Τύποι συγκολλημένων αρμών και ταξινόμηση συγκολλήσεων. Ραφές συγκόλλησης: τύποι ραφών και αρμών Ραφές συγκόλλησης ανάλογα με το σχήμα της εξωτερικής επιφάνειας
Ένας τρόπος για να συνδέσετε μέρη ενός υλικού είναι η συγκόλληση. Η μέθοδος έχει βρει πολύ ευρεία εφαρμογή σε διάφορους τομείς. Χρησιμοποιώντας αυτή τη σχετικά φθηνή και ταυτόχρονα αξιόπιστη μέθοδο, επιτυγχάνονται μόνιμες συνδέσεις. Λαμβάνοντας υπόψη τους τύπους μετάλλων, καθένα από τα οποία έχει τα δικά του χαρακτηριστικά συγκόλλησης, τις διαφορές στις συνθήκες εργασίας και τις απαιτήσεις αρμών, διακρίνονται διάφοροι τύποι συγκολλήσεων και αρμών.
Ζώνες συγκόλλησης
Η ζώνη σύντηξης με μερικώς λιωμένους κόκκους είναι 0,1−0,4 mm του κύριου μετάλλου. Όταν το μέταλλο σε αυτή τη ζώνη θερμαίνεται, η δομή του γίνεται βελονοειδής με υψηλή ευθραυστότητα και χαμηλή αντοχή.
Η θερμική ζώνη χωρίζεται σε τέσσερα τμήματα:

Η κύρια μεταλλική ζώνη ξεκινά από ένα τμήμα που θερμαίνεται σε λιγότερο από 450 °C. Η δομή εδώ είναι παρόμοια με τη δομή του βασικού μετάλλου, αλλά ο χάλυβας χάνει τη δύναμή του λόγω θέρμανσης. Οξείδια και νιτρίδια απελευθερώνονται κατά μήκος του ορίου, αποδυναμώνοντας τον δεσμό των κόκκων. Το μέταλλο σε αυτό το μέρος γίνεται πιο ανθεκτικό, ωστόσο, λαμβάνει λιγότερη ολκιμότητα και σκληρότητα.
Ταξινόμηση συγκολλημένων αρμών και ραφών
Οι τύποι ραφών χωρίζονται σε διάφορες κατηγορίες ανάλογα με τα χαρακτηριστικά τους. Εμφανισιακά ξεχωρίζουν:
- Κανονικός.
- Κυρτός.
- Κοίλος.
Ανά τύπο, οι συγκολλήσεις μπορούν να είναι μονόπλευρες ή διπλής όψεως. Σύμφωνα με τον αριθμό των περασμάτων - μονής και πολλαπλής πάσας. Με τον αριθμό των στρωμάτων: μονής όψης και πολλαπλών στρώσεων (κατά τη συγκόλληση παχιών μετάλλων).
Υπάρχουν επίσης ποικιλίες σε μήκος:
- Μονόπλευρη συνεχής.
- Μονομερής διαλείπουσα.
- Αλυσίδα διπλής όψης.
- Σκάκι διπλής όψης.
- Σημειακές συγκολλήσεις (δημιουργούνται με συγκόλληση με αντίσταση).
Τύποι ραφών σύμφωνα με το διάνυσμα δύναμης:
- Εγκάρσια - η δύναμη είναι κάθετη στη ραφή.
- Διαμήκης - δύναμη παράλληλη προς τη ραφή.
- Πλάγια - δύναμη υπό γωνία.
- Συνδυασμένα - σημάδια τόσο εγκάρσιων όσο και διαμήκων ραφών.
Κατά χωρική θέση:

Σύμφωνα με τις λειτουργίες τους, οι ραφές χωρίζονται στα ακόλουθα:
- Διαρκής.
- Ανθεκτικό και πυκνό.
- Σφραγισμένο.
Πλάτος:
- Ραφές νημάτων των οποίων το πλάτος πρακτικά δεν υπερβαίνει τη διάμετρο του ηλεκτροδίου.
- Οι διευρυμένες ραφές γίνονται με εγκάρσιες ταλαντευτικές κινήσεις της ράβδου.
Ειδικές συνδέσεις
 Βαρέλι. Η πιο κοινή επιλογή, που αντιπροσωπεύει μια συνηθισμένη σύνδεση ακραίων επιφανειών ή φύλλων. Ο σχηματισμός τους απαιτεί ελάχιστο χρόνο και μέταλλο. Μπορούν να γίνουν χωρίς λοξότμητες άκρες εάν τα φύλλα είναι λεπτά. Για χοντρά προϊόντα, πρέπει να προετοιμάσετε το μέταλλο για συγκόλληση, όπου θα χρειαστεί να λοξοτομήσετε τις άκρες για να αυξήσετε το βάθος της συγκόλλησης. Αυτό ισχύει για πάχος 8 mm ή περισσότερο. Εάν το πάχος είναι μεγαλύτερο από 12 mm, θα απαιτηθούν σύνδεσμοι διπλής όψης και λοξότμητες άκρες. Τις περισσότερες φορές αυτές οι συνδέσεις γίνονται σε οριζόντια θέση.
Βαρέλι. Η πιο κοινή επιλογή, που αντιπροσωπεύει μια συνηθισμένη σύνδεση ακραίων επιφανειών ή φύλλων. Ο σχηματισμός τους απαιτεί ελάχιστο χρόνο και μέταλλο. Μπορούν να γίνουν χωρίς λοξότμητες άκρες εάν τα φύλλα είναι λεπτά. Για χοντρά προϊόντα, πρέπει να προετοιμάσετε το μέταλλο για συγκόλληση, όπου θα χρειαστεί να λοξοτομήσετε τις άκρες για να αυξήσετε το βάθος της συγκόλλησης. Αυτό ισχύει για πάχος 8 mm ή περισσότερο. Εάν το πάχος είναι μεγαλύτερο από 12 mm, θα απαιτηθούν σύνδεσμοι διπλής όψης και λοξότμητες άκρες. Τις περισσότερες φορές αυτές οι συνδέσεις γίνονται σε οριζόντια θέση.
Ταύροβοε. Οι αρθρώσεις Τ έχουν σχήμα Τ και μπορούν να είναι μονής ή διπλής όψης. Μπορούν να χρησιμοποιηθούν για τη σύνδεση προϊόντων διαφορετικού πάχους. Εάν το μικρότερο τμήμα είναι τοποθετημένο κάθετα, το ηλεκτρόδιο έχει κλίση έως και 60° κατά τη διαδικασία συγκόλλησης. Για να πραγματοποιήσετε μια απλούστερη έκδοση συγκόλλησης με σκάφος, χρησιμοποιήστε κολλήματα. Αυτό μειώνει την πιθανότητα υποκοπών. Συνήθως το ράμμα εφαρμόζεται ανά πέρασμα. Σήμερα παράγονται πολλά μηχανήματα αυτόματης συγκόλλησης Τ.
Γωνιώδης. Οι άκρες αυτών των αρμών (σε διαφορετικές γωνίες) συχνά κάμπτονται έτσι ώστε η ραφή να βρίσκεται στο απαιτούμενο βάθος. Η συγκόλληση διπλής όψης κάνει τη σύνδεση ισχυρότερη.
επικάλυψη. Αυτή η μέθοδος χρησιμοποιείται για τη συγκόλληση φύλλων πάχους μικρότερου από 1 εκ. Στρώνονται επικαλύπτοντας το ένα το άλλο και βράζονται και από τις δύο πλευρές. Δεν πρέπει να υπάρχει υγρασία μεταξύ τους. Για καλύτερη συγκόλληση, ο σύνδεσμος μερικές φορές συγκολλάται από το άκρο.
Γεωμετρία ραφής
 S - πάχος του τεμαχίου εργασίας.
S - πάχος του τεμαχίου εργασίας.
Ε - πλάτος.
B - κενό μεταξύ των τεμαχίων εργασίας.
H είναι το βάθος της συγκολλημένης περιοχής.
T - πάχος.
Q είναι το μέγεθος του κυρτού μέρους.
P είναι το υπολογιζόμενο ύψος που αντιστοιχεί στην κάθετη ευθεία από το σημείο διείσδυσης έως την υποτείνουσα του μεγαλύτερου ορθογωνίου τριγώνου που εγγράφεται στο εξωτερικό τμήμα.
Α είναι το πάχος της συγκόλλησης φιλέτου, το οποίο περιλαμβάνει την τιμή της κυρτότητας και το ύψος σχεδιασμού.
K - σκέλος είναι η απόσταση από την επιφάνεια του ενός τεμαχίου εργασίας μέχρι το γωνιακό όριο του άλλου.
Q - κυρτότητα της αποτιθέμενης περιοχής.
Επιλογή
 Οι τύποι ραφών και συγκολλημένων αρμών διαφέρουν ως προς τις ιδιότητες και για κάθε περίπτωση επιλέγονται οι παράμετροι ενός επιτυχημένου συνδυασμού. Το πρώτο βήμα είναι η αξιολόγηση της χωρικής θέσης. Όσο πιο εύκολη είναι η εργασία, τόσο καλύτερη είναι η ποιότητα. Είναι πιο εύκολο να γίνουν οριζόντιες ραφές, έτσι προσπαθούν να τοποθετήσουν τα τεμάχια εργασίας οριζόντια. Μερικές φορές, για να διασφαλιστεί η ποιότητα, ένα ανταλλακτικό πρέπει να αναποδογυριστεί πολλές φορές.
Οι τύποι ραφών και συγκολλημένων αρμών διαφέρουν ως προς τις ιδιότητες και για κάθε περίπτωση επιλέγονται οι παράμετροι ενός επιτυχημένου συνδυασμού. Το πρώτο βήμα είναι η αξιολόγηση της χωρικής θέσης. Όσο πιο εύκολη είναι η εργασία, τόσο καλύτερη είναι η ποιότητα. Είναι πιο εύκολο να γίνουν οριζόντιες ραφές, έτσι προσπαθούν να τοποθετήσουν τα τεμάχια εργασίας οριζόντια. Μερικές φορές, για να διασφαλιστεί η ποιότητα, ένα ανταλλακτικό πρέπει να αναποδογυριστεί πολλές φορές.
Η συγκόλληση σε ένα πέρασμα βοηθά στην επίτευξη καλύτερης αντοχής από ό,τι στην περίπτωση πολλαπλών περασμάτων. Επομένως, απαιτείται μια ισορροπία μεταξύ της ευκολίας και του αριθμού των διαδρόμων.
Όταν τα κομμάτια είναι παχιά, οι άκρες κόβονται και η επιφάνεια υποβάλλεται σε επεξεργασία για να προσθέσετε ένα καθαρό φινίρισμα. Οι επιλογές με άρθρωση πισινών είναι οι απλούστερες· είναι προτιμότερο να τις επιλέξετε, καθώς είναι ευκολότερο να εξασφαλιστεί η στερέωση, προκειμένου να αποφευχθεί η παραμόρφωση της γεωμετρίας των τελικών μερών. Εκτός από την επιλογή του τύπου, δίνεται προσοχή και στο καθεστώς θερμοκρασίας, επειδή οι ζώνες μαγειρέματος ενδέχεται να μετατοπιστούν και το προϊόν να μην έχει ψηθεί πλήρως ή να λιώσει.
Συγκολλήσεις και συνδέσεις
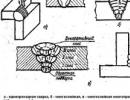
Μια μόνιμη σύνδεση που έγινε με συγκόλληση ονομάζεται συγκολλημένη. Αποτελείται από πολλές ζώνες (Εικ. 77):
Ραφή συγκόλλησης;
Σύντηξη;
Ρύζι. 77. Συγκολλημένες ζώνες άρθρωσης: 1 – συγκόλληση; 2 – σύντηξη; 3 – θερμική επίδραση. 4 – βασικό μέταλλο
Θερμική επίδραση;
Βασικό μέταλλο.
Ανάλογα με το μήκος τους, οι συγκολλημένοι σύνδεσμοι είναι:
Κοντό (250–300 mm);
Μεσαίο (300–1000 mm);
Μακρύ (πάνω από 1000 mm). Ανάλογα με το μήκος της συγκόλλησης επιλέγεται η μέθοδος εκτέλεσής της. Για κοντές αρθρώσεις, η ραφή τρέχει προς μία κατεύθυνση από την αρχή μέχρι το τέλος. για τα μεσαία τμήματα, είναι τυπικό να εφαρμόζεται μια ραφή σε ξεχωριστά τμήματα και το μήκος της πρέπει να είναι τέτοιο ώστε ένας ακέραιος αριθμός ηλεκτροδίων (δύο, τρία) να είναι αρκετός για να την ολοκληρώσει. Οι μακριές αρθρώσεις συγκολλούνται χρησιμοποιώντας τη μέθοδο του αντίστροφου βήματος που συζητήθηκε παραπάνω.
Ανά τύπο, οι συγκολλημένοι σύνδεσμοι (Εικ. 78) χωρίζονται σε:
1. Πισινό. Αυτές είναι οι πιο κοινές αρθρώσεις που χρησιμοποιούνται σε διάφορες μεθόδους συγκόλλησης. Προτιμώνται γιατί χαρακτηρίζονται από τις χαμηλότερες εγγενείς τάσεις και παραμορφώσεις. Κατά κανόνα, οι κατασκευές από λαμαρίνα συγκολλούνται χρησιμοποιώντας αρμούς πισινών.

