Oxygen-propane cutter
The process of dismantling metal structures will require the use of a specialized tool. The workpiece of parts is carried out by cutting, for this it is used to disseminate the metal as a gas installation of propane - oxygen type and other devices. For handling structures of small thickness, mechanical devices are suitable, thick sheets are processed by a gas cutter. The principle of operation of the installation is the same, regardless of the design. How to enjoy the mechanism, describe various specifications, it is necessary to comply with security requirements, other features.
Principle of operation and types
The principle of operation is based on the supply of a jet of oxygen with a clean view, through a gas cutter nozzle. Regardless of the structural features of autogen, the execution occurs due to the combustion of the metal under the influence of the proper - oxygen medium. The basic requirement for the use of the device - the combustion temperature should be higher than melting, otherwise the material will melt and drain, which interferes with high-quality work.
Most of steel alloys do not affect the cutter of oxygen propane, due to the limit on the maximum share of doped impurities. The presence of carbon in the composition of the element can lead to unstable operation, or stop the process. The impact on the metal occurs in several steps:
- The temperature rises to the level of how the steel begins to burn. To obtain the desired flame torch, ozone is mixed with a fuel mixture, which is necessary proportions.
- After heating, the zone occurs both oxidation of the heated steel of the oxygen medium and the release of materials from the processing site.
The classification of manual cutters is divided into several parameters depending on the type of work. Main characteristics:
- a variety of combustible gas, methane is used, propane - butane, acetylene and others;
- power, the parameter of obtaining a mixture for heating;
- the design of the nozzle acting on the production of gas is used both injector installations and without injection.

Power is divided into several species, from small to a high degree of cutting of matter. At low power, items with a thickness of 3 to 100 mm thick, the average type of settings is possible to cut the materials with a thickness of up to 200 mm, high - 300 mm. There are varieties capable of treating a product with a thickness of up to 500 mm, such installations are used both by industry and household conditions. Some components depend not only on the power, but also on the design of the gas cutter.
Design
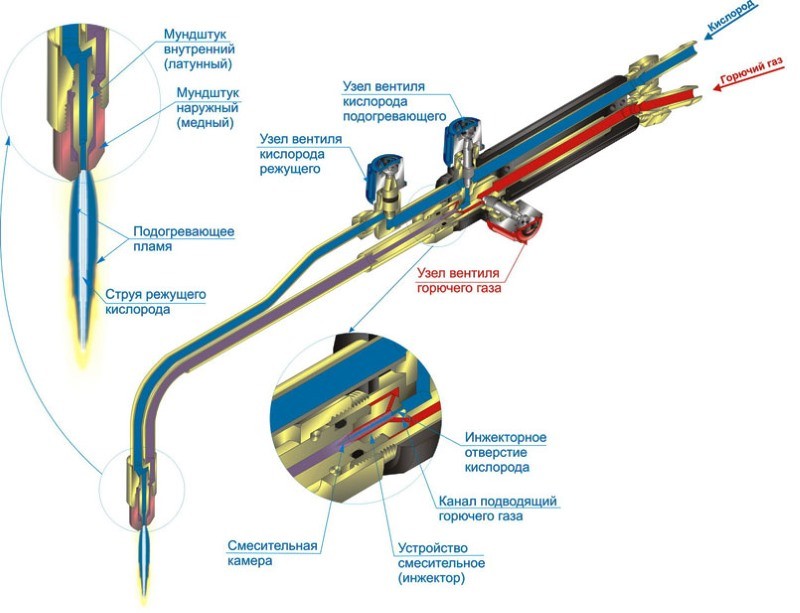
The most common type of device used in the processing of steel structures is a two-pipe injection cutter. The combustible mixture is divided into several streams, which allows you to adjust the power of the flame when working. The adjustment mechanism is located on the outer part of the housing, there are lever-type devices.
The flow moves through the tube to the tip through the head, the release occurs at high speed through the central nozzle. The mouthpiece is responsible for the main functionality of the cutter, the cutting part of the process. Part of the gas is translated to the injector, which leaving under high pressure, creates a discharge, thereby connecting a combustible mixture. The mixing process defined the alignment of the flow rate, which is performed.
The formation of the mixture is carried out by the head of the tip, which hits the bottom tube. The torch is formed between the outer, the inner mouthpiece, the consequence of the formation of a combustible mixture. The two-channel system is equipped with adjustable valves allowing to adjust the supply of both oxygen and auxiliary gas to the injector.
The design without injection type is more complex, as for two oxygen flows and separately for gas there are tubes. The mixture of combustible composition occurs directly inside the head, this design is considered to be more secure effects. To perform actions, a higher pressure supply of both oxygen and combustible gases will be required.
The size of the cutters is fixed by the GOST standards, for production with small parts, models P1 are used with a total long no more than 50 cm. More powerful designs are produced longer in shape, there are specific extended structures designed to perform tasks with difficult access to the cutting place.
Advantages and disadvantages
The gas burner is designed to dissect products in production conditions, with a large amount of tasks. Before applying the device, it is important to understand what key features a metal cutting with propane and oxygen has:
- The mechanism of action is convenient when performing curvilinear lines of cut slicing. Stable power allows us to divide metal products of various thicknesses. In situations where it is impossible to use a tool, such as a corner machine, a gas burner is used. The task of making a round product or a deaf opening is performed by a gas burner, without requiring special efforts.
- Gas cutter has an advantage in contrast to gasoline models. In addition to low weight, the mechanism does not make up increased noise when operating, as well as compact.
- The use of an apparatus based on the effects of combustible gas allows you to speed up the execution is doubly, which is not under the power of mechanical instruments.
- Propane, like gas in a liquid state, is distinguished by low price. Therefore, it is used not only in the processing of products in production needs, but also in disposal of metal and other actions.
- The use of propane as a combustible mixture allows you to perform a high-quality cut. Cutting is carried out by narrow except, which is the main factor in quality work.
The disadvantages can be noted that some materials cannot be treated with a propane cutter, for example cast iron and high-alloy steel.
Features of use
Steel materials with a high carbon content are not recommended to cut a gas device. The reason is the high melting point close to the focus parameter. Instead of the scale emitted from the exposure of the nozzle, the material is react with the edges of the edges, the result of which the oxygen is stopped, the connection cannot be processed.
Working with cast iron can cause some difficulties, such as graphite presence, shape of grain. Also, gas cutting is not used by propane, in cases of processing copper, aluminum, other easily melting steels.
Necessary equipment
To perform various steel processing tasks, it is necessary to prepare equipment that appropriate tools. Operation is made using:
- cylinders with oxygen and propane;
- dissecting tool;
- mouthpiece of a certain size;
- hoses.
Safety technique is due to the presence of an adjustment valve on each cylinder. The propane cylinder has a reverse thread thread, as a result, the installation of an additional gearbox is not possible. The equipment has similar designs, both at home and production targets. Before producing metal cut, it is necessary to check the performance, the presence of all adjusting elements.

