Ποιοι τύποι συγκολλήσεων υπάρχουν και τα χαρακτηριστικά τους. Είδη συγκολλήσεων Τύποι συγκολλήσεων κατά μήκος
Το τμήμα μιας μεταλλικής κατασκευής στο οποίο συνδυάζονται διαφορετικά μέρη κατά τη λειτουργία συγκόλλησης ονομάζεται σύνδεσμος συγκόλλησης. Οι συγκολλήσεις μπορεί να διαφέρουν σε αντοχή. Ο σύνδεσμος συγκόλλησης μπορεί να περιλαμβάνει μία μόνο συγκόλληση. Αυτή είναι η θέση της θερμικής επιρροής στο σημείο σύνδεσης των μετάλλων. Ως αποτέλεσμα αυτού του αποτελέσματος, το μέταλλο λιώνει και κρυσταλλώνεται όταν ψύχεται. Η ποιότητα της συγκόλλησης επηρεάζεται σε μεγάλο βαθμό από τα χαρακτηριστικά του μετάλλου στο σημείο της θερμικής κρούσης.
Τύπος σημείων συγκόλλησης ανάλογα με τον τύπο σύνδεσης
Οι συγκολλήσεις με άκρο χρησιμοποιούνται σε συνδέσμους άκρου. Πραγματοποιούνται συνεχώς. Η διαφορά είναι οι ενέργειες προετοιμασίας του αεροπλάνου στο τέλος του τμήματος και τα στοιχεία που προετοιμάζονται για επαφή. Αυτό επιτρέπει την πλήρη πρόσβαση στο σημείο συγκόλλησης και εξασφαλίζει την πιο αποτελεσματική συγκόλληση των επιπέδων σε όλο το πάχος.
Μεταξύ των ραφών πισινών, διακρίνονται διαφορετικοί τύποι:

- Μονόπλευρη και διπλής όψης χωρίς πριόνισμα άκρων.
- Με μονόπλευρο ή διπλό πριόνισμα μιας από τις άκρες.
- Με μονόπλευρο πριόνισμα και των δύο άκρων.
- Πριόνισμα V ή X.
- Διπλής όψης πριόνισμα και των δύο άκρων.
Ο γωνιακός τύπος αρμών χρησιμοποιείται όταν απαιτείται συγκόλληση συγκολλήσεων φιλέτου. Για την κατασκευή τέτοιων αρμών χρησιμοποιούνται συγκολλήσεις φιλέτου. Μπορούν να χωριστούν κατά συνέχεια και κατά χάσμα.
Οι παραπάνω τύποι μπορούν να συμπληρωθούν με μια άλλη ποικιλία που σχετίζεται τόσο με πισινό όσο και με γωνιακά. Πρόκειται για ποικιλίες φελλού και σχισμής. Ο τύπος με σχισμή χρησιμοποιείται όταν είναι απαραίτητο να λιώσει το ανώτερο στρώμα, και πιθανώς το υποκείμενο, στο κύριο στοιχείο. Στην επαφή των παχύρρευστων στρωμάτων, γίνονται ραφές με σχισμές και συνδέσεις κατά μήκος των κατασκευασμένων αεραγωγών. Σε αυτή τη μορφή θα ονομάζονται «φελλός» ή στην περίπτωση συγκόλλησης τόξου «ηλεκτρικό πριτσίνι».
Επιστροφή στα περιεχόμενα
Διάφοροι τύποι ραφών συγκόλλησης
Διαφορές στη συγκόλληση και τους τύπους ραφών συγκόλλησης ανάλογα με την παραμονή τους στο χώρο:
- συγκόλληση οριζόντιων ραφών.
- συγκόλληση ραφών οροφής.
- κάτω ραφές.
Χρησιμοποιείται για εργασίες συγκόλλησης που βρίσκονται από κάτω σε επίπεδο επίπεδο. Είναι τεχνικά τα πιο απλά στην εκτέλεση. Η υψηλή αντοχή των αρμών εξηγείται από βολικές συνθήκες στις οποίες το λιωμένο μέταλλο, κάτω από το βάρος του, ορμάει στην πισίνα συγκόλλησης, η οποία βρίσκεται οριζόντια. Αυτή η εργασία είναι η πιο εύκολη και εύκολη στην παρακολούθηση. Στις επικαλυπτόμενες κατασκευές, ο άνθρακας στην κάτω θέση είναι συνεχής, χωρίς να παράγει εγκάρσιους κραδασμούς.