Ρύζι. 78. Τύποι συγκολλημένων αρμών: α – άκρο; β – μπλουζάκι; γ – γωνιακό; ζ – επικάλυψη

Ρύζι. 78 (τέλος). d – με σχισμή. e – τέλος; g – με επικαλύψεις. 1–3 – βασικό μέταλλο; 2 – κάλυμμα: 3 – ηλεκτρικά πριτσίνια; h – με ηλεκτρικά πριτσίνια
Τα κύρια πλεονεκτήματα αυτής της σύνδεσης, τα οποία μπορούν να βασιστούν σε προσεκτική προετοιμασία και προσαρμογή των άκρων (λόγω της αμβλύνσεως των άκρων, αποτρέπεται η διέλευση και η διαρροή μετάλλου κατά τη διαδικασία συγκόλλησης και η διατήρηση της παραλληλότητάς τους εξασφαλίζει υψηλής ποιότητας, ομοιόμορφη ραφή), είναι τα ακόλουθα:
Ελάχιστη κατανάλωση βασικού και εναποτιθέμενου μετάλλου.
Το συντομότερο χρονικό διάστημα που απαιτείται για τη συγκόλληση.
Η ολοκληρωμένη σύνδεση μπορεί να είναι τόσο δυνατή όσο το βασικό μέταλλο.
Ανάλογα με το πάχος του μετάλλου, οι άκρες κατά τη συγκόλληση τόξου μπορούν να κοπούν σε διαφορετικές γωνίες ως προς την επιφάνεια:
Σε ορθή γωνία, εάν συνδέετε χαλύβδινα φύλλα πάχους 4–8 mm. Σε αυτή την περίπτωση, αφήνεται ένα κενό 1-2 mm μεταξύ τους, γεγονός που διευκολύνει τη συγκόλληση των κάτω τμημάτων των άκρων.
Σε ορθή γωνία, εάν έχει συνδεθεί μέταλλο με πάχος έως 3 και έως 8 mm με συγκόλληση μονής ή διπλής όψης, αντίστοιχα.
Με μονόπλευρη λοξότμηση άκρων (σε σχήμα V), εάν το πάχος του μετάλλου είναι από 4 έως 26 mm.
Με λοξότμηση διπλής όψεως (σχήματος Χ), εάν τα φύλλα έχουν πάχος 12–40 mm και αυτή η μέθοδος είναι πιο οικονομική από την προηγούμενη, καθώς η ποσότητα του εναποτιθέμενου μετάλλου μειώνεται σχεδόν 2 φορές. Αυτό σημαίνει εξοικονόμηση ηλεκτροδίων και ενέργειας. Επιπλέον, οι λοξοτμήσεις διπλής όψης είναι λιγότερο επιρρεπείς σε παραμόρφωση και καταπόνηση κατά τη συγκόλληση.
Η γωνία λοξότμησης μπορεί να μειωθεί από 60° σε 45° εάν συγκολλήσετε φύλλα με πάχος άνω των 20 mm, γεγονός που θα μειώσει τον όγκο του εναποτιθέμενου μετάλλου και θα εξοικονομήσει ηλεκτρόδια. Η παρουσία ενός κενού 4 mm μεταξύ των άκρων θα εξασφαλίσει την απαραίτητη διείσδυση του μετάλλου.
Κατά τη συγκόλληση μετάλλου διαφορετικού πάχους, η άκρη του παχύτερου υλικού είναι πιο λοξότμητη. Εάν τα μέρη ή τα φύλλα που πρόκειται να ενωθούν με συγκόλληση τόξου έχουν σημαντικό πάχος, χρησιμοποιείται προετοιμασία άκρων σε σχήμα κυπέλλου και με πάχος 20–50 mm, πραγματοποιείται προετοιμασία μονής όψης και με πάχος μεγαλύτερο από 50 mm, πραγματοποιείται προετοιμασία διπλής όψης.
Τα παραπάνω φαίνονται ξεκάθαρα στον πίνακα. 44.
2. Συγκολλήσεις επιφανειών, που χρησιμοποιούνται συχνότερα στη συγκόλληση με τόξο κατασκευών των οποίων το πάχος μετάλλου είναι 10–12 mm. Αυτό που διακρίνει αυτήν την επιλογή από την προηγούμενη σύνδεση είναι ότι δεν χρειάζεται να προετοιμάσετε τις άκρες με ειδικό τρόπο - απλώς κόψτε τις. Παρόλο που η συναρμολόγηση και η προετοιμασία του μετάλλου για τους αρμούς περιτύλιξης δεν είναι τόσο επαχθής, θα πρέπει να ληφθεί υπόψη ότι η κατανάλωση βασικού και εναποτιθέμενου μετάλλου αυξάνεται σε σύγκριση με τους αρμούς άκρου. Για αξιοπιστία και αποφυγή διάβρωσης λόγω της εισόδου υγρασίας μεταξύ των φύλλων, τέτοιοι σύνδεσμοι συγκολλούνται και στις δύο πλευρές. Υπάρχουν τύποι συγκόλλησης όπου αυτή η επιλογή χρησιμοποιείται αποκλειστικά, ιδίως με συγκόλληση με σημείο επαφής και συγκόλληση με ρολό.
3. Τ-ράβδοι, που χρησιμοποιούνται ευρέως στη συγκόλληση τόξου. Για αυτούς, οι άκρες είναι λοξότμητες στη μία ή και στις δύο πλευρές ή δεν έχουν καθόλου φάλτσο. Ειδικές απαιτήσεις επιβάλλονται μόνο για την προετοιμασία ενός κατακόρυφου φύλλου, το οποίο πρέπει να έχει εξίσου κομμένη άκρη. Για λοξότμητες μονής και διπλής όψης, οι άκρες ενός κατακόρυφου φύλλου παρέχουν ένα κενό 2–3 mm μεταξύ του κατακόρυφου και του οριζόντιου επιπέδου προκειμένου να συγκολληθεί το κατακόρυφο φύλλο στο πλήρες πάχος του. Μια λοξότμηση μονής όψης εκτελείται όταν ο σχεδιασμός του προϊόντος είναι τέτοιος ώστε να είναι αδύνατη η συγκόλληση και στις δύο πλευρές.
Πίνακας 44
Επιλογή κοντακίου αρμού ανάλογα με το πάχος του μετάλλου



