Gas (oxygen) metal cutting
So, the gas cutting of the metal is now the most popular. Why?
Because it is performed extremely simple, it does not need to use any phase inverters (as in an electric cutter), it is not necessary to comply with the mandatory room rate (the presence of a central earthing cable).
And almost all gas cutters are mobile, that is, they can be transported by ordinary transport.
When cutting, the gas cutter uses two gas - directly oxygen, with which the metal separation process is performed, as well as the heater, which is most often propane or acetylene.
The heater warms up the surface planned to be cut to a temperature of 1000-1200 degrees, after which the oxygen jet is supplied. From contact with a heated surface, the jet flammifies.
It turns out a burning jet that easily cuts the metal. At the same time, the most important thing is to observe the continuous supply of oxygen.
If there is an interrupt, then the flame simply can go out, after which it will have to warm the surface again.
Standard oxygen cutting of metal is performed using the R1-01P cutter. It is best suited to work with the rotary steel, including - and the cast iron!
This cutter is not used as a welding machine.
But it is suitable for accurate cutting pipe - for this it uses a special hinge cover of the Russian Federation7, which is made of steel, but is covered by a layer of tungsten.
By the way, recently, the cutting of metals is still performed with a compound of acetylene and propane. But such equipment is used exclusively for working with high strength metals (for example, steel for copulating knives).
Equipment that supports work with such a gas is not cheap! So we will not particularly speak about him ...
Modern metal gas cutting technology is somewhat different from the one that is described above. For example, to work with "light metal" temperatures in 1000 degrees for Celsius and above may simply have to destroy the metal with which you work (melted and evaporate).
In these cases, the cutting itself is produced with simultaneous heating. The tip of the gas cutter has a pyramid shape with 3 nozzles.
Through two side, a heating mixture is supplied, well, a thin nozzle for supplying oxygen under high pressure is mounted in the center.
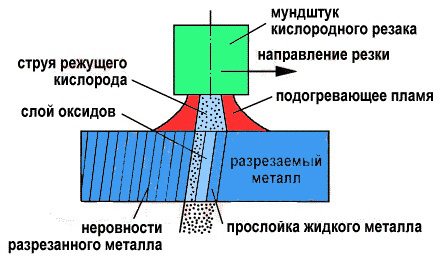
In modern cutters, oxygen is fed under pressure in 12 atmospheres! Simply put, under the jet of air, it is possible to damage even the skin (it means not a lit jet).
A flux that is formed with such a cutting, or is ejected by a heating flame to the sides, either burns directly through the entire metal (if through cutting is performed).
Do not forget that metal cutting gas has a great advantage over electrical. What?
No "torn" seam is not created. And if you additionally use the lining (stencils, as professional welders call them), then the seam cutting is very neat!
But consider that metal cutting with oxygen does not imply use metals that melt at temperatures below 600 degrees for Celsius. In this case, a simple removal of the upper layer of metal will be performed, and not its cutting.
The standard metal cutting technology is implied to use the guide cutter to which the operator controls. Gas supply is adjustable using two valves (in some models - one common).
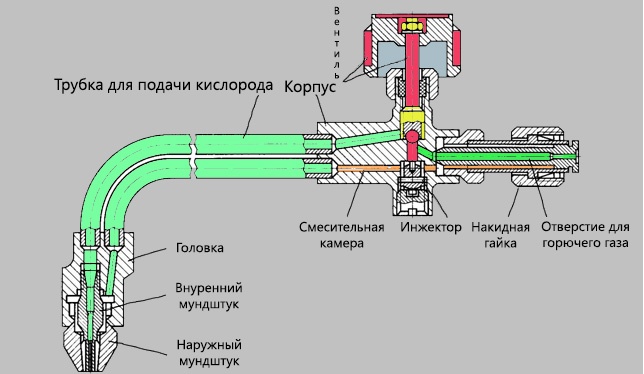
The gripper itself has two tubes, which are just embedded in the handle. The first handle supplies fuel for the heater, the second (as a rule is central) - supplies oxygen. That is, there are already 3 tubes to the main nozzle!
After two, propane is served, through the third - oxygen. In older cutter models, two tips were used, which worked in the same way.
What is the gas consumption during metal cutting? It depends on the temperature to which the metal itself is heated when working.
In a standard cutter P1-01 in one hour of work, the average is consumed about 10 cubic meters of oxygen and 0.7 cubic meters of acetylene (when using propane - 1 meter cubic fuel).
But in the cutter P2-01, the consumption is much larger - 21 m3 oxygen and 1.2 - acetylene! The heater consumption depends on the heating temperature and the plane that is cut.
In the "senior" cutters, the so-called nozzle direction is also used, which is partially affected by the flow rate (the closer to the oxygen jet, it is necessary to supply a large jet).
Gas cutting equipment
So, in Russia, since the USSR, the R1-01 cutter was considered the most common. It is manual with an injection nozzle, which gives a high pressure stream, which cuts the metal "like a hot butter oil."
More powerful models are P2-01 and P3-01P. Their main difference is the size of the nozzle, the operating pressure of oxygen in the system, the working pressure of the supply of the heating mixture.