Οριζόντιες συγκολλήσεις. Η διαδικασία συγκόλλησης οριζόντιων σημείων συνδέεται με ορισμένες δυσκολίες. Κατά τη διάρκεια της εγκάρσιας συγκόλλησης σε κάθετη επιφάνεια, το λιωμένο μέταλλο μπορεί να ρέει προς το κάτω άκρο. Ως αποτέλεσμα, μπορεί να εμφανιστεί μια υποκοπή στην επάνω άκρη. Η χρήση αυτής της μεθόδου στη συγκόλληση σημείων άνθρακα που παράγονται σε οριζόντια θέση είναι αρκετά απλή και δεν προκαλεί δυσκολίες. Η ίδια η εργασία είναι παρόμοια με την εργασία συγκόλλησης στην κάτω θέση και εξαρτάται από την απαιτούμενη ραφή.
Κατακόρυφες συγκολλήσεις. Κατά τη συγκόλληση κάθετων μερών, το μέταλλο από κάτω έχει σχεδιαστεί για να συγκρατεί το μέταλλο που τήκεται στην κορυφή, αλλά καταλήγει να είναι τραχύ και σαν νιφάδα. Είναι πολύ πιο δύσκολο να αποκτήσετε ποιοτική σύνδεση όταν εργάζεστε προς τα κάτω. Η συγκόλληση κάθετων ραφών σε όρθιο επίπεδο είναι δυνατή μόνο με προσανατολισμό από κάτω προς τα πάνω και αντίστροφα.
Ραφές οροφής. Ο πιο δύσκολος τύπος εργασίας συγκόλλησης για εκτέλεση. Κατά τη λειτουργία, η απελευθέρωση αερίων και σκωριών είναι δύσκολη και είναι επίσης δύσκολο να αποτραπεί η ροή του τήγματος και να επιτευχθεί σημειακή αντοχή. Όμως, παρά την τήρηση όλων των τεχνικών συγκόλλησης οροφής, οι ραφές εξακολουθούν να είναι κατώτερες σε αξιοπιστία από τις ραφές συγκόλλησης που γίνονται σε άλλες θέσεις.
Ταξινόμηση χαρακτηριστικών συγκολλημένων αρμών κατά περίγραμμα:
- συγκόλληση διαμήκων ραφών.
- δημιουργία κυκλικών ραφών.

Για την εκτέλεση εργασιών διαμήκους συγκόλλησης, είναι απαραίτητο να προετοιμάσετε σχολαστικά το μέταλλο στο σημείο της επιδιωκόμενης συγκόλλησης. Οι επιφάνειες των εξαρτημάτων πρέπει να καθαρίζονται από γρέζια, άκρες και ανωμαλίες. Στις εργασίες διαμήκους συγκόλλησης, η ραφή είναι δυνατή μόνο εάν οι απαιτούμενες επιφάνειες καθαριστούν πλήρως και απολιπανθούν.
Περιμετρικές συγκολλήσεις. Οι εργασίες συγκόλλησης σε κύκλους απαιτούν μεγάλη προσοχή και ακρίβεια· η βαθμονόμηση των ρευμάτων συγκόλλησης είναι επίσης απαραίτητη, ειδικά όταν εργάζεστε με μικρές διαμέτρους.
Η συγκόλληση των περιφερειακών ραφών ποικίλλει ως προς το περίγραμμα. Αυτοί είναι:
- κυρτός;
- κοίλος;
- διαμέρισμα.
Επιστροφή στα περιεχόμενα
Γεωμετρία συγκολλήσεων
Οι κύριες γεωμετρικές παράμετροι είναι: πλάτος, καμπυλότητα, κυρτότητα και ρίζα της άρθρωσης.
Το πλάτος είναι το κενό μεταξύ των ορατά διαφορετικών όψεων της σύντηξης μετάλλων. Η καμπυλότητα είναι το κενό μεταξύ της περιοχής που ρέει κατά μήκος των ορατών άκρων του σημείου συγκόλλησης και ενός συγκεκριμένου μετάλλου στο σημείο ακραίας κοιλότητας.
Για τη μέτρηση της κυρτότητας, προσδιορίζεται το διάκενο σε σχέση με τα επίπεδα, που ρέει κατά μήκος των ορατών άκρων της συγκόλλησης και του βασικού μετάλλου στο σημείο της μέγιστης κυρτότητας. Η ρίζα είναι η άκρη που είναι εξαιρετικά μακριά από το επίπεδο προφίλ, που είναι στην πραγματικότητα η πίσω πλευρά του.