5. Σχισμές, το οποίο χρησιμοποιείται σε περιπτώσεις όπου μια ραφή επικάλυψης κανονικού μήκους δεν παρέχει την απαραίτητη αντοχή. Υπάρχουν δύο τύποι τέτοιων συνδέσεων - ανοιχτές και κλειστές. Η υποδοχή είναι κατασκευασμένη με κοπή οξυγόνου.
6. Άκρο (πλευρά) στο οποίο τοποθετούνται τα φύλλα το ένα πάνω στο άλλο και συγκολλούνται στα άκρα.
7. Με επικαλύψεις. Για να γίνει μια τέτοια σύνδεση, τα φύλλα ενώνονται και η ένωση καλύπτεται με μια επικάλυψη, η οποία, φυσικά, συνεπάγεται πρόσθετη κατανάλωση μετάλλου. Επομένως, αυτή η μέθοδος χρησιμοποιείται σε περιπτώσεις όπου δεν είναι δυνατή η πραγματοποίηση συγκόλλησης από άκρο ή επικάλυψη.
8. Με ηλεκτρικά πριτσίνια. Αυτή η σύνδεση είναι ισχυρή, αλλά όχι αρκετά σφιχτή. Για αυτό, το επάνω φύλλο τρυπιέται και η προκύπτουσα οπή συγκολλάται με τέτοιο τρόπο ώστε να συλλαμβάνει και το κάτω φύλλο.
Εάν το μέταλλο δεν είναι πολύ παχύ, τότε δεν απαιτείται διάτρηση. Για παράδειγμα, με την αυτόματη συγκόλληση με βυθισμένο τόξο, το επάνω φύλλο απλώς λιώνει από το τόξο συγκόλλησης.
Το δομικό στοιχείο μιας συγκολλημένης άρθρωσης, η οποία κατά την εκτέλεσή της σχηματίζεται λόγω της κρυστάλλωσης λιωμένου μετάλλου κατά μήκος της γραμμής κίνησης της πηγής θέρμανσης, ονομάζεται συγκόλληση. Τα στοιχεία του γεωμετρικού του σχήματος (Εικ. 79) είναι:
Πλάτος (β);
Ύψος(h);
Μέγεθος ποδιού (K) για γωνίες, γύρους και Τ-αρθρώσεις.
Η ταξινόμηση των συγκολλήσεων βασίζεται σε διάφορα χαρακτηριστικά, τα οποία παρουσιάζονται παρακάτω.

Ρύζι. 79. Στοιχεία του γεωμετρικού σχήματος της συγκόλλησης (πλάτος, ύψος, μέγεθος σκέλους)
1. Ανά τύπο σύνδεσης:
Βαρέλι;
Γωνιακή (Εικ. 80).

Ρύζι. 80. Γωνιακή ραφή
Οι συγκολλήσεις φιλέτου εφαρμόζονται για ορισμένους τύπους συγκολλημένων αρμών, ιδιαίτερα τις ενώσεις περιτύλιξης, άκρου, γωνίας και επικάλυψης.
Οι πλευρές μιας τέτοιας ραφής ονομάζονται σκέλη (k), ζώνη ABCD στο Σχ. 80 δείχνει τον βαθμό κυρτότητας της ραφής και δεν λαμβάνεται υπόψη κατά τον υπολογισμό της αντοχής της συγκολλημένης άρθρωσης. Κατά την εκτέλεσή του, είναι απαραίτητο τα πόδια να είναι ίσα και η γωνία μεταξύ των πλευρών OD και BD είναι 45°.
2. Ανά τύπο συγκόλλησης:
Ραφές συγκόλλησης με τόξο.
Αυτόματες και ημιαυτόματες ραφές συγκόλλησης με βυθισμένο τόξο.
Ραφές συγκόλλησης τόξου με θωράκιση αερίου.
Ραφές συγκόλλησης με ηλεκτροσκωρία.
Ραφές συγκόλλησης με αντίσταση.
Ραφές συγκόλλησης αερίου.
3. Σύμφωνα με τη χωρική θέση (Εικ. 81) στην οποία γίνεται η συγκόλληση:

Ρύζι. 81. Συγκολλήσεις ανάλογα με τη χωρική τους θέση: α – κάτω; β – οριζόντια. γ – κάθετη; ζ – οροφή
Οριζόντιος;
Κατακόρυφος;
Οροφή.
Η πιο εύκολη ραφή είναι η κάτω ραφή, η πιο δύσκολη είναι η ραφή οροφής.
Στην τελευταία περίπτωση, οι συγκολλητές υποβάλλονται σε ειδική εκπαίδευση και είναι ευκολότερο να γίνει ραφή οροφής χρησιμοποιώντας συγκόλληση αερίου από συγκόλληση τόξου.
4. Κατά μήκος:
Συνεχής;
Διαλείπουσα (Εικ. 82).

Ρύζι. 82. Διακοπτόμενη συγκόλληση
Οι διακοπτόμενες ραφές εφαρμόζονται αρκετά ευρέως, ειδικά σε περιπτώσεις όπου δεν υπάρχει ανάγκη (οι υπολογισμοί αντοχής δεν περιλαμβάνουν τη δημιουργία συνεχούς ραφής) για σφιχτή σύνδεση προϊόντων.
Το μήκος (l) των ενωμένων τμημάτων είναι 50-150 mm, το διάκενο μεταξύ τους είναι περίπου 1,5-2,5 φορές μεγαλύτερο από τη ζώνη συγκόλλησης και μαζί σχηματίζουν το βήμα ραφής (t).
5. Σύμφωνα με το βαθμό κυρτότητας, δηλαδή το σχήμα της εξωτερικής επιφάνειας (Εικ. 83):
Κανονικός;
Κυρτός;
Κοίλος.
Ο τύπος του ηλεκτροδίου που χρησιμοποιείται καθορίζει την κυρτότητα της συγκόλλησης (a'). Η μεγαλύτερη κυρτότητα είναι χαρακτηριστική των ηλεκτροδίων με λεπτή επίστρωση, ενώ τα ηλεκτρόδια με πυκνή επίστρωση παράγουν κανονικές ραφές, καθώς χαρακτηρίζονται από μεγαλύτερη ρευστότητα του τηγμένου μετάλλου.

Ρύζι. 83. Συγκολλήσεις που διαφέρουν ως προς το σχήμα της εξωτερικής επιφάνειας: α – κανονικές; β – κυρτό γ – κοίλο
Διαπιστώθηκε πειραματικά ότι η αντοχή της ραφής δεν αυξάνεται με την αύξηση της κυρτότητας, ειδικά εάν η σύνδεση «λειτουργεί» υπό μεταβλητά φορτία και κραδασμούς. Αυτή η κατάσταση εξηγείται ως εξής: όταν κάνετε μια ραφή με μεγάλη κυρτότητα, είναι αδύνατο να επιτευχθεί μια ομαλή μετάβαση από τη χάντρα ραφής στο βασικό μέταλλο, έτσι σε αυτό το σημείο η άκρη της ραφής είναι, σαν να ήταν, κομμένη, και οι πιέσεις συγκεντρώνονται κυρίως εδώ.
Υπό συνθήκες μεταβλητών φορτίων και κραδασμών σε αυτό το μέρος, ο συγκολλημένος σύνδεσμος μπορεί να υποστεί καταστροφή. Επιπλέον, οι κυρτές συγκολλήσεις απαιτούν αυξημένη κατανάλωση μετάλλου ηλεκτροδίου, ενέργειας και χρόνου, δηλαδή είναι μια αντιοικονομική επιλογή.
6. Σύμφωνα με τη διαμόρφωση (Εικ. 84):
Ευθεία;
Δαχτυλίδι;

Ρύζι. 84. Συγκολλήσεις διαφόρων διαμορφώσεων: α – ευθείες. να φερεις
Κατακόρυφος;
Οριζόντιος.
7. Σε σχέση με τις δρώντες δυνάμεις (Εικ. 85):
Πλαισιώσεις;
Πρόσωπο;
Σε συνδυασμό;
Λοξός. Το διάνυσμα δράσης των εξωτερικών δυνάμεων μπορεί να είναι παράλληλο προς τον άξονα της ραφής (τυπικό για τις πλευρικές δυνάμεις), κάθετο στον άξονα της ραφής (για ακραίες δυνάμεις), να περνά υπό γωνία ως προς τον άξονα (για τις λοξές) ή να συνδυάζει την κατεύθυνση των πλευρικών και ακραίων δυνάμεων (για συνδυασμένες).
8. Σύμφωνα με τη μέθοδο συγκράτησης λιωμένου μετάλλου συγκόλλησης:
Χωρίς φόδρες και μαξιλάρια.
Σε αφαιρούμενα και εναπομείναντα χαλύβδινα τακάκια.

