Oxygen cutting
The essence of the process of oxygen cutting
Oxygen cutting is based on the properties of metals and their alloys to burn in a jet of technically pure oxygen. Metals can be cut, satisfying the following basic requirements:
- The melting point of the metal should be higher than its ignition temperature in oxygen. Metal that does not meet this requirement melts, and does not burn. For example, low carbon steel has a melting point of about 1500 ° C, and flammable in oxygen at a temperature of 1300 ... 1350 ° C. An increase in carbon content in steel is accompanied by a decrease in melting point and an increase in ignition temperature in oxygen. Therefore, the cutting of steel with increased carbon content and impurities is complicated.
- The melting point of oxides should be below the melting point of the metal itself so that the formed oxides are easily blown and did not interfere with the further oxidation and cutting process. For example, when cutting chromium steels, chromium oxides with a melting point of 2000 ° C are formed, and with a cutting of aluminum - oxides with a melting point of about 2050 ° C. These oxides cover the surface of the metal and stop the further cutting process.
- The slags formed during cutting should be sufficiently liquid member and easily blow out from the cut. Handling and viscous slags will prevent the cutting process.
- The thermal conductivity of the metal should be the smallest, since at high thermal conductivity of the heat, communicated by the metal, is intensively assigned to the cutting section and heat the metal to the flare the ignition temperature will be difficult.
- The amount of heat released during the combustion of the metal should be large; This heat contributes to heating the adjacent parts of the metal and thereby ensures the continuity of the cutting process. For example, with a cutting of low carbon steel 65 ... 70% of the total heat is highlighted from the combustion of the metal in the oxygen jet and only 30 ... 35% is heat from the heating cutter flame.
There are two main types of oxygen cutting: separating and surface.
Fig. one
Separating cutting (Fig. 1) is used to clipping various types of blanks, cutting sheet metal, cutting edges for welding and other works associated with cutting metal parts. The essence of the process lies in the fact that the metal along the section line is heated to the ignition temperature in oxygen, it burns in the oxygen jet, and the formed oxides are blowing out this jet from the section of the section.
Surface cut (Fig. 95, a B C) Apply to remove the surface layer of metal, cutting grooves, removal of surface defects and other works.
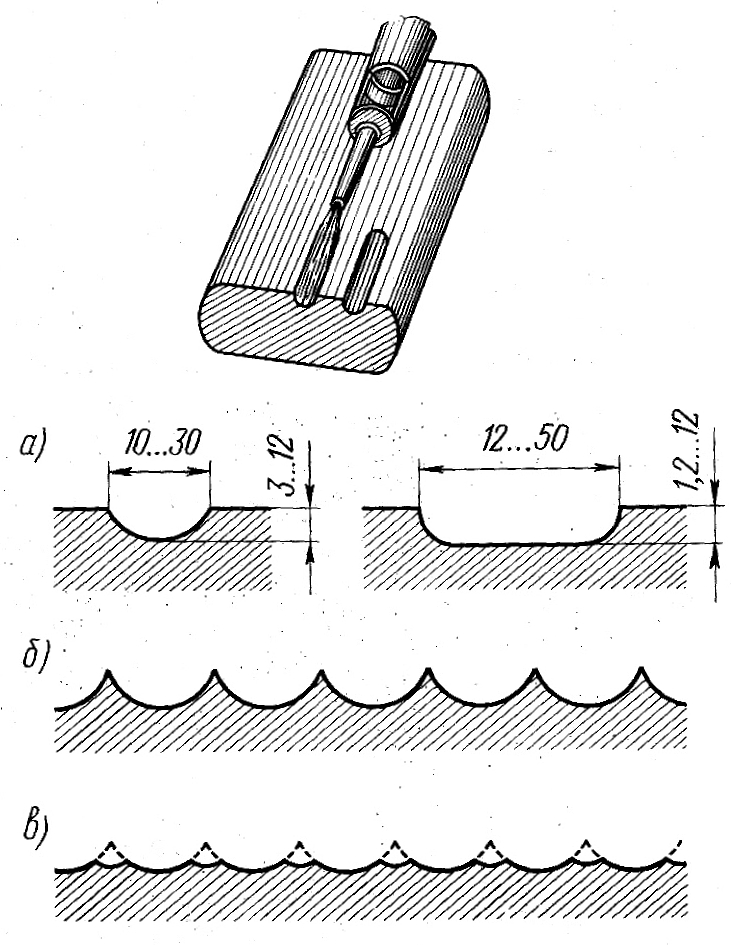
Fig. 2.