Μπορείτε να διαιρέσετε τέτοιες ραφές σύμφωνα με τα πρότυπα διαστάσεων:
- πόδι;
- πάχος;
- ύψος σχεδίασης.

Σε μια συγκόλληση φιλέτου για συγκόλληση φιλέτου, το μήκος από το επίπεδο του πρώτου τμήματος που συγκολλάται μέχρι την άκρη της ραφής στο επόμενο μέρος είναι το σκέλος της συγκόλλησης φιλέτου. Το πόδι είναι ένα από τα σημαντικά χαρακτηριστικά που πρέπει να τηρούνται κατά τις εργασίες συγκόλλησης. Σε απλούς αρμούς άνθρακα με ένα μόνο μέγεθος, το σκέλος συγκόλλησης καθορίζεται από το μέγεθος των άκρων του. Στη συγκόλληση κατασκευών σε σχήμα Τ, το σκέλος έχει σταθερό μέγεθος και χρησιμοποιείται μία μόνο διάσταση υλικών. Και όταν χρησιμοποιούνται δομές σε σχήμα Τ διαφορετικών μεγεθών στις εργασίες συγκόλλησης, είναι ίσο με το πάχος ενός λεπτότερου μετάλλου. Το πόδι πρέπει να έχει τις σωστές διαστάσεις για να επιτευχθεί η μέγιστη αντοχή της άρθρωσης· εάν χρησιμοποιείτε πολύ μεγάλο πόδι, είναι πιθανά ελαττώματα συγκόλλησης.
Οι αρχάριοι μπορούν να διευκολύνουν την εργασία με εξαρτήματα τοποθετώντας τα για συγκόλληση "σε βάρκα". Κατά τη συγκόλληση "σε βάρκα", η πιθανότητα υπολειμμάτων μειώνεται και η κλειδαριά θα είναι ισχυρότερη.
Το πάχος μιας συγκόλλησης άνθρακα είναι η μέγιστη απόσταση από το επίπεδο της έως την επαφή της μέγιστης διείσδυσης του βασικού μετάλλου.
Τι να θυμάστε κατά τη συγκόλληση γωνιακών αρμών; Για τις συγκολλήσεις φιλέτου, ένα κοίλο επίπεδο σχήμα με ομαλή μετάβαση στη βάση θεωρείται ευνοϊκό. Αυτό οφείλεται στη δυσκολία συγκόλλησης όλου του πάχους της ρίζας σε ραφές άνθρακα. Στις περισσότερες επιλογές, το πόδι και το πάχος μετρώνται με συγκεκριμένα σχέδια.
Για να αποκτήσετε την ισχυρότερη δυνατή σύνδεση, πρέπει να ανατρέξετε σε πολλούς παράγοντες. Λαμβάνονται υπόψη κατά τον προσδιορισμό του τύπου σύνδεσης ανάλογα με τα απαιτούμενα χαρακτηριστικά των συγκολλούμενων προϊόντων.
Οι συγκολλήσεις είναι η περιοχή των τεμαχίων που συνδέονται και εκτίθεται άμεσα στη θερμότητα μιας φλόγας, ηλεκτρικού τόξου/πλάσμα ή δέσμης λέιζερ. Η εμφάνιση της συγκολλημένης άρθρωσης χρησιμοποιείται για να κριθούν τα προσόντα του συγκολλητή, ο τεχνολογικός σκοπός της κατασκευής, ακόμη και η μέθοδος συγκόλλησης.
Μια τυπική συγκόλληση περιλαμβάνει:
- Η ζώνη του εναποτιθέμενου μετάλλου (από το ηλεκτρόδιο συγκόλλησης ή από το βασικό μέταλλο των διασυνδεδεμένων τεμαχίων).
- Ζώνη μηχανικής σύντηξης.
- Θερμικά επηρεασμένη ζώνη.
- Ζώνη μετάβασης στο βασικό μέταλλο.
Κατά την εξέταση ενός τμήματος συγκόλλησης σε οποιαδήποτε περιοχή, η οριοθέτηση των παραπάνω ζωνών προσδιορίζεται πολύ καθαρά. Εξαίρεση αποτελούν οι τεχνολογίες λέιζερ για την ένωση λεπτών τοιχωμάτων και μικρών τμημάτων, όταν λόγω του ακριβούς εντοπισμού της ροής φωτός, ενδέχεται να λείπουν ορισμένες ζώνες.
