Types of gas cutters and how to use a cutter of propane + oxygen
To dismantle the metal structures, cutting any type of rolled in front of machining or welding is needed. And if a sheet or a small thickness profile can be cut by a mechanical tool (with manual, electrical or hydraulic drive). That work with metal blanks of large thickness needs a gas cutter, or on professional slang - autogen.
The designs of different models of such a device can only differ in size or some details, but everyone's principle is the same.
Regardless of the size of the autogen and the type of heating gas mixture, the cutting occurs due to the combustion of the metal in the stream of pure oxygen, injected through the nozzle head into the working area.
The main and principal condition of the gas cutting - the combustion temperature should be less than the melting point. Otherwise, the metal, not having time to start burning, will melt and flock. This condition corresponds to low carbon steel, and non-ferrous metals and cast iron - no.
Most are also not amenable to gas cutting - there are restrictions on the maximum permissible doses of alloying elements, carbon and impurities, with exceeding the process of combustion of metal in oxygen becomes unstable or is generally interrupted.
The cutting process itself can be decomposed into two phases:
- Heat the limited zone parts to a temperature at which the metal starts to burn. And in order to obtain the torch of the warming flame, some of the technical oxygen in a certain proportion is mixed with a flammable gas.
- The combustion (oxidation) of the heated metal in the oxygen jet and the removal of combustion products from the cut zone.
If we consider the classification of only manual cutters, the following features are of fundamental importance:
- the view of the fuel, power and method of obtaining a mixture of gases for a warming flame;
- fuel Gas classification: acetylene, propane-butane, methane, universal, maf.
Kerosynoresa and pets, although they have the same appointment relate to liquid fuel cutters.
- By power: small (metal cutting thickness from 3 to 100 mm) - Marking P1, average (up to 200 mm) - P2, high (up to 300 mm) - P3. There are samples with increased cutting thickness - up to 500 mm.
- By a method for producing a fuel gas: Injector and uninteljectory.
And if the first feature affects only the temperature of the warming flame, and the power is on the maximum thickness of the metal, then the third sign is determined by the cutter design.
Design
1. Injection or two-pipe, gas cutter is the most common design type. Technical oxygen in the cutter is divided into two streams.
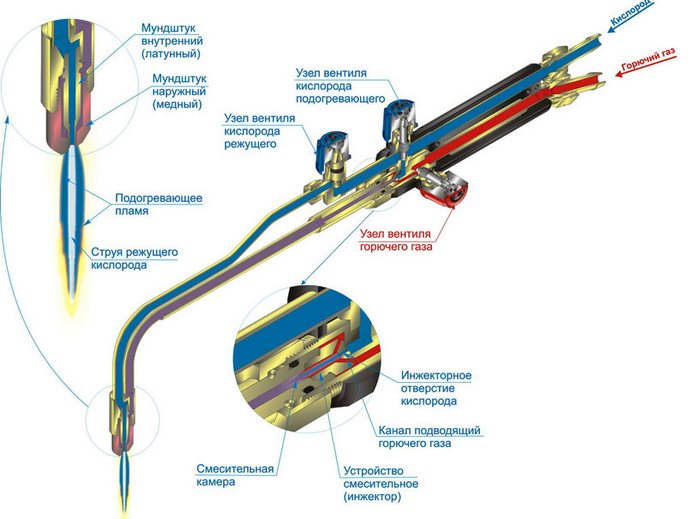
Some of the stream on the top tube moves into the tip head and with high speed leaves through the central nozzle of the inner mouthpiece. This part of the design is responsible for the cutting phase of the process. Adjustment valve or lever valve is delivered beyond the housing.
The other part enters the injector. The principle of which is that the injected gas (oxygen), leaving the mixing chamber under high pressure and at high speed, creates a vacuum zone and through the peripheral holes the combustible (ejected) gas pulls. Due to the mixture, the speeds are equalized, and the flow of the mixture of gases is formed at the outlet of the chamber at a speed than that of the injected oxygen, but higher than that of the ejected combustible gas.
Next, the gas mixture moves along the bottom tube to the tip head, it turns out through the nozzles between the inner and external mouthpiece, and forms the torch of the warming flame. Each channel has its own valve on the housing, which is regulated by the oxygen supply and combustible gas in the injector.
2. Uninterblary, or three-pipe cutter has a more complex design - both oxygen flux and gas come to the head on separate tubes.
The mixing of the heating mixture occurs inside the head. But it is the lack of a mixing chamber that provides a higher level of security, does not create conditions for "reverse impact" (the spread of burning gases in the cutter channels and pipes in the opposite direction).