Apply two types of surface cutting - stroke and sharpening . When a rigor is a cutter makes a reciprocating movement as a planer cutter. When turning, the cutter works like a turnier pee.
Equipment for oxygen cutting
Cutters of the oxygen cutting cruise serve to properly solve combustible gases or vapors of fluid with oxygen, the formation of a heating flame and supply to the cutting zone of pure oxygen. Cutters are classified by appointment ( universal and special), on the principle of mixing gases ( injector, I. chestless), according to the species of reprises (for separation and surface cutting), for use (for manual and machine cutting). Universal injection hand cutters for separation cutting (Fig. 3) were obtained the greatest application.
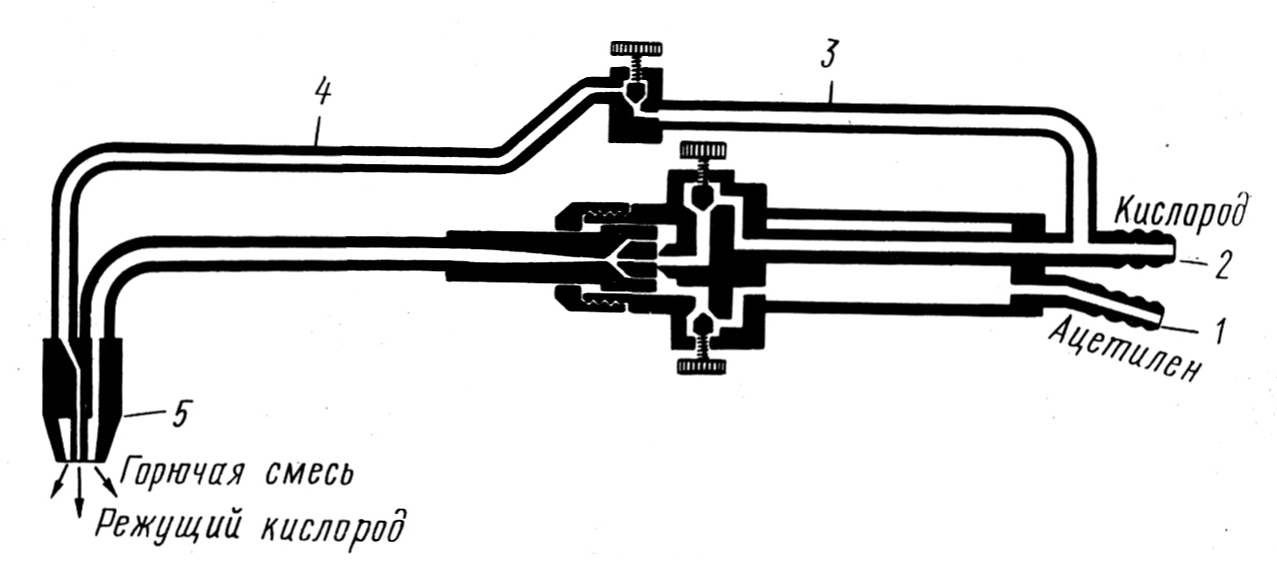
Fig. 3.
They differ from the welding torches of the presence of a separate tube for supplying oxygen and a special head device consisting of two replaceable mouthpieces ( outdoor - for heating flame and internal - For a jet of pure oxygen). Acetylene is served on the hose to nippel 1 , and oxygen - to nippel 2 . From Nippel 2 Oxygen goes in two directions. One piece of oxygen, as in conventional welding torches, enters the injector and then into the mixing chamber. There is a combustible mixture of oxygen with acetylene, sucking through nipple 1 . The combustible mixture passes through the tube, it turns out through the annular gap between the inner and external mouthpiece 5 and creates a heated flame. Another part of oxygen through the tube 3 and 4 Enters the central hole of the inner mouthpiece 5 And forms a jet of cutting oxygen, burning metal revealing formed oxides from the cut zone.
Great application got a manual universal cutter "Torch" (Improved cutter design "Flame" ). It has five internal and two outer mouthpieces that allow cut metal thick 300 mm with speed (depending on the metal and its thickness) 80 ... 560 mm / min . For work on gas-substitutes of acetylene, cutters are used RZR . They differ in large sizes of the cross section of injectors and mouthpieces. Industrial equipment produces plug-in replaceable cutters designed to attach universal welding torches to the trunks (for example, cutter RGS-70 To the burners "Star" and GS-3. , cutter RGM-70 - To the burners "Star" and GS-2 ). This creates great convenience in construction and installation conditions with frequent transitions from welding to cutting and vice versa.