Ρύζι. 85. Συγκολλήσεις σε σχέση με δρώντες δυνάμεις: α – πλευρό. β – τέλος; γ – συνδυασμένο; ζ – λοξό
Σε επενδύσεις χαλκού, flux-copper, κεραμικών και αμιάντου, μαξιλάρια ροής και αερίου.
Κατά την εφαρμογή του πρώτου στρώματος μιας συγκόλλησης, το κύριο πράγμα είναι να μπορείτε να συγκρατήσετε το υγρό μέταλλο στη δεξαμενή συγκόλλησης.
Για να αποτρέψετε τη διαρροή του, χρησιμοποιήστε:
Επενδύσεις από χάλυβα, χαλκό, αμίαντο και κεραμικά, που τοποθετούνται κάτω από τη ραφή της ρίζας. Χάρη σε αυτά, είναι δυνατή η αύξηση του ρεύματος συγκόλλησης, το οποίο εξασφαλίζει μέσω της διείσδυσης των άκρων και εγγυάται 100% διείσδυση των εξαρτημάτων. Επιπλέον, οι επενδύσεις συγκρατούν το λιωμένο μέταλλο στη δεξαμενή συγκόλλησης, αποτρέποντας το σχηματισμό εγκαυμάτων.
Ένθετα μεταξύ συγκολλημένων άκρων, τα οποία εκτελούν τις ίδιες λειτουργίες με τα παρεμβύσματα.
Στριφώματα και συγκόλληση της ρίζας της ραφής από την αντίθετη πλευρά, χωρίς προσπάθεια να επιτευχθεί μέσω διείσδυσης.
Τακάκια ροής, ροής-χαλκού (για συγκόλληση με βυθισμένο τόξο) και αερίου (για χειροκίνητη συγκόλληση τόξου, αυτόματη και συγκόλληση τόξου αργού) που εισάγονται ή τροφοδοτούνται κάτω από το πρώτο στρώμα της ραφής. Ο στόχος τους είναι να αποτρέψουν τη ροή του μετάλλου από τη δεξαμενή συγκόλλησης.
Κλειδώστε τις αρθρώσεις όταν κάνετε ραφές πισινών, οι οποίες εμποδίζουν τα εγκαύματα στο ριζικό στρώμα της ραφής.
Ειδικά ηλεκτρόδια, η επίστρωση των οποίων περιέχει ειδικά εξαρτήματα που αυξάνουν την επιφανειακή τάση του μετάλλου και δεν του επιτρέπουν να ρέει έξω από τη δεξαμενή συγκόλλησης όταν κάνετε κάθετες ραφές από πάνω προς τα κάτω.
Ένα παλμικό τόξο, λόγω του οποίου συμβαίνει μια βραχυπρόθεσμη τήξη του μετάλλου, η οποία συμβάλλει στην ταχύτερη ψύξη και κρυστάλλωση του μετάλλου συγκόλλησης.
9. Στην πλευρά στην οποία εφαρμόζεται η ραφή (Εικ. 86):
Μονόπλευρη?
Διπλής όψης.
10. Για συγκολλημένα υλικά:
Σε άνθρακα και κράμα χάλυβες.

Ρύζι. 86. Συγκολλήσεις, που διαφέρουν στη θέση τους: α - μονόπλευρες. β – διπλής όψης
Σε μη σιδηρούχα μέταλλα.
Σε διμεταλλικό?
Σε αφρό πολυστερίνης και πολυαιθυλένιο.
11. Σύμφωνα με τη θέση των εξαρτημάτων που πρόκειται να συνδεθούν:
Σε οξεία ή αμβλεία γωνία.
Σε ορθή γωνία.
Σε ένα αεροπλάνο.
12. Κατά όγκο εναποτιθέμενου μετάλλου (Εικ. 87):
Κανονικός;
Αποδυναμωμένος?
Ενισχυμένος.
13. Ανά τοποθεσία στο προϊόν:
Γεωγραφικού μήκους;
Εγκάρσιος.
14. Σύμφωνα με το σχήμα των δομών που συγκολλούνται:
Σε επίπεδες επιφάνειες.
Σε σφαιρικές επιφάνειες.
15. Με τον αριθμό των εναποτιθέμενων σφαιριδίων (Εικ. 88):
Μονή στρώση;
Πολυστρωματικό?
Πολλαπλό πέρασμα.
Πριν από τη συγκόλληση, οι άκρες των προϊόντων, των κατασκευών ή των εξαρτημάτων που πρόκειται να ενωθούν πρέπει να προετοιμαστούν κατάλληλα, καθώς η αντοχή της ραφής εξαρτάται από το γεωμετρικό τους σχήμα

Ρύζι. 87. Συγκολλήσεις που διαφέρουν ως προς τον όγκο του εναποτιθέμενου μετάλλου: α – εξασθενημένες. β – κανονικό. γ – ενισχυμένο

Ρύζι. 88. Συγκολλήσεις που διαφέρουν ως προς τον αριθμό των συγκολλημένων σφαιριδίων: α – μονής στρώσης. β – πολυστρωματικό. γ – πολυστρωματική πολλαπλή διέλευση
Τα στοιχεία της προετοιμασίας της φόρμας είναι (Εικ. 89):
Γωνία κοπής άκρων (?), η οποία πρέπει να γίνει εάν το πάχος του μετάλλου είναι μεγαλύτερο από 3 mm. Εάν παραλείψετε αυτήν τη λειτουργία, τότε είναι πιθανές αρνητικές συνέπειες όπως η έλλειψη διείσδυσης κατά μήκος της διατομής της συγκολλημένης άρθρωσης, η υπερθέρμανση και η καύση του μετάλλου. Η κοπή των άκρων καθιστά δυνατή τη συγκόλληση σε πολλά στρώματα μικρής διατομής, λόγω των οποίων βελτιώνεται η δομή της συγκολλημένης άρθρωσης και μειώνονται οι εσωτερικές τάσεις και παραμορφώσεις.

Ρύζι. 89. Στοιχεία προετοιμασίας cromo
Κενό μεταξύ των άκρων που πρόκειται να ενωθούν (α). Η ορθότητα του καθορισμένου κενού και του επιλεγμένου τρόπου συγκόλλησης καθορίζει πόσο πλήρης θα είναι η διείσδυση σε όλη τη διατομή της άρθρωσης κατά το σχηματισμό του πρώτου στρώματος (ρίζας) της συγκόλλησης.
Η άμβλυνση των άκρων (S) είναι απαραίτητη για να δοθεί στη διαδικασία συγκόλλησης ρίζας μια ορισμένη σταθερότητα. Η παράβλεψη αυτής της απαίτησης οδηγεί σε καύση του μετάλλου κατά τη συγκόλληση.
Το μήκος λοξότμησης του φύλλου εάν υπάρχει διαφορά στο πάχος (L). Αυτό το στοιχείο επιτρέπει την ομαλή και σταδιακή μετάβαση από ένα παχύτερο μέρος σε ένα λεπτό, το οποίο μειώνει ή εξαλείφει τον κίνδυνο συγκέντρωσης τάσεων σε συγκολλημένες κατασκευές.
Μετατόπιση άκρων μεταξύ τους (?). Δεδομένου ότι αυτό μειώνει τα χαρακτηριστικά αντοχής της σύνδεσης και επίσης συμβάλλει στην έλλειψη διείσδυσης του μετάλλου και στο σχηματισμό κηλίδων τάσης, το GOST 5264–80 θεσπίζει αποδεκτά πρότυπα, ιδίως, η μετατόπιση δεν πρέπει να υπερβαίνει το 10% του μετάλλου πάχος (μέγιστο 3 mm).
Έτσι, κατά την προετοιμασία για συγκόλληση, πρέπει να πληρούνται οι ακόλουθες απαιτήσεις:
Καθαρίστε τις άκρες από βρωμιά και διάβρωση.
Αφαιρέστε τις λοξοτομές του κατάλληλου μεγέθους (σύμφωνα με το GOST).
Ρυθμίστε το κενό σύμφωνα με το GOST που αναπτύχθηκε για έναν συγκεκριμένο τύπο σύνδεσης.
Ορισμένοι τύποι ακμών έχουν ήδη συζητηθεί νωρίτερα (αν και θεωρήθηκαν από διαφορετική άποψη) όταν περιγράφονται οι αρθρώσεις πισινών, αλλά παρόλα αυτά είναι απαραίτητο να εστιάσουμε ξανά σε αυτό (Εικ. 90).
Η επιλογή του ενός ή του άλλου τύπου άκρου καθορίζεται από διάφορους παράγοντες:
Μέθοδος συγκόλλησης;
Πάχος μετάλλου;
Η μέθοδος σύνδεσης προϊόντων, εξαρτημάτων κ.λπ.
Για κάθε μέθοδο συγκόλλησης έχει αναπτυχθεί ξεχωριστό πρότυπο, το οποίο καθορίζει τη μορφή προετοιμασίας της ακμής, το μέγεθος της ραφής και τις επιτρεπόμενες αποκλίσεις. Για παράδειγμα, η χειροκίνητη συγκόλληση τόξου πραγματοποιείται σύμφωνα με το GOST 5264–80, η συγκόλληση με επαφή – σύμφωνα με το GOST 15878–79, η ηλεκτροσυγκόλληση με ηλεκτροσκωρία – σύμφωνα με το GOST 15164–68, κ.λπ.

Ρύζι. 90. Τύποι άκρων που προετοιμάζονται για συγκόλληση: α – με λοξότμηση και των δύο άκρων. β – με λοξότμηση μιας άκρης. γ – με δύο συμμετρικές λοξότμητες μιας άκρης. d – με δύο συμμετρικές λοξότμητες δύο άκρων. d – με καμπύλη λοξότμηση δύο άκρων. e – με δύο συμμετρικές καμπύλες λοξότμητες δύο άκρων. g – με λοξότμηση μιας άκρης. h – με δύο συμμετρικές λοξότμητες μιας ακμής
Επιπλέον, υπάρχει ένα πρότυπο για τη γραφική ονομασία μιας συγκόλλησης, ιδίως το GOST 2.312–72. Για να το κάνετε αυτό, χρησιμοποιήστε μια κεκλιμένη γραμμή με ένα μονόδρομο βέλος (Εικ. 91), το οποίο υποδεικνύει την περιοχή της ραφής.
Τα χαρακτηριστικά συγκόλλησης, η προτεινόμενη μέθοδος συγκόλλησης και άλλες πληροφορίες παρουσιάζονται πάνω ή κάτω από το οριζόντιο ράφι που συνδέεται με την κεκλιμένη γραμμή βέλους. Εάν η ραφή είναι ορατή, δηλαδή είναι στην μπροστινή πλευρά, τότε τα χαρακτηριστικά της ραφής δίνονται πάνω από το ράφι, εάν είναι αόρατο - κάτω από αυτό.