There are also autonomous tables - these are gas equipment for metal cutting in automatic mode, which is made without the participation of the operator.
Control in this table is numeric. That is, a person simply sets the cutting parameters.
Such equipment for oxygen cutting of the metal is used exclusively on sheet metal, where either smooth cutting or arc is performed.
It is worth noting that the table data models are a huge amount, but almost all of them are analogues of the An-01, which was developed by Shepelov back in the USSR!
Such, for example, are "shift", "orbit", "SECATOR", "Quicky-E". In all their operating temperature in the range of 1000-3200 degrees Celsius. Work both with acetylene and propane heater.
QUICKY models also uses mixed - acetylene-propane heating. In this case, the nozzle is used only forked. That is, one of them serves acetylene, the second is propane.
By the way, it is worth noting that in such a cutting the heating mixture is amenable from the center (that is, from an oxygen jet).
There are also so-called stationary cutters for gas cutting metal.
They differ from the mobile, it is not difficult to guess, the fact that they are embedded in a special niche-machine that the device operator is just and can move.
Such cutters are more convenient for work, but they are very expensive. But their cutting power is more than enough to cut a thick layer of high-strength metal!
This became possible due to the fact that in such cutters an additional supercharger is used, with which the heater is that the oxygen jet is supplied under greater pressure.
There is an additional compressor on electricity, besides - three-phase (380 volts). Because of this, he can not be mobile! This cutter is used exclusively at professional enterprises.
Portable Cutter - Gugark
Gugark is the most popular representative of such cutters.
By the way, the gas burner for metal cutting also has two species - the so-called straight and bent:
- The first is the one that you are all used to seeing. It is the letter G and works with the help of the operator direction.
- Well, the second, straight is a burner type nozzle that is used on cutter tables.
It is also worth noting that in direct nozzles used paired tips so that when moving does not disturb the angle of inclination of the nozzle one to one.
By the way, consider that each of the cutters has its own coefficient of operation and capacity with each metal.
For example, when using standard P1-01, to cut the copper, quite a coefficient of 0.5 acetylene, but for aluminum it will be necessary as much as 0.7.
Most of all, of course, leaves on tungsten - as much as 1.4! At the same time, the heating will be in the area of \u200b\u200b3,800 degrees Celsius (use only specialized tips)!
Popular services
If you need to cut a metal cutting, then the easiest way to hire a wizard or a specialist who will provide you with the necessary services. After all, not every house in the garage has a cutter with two cylinders of oxygen and heater.
Moreover, working with such equipment is very dangerous without experience! If you do not know how, it is better not to take for this thing - to trust the work of professionals!
Well, on average, the price of the metal metal is consumed from the following indicators: metal, with which it will be necessary to work just working, used cutter, metal thickness, quality and type of cut.
For example, the usual sheet cutting is the cheapest. Pipe cutting - it is much more expensive, since with such work additional linings are used!
But cutting in the depth - expensive pleasure, as it uses expensive equipment.
Moreover, if such work is performed "on the road", it will be very expensive. Cars that can carry the cutting stations must be additionally re-equipped.
Oxygen cutting of metal - Video:
Well, the gas cutting of sheet metal can be performed by an ordinary gas soldering iron. If you use aluminum or copper, it should be enough for such a job.
In some cases, it is possible to use gas welding. But instead of carbon dioxide, propane, acetylene or butylene is served (not every gas welding supports the use of such gas, be attentive)!
The most expensive sheet cutting metal is the one that is performed according to the harvested cutting circuit. In this case, the CNC machine is used, whose services are just paid not cheap!
By the way, if you need to do not cut, and cutting, then in some cases it is much easier and cheaper it is the knife for cutting metal, and not a gas cutter. You can find out in more detail about this directly from the master who wants to entrust the performance of work.
Now many enterprises are offered a gas cutting of metal with departure.
Here it is estimated according to the following parameters:
- metal with which it will be necessary to work;
- the complexity of the performance;
- used cutter.
Also taken into account how much work will require time. On average, the hour of work of the master is paid at about 300 rubles. You can count in advance and calculate how much you will cost the cutting of metal!
Well, finally, you should talk about those cases when poor-quality work is performed. Very often, many are used instead of acetylene - its cheap analog is propane or propylene. Or use cheaper cutters than they were the same.
For example, instead of P2-01 uses P1-01 or the like. This, by the way, the most frequent problem! You can distinguish these two cutters with a visual inspection.
The model P1-01 has a dual nozzle with a gold fastening (golden color), but in P2-01 - steel fastening (has a black or copper shade).
By the way, it is worth the cutter P1-01 not so expensive, so you can even buy it! The average cost is within 900-1000 rubles per piece. Well, of course, it will be necessary to purchase two cylinders - with oxygen and heater, and the transport WHO.
On average, the whole set will cost you 3000 rubles, not more expensive. It will be enough for 3 hours of cutting metal. For domestic needs - it is more than enough.
And when working with a gas cutter, be sure to follow the rules of security! And this is the use of a protective mask, overalls and gloves. Gloves - Mandatory Element!