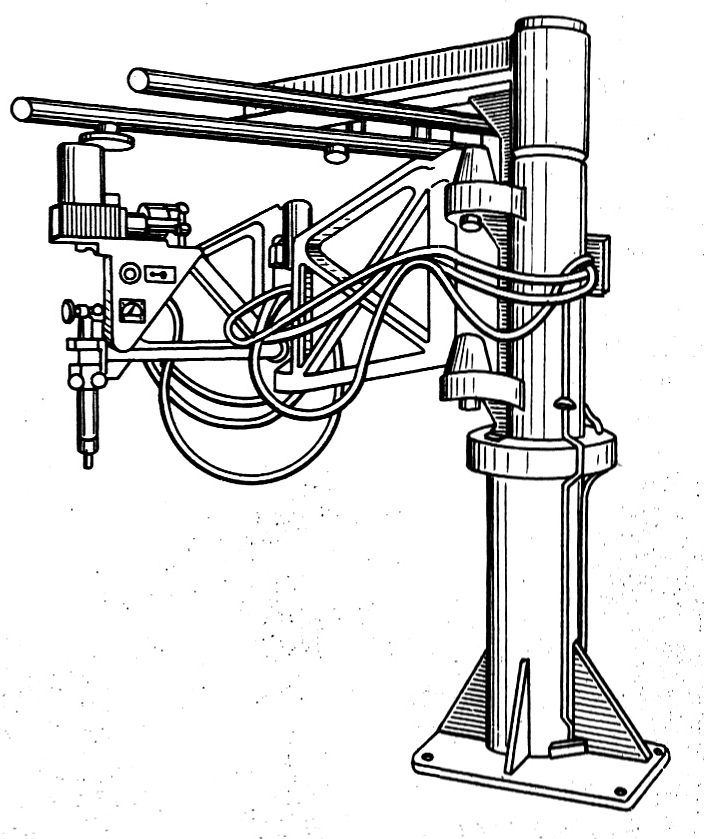
Fig. four
Stationary hinge machines are used for machine cutting Assh-2 (Fig. 4) and Assh-70 distinguished from Assh-2. A more advanced drive and the presence of a pantograph that allows you to cut three parts at the same time. The thickness of the cutting metal 5 ... 100 mm . Portable machines are self-propelled carts equipped with a cutter and moving through the cutting metal. The drive is an electric motor, a spring mechanism or a gas turbine. For example, the car "Rainbow" Designed for cutting steel sheets thick 5 ... 160 mm at speed 90 ... 1600 mm / min . Mass machine 16 kg . Portable cars "Satellite-3" Designed for cutting steel pipes with a diameter 194 ... 1620 mm With wall thickness 5 ... 75 mm with speed 100 ... 900 mm / min . Mass machine - 18 kg .
Oxygen cutting technology
The surface of the metal cut should be well cleaned from dirt, paints, scale and rust. To remove the scale, paints and oils, it is necessary to slowly with the flame of the burner or the cutter on the metal surface along the intended sectional line. In this case, paint and oil burn out, and the scale is lagging behind the metal. Then the metal surface is finally cleaned with a metal brush.
The cutting process starts from the heating of the metal. The heating flame cutter is directed to the edge of the metal cut and heated to the ignition temperature in oxygen (almost almost to the melting point). Then let the jet of cutting oxygen and move the cutter along the cut line. Oxygen burns upper heated metal layers. The heat released during combustion heats the underlying metal layers to the ignition temperature and maintains the continuity of the cutting process.
When cutting sheet material thick 20 ... 30 mm Mouthtuck cutter is installed at the beginning at the angle 0 ... 5 ° to the surface and then - at an angle 20 ... 30 ° to the side, reverse cutter movement. This speeds up the metal warming up process and improves performance.
