Metal Gas cutting types
Modern world technology stepped far ahead. Now, any person can cope with gas cutting procedure, because it is much easier than gas welding work, so almost no skills are required for admission. The main thing is to understand - gas cutting technology. Increasingly and more often cutters using propane, and to work with them, it is necessary to combine propane and oxygen. Such a mixture provides the desired temperature, due to which the gas cutting of the metal is carried out.
Pros and cons of gas cutting
This method cutting many advantages:
- Gas cutting allows you to cut a large thickness material. And also with its help, you can make a neat cut by stencil. It is simply impossible to achieve accuracy of performing work when using work, and if it was necessary to cut hole hole for some depth, then only cutting gas can cope with it.
- For gas cutting requires a cutter that has low weight and dimensions. This allows you to achieve comfort on time, and if you compare a cutter with gasoline analogues, then the difference is colossal. Gasoline cutters are very noisy, they are difficult to make neat cuts due to high weight, strong vibrations force the operator to make efforts during cutting. Oxygen pressure allows not to spend forces.
- Gas cutting allows you to speed up the cutting process almost 2 times, if we compare the results shown by gasoline analogues.
- The accuracy of the cut is worse than that of acetylene cutter, but at the same time much better than that of gasoline and grinder.
- Propane is very cheap gas. Its use is beneficial in cases where a large amount of work is required.
The price of propane allows you to perform the work of large volumes
Alas, but the minuses also take place, however, they are much smaller, and to be more accurate, then one is a limited spectrum of metals that can be cut.
For example, gas cutting of metal with propane and oxygen is unable to cut steel with a high carbon content. Therefore, the use of this type of cutting is justified only for low and medium carbon steel.
Such a limitation occurs due to the fact that the melting point of high carbon steels is equal to the combustion temperature of the gas cutter, so when cutting the material melts and does not give oxygen to get inside.
It follows the rule: for successful cutting, the combustion temperature of the metal cutting should be less than its melting point.
How is cutting?
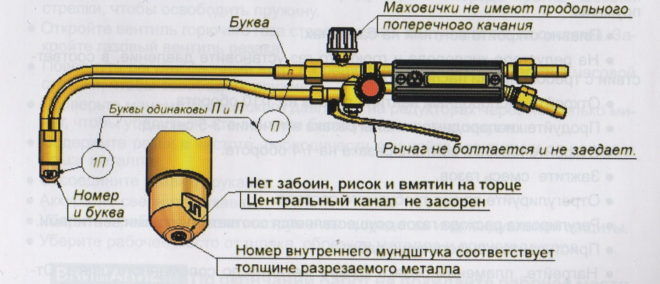
Cut is made with simultaneous heated. It is for this purpose that the tip cutter has 3 nozzles. Side serve to supply a heating mixture, and in the center there is a thin nozzle through which oxygen is supplied under very high pressure.
If we talk about pressure, it can reach 12 atmospheres, such a power is enough to ensure that the person who put the hand under the flow of air, damaged the skin. When the ignition of this jet, metal structures are cutting.
With such a method, a flux is formed, which is scattered with a flame to the side, and if through cutting is performed, then it burns through the entire material. Due to this, the cutting of the metal is much better than electric. After all, the seam, resulting in the end, is very neat.
If you return to metals, the melting point is lower than 600 degrees Celsius, then they will not be cut due to the removal of the top metal layer, which will be repeated to the end of the cutting. In order to still make cutting required mobile heaters. These are small compressed gas cans on which nozzle wear.
Cutting process
Before starting cutting, you need to remove rust from the metal.

It is necessary to clean the metal
When cutting, the workpiece should be located so that the exit jet is easy to pass through it.
At the very beginning of the procedure, the surface of the material is heated to the temperature of the metal burning. Oxygen and combustible gas is used. After reaching the desired temperature, oxygen is supplied, which will ignite, as a result of contact with a hot surface and it will be it that will cut.
In this moment, it is important to achieve continuity of oxygen supply, otherwise, the flame will go out and the surface will quickly cool, and then it will have to be heated again.
A clear correlation is traced in the cutting procedure - the cleaner used oxygen, the higher the cutting quality. And sometimes there is a situation in which the oxygen jet is sharply cut into the metal and the cutting power drops, the curvature of the flow begins. In order to avoid such a situation, you need a little tilt a jet.
It is important to understand that the jet has a cone shape, expands closer to the bottom. Because of this, the width of the cut increases when the cutting is approached and the scale are formed.
You can correct the situation with an increase in the power of the cutter, but you should not be too involved, if you move, then the scale occur on the top of the metal.
Cutter power
On the quality of the cutting strongly affects the pressure of oxygen. High pressure inevitably leads to poor cut, and oxygen consumption becomes just huge. Small pressure will not allow cutting metal and remove oxidation will be hard. Therefore, it is necessary to observe the average indicators that are individual for each metal, and adjust the oxygen supply from the oxygen cylinder.
