexion de chaque dent est individuelle, ce qui donne une configuration ondulée du tranchant.
Avant de divorcer sur les scieries à ruban, vous devez considérer plusieurs nuances importantes :
- le degré de courbure sur toutes les dents doit être le même (ne s'applique pas à la méthode ondulée) ;
- l'élément coupant ne doit pas se plier à la base, mais seulement en partie ;
- la force doit être appliquée en un point strictement défini.
Voyons maintenant comment configurer correctement les scies à ruban pour les scieries. Comme déjà indiqué, cette opération est réalisée sur une machine spéciale. L'essence du travail réside dans le fait que la toile est fixée dans le cadre. Ensuite, l'indicateur est calibré. Ensuite, le levier qui servira à plier est installé (l'endroit où la force est appliquée est sélectionné).
Après les travaux d'installation, l'opérateur plie la dent, tout en surveillant l'ampleur de sa courbure à l'aide d'un indicateur. Ensuite, le ruban se déplace dans le cadre et l'opération est répétée, mais avec un élément de coupe différent.
L’alignement des dents n’est pas sans importance lors de la préparation d’une scie à ruban. Nous recevons beaucoup de questions de nos clients à ce sujet. Nous répondons à vos questions :
Aujourd'hui, le marché regorge de machines pour le réglage de scies de diverses modifications, mais 95 % d'entre elles sont créées afin de gagner de l'argent pour le fabricant (vendeur), mais pas pour l'acheteur, et aussi pour forcer l'acheteur à acheter des scies à ruban comme le plus souvent possible.
Pourquoi?
La réponse est simple : les machines proposées par ces entreprises ont des unités de fixation de scie faibles, un jeu et un mauvais soudage des composants principaux.
Exemple:
Vous placez la scie dans la scie réglable, appuyez vers l'avant avec la poignée pour que l'aiguille de la machine plie la dent de scie à la bonne valeur (regardez l'indicateur fourni avec le kit), et la machine, au lieu de plier la dent vers l'avant à la valeur appropriée, plie le bas de la scie vers l'arrière et la dent est positionnée vers l'avant comme elle devrait l'être, mais cela crée un effet de bascule, ce qui conduit à une déformation de la scie, et un tel outil sera inutilisable après un bref délais.
Étant donné que chaque dent d'une scie est individuelle et qu'après avoir réglé ses ressorts différemment, une scie devrait prendre environ 20 à 25 minutes afin d'ajuster au maximum l'angle de déviation de chaque dent.
Sur la plupart des machines, l'indicateur peut montrer la déviation correcte de la dent, mais la réalité sera loin d'être la même.
Puisque la machine n’est tout simplement pas capable de produire de la précision. Ceci peut être facilement vérifié en plaçant un indicateur manuel pour mesurer les dents de scie contre les dents (fabriqué en Allemagne), qui indiquera le plus précisément le niveau de déviation des dents ; le résultat sera déprimant.
Il existe également sur le marché des machines qui séparent deux dents en même temps. Les organisations de services et les particuliers qui ont besoin d’une « vitesse folle » sont très friands d’y adhérer.
MAIS........!
Encore une fois, ces machines ne fourniront pas la précision requise ; à chaque fois l’erreur sera imprévisible.
Il y a une réponse simple à la question de savoir pourquoi :
Étant donné que les leviers qui écartent la dent sont configurés pour une seule force de mouvement (déviation) et n'ont pas la capacité d'appuyer sur la dent exactement comme requis. En conséquence, chaque dent sera réglée différemment.
Comment sortir de cette situation pour que le divorce soit précis et que la préparation des scies et le sciage ultérieur n'apportent pas de maux de tête ?