Ρύζι. 91. Γραφική ονομασία συγκολλήσεων
Τα σύμβολα μιας συγκόλλησης περιλαμβάνουν επίσης πρόσθετα σύμβολα (Εικ. 92).
Για διάφορους τύπους συγκόλλησης, υιοθετούνται ονομασίες γραμμάτων:
Συγκόλληση τόξου - E, αλλά επειδή αυτός ο τύπος είναι ο πιο συνηθισμένος, το γράμμα μπορεί να μην αναφέρεται στα σχέδια.
Συγκόλληση αερίου – G;
Συγκόλληση με ηλεκτροσκωρία – Ш;
Συγκόλληση σε περιβάλλον αδρανούς αερίου – I;
Εκρηκτική συγκόλληση – Vz;
Συγκόλληση πλάσματος – Pl;
Συγκόλληση με αντίσταση – Kt;
Συγκόλληση σε διοξείδιο του άνθρακα – U;
Συγκόλληση τριβής – Tr;
Ψυχρή συγκόλληση - X.
Εάν είναι απαραίτητο (εάν εφαρμόζονται πολλές μέθοδοι συγκόλλησης), ο χαρακτηρισμός με γράμμα της χρησιμοποιούμενης μεθόδου συγκόλλησης τοποθετείται πριν από τον προσδιορισμό του ενός ή του άλλου τύπου:

Ρύζι. 92. Πρόσθετες ονομασίες συγκόλλησης: α – διακοπτόμενη συγκόλληση με μια ακολουθία αλυσίδας τμημάτων. β – διακοπτόμενη ραφή με ακολουθία τμημάτων σκακιέρας. γ – ραφή κατά μήκος κλειστού περιγράμματος. d – ραφή κατά μήκος ανοιχτού περιγράμματος. δ – ραφή εγκατάστασης. e – ραφή με αφαιρούμενη ενίσχυση. g – ραφή με ομαλή μετάβαση στο βασικό μέταλλο
Εγχειρίδιο – P;
Ημιαυτόματο – P;
Αυτόματο - Α.
Βυθισμένο τόξο – F;
Συγκόλληση σε ενεργό αέριο με αναλώσιμο ηλεκτρόδιο - UP;
Συγκόλληση σε αδρανές αέριο με αναλώσιμο ηλεκτρόδιο - IP.
Συγκόλληση σε αδρανές αέριο με μη αναλώσιμο ηλεκτρόδιο - ΙΝ.
Υπάρχουν επίσης ειδικοί χαρακτηρισμοί γραμμάτων για συγκολλημένες αρθρώσεις:
Πισινό – C;
Tavrovoe – T;
Γύρος – N;
Angular - U. Χρησιμοποιώντας τους αριθμούς μετά τα γράμματα, ο αριθμός της συγκολλημένης άρθρωσης προσδιορίζεται σύμφωνα με το GOST για συγκόλληση.
Συνοψίζοντας τα παραπάνω, μπορούμε να πούμε ότι τα σύμβολα των συγκολλήσεων εξελίσσονται σε μια συγκεκριμένη δομή (Εικ. 93).
Η συγκόλληση παρέχει μόνιμες συνδέσεις μετάλλων με τη δημιουργία ισχυρών διατομικών δεσμών μεταξύ των στοιχείων (όταν αυτά παραμορφώνονται). Οι ειδικοί γνωρίζουν τι είδους μηχανές συγκόλλησης υπάρχουν. Οι ραφές που λαμβάνονται με τη βοήθειά τους είναι ικανές να συνδέουν πανομοιότυπα και ανόμοια μέταλλα, τα κράματά τους, μέρη με προσθήκες (γραφίτη, κεραμικά, γυαλί) και πλαστικά.
Βάση ταξινόμησης
Οι ειδικοί έχουν αναπτύξει μια ταξινόμηση των συγκολλήσεων σύμφωνα με την ακόλουθη αρχή:
- η μέθοδος εφαρμογής τους·
- εξωτερικά χαρακτηριστικά?
- αριθμός στρωμάτων?
- θέση στο διάστημα·
- μήκος;
- σκοπός;
- πλάτος;
- συνθήκες λειτουργίας συγκολλημένων προϊόντων.
Σύμφωνα με τη μέθοδο εκτέλεσης, οι ραφές συγκόλλησης μπορούν να είναι μονόπλευρες ή διπλής όψης. Οι εξωτερικές παράμετροι καθιστούν δυνατή την ταξινόμηση τους σε ενισχυμένα, επίπεδα και εξασθενημένα, τα οποία οι ειδικοί ονομάζουν κυρτά, κανονικά και κοίλα. Οι πρώτοι τύποι είναι σε θέση να αντέχουν στα στατικά φορτία για μεγάλο χρονικό διάστημα, αλλά δεν είναι αρκετά οικονομικοί. Οι κοίλοι και οι κανονικοί σύνδεσμοι αντέχουν καλά δυναμικά ή εναλλασσόμενα φορτία, καθώς η μετάβαση από το μέταλλο στις ραφές είναι ομαλή και ο κίνδυνος συγκέντρωσης τάσεων που μπορεί να τους καταστρέψει είναι κάτω από τον 1ο δείκτη.

Η συγκόλληση, λαμβάνοντας υπόψη τον αριθμό των στρώσεων, μπορεί να είναι μονής ή πολλαπλής στρώσης και ως προς τον αριθμό των διελεύσεων μπορεί να είναι μονής ή πολλαπλής διέλευσης. Οι πολυστρωματικές ενώσεις χρησιμοποιούνται για την εργασία με παχιά μέταλλα και τα κράματά τους και, εάν είναι απαραίτητο, για τη μείωση της ζώνης που επηρεάζεται από τη θερμότητα. Ένα πέρασμα είναι η κίνηση (1 φορά) μιας πηγής θερμότητας κατά τη διάρκεια της επιφανείας ή της συγκόλλησης εξαρτημάτων προς μία κατεύθυνση.
Το Bead είναι ένα κομμάτι μετάλλου συγκόλλησης που μπορεί να συγκολληθεί με ένα μόνο πέρασμα. Το στρώμα συγκόλλησης είναι μια μεταλλική ένωση με πολλά σφαιρίδια που βρίσκονται στο ίδιο επίπεδο διατομής. Με βάση τη θέση τους στο χώρο, οι ραφές χωρίζονται σε κατώτερες, οριζόντιες, κάθετες, σχήματος βάρκας, ημιοριζόντιες, ημικάθετες, οροφής και ημιοροφής. Το χαρακτηριστικό της ασυνέχειας ή της συνέχειας μιλάει για έκταση. Οι πρώτοι τύποι χρησιμοποιούνται για ραφές πισινών.
Αρχές ταξινόμησης
Οι στερεές συνδέσεις μπορεί να είναι μικρές, μεσαίες ή μεγάλες. Υπάρχουν σφραγισμένες, ανθεκτικές και ανθεκτικές ραφές (ανάλογα με τον σκοπό τους). Το πλάτος βοηθά στην ταξινόμηση τους στους ακόλουθους τύπους:
- διευρυμένα, τα οποία γίνονται με εγκάρσιες, ταλαντευτικές κινήσεις του ηλεκτροδίου.
- νήμα, το πλάτος του οποίου μπορεί να υπερβαίνει ελαφρώς ή να συμπίπτει με τη διάμετρο του ηλεκτροδίου.
Οι συνθήκες υπό τις οποίες θα χρησιμοποιηθούν συγκολλημένα προϊόντα στο μέλλον υποδηλώνουν ότι οι αρμοί μπορεί να λειτουργούν και να μην λειτουργούν. Τα πρώτα ανέχονται καλά φορτία, ενώ τα άλλα χρησιμοποιούνται για τη σύνδεση εξαρτημάτων ενός συγκολλημένου προϊόντος. Οι συγκολλημένες αρθρώσεις ταξινομούνται σε εγκάρσιες (στην οποία η διεύθυνση είναι κάθετη στον άξονα της ραφής), διαμήκεις (στην κατεύθυνση παράλληλη προς τον άξονα), λοξές (με τη διεύθυνση τοποθετημένη υπό γωνία προς τον άξονα) και συνδυασμένες (η χρήση εγκάρσιων και διαμήκων συγκολλήσεων).