Ozone's arrival is marked with blue, the valves are located both directly on the cylinder and on the cutter. The propane flow is marked as all other gas and explosive substances, red or yellow.
After connecting the cutter, the process begins at which oxygen and propane merge in the mixing chamber, as a result of which the combustible mixture is formed. The design provides for the change of aggregates, for planned repair and maintenance, in case of failure of one of the nodes, it is possible to replace it, continue to work. The mouthpiece is selected depending on the type of tasks produced, has various readings and differs by numbers.
Nuances cutting
The process of dissection provides for speed control, selecting the parameter occurs visually, depends on the number of sparks and their disadvantage. A spark stream formed by the cutting process should be formed at an angle of 90 ° in relation to the surface. The speed is adjustable if the flow changes the direction, in this case the speed is low, requires setting.
The thickness of the structure affects the process, in the case of a leaf processed, a thickness of more than 6 cm, it must be placed at a low angle to flow the slag. When processing thick products, it is important to withstand the angle of inclination more than 15 °, control the speed. In the case of stopping dissection in the middle of the path, the process is not renewed at this point, and it takes first. To avoid alterations when actions with a thick product, it is necessary to keep the cutter so that the metal is processed throughout the perimeter.

After completion of the cutting of steel, the cutting gas supply is turned off. Then the valve is overlapped on the cylinder, the last queue is closed with a fuel mixture.
Surface and curly cutting
The process of creating a relief on the metal surface is made in several other way. Cutting is performed by a nozzle, and the melted slag, heats the lower part of the product. Heating is performed to a temperature that does not exceed the ignition of the material.
The opening of the cutting oxygen will provide a certain section of the combustion of the material, thereby producing a clean edge and the cut line.
The action is performed at an angle of up to 80 °, after gas supply, the cutter moves to the angles from 18 to 45 °. The formation of the grooves of the required size is carried out by adjusting the speed. The larger size of the groove is achieved as a change in the angle of the mouthpiece and slowing the speed, adjusting the oxygen level. The width of the groove varies by adjusting the flow of the jet through the nozzle, the depth ratio, the width of the groove is equal to 1 to 6. The width has a preferential object, because It is possible to form sunset on the surface of the product.
To pay attention to when choosing a gas cutter
Selection of a high-quality tool directly depends on the result. If you neglect some parameters, certain cutter properties are lost, security settings are reduced. Propane and oxygen explosive substances that require compliance with some requirements during operation:
- The handle is performed from aluminum alloys, plastic is applied cheaper tools, over time melting, loses shape.
- The brass nipple will last longer the aluminum structure, as it has a greater resource to deformities.
- The rotation of the valve should be made with a little effort, to stop the process in the event of a non-standard situation. The recommended valve size is at least 4 cm.
- The most reliable spindles are made of stainless steel, able to withstand up to 1500 cycles without replacement, brass do not withstand a similar service life. The most suitable option is combined spindles, having a favorable price-quality ratio.
- The cutter design must be collapsible, maintenance is made to extend the service life. Material Mouthpiece - Copper.

It is necessary to pay attention to the availability of repair kits, spare parts for the cutter. If there are no free sales, there may be problems when repairing the repair.
How to use oxygen propane cutter
The functioning of propane - oxygen cutter requires compliance with certain rules. Before using the equipment with an oxygen, propane cutter, it is important to get acquainted with the following requirements:
- Compliance with safety equipment is not neglected, it is important to apply a protective mask or specialized glasses. Also, the clothing of the operator must be made of refractory material.
- The flame from the cutter should be discharged from the gas supply hoses by the opposite side.
- The location of cylinders with gases is not allowed at a distance of five meters close to the place of direct work.
- The dissection is made in the open air or indoors with good ventilation.
Long-term simple equipment requires prevention before resuming work. Before starting the test, the propane hose is disconnected, gas pressure is supplied. The injector is checked with a finger at the hole if suction occurs, it means the equipment is in good condition.