In addition to a more complex design and high price, a disadvantage of a three-pipe gas cutter, it is believed that for its stable operation it is necessary to have a higher fuel gas pressure (there is no effect of ejection and increasing the flow rate).
Sizes and weight
The dimensions of the manual injector gas cutter are agreed by the standard GOST 5191-79 and depend on its power:
- p1 - up to 500 mm;
- p2 and P3 are in the range of 580 mm. But produce "elongated" models for work in special conditions.
There are weight limitations for each power category: 1.0 and 1.3 kg, respectively, for P1 and P2 / P3.
The same GOST determines that the type P3 is the oxygen-propane cutter, and P1 and P2 can operate on any form of combustible gas.

According to GOST, they are defined as tips for cutting to the welding burner. The difference in the structure is that the separation of oxygen and mixing the combustible mixture occurs in the tip, and it has much smaller sizes and weight than a cutter. So the weight of PB1 has an upper boundary of 0.6 kg, and PV2 and PV3 - 0.7 kg.
But it is hardly possible to name this gas cutter on the metal compact - in the working position assembly with the body from the burner, its size and weight will be no less than that of a specialized tool. The advantage is only that you can buy a burner with tips of different types (welding and cutting), and the entire kit will be placed in a small case. Or purchase an existing burner of a plug-in cutter.
But here there is one nuance. Propane is much cheaper than acetylene. Therefore, the cost of operation of acetylene cutter will be significantly higher than oxygen-propane. And for metal welding, acetylene burner is better, in which the flame temperature is higher at 300-400 than in oxygen-propane (in a purely propane burner, the temperature is less than 2000c).
The compactness of the entire "post" for manual gas cutting can only be provided by the capacity of cylinders with gases.
Portable gas cutters
Recently, you can see offers for the sale of portable gas cutters, which are a nozzle to a small collet cylinder with gas.
But at least they are positioned as cutters, in fact it is burners. The temperature of the torch of most of them does not exceed 1300c. Although there are "professional" collet portable cutters with a torch temperature of 2000-2500C (for example, KOVEA KT-2610 when working with a MAPP US gas mixture), and this is already close to the temperature of the heating flame of the oxygen-propane cutter - 2700-2800C.

But in any case, there is no main cutting component to create the conditions of "burning" - the jet of oxygen, due to which the metal oxidation occurs.
Portable cutters include lifeline metals and alloys: tin, aluminum, brass, bronze, copper. But for them we are not talking about cutting, but about smelting. Therefore, they are more often used to secure or weld small parts from non-ferrous metals (for example, when repairing air conditioners and refrigerators), and can be cut with a manual electrical instrument.
To pay attention to when choosing a gas cutter
If "go" from the hoses to the head is important as follows:
- nipples from brass serve longer than aluminum;
- the material of the handle must be aluminum, plastic lining is less durable and can "swim";
- valves should rotate with a little effort;
- recommended diameter of the cutting oxygen valve handle - not less than 40 mm;
- lever models are more convenient to operate and allow gas;
- spindle valves: from stainless steel - the most reliable (up to 15,000 cycles), from brass - quickly fail (about 500 cycles), combined - have "average" indicators;
- case material and tubes - stainless steel, brass, copper;
- in acetylene cutters, parts in contact with the combustible gas to the mixing chamber should not be made of copper or alloys with its content above 65%;
- the collapsible design allows you to repair the cutter, clean the injection unit, tip tubes;
- outer mouthpiece only from copper;
- the inner mouthpiece of acetylene cutter - copper, oxygen-propane - can be made of brass;
- the seller's selected model should have spare parts and consumables in the assortment.
How to use oxygen-propane cutter
General:
- working with the cutter should take place in the mask of the welder (or special glasses);
- recommended clothing and working gloves with refractory (non-combustible) properties;
- the flame of autogen should look aside towards the supply hoses, and the hoses should not interfere with the work of the carver;
- gas cylinders have no closer than five meters to the place of work;
- the cutting of the metal is carried out either outdoors or in a well-ventilated room.
After a long break or when you first start a new injector cutter, you must make sure that the channels are "clean" and oxygen in the injector creates the required level of the spray gas supply.
At first, with a closed valves on a cutter and on cylinders with a cutter, a hose with propane is removed. Then, on a cylinder with oxygen, the operating pressure is installed and the valve of heating oxygen and gas is opened on the cutter. An inspection of the injector performance is checked by applying a finger to nipple fuel gas - the air suction should be felt in the nipple hole.





