Technology cutting metal with propane and oxygen, equipment and work order
Working with metal samples is almost always carried out by separation technology (not to be confused with the surface, which is conducted if it is necessary to obtain only a groove, without through the penetration of the jet). There are several techniques for cutting metals. The most famous - pure oxygen and propane.
But it is characterized by some restrictions. For example, the thickness of the workpiece. Among other things, the cost of this cut is high enough. More efficient (and cheap) technology is considered to be the process at which or 2 different gas is used -
oxygen + propane (acetylene, butane), or oxygen + mixture consisting of specified compounds.
Principle of operation
As already noted, the use of a pure oxygen jet will not allow cutting of any metal. For example, if it is "light" category, then when increasing the temperature will begin to evaporate (deform) before it reaches the nominal value. That is why the most versatile technology is combined. What is the essence of this method?
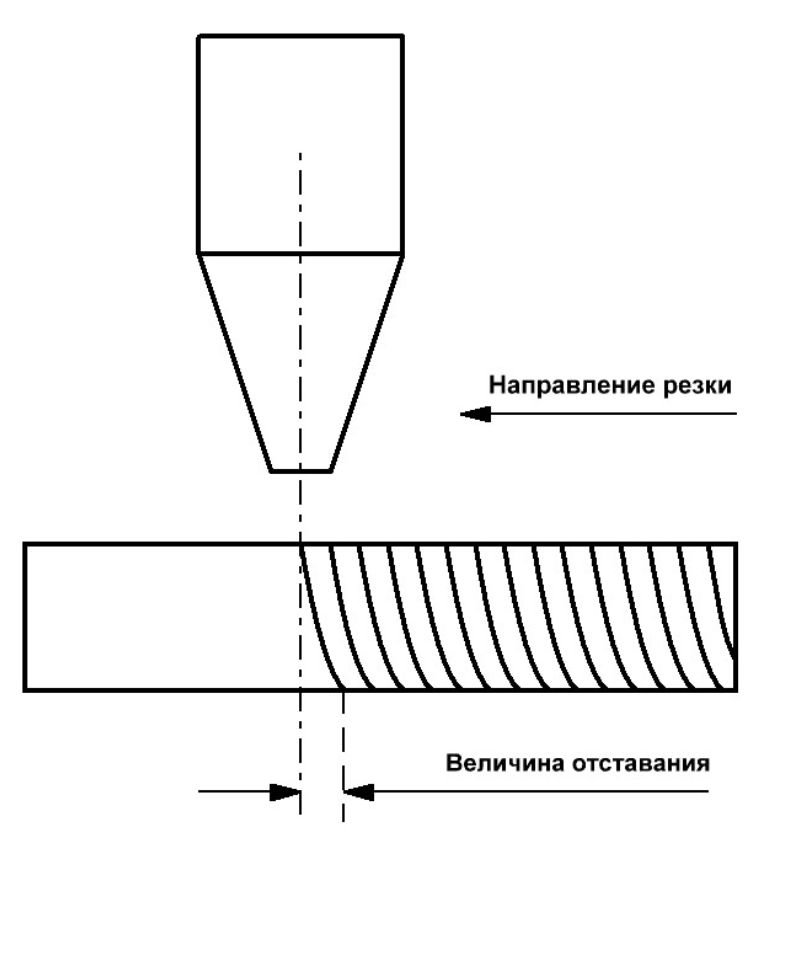
The initial stage of work is divided into 2 phases. In the first, the metal is heated to the desired temperature, which depends on its variety, propane (since it is about this gas). After that, pure oxygen is supplied to the working area, and the second phase occurs. The gas in contact with a hot surface is immediately flammed, and the direct process of metal cutting begins.
* The diagram shows acetylene (cx²). Formula propane is different - C³8.
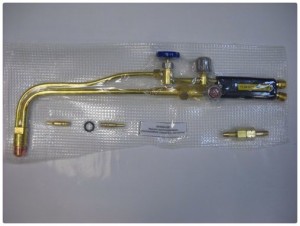
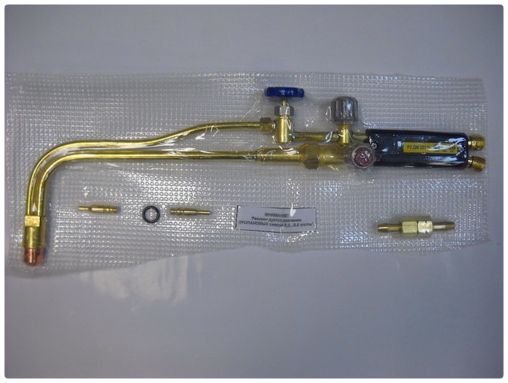 At the same time, heating does not end, since the welder constantly moves the cutter along the outlined circuit, and each new site also needs the required warming. The cutter design is shown in the figure (one of the models).
At the same time, heating does not end, since the welder constantly moves the cutter along the outlined circuit, and each new site also needs the required warming. The cutter design is shown in the figure (one of the models).
Its nozzle is arranged on the principle of "pipe in a pipe". The external serve propane. It forms a kind of gas cone, on the axis of which (the inner tube) in the working area comes pure O², "responding" for the separation of the workpiece into fragments.
It turns out, there is nothing particularly difficult here. But this is only at first glance.
Features of technology
 It is necessary to configure the burner correctly. Stroke resistance is a pledge of high quality. The interruption of the flame requires repeated warm-up working area. And this is an increase in the time to carry out the operation, and the increased consumption of gases.
It is necessary to configure the burner correctly. Stroke resistance is a pledge of high quality. The interruption of the flame requires repeated warm-up working area. And this is an increase in the time to carry out the operation, and the increased consumption of gases.
The sample must be prepared - cleared and degreased. It makes no sense to say that it is necessary to take into account the through passage of the flame, therefore the workpiece and stacked accordingly.
With a metal thickness, more than 1 cm, the cut begins from the edge. In other cases, from any point of the surface.
On a note! If the sheet is thinner 0.5 cm, then the cutting is carried out first with the installation of the flame perpendicular to the surface, and then at an angle (to the side opposite the movement of the cutter) in the range from 15 to 300 (selected on the basis of the metal properties).
 If the sample thickness is in the range of 0.5 - 1 cm, the cutter is kept at an angle (but the other) from the very beginning.
If the sample thickness is in the range of 0.5 - 1 cm, the cutter is kept at an angle (but the other) from the very beginning.
- The optimal dust of the cutter from the workpiece is about 2.5 mm. As the jet deepens into the material structure, the flame intensity decreases and the speed of its movement along the intended line.
- The more the thickness of the sample, the more powerful the flame is installed for heating it. But here it is necessary to take into account that its excessive increase leads to melting edges in the place of the cut and increases the consumption of gas.
- The same applies to the pressure of the cutting jet. If it is less required, the resulting slags will not completely blow out. Exceeding the norm will not provide the purity of the cutting (the edges will become uneven). Accordingly, gas consumption increases.
And last. For each brand, the "its" mouthpiece on the cutter is used. This is a separate topic, but such a nuance should know.