Aujourd'hui sur le marché, il existe des machines avec une fixation claire du corps de la scie sous forme de presse, c'est-à-dire qu'avec une seule pression vous fixez la scie, la fixation est rigide, à tel point que vous ne pouvez pas la déplacer si vous le souhaitez, et avec une deuxième pression vous écartez la dent et appuyez comme bon vous semble, la presse élimine le mode swing (un exemple est donné ci-dessus), et vous obtenez ainsi une scie parfaitement réglée.
De plus, lors de la préparation de la scie, vous devez prendre en compte le type de bois :
*Bois durs tendres : (angle d'affûtage 12-16 degrés, hauteur minimale des dents 4,8 mm, jeu de dents 0,54-0,66 mm)
*Conifères tendres, moyennement résineux : (angle d'affûtage 12-15 degrés, hauteur de dent minimale 4,8 mm, jeu de dents 0,52-0,66 mm)
*Conifères tendres, haute teneur en résine : (angle d'affûtage 12-16 degrés, hauteur minimale des dents 4,8 mm, jeu de dents 0,52-0,60 mm)
*Bois dur : (angle d'affûtage 8-12 degrés, hauteur minimale des dents 4,5 mm, jeu de dents 0,41-0,46 mm)
*Bois dur tendre, gelé : (angle d'affûtage 8-12 degrés, hauteur de dent minimale 4,5 mm, jeu de dents 0,46-0,56 mm)
*Conifères tendres, moyennement résineux, gelés : (angle d'affûtage 8-12 degrés, hauteur minimale des dents 4,5 mm, jeu de dents 0,41-0,46 mm)
*Conifères tendres, haute résine, gelés : (angle d'affûtage 10-12 degrés, hauteur de dent minimale 4,8 mm, jeu de dents 0,41-0,51 mm)
*Bois dur, gelé : (angle d'affûtage 8-12 degrés, hauteur de dent minimale 4,5 mm, jeu de dents 0,41-0,46 mm)
Étant donné que lors du sciage d'un certain type de roche, la scie doit avoir un angle d'affûtage différent et un écart de jeu de dents différent. Ce n'est qu'alors que la scie coupera parfaitement, sans ondulations et avec une haute qualité.
Parlons maintenant de la façon de prolonger la durée de vie de la scie :
En moyenne, une scie dure 25 à 30 m3, après quoi une rupture se produit, voire la scie est totalement inutilisable pour des travaux ultérieurs.
Il y a deux raisons principales pour cela:
L'alignement requis n'est pas respecté et la scie n'est pas affûtée correctement.
Il existe deux types d'affûteuses de scies sur le marché, les machines simples avec meule abrasive et les machines à profil complet avec meule diamantée.
Quelle est la différence?
Une machine équipée d'une meule abrasive affûte la scie uniquement le long des bords avant et arrière, et pour bien affûter une scie avec une telle machine, vous avez besoin d'un personnel hautement qualifié capable d'effectuer des travaux de routine. Puisqu'une telle machine doit être réglée non seulement avant d'affûter la scie, mais souvent et même pendant l'affûtage, une scie équipée d'une telle affûteuse vous servira les 20 m3 requis, après quoi elle deviendra inutilisable.
Une machine à profil complet affûte la scie non seulement le long des bords avant et arrière, mais également sur tout son profil ; de plus, lors de l'affûtage, un liquide de refroidissement est utilisé pour que la scie ne brûle pas ; en plus d'affûter la scie, la machine effectue également des propriétés telles que le meulage. Lors de l'affûtage avec une machine à meule abrasive, des microfissures se développent très fortement, ce qui provoque ensuite la rupture de la scie. Une machine à profil complet affûte la scie de manière à ce que les microfissures disparaissent, la durée de vie de la scie peut ainsi atteindre jusqu'à ~60 m3 au lieu de 20-30, et elle soulage également le stress de la scie, ce qui est très important, chaque dent sera avoir le même profil, ce qui augmentera la stabilité de la scie dans la coupe.