Η εναποτιθέμενη μεταλλική ζώνη είναι μια συνεχής χυτή δομή, ο σχηματισμός της οποίας συμβαίνει από τη στιγμή που το ηλεκτρόδιο ή το τεμάχιο εργασίας αρχίζει να λιώνει. Στις συμβατικές μικροτομές, αυτή η ζώνη δεν είναι ορατή λόγω της ιδιαίτερα λεπτής διασποράς των σωματιδίων που την αποτελούν. Η ζώνη χαρακτηρίζεται από τη μεγαλύτερη σκληρότητα, αλλά συχνά έχει επιφανειακά ελαττώματα που προκαλούνται από τη συνδυασμένη δράση της σκωρίας συγκόλλησης, του ατμοσφαιρικού οξυγόνου, των υπολειμμάτων ροής συγκόλλησης κ.λπ.
Το μήκος της ζώνης μηχανικής σύντηξης σχετίζεται με τη δραστηριότητα θερμικής διάχυσης των μετάλλων των τμημάτων που συνδέονται. Με την έντονη διείσδυση ενός μετάλλου σε ένα άλλο, το βάθος της ζώνης σύντηξης μπορεί να φτάσει το 40-50% του όγκου της ζώνης χύτευσης. Η σύνθεση της ζώνης είναι ετερογενής: μαζί με τις δομές του βασικού μετάλλου, μπορεί να υπάρχουν εκεί διαμεταλλικές ενώσεις άνθρακα και αζώτου με στοιχεία κράματος που υπάρχουν στο βασικό μέταλλο. Τις περισσότερες φορές σε αυτή τη ζώνη υπάρχουν χονδροειδή καρβίδια βολφραμίου, χρωμίου, σιδήρου, καθώς και μικρότερα νιτρώδη των ίδιων μετάλλων.
Η θερμικά επηρεασμένη ζώνη στη δομή της μοιάζει με τις επιφανειακές ζώνες του θερμικά επεξεργασμένου μετάλλου υπό συνθήκες υψηλής ταχύτητας και επιφανειακής σκλήρυνσης ή σκλήρυνσης. Ακριβώς δίπλα στους όγκους της μηχανικής σύντηξης είναι το λεγόμενο "λευκό στρώμα" - το μη χαραγμένο μέρος του μετάλλου σε αυτή τη ζώνη. Η σκληρότητα του λευκού στρώματος είναι μέγιστη και συχνά υπερβαίνει αυτή της ζώνης μηχανικής σύντηξης. Ο λόγος για αυτό είναι οι θερμικές διεργασίες, η ενέργεια των οποίων δεν είναι πλέον αρκετή για τήξη, αλλά είναι αρκετά αρκετή για σκλήρυνση εξαιρετικά υψηλής ταχύτητας (ειδικά εάν η συγκόλληση πραγματοποιείται κάτω από ένα στρώμα αδρανούς αερίου). Περαιτέρω σε βάθος υπάρχουν ζώνες δομικών μετασχηματισμών, η σύνθεση των οποίων εξαρτάται από την ποιότητα του χάλυβα. Για παράδειγμα, μετά τη συγκόλληση ανοξείδωτου χάλυβα, το κύριο συστατικό της υπό εξέταση ζώνης είναι ο ωστενίτης, για χάλυβες εργαλείων - μαρτενσίτης κ.λπ.
Στη ζώνη μετάβασης στο βασικό μέταλλο υπάρχουν δομές από τρωστίτη, συγκρατημένο ωστενίτη, περλίτη και άλλα συστατικά που σχηματίζονται υπό συνθήκες σχετικά μικρών διαφορών θερμοκρασίας.
Η ποιότητα της συγκόλλησης καθορίζεται από τα άλματα στη σκληρότητα και τη δομική ομοιογένεια: όσο μικρότερα είναι, τόσο πιο ανθεκτική και ισχυρή θα είναι η συγκόλληση.
Έτσι, η δομή της συγκόλλησης είναι ετερογενής και μια συγκριτική ανάλυση των κύριων φυσικών και μηχανικών χαρακτηριστικών της (σκληρότητα, αντοχή, ομοιομορφία κ.λπ.) καθορίζει την ποιότητα της συγκολλημένης άρθρωσης.