Η μέθοδος συγκράτησης θερμού μετάλλου μας επιτρέπει να χωρίσουμε στα εξής:
- στα υπόλοιπα και αφαιρούμενα χαλύβδινα τακάκια.
- χωρίς πρόσθετες επενδύσεις, μαξιλάρια.
- σε επενδύσεις από flux χαλκό, χαλκό, αμίαντο ή κεραμικά.
- σε μαξιλάρια αερίου και ροής.
Το υλικό που χρησιμοποιείται στη διαδικασία συγκόλλησης στοιχείων ταξινομείται σε ενώσεις μη σιδηρούχων μετάλλων, χάλυβα (κράμα ή άνθρακα), πλαστικό βινυλίου και διμετάλλων.
Ανάλογα με τη θέση των τμημάτων των προϊόντων που πρόκειται να συγκολληθούν μεταξύ τους, υπάρχουν ενώσεις σε ορθή γωνία, σε αμβλεία ή οξείες γωνίες και βρίσκονται στο ίδιο επίπεδο.
Οι μόνιμες συνδέσεις που προκύπτουν κατά τη χρήση συγκόλλησης είναι:
- γωνία;
- βαρέλι;
- Τ-ράβδοι;
- γύρος ή τέλος.
Οι γωνιακές όψεις χρησιμοποιούνται κατά τις κατασκευαστικές εργασίες. Περιλαμβάνουν μια αξιόπιστη σύνδεση στοιχείων που βρίσκονται σε σχέση μεταξύ τους σε μια ορισμένη γωνία και συγκολλούνται στη διασταύρωση των άκρων.
Οι τύποι άκρων έχουν βρει εφαρμογή σε δεξαμενές συγκόλλησης ή αγωγούς. Με τη βοήθειά τους, εξαρτήματα συγκολλούνται με άκρα που βρίσκονται στην ίδια επιφάνεια ή στο ίδιο επίπεδο. Το πάχος των επιφανειών δεν χρειάζεται να είναι το ίδιο.
Οι επικαλυπτόμενοι τύποι χρησιμοποιούνται στην κατασκευή μεταλλικών δοχείων, σε κατασκευαστικές εργασίες και σε δεξαμενές συγκόλλησης. Αυτός ο τύπος υποθέτει ότι ένα στοιχείο υπερτίθεται σε ένα άλλο, που βρίσκεται σε ένα παρόμοιο επίπεδο, μερικώς επικαλύπτοντας το ένα το άλλο.
Κατά τη διαδικασία εκτέλεσης εργασιών συγκόλλησης, λαμβάνονται διάφοροι τύποι που είναι ικανοί να συνδέουν όχι μόνο μέταλλα, αλλά και άλλα ανόμοια υλικά. Τα στοιχεία που ενώνονται σε ένα μόνιμο συγκρότημα σχηματίζουν μια σύνδεση που μπορεί να χωριστεί σε πολλά τμήματα.
Ζώνες συγκόλλησης
Η σύνδεση που επιτυγχάνεται κατά τη διαδικασία συγκόλλησης χωρίζεται στις ακόλουθες ζώνες:
- Η θέση σύντηξης είναι το όριο μεταξύ του βασικού μετάλλου και του μετάλλου της συγκόλλησης που προκύπτει. Στη ζώνη αυτή υπάρχουν κόκκοι που διαφέρουν στη δομή τους από την κατάσταση του βασικού μετάλλου. Αυτό συμβαίνει λόγω μερικής τήξης κατά τη διαδικασία συγκόλλησης.
- Η θερμικά επηρεασμένη περιοχή είναι μια ζώνη του βασικού μετάλλου που δεν έχει υποστεί τήξη, αν και η δομή της άλλαξε κατά τη θέρμανση του μετάλλου.
- Μια ραφή συγκόλλησης είναι ένα τμήμα που σχηματίστηκε κατά την κρυστάλλωση κατά τη διαδικασία ψύξης του μετάλλου.
Τύποι αρμών συγκόλλησης
Ανάλογα με τη θέση των ενωμένων προϊόντων μεταξύ τους, οι συνδέσεις χωρίζονται στους ακόλουθους τύπους:

- Βαρέλι. Η ένωση των δομικών στοιχείων πραγματοποιείται στο ίδιο επίπεδο με τα άκρα τους να αντικρίζουν το ένα το άλλο. Ανάλογα με το διαφορετικό πάχος των εξαρτημάτων που συνδέονται, τα άκρα μπορούν να κινούνται κατακόρυφα μεταξύ τους.
- Τσόντα. Σε αυτή την περίπτωση, τα άκρα είναι ευθυγραμμισμένα υπό γωνία. Η διαδικασία συγκόλλησης πραγματοποιείται στις παρακείμενες άκρες των εξαρτημάτων.
- Επικαλυπτόμενη σύνδεση. Τα μέρη για συγκόλληση βρίσκονται παράλληλα με μερική επικάλυψη.
- Τερματισμός σύνδεσης. Τα προς συγκόλληση στοιχεία ευθυγραμμίζονται παράλληλα μεταξύ τους και ενώνονται στα άκρα.
- Τ-άρθρωση. Σε αυτή την περίπτωση, το άκρο του ενός τμήματος εφάπτεται με την πλευρά του άλλου υπό γωνία.
Οι αρμοί συγκόλλησης χαρακτηρίζονται επίσης από τους τύπους συγκολλήσεων, οι οποίοι μπορούν να χαρακτηριστούν σύμφωνα με ορισμένα κριτήρια.
Παράμετροι συγκόλλησης
Υπάρχουν πολλές παράμετροι με τις οποίες μπορούν να χαρακτηριστούν όλες οι συγκολλήσεις που λαμβάνονται:
- Το πλάτος είναι το μέγεθος μεταξύ των ορίων της ραφής, τα οποία σχεδιάζονται από ορατές γραμμές σύντηξης.
- η ρίζα της ραφής είναι η πίσω πλευρά της, η οποία βρίσκεται στη μέγιστη απόσταση από το μπροστινό μέρος.
- κυρτότητα - προσδιορίζεται στο πιο κυρτό μέρος της ραφής και υποδεικνύεται από την απόσταση από το επίπεδο του βασικού μετάλλου μέχρι το όριο της μεγαλύτερης προεξοχής.
- κοιλότητα - αυτός ο δείκτης είναι σχετικός εάν εμφανίζεται σε μια συγκόλληση, επειδή, στην πραγματικότητα, είναι ελάττωμα. αυτή η παράμετρος καθορίζεται στον τόπο όπου η ραφή έχει τη μεγαλύτερη απόκλιση - το μέγεθος της κοιλότητας μετράται από αυτό στο επίπεδο του βασικού μετάλλου.
- σκέλος της ραφής - εμφανίζεται μόνο σε γωνίες και Τ-αρθρώσεις. Αυτός ο δείκτης μετράται με τη μικρότερη απόσταση από την πλευρική επιφάνεια ενός συγκολλημένου τμήματος έως την οριακή γραμμή της ραφής στην επιφάνεια του δεύτερου.
Τύποι ραφών σύμφωνα με τη μέθοδο εκτέλεσης

Τύποι ραφών συγκόλλησης κατά χωρική θέση και μήκος
Υπάρχουν οι ακόλουθες θέσεις συγκόλλησης:
- χαμηλότερα, όταν η συγκολλημένη ραφή βρίσκεται στο κάτω οριζόντιο επίπεδο, δηλαδή σε γωνία 0º σε σχέση με το έδαφος.
- οριζόντια, η κατεύθυνση συγκόλλησης είναι οριζόντια και το τμήμα μπορεί να είναι υπό γωνία από 0º έως 60º.
- κατακόρυφη, σε αυτή τη θέση η προς συγκόλληση επιφάνεια βρίσκεται σε επίπεδο από 60º έως 120º και η συγκόλληση πραγματοποιείται στην κατακόρυφη κατεύθυνση.
- οροφή, όταν η εργασία πραγματοποιείται υπό γωνία 120-180º, δηλαδή οι ραφές συγκόλλησης βρίσκονται πάνω από τον πλοίαρχο.
- "σε σκάφος", αυτή η θέση ισχύει μόνο για γωνιακούς ή Τ-αρμούς, το τμήμα τοποθετείται υπό γωνία και η συγκόλληση πραγματοποιείται "στη γωνία".
Ανάλυση κατά μήκος:
- συνεχής, σχεδόν όλες οι ραφές γίνονται με αυτόν τον τρόπο, αλλά υπάρχουν εξαιρέσεις.
- διακοπτόμενες ραφές, εμφανίζονται μόνο σε γωνιακές αρθρώσεις. Οι ραφές διπλής όψης αυτού του τύπου μπορούν να γίνουν είτε με μοτίβο σκακιέρας είτε με αλυσίδα.
Κοπή άκρων

Αυτό το χαρακτηριστικό σχεδιασμού χρησιμοποιείται όταν το πάχος του μετάλλου που χρησιμοποιείται για τη συγκόλληση είναι μεγαλύτερο από 7 mm. Ο επίδεσμος άκρων είναι η αφαίρεση μετάλλου από τις άκρες σε συγκεκριμένο σχήμα. Αυτή η διαδικασία εκτελείται χρησιμοποιώντας συγκόλληση μονής διέλευσης ραφών πισινών. Αυτό είναι απαραίτητο για να επιτευχθεί η σωστή συγκόλληση. Όσον αφορά το παχύ υλικό, η κοπή είναι απαραίτητη για να λιώσει αρχικά το πέρασμα της ρίζας και στη συνέχεια, χρησιμοποιώντας τις επόμενες συγκολλημένες χάντρες, γεμίζοντας ομοιόμορφα την κοιλότητα, συγκολλήστε το μέταλλο σε όλο το πάχος.
Η κοπή των άκρων μπορεί να γίνει εάν το πάχος του μετάλλου είναι τουλάχιστον 3 mm. Επειδή η χαμηλότερη τιμή του θα οδηγήσει σε εγκαύματα. Η κοπή χαρακτηρίζεται από τις ακόλουθες παραμέτρους σχεδιασμού: κενό - R; γωνία κοπής - α; θαμπάδα - σελ. Η θέση αυτών των παραμέτρων φαίνεται στο σχέδιο συγκόλλησης.
Οι κοπτικές άκρες αυξάνουν την ποσότητα των αναλώσιμων. Ως εκ τούτου, προσπαθούν να ελαχιστοποιήσουν αυτή την τιμή με κάθε δυνατό τρόπο. Χωρίζεται σε διάφορους τύπους ανάλογα με το σχεδιασμό:
- Σε σχήμα V?
- σε σχήμα Χ.
- Σε σχήμα Υ?
- Σε σχήμα U?
- σχισμή.
Χαρακτηριστικά των κοπτικών άκρων
Για μικρά πάχη του συγκολλημένου υλικού από 3 έως 25 mm, χρησιμοποιείται συνήθως μια μονόπλευρη αυλάκωση σε σχήμα V. Η λοξότμηση μπορεί να πραγματοποιηθεί και στα δύο άκρα ή σε ένα από αυτά. Συνιστάται η συγκόλληση μετάλλου με πάχος 12-60 mm χρησιμοποιώντας μια διπλής όψης αυλάκωση σχήματος Χ. Η γωνία α κατά την κοπή σε σχήμα Χ, V είναι ίση με 60º, εάν η λοξότμηση εκτελείται μόνο σε μία άκρη, τότε η τιμή του α θα είναι ίση με 50º. Για πάχος 20-60 mm, η πιο οικονομική κατανάλωση εναποτιθέμενου μετάλλου θα είναι με κοπή σε σχήμα U. Το φάλτσο μπορεί επίσης να γίνει στο ένα ή και στα δύο άκρα. Το αμβλύωμα θα είναι 1-2 mm και η τιμή του διακένου θα είναι 2 mm. Για μεγάλα πάχη μετάλλων (πάνω από 60 mm), η πιο αποτελεσματική μέθοδος είναι η κοπή των άκρων με σχισμή. Αυτή η διαδικασία είναι πολύ σημαντική για έναν συγκολλημένο σύνδεσμο· επηρεάζει αρκετούς παράγοντες συγκόλλησης:

