Metal gas cutting technology required equipment
This type of cutting of metals relates to thermal methods and is widely used in various types of installation and repair operations. A feature of the gas cutting (as there are other) is that with its help you can work with the billets of significant thickness, while the performance remains at a fairly high level.
Specialists celebrate the ease of use of this type of cutting, as the technology provides complete autonomy, independence from email sources. Often, the Master is in a situation when there is no "food" facility, and it is not possible to connect to it at the work site (not to mention the field).
Before considering the process technology, it is worthwhile to give a general concept of gas cutting. With its help, you can cut the blanks of such thickness, for which another method does not fit (but still with an increase in this parameter of the samples, the speed of the cut is significantly addressed). Another "plus" is the necessary equipment set is the cheapest. But it is worth noting the disadvantages.
When processing metals manually, it is quite difficult to achieve a high accuracy of the cut, its quality. This is unable to professionals of high qualifications that have great practical experience. If the master does not "have done", then in the overwhelming majority of cases, the edges have to be processed additionally.
Performing a more "fine" work, for example, by a curvilinear pattern or cutting sheet of large dimensions with respect to rectinity, is made with the help of special portable aggregates (gas-operating machines). However, they are still manually managed.
In stationary conditions, in large enterprises, for this serve as CNC whole machines. With their help, you can, besides, throwing ampoules, welding thermocouples, produce a local annealing and a number of other operations, performing truly "jewelry" work.
What metals (alloys) can be cut in hand? Almost everything, except - brass, aluminum, copper, "stainless steel".

Consider the main types of gas cutting of metals:
Oxygen
The increase in the temperature of the metal is provided by the heater gas, and the cut and removal of the formed particles of oxides are carried out by an oxygen jet.
Oxygen-flux
The difference is that flux () is additionally fed to the cutting section. Its chemical composition affects the properties of the metal, makes it more "pliable". It greatly facilitates cutting work. It is used slightly.
Why is 2 types of gases used? Heated material (metal, alloy) is made by acetylene or propane, but the destruction of the structure (directly incision) provides pure oxygen.
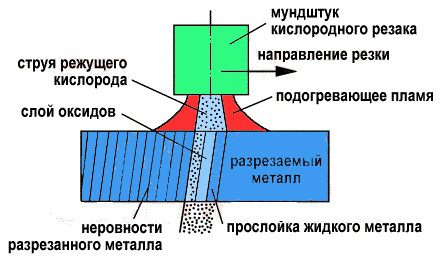
After the "heater" brings the temperature of the processed section to the value of about 1,000 - 1 100 ºС, the oxygen jet is supplied, which immediately flammifies. The process of cutting material is ensured by its continuity and uniform movement along the designated line (contour). Cutters are different models.

 These can be approached or 3 hoses (2 for the heater and 1 gas and 1 - for oxygen), or 2 (one of which is oxygen). Similarly, the adjusting valves may be 1 or 2. But the principle of work remains unchanged, and it is easy to understand it in this figure.
These can be approached or 3 hoses (2 for the heater and 1 gas and 1 - for oxygen), or 2 (one of which is oxygen). Similarly, the adjusting valves may be 1 or 2. But the principle of work remains unchanged, and it is easy to understand it in this figure.
With how "lead" the burner (progressively, without deviations), is understandable. But why is the stability of the flame so important? If it goes out, the metal will begin to cool (especially when working outdoors). Therefore, before re-start cutting, it will have to warm up again.
Oxygen "Spear"
More advanced technique. The essence of the process is that the increase in temperature in the field of the processed area is ensured by the so-called "gas pipe" (spear). Simultaneously through it, under pressure, oxygen is supplied. What does it give? The cutting of metals having a melting point below 600 ° C, not worth producing the above methods. In this case, the entire process will be reduced to the banal removal of the surface layer, and the end-to-end cut will not work. And in some cases, excessive heating of the material to high temperatures can lead to the destruction of its structure.
Therefore, this improved technology is often used and used in which the heating, and the cutting is carried out in parallel. This is ensured by applying a cutter with a specific tip. Unlike more "old" analogues, it is 3 nozzles. The principle of its functioning is clear from the drawing.
What equipment is needed
- Gas cutter with a mixer. As a rule, for the "oxygen" technique, models of P1-01P are used ("old", for welders does not apply!), RP2 (or 3) -01 (newer).
- Reducer. It serves to reduce the pressure of the incoming gas to the desired value. It is attached to 2 pressure gauges (measurement at the inlet and output of the device).
- Pressure adjustment device.
- Cylinders with valves. In one - oxygen, in acetylene or propane. Sometimes a mixture of these two gases is used as a "heater", if it is necessary to cut the material of increased strength. But such equipment is quite expensive.
- Connecting hoses (high pressure).
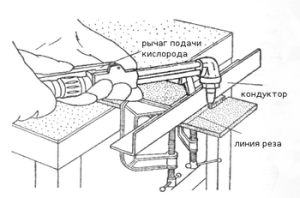
How to improve the quality of the cut? There is a fairly simple and unfortunate way. For this, experienced welders use "stencils" (this is a Slang expression denoting special lining). They provide a seam close to ideal.
The article provides only general concepts on gas cutting. Before starting work, you need to know something else. For example, how to properly adjust the pressure, at what distance to keep the cutter, features working with various types of metals and many other nuances. But this is already the topic for a separate conversation.