Step-by-step instructions for working with a gas injection cutter
Special moments in cutting
Metal cutting technology says that you do not need to hurry opening the valve of the propane cutter, because in this case, you are subject to danger that may arise due to the interaction of oxygen with a preheated metal. To eliminate the reverse shock of the flame, it is required to remove an oxygen jet, strictly following the corner of the tilt of the burner.
At first, it equals 90 degrees, after that a small deviation is performed, about 6 degrees, in the opposite side of the movement. If the thick metal cutting is carried out, the deviation may increase up to 70 degrees.
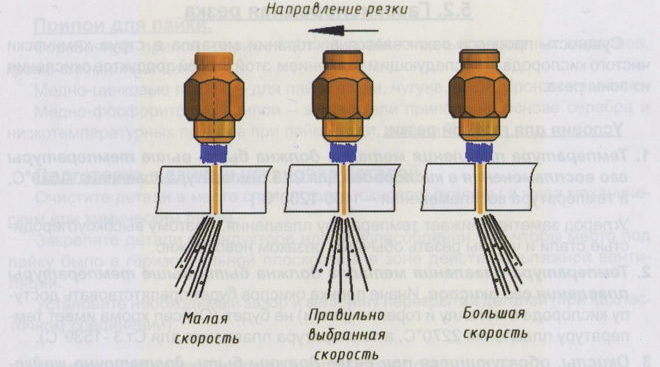
It is important to remember that the process of cutting on metal should occur with the same speed, which is selected by the visual method, for example, you can estimate the speed of sparks.
With optimal speed, the spark stream crashes at an angle of 90 degrees. If the sparks fly to the side, different from the cutting side of the cutter, then the cutting speed is very small. The high speed informs the angle of departure of sparks of less than 80 degrees.
The thickness of the metal plays the last role, because if the metal thickness is quite large, then you can not move the cutter monotonously until the sheet is cut throughout the thickness. Closer to the end of the cutting, it is necessary to increase the angle of inclination by about 15 degrees.
During the procedure, there should be no long pauses. If the work was still stopped at some point, then the cutting should be started from the very beginning and choose a new start place.
The end of the cutting must be accompanied by the following actions, in this order:
- cessation of cutting oxygen supply;
- cessation of supply of regulating oxygen;
- disable propane.
Required equipment
In order to use the gas cutter you need to have at least one bass of propane and oxygen, hoses intended for high pressure, cutter. Each balloon comes complete with a gearbox, with which you can adjust the gas flow. A cylinder with propane has a backwater, so it is impossible to use another gearbox on it.
Different cutters for cutting metals are not widely different. All have 3 valves:
- one to feed propane;
- second - regulating oxygen;
- third - cutting oxygen.
All oxygen valves are blue, and for propane - red. Metal is cut with a jet of flame.
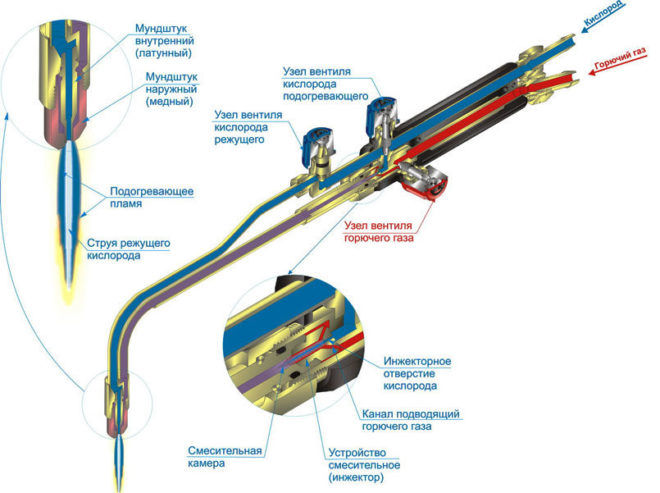
Gas cutter scheme
A gas cutter can cut the metal with a thickness of up to 300 mm. The device is very easily repaired, as many parts of the device are interchangeable.
Safety technique
It should be understood that the cutting of metal gas is a process that even a newcomer can master, but this process does not become less dangerous. Therefore, it is possible to conduct training only under the supervision of an experienced specialist.
To carry out work on cutting metal should be followed by the following safety equipment:
- In the room where work is underway, good ventilation should be ensured.
- All hot substances should be removed for a distance of 5 meters from the place where the cutting will be conducted.
- Work can be carried out only in special clothing: protective mask, refractory clothing.
- It is impossible to direct the flame on the gas source. His direction should be diametrically opposite.
- During the work of the cutter, it is forbidden to step on the hoses, move them, in every way to physically influence them.
- During the break, you need to pay off the flame at the cutter, spin the valves on cylinders with gas.
Effective and safe cutting can only be achieved if all these rules are met, which are complicated only at first glance.
Video: Metal cutting