La scie ne doit pas fonctionner plus de 1 à 1,5 heures, après quoi elle est retirée, retournée et accrochée à un clou pendant 24 heures, pour soulager la tension, il n'est pas nécessaire d'affûter la scie après chaque quart de travail, plus souvent, plus vous affûtez la scie rapidement, plus les propriétés de coupe de la scie sont conservées pendant au moins 1 à 2 changements supplémentaires.
L'alignement doit être vérifié constamment ; si pendant le processus de sciage l'opérateur sent que la scierie avance lentement, retirez la scie et vérifiez d'abord l'alignement de la scie ; c'est la fondation.
Pour la première transformation du bois, des scieries sont utilisées, à l'aide desquelles la pièce est découpée en éléments de la taille et de la forme requises. L'une des machines les plus courantes pour couper du bois est la scie à ruban, qui présente de nombreux avantages par rapport aux autres types.
Pour que la lame de coupe fonctionne le plus longtemps possible, elle nécessite un entretien périodique. Cela comprend l’affûtage et la coupe des lames de scie à ruban. Ces opérations doivent être effectuées sans faute, sinon la lame s'émoussera très vite et la productivité de la machine diminuera fortement. L'utilisation continue d'une telle bande peut conduire à sa destruction.
Objectif du câblage
L'écartement de la scierie à ruban remplit une fonction très importante : il réduit considérablement le frottement entre la lame et la pièce en bois en augmentant la largeur de coupe. Ceci est réalisé en pliant les dents par rapport à la lame. Mais au fil du temps, pendant le fonctionnement, les éléments de coupe changent de position, ce qui entraîne une diminution de la taille de la coupe. En conséquence, la friction augmente considérablement, ce qui peut provoquer la morsure de la toile.
L'opérateur de maintenance doit savoir comment régler correctement la scie à ruban. Le non-respect des paramètres peut entraîner une coupe ondulée et le retrait de la lame. De plus, une certaine séquence de courbure des dents doit être respectée.
Comme le disent les instructions, la coupe des scies à ruban ne doit être effectuée que sur une machine spéciale dotée d'un indicateur dans sa conception pour déterminer la taille du pli. Dans ce cas, toutes les dents doivent être déplacées sur le côté du même montant. La plage d'étalement varie de 0,3 à 0,7 mm.
Types de câblage. Nuances de l'exécution de l'opération
Avant de couper avec une scie à ruban, vous devez d'abord décider du type de pliage. Il en existe plusieurs types au total :
- arnaque classique. Cela diffère en ce que les dents se plient alternativement dans des directions différentes. C'est-à-dire qu'un élément se plie vers la gauche, le second vers la droite ;
- clairière Légèrement différent de la première option. Son essence est que deux dents se déplacent dans des directions différentes, tandis que la troisième reste inchangée. L'implantation d'une scierie à ruban de cette manière se fait lors de la coupe de bois feuillus ;
- ondulé. La méthode la plus difficile à réaliser. Ici, la valeur de flexion de chaque dent est individuelle, ce qui donne une configuration ondulée du tranchant.
Avant de divorcer sur les scieries à ruban, vous devez considérer plusieurs nuances importantes :
- le degré de courbure sur toutes les dents doit être le même (ne s'applique pas à la méthode ondulée) ;
- l'élément coupant ne doit pas se plier à la base, mais seulement en partie ;
- la force doit être appliquée en un point strictement défini.
Voyons maintenant comment configurer correctement les scies à ruban pour les scieries. Comme déjà indiqué, cette opération est réalisée sur une machine spéciale. L'essence du travail réside dans le fait que la toile est fixée dans le cadre. Ensuite, l'indicateur est calibré. Ensuite, le levier qui servira à plier est installé (l'endroit où la force est appliquée est sélectionné).
Après les travaux d'installation, l'opérateur plie la dent, tout en surveillant l'ampleur de sa courbure à l'aide d'un indicateur. Ensuite, le ruban se déplace dans le cadre et l'opération est répétée, mais avec un élément de coupe différent.