Πρότυπα και GOST
- Οι χειροκίνητες ραφές και οι συνδέσεις σύμφωνα με το GOST 5264-80 περιλαμβάνουν τύπους, διαστάσεις σχεδιασμού για συγκόλληση, καλυμμένες με ηλεκτρόδια σε όλες τις χωρικές θέσεις. Αυτό δεν περιλαμβάνει μόνο χαλύβδινους αγωγούς.
- Συγκόλληση χαλύβδινων αγωγών. GOST 16037-80 - καθορίζει τους κύριους τύπους, προετοιμασία άκρων, διαστάσεις σχεδιασμού για τη μηχανοποιημένη μέθοδο συγκόλλησης.
- από χαλκό και κράματα χαλκού-νικελίου. GOST 16038-80.
- Συγκόλληση τόξου αλουμινίου. GOST 14806-80 - σχήμα, διαστάσεις, προετοιμασία άκρων για χειροκίνητη και μηχανοποιημένη συγκόλληση αλουμινίου και των κραμάτων του, η διαδικασία πραγματοποιείται σε προστατευτικό περιβάλλον.
- Βυθισμένος. GOST 8713-79 - οι ραφές και οι συνδέσεις συγκόλλησης γίνονται με αυτόματη ή μηχανοποιημένη συγκόλληση αιωρούμενης, σε επίθεμα ροής. Ισχύει για πάχος μετάλλου από 1,5 έως 160 mm.
- Συγκόλληση αλουμινίου σε αδρανή αέρια. GOST 27580-88 - πρότυπο για χειροκίνητο, ημιαυτόματο και Εκτελείται με μη αναλώσιμο ηλεκτρόδιο σε αδρανή αέρια με υλικό πλήρωσης και ισχύει για πάχος αλουμινίου από 0,8 έως 60 mm.
Ονομασία συγκόλλησης
Σύμφωνα με τα κανονιστικά έγγραφα, η παρουσία συγκολλήσεων φαίνεται πάνω ή στη γενική προβολή. Οι ραφές συγκόλλησης εμφανίζονται ως συμπαγείς γραμμές εάν είναι ορατές. Και αν είναι το αντίστροφο, τότε με διακεκομμένα τμήματα. Από αυτές τις γραμμές σχεδιάζονται ηγέτες με μονόδρομα βέλη. Το σύμβολο των ραφών συγκόλλησης γίνεται στο ράφι από τον ηγέτη. Η επιγραφή γίνεται πάνω από το ράφι εάν η ραφή βρίσκεται στην μπροστινή πλευρά. Στην αντίστροφη έκδοση, η ονομασία θα βρίσκεται κάτω από το ράφι. Αυτό περιλαμβάνει πληροφορίες σχετικά με τη ραφή με την ακόλουθη σειρά:
- Βοηθητικές πινακίδες. Στη διασταύρωση του ηγέτη και του ραφιού μπορεί να υπάρχει ένα εικονίδιο:
○ - κλειστή ραφή.
┐ - η συγκόλληση ραφής πραγματοποιείται κατά την εγκατάσταση.

- τα δομικά τους στοιχεία και τις συνδέσεις GOST.
- Το όνομα της ραφής σύμφωνα με το πρότυπο.
- Μέθοδος συγκόλλησης σύμφωνα με τα ρυθμιστικά πρότυπα.
- Το πόδι υποδεικνύεται· αυτό το στοιχείο ισχύει μόνο για γωνιακούς αρμούς.
- Ασυνέχεια ραφής, εάν υπάρχει. Το βήμα και η θέση των τμημάτων συγκόλλησης υποδεικνύονται εδώ.
- Πρόσθετα εικονίδια βοηθητικής αξίας. Ας τα εξετάσουμε ξεχωριστά.
Βοηθητικά σύμβολα
Αυτά τα σημάδια εφαρμόζονται επίσης στο πάνω μέρος του ραφιού εάν η ραφή συγκόλλησης είναι ορατή στο σχέδιο και κάτω από αυτήν όταν είναι αόρατη:
- ---αφαίρεση οπλισμού ραφής.
- επιφανειακή επεξεργασία που θα εξασφαλίσει ομαλή μετάβαση στο βασικό μέταλλο, εξαλείφοντας τη χαλάρωση και την ανομοιομορφία.
- η ραφή γίνεται κατά μήκος μιας ανοιχτής γραμμής. αυτό το σήμα ισχύει μόνο για συγκολλήσεις που είναι ορατές στο σχέδιο.
- καθαριότητα της επιφανειακής επεξεργασίας της συγκολλημένης άρθρωσης.
Για απλοποίηση, εάν όλες οι ραφές της δομής είναι κατασκευασμένες σύμφωνα με το ίδιο GOST, έχουν τις ίδιες προετοιμασίες άκρων και δομικές διαστάσεις, η ονομασία και το πρότυπο συγκόλλησης υποδεικνύονται στις τεχνικές απαιτήσεις. Το σχέδιο μπορεί να μην έχει όλες, αλλά μεγάλο αριθμό πανομοιότυπων ραφών. Στη συνέχεια χωρίζονται σε ομάδες και τους εκχωρούνται σειριακούς αριθμούς σε κάθε ομάδα ξεχωριστά. Η πλήρης ονομασία υποδεικνύεται σε μία ραφή. Στα υπόλοιπα δίνονται μόνο αύξοντες αριθμοί. Ο αριθμός των ομάδων και ο αριθμός των ραφών σε καθεμία από αυτές πρέπει να αναφέρονται στην κανονιστική τεκμηρίωση.
Χρησιμοποιούνται τόσο σε χαμηλές κατασκευές όσο και στην κατασκευή μεγάλων κατοικιών, γραφείων και αθλητικών κέντρων. Χρησιμοποιώντας συγκόλληση, 2 ή περισσότερα εξαρτήματα συνδέονται σε 1. Αυτό δημιουργεί μια ισχυρή και αξιόπιστη ραφή που μπορεί να διαρκέσει για μεγάλο χρονικό διάστημα χωρίς να σπάσει ή να προκαλέσει ζημιά στο εξάρτημα ως σύνολο.
Επιπλέον, οι συγκολλημένες ενώσεις και ραφές μπορούν να χρησιμοποιηθούν τόσο για τη σύνδεση μεταλλικών μερών από ομοιογενή τύπο χάλυβα όσο και στοιχείων κατασκευασμένων από διαφορετικά κράματα. Για τέτοιες πολύπλοκες εργασίες, είναι απαραίτητο να επιλέξετε τη σωστή τεχνολογία συγκόλλησης, την τρέχουσα αντοχή και τα αναλώσιμα (ηλεκτρόδια). Επιπλέον, ο συγκολλητής πρέπει να έχει επαρκή εμπειρία και δεξιότητες για να αποτρέψει το κάψιμο του εξαρτήματος και να αποφύγει την περιττή καταπόνηση και παραμόρφωση σε περαιτέρω λειτουργία.
Ταξινόμηση συγκολλήσεων
Όλοι οι συγκολλημένοι σύνδεσμοι τυποποιούνται με ειδική τεκμηρίωση, η οποία καθορίζει τις έννοιες, τις περιοχές και τις θέσεις συγκόλλησης. Η περιγραφόμενη ορολογία ισχύει για την τεχνική τεκμηρίωση, η οποία επισυνάπτεται με την ολοκλήρωση των ραφών. Οι ίδιες έννοιες υποδεικνύονται σε εκπαιδευτικά και μεθοδολογικά εγχειρίδια, τα οποία χρησιμοποιούνται για την εκπαίδευση συγκολλητών, καθώς και για περαιτέρω εκπαίδευση και προχωρημένη εκπαίδευση.

Πίνακας ταξινόμησης συγκόλλησης.
Χρησιμοποιώντας γενικά αποδεκτές συντομογραφίες, ακόμη και αν δεν υπάρχει τεκμηρίωση σήμανσης σύνδεσης ή γενικές προδιαγραφές, είναι δυνατό να προσδιοριστεί ποια συγκολλημένη σύνδεση γίνεται σε μια συγκεκριμένη θέση της δομής του κτιρίου. Γίνονται αποδεκτές οι ακόλουθες συμβάσεις: οι συγκολλημένες αρμοί με πισινό χαρακτηρίζονται συνήθως με το γράμμα "C", όταν γίνεται συγκόλληση επικάλυψης, υποδεικνύονται με "H", εάν παρέχονται σύνδεσμοι Τ, τότε η προδιαγραφή θα υποδεικνύει "Τ"· γωνία αρθρώσεις - "U".
Βασικά, οι αρμοί και οι ραφές συγκόλλησης μπορούν να χωριστούν σύμφωνα με διάφορα κριτήρια:
Σύμφωνα με το τελικό σχήμα διατομής:
- Τα άκρα, δηλαδή τα προς συγκόλληση μέρη, τοποθετούνται κατά μήκος ενός επιπέδου.
- Γωνιακό, όταν τα μεταλλικά μέρη βρίσκονται σε γωνία μεταξύ τους και το μέγεθός του δεν έχει σημασία.
- Με σχισμές, εάν τα μέρη που τοποθετούνται το ένα πάνω στο άλλο έχουν λιώσει αμοιβαία. Σε αυτή την περίπτωση, ένα από τα μέρη (πάνω) είναι πλήρως λιωμένο και το άλλο μέρος της συγκολλημένης άρθρωσης (κάτω) είναι μόνο εν μέρει λιωμένο. Η ίδια η ραφή είναι ένα πριτσίνι. Αυτή η σύνδεση ονομάζεται επίσης σύνδεση ηλεκτρικού πριτσινιού.
Σύμφωνα με τη διαμόρφωση συγκόλλησης:
- απλός χαρακτήρας?
- καμπυλόγραμμη εμφάνιση?
- τύπος δαχτυλιδιού.