Η ταξινόμηση των τύπων συγκολλημένων αρμών μπορεί να βασίζεται σε διάφορους παράγοντες: γεωμετρικούς, δομικούς, τεχνολογικούς και αντοχής.
Από την άποψη της θέσης των συγκολλημένων αρμών, χωρίζονται σε:
- Οριζόντιος.
- Κατακόρυφος.
- Κεκλιμένος.
- Κάτω.
Από όλους τους τύπους συγκολλήσεων, η κάτω, στην οποία γίνεται η κοπή των άκρων του αρχικού τεμαχίου εργασίας 
Μια οριζόντια ραφή σχηματίζεται υπό συνθήκες όταν οι προετοιμασμένες επιφάνειες βρίσκονται κάθετα στο επίπεδο του ηλεκτροδίου συγκόλλησης. Οι μέθοδοι για την παραγωγή του είναι παρόμοιες με αυτές που περιγράφονται παραπάνω, αλλά η κατανάλωση ηλεκτροδίων συγκόλλησης και ροών αυξάνεται, καθώς μέρος του τήγματος απομακρύνεται από τη βαρύτητα από τη ζώνη συγκόλλησης.
Οι συνθήκες για την παραγωγή κάθετων ραφών είναι ακόμη πιο δύσκολες. Εδώ, εκτός από την αύξηση των απωλειών μετάλλων, αυξάνεται και η ανομοιομορφία των γεωμετρικών χαρακτηριστικών: στα τελευταία τμήματα η ραφή αποδεικνύεται παχύτερη και η πιθανότητα φθοράς στις μηχανικές παραμέτρους, σε σύγκριση με τους οριζόντιους και κατώτερους τύπους, αυξάνεται.
Η χειρότερη ποιότητα είναι για κάθετες ραφές. Ακόμη και με αυτόματη συγκόλληση, οι απώλειες μετάλλων είναι υψηλές. Επιπλέον, σε αυτή την περίπτωση απαιτούνται ειδικά μέτρα ασφαλείας διεργασιών για την αποφυγή ανάφλεξης επιφανειών, τήξης γειτονικών περιοχών των τεμαχίων που ενώνονται κ.λπ. Ο αριθμός των ραφών που τοποθετούνται κάθετα κατά το σχεδιασμό συγκολλημένων κατασκευών πρέπει να είναι ελάχιστος.
Οι τύποι συγκολλημένων αρμών μπορούν επίσης να ταξινομηθούν σύμφωνα με την αρχή σχεδιασμού του σχηματισμού τους. Κατά συνέπεια, οι ραφές συγκόλλησης μπορούν να είναι: 
- Βαρέλι.
- Επικάλυψη.
- Γωνία.
- Ταβρόφ.
- Για ηλεκτρικά πριτσίνια.
Η σύνδεση πισινών θεωρείται βέλτιστη όσον αφορά την αναλογία «κόστος-αποτελεσματικότητας-δύναμης». Οι διαστάσεις της ραφής, με την κατάλληλη προετοιμασία της περιοχής της άρθρωσης (είδος κοπής, προετοιμασία άκρων, κενά), πρακτικά δεν αλλοιώνουν το σχήμα της επιφάνειας. Η ποιότητα της άρθρωσης του κοντακίου εξαρτάται από το πάχος των τεμαχίων εργασίας. Με πάχος έως 4 mm (όλες οι διαστάσεις δίνονται στο εξής σε σχέση με χάλυβες χαμηλής και μεσαίας περιεκτικότητας σε άνθρακα), εκτελείται συχνότερα μονόπλευρη κοπή άκρων, με πάχος έως 8-10 mm - διπλής όψης Σε σχήμα U/V, και με παχύτερα μέρη - σε σχήμα Χ. Κατά συνέπεια, το κενό μεταξύ των παρακείμενων μερών αλλάζει επίσης: ειδικότερα, για λεπτά τεμάχια κατεργασίας, η τιμή του δεν πρέπει να υπερβαίνει τα 1-2 mm.
Η άρθρωση του περιτυλίγματος χρησιμοποιείται για καταστάσεις όπου δεν υπάρχει αρκετός ελεύθερος χώρος για συγκόλληση με τον συνήθη τρόπο. Το πάχος των τεμαχίων δεν πρέπει να υπερβαίνει τα 8-10 mm και για να εξασφαλιστεί η ίση αντοχή, η προετοιμασία πρέπει να πραγματοποιείται και στις δύο πλευρές. Εάν η κοπή των άκρων είναι αδύνατη, τότε η διατομή πρέπει να αυξηθεί. Μια επιλογή για μια άρθρωση αγκαλιάς είναι μια σχισμή, όταν τα άκρα ενός από τα μέρη μεγεθύνονται τεχνητά για να επιτευχθεί η επιθυμητή αντοχή.