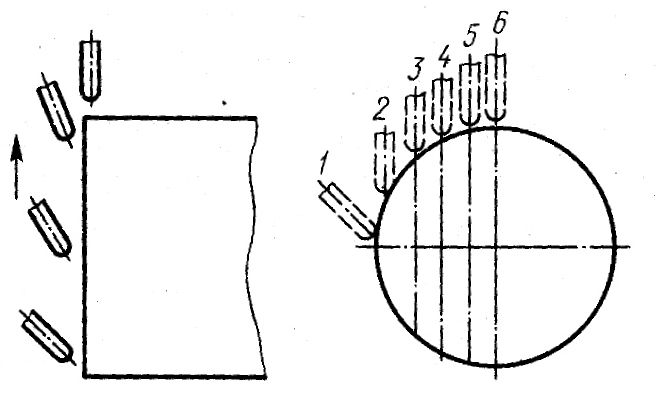
Fig. five
Metal cutting of large thicknesses are performed as follows. Mouthtuck cutter first set perpendicular to the surface of the metal cutting, so that the jet of the heating flame, and then the cutting oxygen, was located along the vertical face of the metal cut. After heating the metal to the ignition temperature, a stream of cutting oxygen is allowed. Moving the cutter along the cutting line begin after the metal at the beginning of this line will be cut to all its thickness. To prevent the cutting lag in the lower layers of the metal, at the end of the process should gradually slow down the speed of moving the cutter and increase its slope to 10 ... 15 ° to the side, inverse movement. It is recommended to start the cutting process from the bottom edge, as shown in Fig. 5. Preheating to 300 ... 400 ° С Allows cutting at high speed. The speed of moving the cutter must correspond to the speed of metal burning. If the speed of moving the cutter is set correctly, the thread of sparks and slag flies from the cut straight down, and the edges are obtained clean, without nodes and swees. With a high speed of moving the cutter, the spark stream is lagging behind it, the metal in the lower edge does not have time to burn and therefore end-to-end cutting is stopped. At low sheaf speed, the spark is ahead of the cutter, the edges of the cut are melted and covered by campaigns.
The pressure of the cutting oxygen is determined depending on the thickness of the cutting metal and the purity of the oxygen. The higher the purity of the oxygen, the less pressure and oxygen consumption. The dependence of the oxygen pressure from the metal thickness with manual cutting is as follows:
The width and purity of the cut depends on the method of cutting and thickness of the metal cut. Machine cutting gives cleaner edges and a smaller cut width than manual cutting. The greater the thickness of the metal, the greater the width of the cut. This is seen from the following data:
| Metal thickness, mm | 5…50 | 50…100 | 100…200 | 200…300 |
|---|---|---|---|---|
| Cut width, mm | ||||
| With manual cutting | 3…5 | 5…6 | 6…8 | 8…10 |
| With machine cutting | 2,5…4,0 | 4,0…5,0 | 5,0…6,5 | 6,5…8,0 |
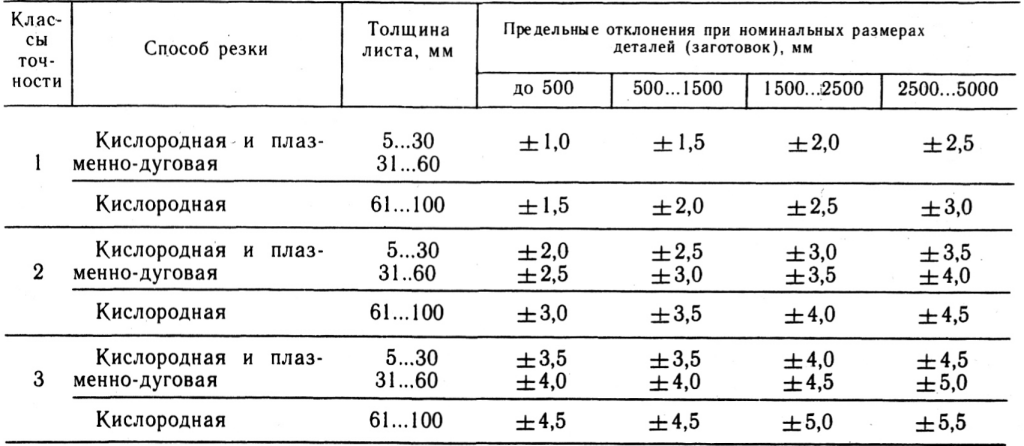
GOST 14792-80 "Details and blanks, cut by oxygen and plasma-arc sharp. Accuracy, quality of the surface of the cut " provides for the limit deviations of the nominal dimensions of parts (blanks) depending on the cutting method, the size of parts (blanks) and metal thickness; Mounted three grade accuracy:
The indicators of the quality of the cut surface are also provided:
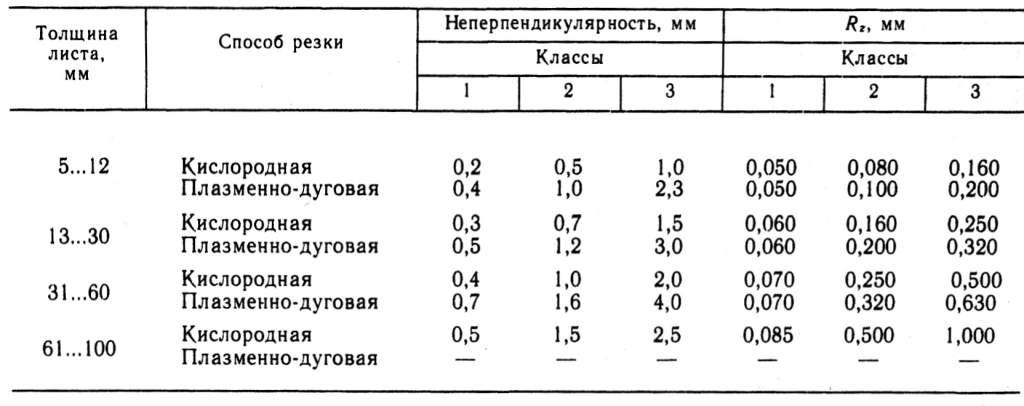
These indicators relate to machine oxygen cutting of low carbon steel oxygen 1st and 2nd varieties.