Σύμφωνα με τη διάρκεια της συγκολλημένης σύνδεσης:
- Συνδέσεις που γίνονται με συνεχή ραφή. Το μήκος τους κυμαίνεται από 300 mm έως 1 m ή περισσότερο.
- Τα οποία εκτελούνται κατά διαστήματα. Σε αυτή την περίπτωση, η θέση της ραφής μπορεί να είναι σε αλυσίδα, σε μοτίβο σκακιέρας, ανάλογα με τα σχεδιαστικά χαρακτηριστικά του εξαρτήματος και τις απαιτήσεις.
Σύμφωνα με τη μέθοδο της τεχνολογίας συγκόλλησης που χρησιμοποιείται:
- συγκόλληση τόξου χωρίς τη χρήση πρόσθετων μέσων (αέριο, ροή).
- συγκόλληση που πραγματοποιείται σε περιβάλλον που περιέχει αέριο (για παράδειγμα, αργό).
Με τον αριθμό των στοιχείων συγκόλλησης που εφαρμόζονται:
- μονομερής;
- αμφίδρομη σύνδεση?
- πολυστρωματικό.
Σύμφωνα με την ποσότητα του μετάλλου που σχηματίστηκε ως αποτέλεσμα της συγκόλλησης:
- κανονικός;
- ενισχυμένος;
- εξασθενημένος.
Συνήθως δεν υπάρχει αυστηρός διαχωρισμός σε όλους τους τύπους ταξινομήσεων. Κατά τη λειτουργία, οι συγκολλημένοι σύνδεσμοι μπορούν να ενισχυθούν σε ευθεία βάση. Δηλαδή, οι συνδυασμοί μπορεί να είναι πολύ διαφορετικοί, ανάλογα με την πολυπλοκότητα της μεταλλικής δομής, τις απαιτήσεις για ακαμψία και αξιοπιστία, τη διαθεσιμότητα αναλώσιμων και την ικανότητα του συγκολλητή.
Χαρακτηριστικά συγκολλημένων αρμών

Κύριοι τύποι συγκολλημένων αρμών.
Ανάλογα με το πώς θα αποδειχθεί τελικά, είναι απαραίτητο να ληφθούν υπόψη τα χαρακτηριστικά της τεχνολογίας υλοποίησης και εκτέλεσής του.
Οι συγκολλημένες αρθρώσεις είναι η σύνδεση εξαρτημάτων με σύντηξη μεταξύ τους. Τα μέρη τοποθετούνται στο ίδιο επίπεδο και η συγκόλληση τόξου χρησιμοποιείται συχνότερα. Επιπλέον, τέτοιες ραφές μπορούν να χρησιμοποιηθούν για τη σύνδεση εξαρτημάτων με διαφορετικές άκρες. Η επεξεργασία των άκρων για τη συγκόλληση εξαρτάται από το πάχος του φύλλου. Εάν κατά τη διάρκεια της εργασίας είναι απαραίτητο να συνδέσετε μέρη διαφορετικού πάχους, τότε η παχύτερη άκρη πρέπει να είναι λοξότμητη ώστε να ταιριάζει στη μικρότερη. Αυτό εξασφαλίζει μια ασφαλή ραφή.
Ανάλογα με τον τύπο των άκρων που εμπλέκονται στη συγκόλληση, οι συγκολλημένοι σύνδεσμοι μπορούν να χωριστούν σε:
- μέρη που δεν έχουν λοξότμηση άκρων. Πρέπει να έχουν πάχος 3-5 mm.
- στοιχεία που έχουν κυρτή άκρη.
- μέρη με άκρη που σχηματίζει το γράμμα "U", το πάχος τους είναι 20-60 mm.
- εξαρτήματα με άκρη σχήματος «Χ», πάχος μετάλλου 12-40 mm.
Μάθετε περισσότερα για τις συνδέσεις
Οι συγκολλήσεις από κάτω έχουν τη χαμηλότερη τιμή τάσης και είναι λιγότερο επιρρεπείς σε παραμόρφωση.Αυτό καθορίζει τη συχνή χρήση τους. Κατά την κατασκευή μιας άρθρωσης, η κατανάλωση μετάλλου είναι ελάχιστη· η ίδια η προετοιμασία για την εργασία πρέπει να πραγματοποιείται προσεκτικά και σχολαστικά.

Τα στοιχεία σε σχήμα Τ είναι συνδέσεις μεταλλικών μερών όταν το ένα από αυτά βρίσκεται κάθετα στο άλλο. Το αποτέλεσμα είναι μια άρθρωση στο σχήμα του γράμματος "T". Με αυτόν τον τύπο, η ίδια η ραφή μπορεί να βρίσκεται στη μία ή και στις δύο πλευρές. Όλα εξαρτώνται από τις απαιτήσεις ακαμψίας, τεχνικής και εποικοδομητικής ικανότητας για την εκτέλεση της εργασίας. Τα συστήματα T-bar χρησιμοποιούνται για τη συναρμολόγηση πλαισίων για ζευκτά, διάφορους τύπους στηλών και ράφια. Επιπλέον, αυτή η σύνδεση είναι καλή για τη συγκόλληση δοκών.
Οι γωνιακές συνδέσεις γίνονται σε περιπτώσεις όπου τα στοιχεία της κατασκευής δεν υφίστανται σημαντική πίεση. Για παράδειγμα, κατά τη συγκόλληση δοχείων και δεξαμενών. Για να εξασφαλιστεί η απαραίτητη αξιοπιστία και αντοχή, το πάχος του συγκολλημένου μετάλλου δεν πρέπει να υπερβαίνει τα 1-3 mm. Σε μια γωνιακή σύνδεση, τα μέρη εφαρμόζονται μεταξύ τους στην απαιτούμενη γωνία και συγκολλούνται. Το μέγεθος της γωνίας δεν έχει σημασία. Η ραφή γίνεται συνεχής και από τις δύο πλευρές έτσι ώστε η υγρασία να μην μπορεί να εισχωρήσει μέσα της.
Οι αρθρώσεις του περιβλήματος σχηματίζονται όταν τα μέρη βρίσκονται παράλληλα μεταξύ τους. Η ραφή βρίσκεται στις πλευρικές επιφάνειες των μεταλλικών στοιχείων. Οι άκρες του μετάλλου δεν απαιτούν πρόσθετη επεξεργασία, σε αντίθεση με τη μέθοδο του άκρου. Το κόστος τόσο του βασικού όσο και του εναποτιθέμενου μετάλλου θα είναι σημαντικό.

Το πάχος της ίδιας της δομής με αυτήν την επεξεργασία δεν είναι μεγαλύτερο από 12 mm. Για να αποφευχθεί η διείσδυση υγρασίας στην ίδια τη σύνδεση, πρέπει να γίνει και στις δύο πλευρές.
Οι ραφές για τις αρθρώσεις Τ, τις ενώσεις περιτυλίγματος και τις γωνιακές αρθρώσεις μπορούν να γίνουν με τη μορφή μικρών τμημάτων, δηλαδή με τη μέθοδο του σημείου. Εάν είναι απαραίτητο να γίνουν προκαταρκτικές αποθέσεις, γίνονται σε στρογγυλό σχήμα. Εκείνοι. σχηματίζονται όταν ένα μέρος λιώνει εντελώς και ένα άλλο μέρος μερικώς.
Πρόσθετα σημεία
Γνωστές μέθοδοι για την εκτέλεση συγκόλλησης τόξου χωρίς πρόσθετη επεξεργασία των άκρων μπορούν να εκτελεστούν με πάχος μετάλλου 4 mm σε χειρωνακτική εργασία, 18 mm σε μηχανοποιημένη εργασία. Επομένως, εάν είναι απαραίτητο να συγκολληθούν μέρη σημαντικού πάχους χρησιμοποιώντας την τεχνική χειροκίνητου τόξου, τότε τα άκρα πρέπει να υποστούν πρόσθετη επεξεργασία.
Τα στοιχεία της γεωμετρίας της σύνδεσης περιλαμβάνουν το κενό που υπάρχει μεταξύ των στοιχείων, τη γωνία κοπής, τη λοξότμηση και την απόκλιση των εξαρτημάτων που εμπλέκονται στη συγκόλληση μεταξύ τους. Η γωνία λοξοτομής καθορίζει τη γωνία κοπής, η οποία είναι καθοριστική για τη διασφάλιση της απαραίτητης πρόσβασης του τόξου σε όλο το βάθος της ραφής, πράγμα που σημαίνει την πλήρη εκτέλεση της ίδιας της ραφής. Η γωνία, ανάλογα με τον τύπο σύνδεσης και τη μέθοδο επεξεργασίας, κυμαίνεται γενικά από 20-60 ° με ανοχή 5 °. Το μέγεθος του κενού είναι 0-4 mm.