The cutting process causes the change in the structure, chemical composition and mechanical properties of the metal. With cutting low carbon steel, the thermal effect of the process on its structure is insignificant. Along with the part of the perlite, the non-equilibrium component of sorbitol appears, which even somewhat improves the mechanical properties of the metal. When cutting steel having an increased carbon content, as well as alloying impurities, except sorbitol, a trocostite is formed and even martensite. It will greatly increase the hardness and fragility of steel and the processability of the edge edges deteriorates. It is possible to form cold cracks. The change in the chemical composition of steel is manifested in the formation of a decarbed layer of metal directly on the cutting surface as a result of carbon burning under the influence of a jet of cutting oxygen. A slightly deeper is a plot with a large content of carbon than the starting metal. Then, as the carbon content is removed from the cut, it decreases to the source. Also the burning of the alloying elements of steel occurs.
The mechanical properties of low carbon steel with cutting almost do not change. Steel with elevated content of carbon, manganese, chromium and molybdenum are hardened, become more hard and cracks in the cutting zone.
Stainless chromium and chromonichel steel, cast iron, non-ferrous metals and their alloys are not amenable to conventional gas-acid cutting, as they do not satisfy the above conditions.
For these metals, oxygen-flux cutting is used, the essence of which is as follows. A powdered flux powdered flux is continuously supplied to the cutting zone with the help of special equipment, which is combined with an additional heat and the temperature of the section of the section is enhanced. In addition, flux combustion products react with refractory oxides and give liquid accumulable slags, easily arising from the section of the cut.
As a flux is used fine breeding iron brand powder PZ5M. (GOST 9849 - 74). When cutting chromium and chromonichel steels in flux add 25…50% Scale. When cutting the cast iron add ~30…35% Dominal ferrophosphorus. With cutting copper and its alloys, a flux is used consisting of a mixture of iron powder with an aluminum powder ( 15…20% ) and ferrophosphorus ( 10… 15% ).
The cutting is made URHS-5. consisting of fluxeer and cutter. Installation is used for manual and machine oxygen-flux cutting of high-alloy chromium and chromonichel steels thick 10 ... 200 mm With cutting speed 230 ... 760 mm / min . On the 1m The cut is consumed oxygen 0.20 ... 2.75 m 3 , acetylene - 0,017 ... 0.130 m 3 and flux - 0.20 ... 1.3 kg .
In case of oxygen-flux cutting, some of the heat of the heating flame goes to heating the flux. Therefore, the power of the flame is taken on 15…25% higher than with conventional gas cutting. The flame should be normal or with some excess of acetylene. The distance from the end of the mouthpiece cutter to the surface of the cutting metal is installed 15 ... 25 mm . At a small distance, the flux particles are reflected from the metal surface and, falling into the cutter snot, cause cotton and reverse strikes. In addition, there is an overheating of the mouthpiece, which leads to a violation of the cutting process. The angle of inclination of the mouthpiece should be 0…10 0 to the side, reverse cutting direction. Good results give preheating. Chromium and chromonichel steel require heating to 300 ... 400 ° С , and copper alloys - to 200 ... 350 ° С .
The cutting speed depends on the properties of the metal and its thickness. Cast iron thickness 50 mm Cut at speed 70 ... 100 mm / min . At the same time on 1m The cut is spent 2 ... 4 m 3 oxygen 0.16 ... 0.25 m 3 Acetylene I. 3.5 ... 6 kg Flice. Approximately the same data is obtained when cutting copper alloys. With cutting of chromium and chromonichel steels, the consumption of all materials is reduced almost 3 times .