Η γωνιακή σύνδεση, με τη σειρά της, μπορεί να είναι μια τελική σύνδεση και μια "σύνδεση βάρκας" (χρησιμοποιείται όταν το άκρο ενός τμήματος είναι συγκολλημένο στην επιφάνεια ενός άλλου). Για να δώσουν δύναμη στις ραφές φιλέτου, αν είναι δυνατόν, ζεματίζονται και από τις δύο πλευρές. Η τεχνολογία συγκόλλησης φιλέτου απαιτεί υψηλότερα προσόντα του εκτελεστή. Ειδικότερα, λόγω του κινδύνου διείσδυσης μιας από τις παρακείμενες επιφάνειες, το ηλεκτρόδιο θα πρέπει να βρίσκεται σε γωνία 45-60 0 ως προς τη μεγαλύτερη πλευρά της γωνίας. Κατά τη συγκόλληση "σε βάρκα", η κατανάλωση του σύρματος συγκόλλησης αυξάνεται, το μήκος της ζώνης που επηρεάζεται από τη θερμότητα αυξάνεται και η σκληρότητά του, αντίθετα, μειώνεται. Αυτό οφείλεται στην επιδείνωση των συνθηκών αφαίρεσης θερμότητας.
Ένας σύνδεσμος Τ θεωρείται μια πιο σύνθετη εκδοχή μιας γωνιακής σύνδεσης, όταν και οι δύο φλάντζες ενός τέτοιου σύνθετου προφίλ σχηματίζονται με συγκόλληση. Η προετοιμασία των άκρων σε αυτή την περίπτωση δεν είναι απαραίτητη, αλλά υπάρχουν ορισμένοι περιορισμοί στην κατεύθυνση του συγκρατούμενου ηλεκτροδίου, το οποίο θα πρέπει να βρίσκεται σε γωνία όχι μεγαλύτερη από 60 0 ως προς το κατακόρυφο τοίχωμα του ΤΕ. Με τη μέθοδο T-beam, η πιθανότητα ελαττωμάτων είναι μεγαλύτερη (όπως και η κατανάλωση σύρματος συγκόλλησης, αφού η συγκόλληση πρέπει να πραγματοποιηθεί σε πολλά περάσματα του φακού).
Όταν δεν υπάρχουν ειδικές απαιτήσεις για τη στεγανότητα της τελικής άρθρωσης, χρησιμοποιείται ραφή για ηλεκτρικά πριτσίνια. Τα προϊόντα που προετοιμάζονται για ένωση πιέζονται σφιχτά το ένα πάνω στο άλλο με τις επίπεδες επιφάνειές τους και στη συνέχεια δημιουργείται μια τρύπα στο επάνω μέρος με οποιοδήποτε μέσο. Ένας φακός εισάγεται σε αυτό και το μέταλλο λιώνει, το οποίο στη συνέχεια διεισδύει στο εσωτερικό, συγκολλώντας τα προϊόντα μεταξύ τους. Αυτή η μέθοδος είναι εξαιρετικά οικονομική και, με την επακόλουθη λείανση, παρέχει την επιθυμητή εμφάνιση της επιφάνειας.
Η ταξινόμηση των συγκολλήσεων βοηθά στην επιλογή της βέλτιστης ακολουθίας για την παραγωγή τους.
Κύρια χαρακτηριστικά της ραφής συγκόλλησης
Υπάρχουν γεωμετρικές και τεχνολογικές παράμετροι της συγκόλλησης. Οι γεωμετρικές διαστάσεις περιλαμβάνουν διαστάσεις διατομής - πλάτος, πάχος και ύψος πάνω από το κύριο επίπεδο. Οι τύποι των αρμών συγκόλλησης επηρεάζονται επίσης από τεχνολογικές παραμέτρους: το σκέλος και η ρίζα της άρθρωσης, η κυρτότητα/κοιλότητα της, καθώς και η αναλογία του όγκου του μετάλλου συγκόλλησης προς τη συνολική επιφάνεια της συγκολλημένης άρθρωσης. 
Οι τύποι των συγκολλήσεων, ιδίως το πλάτος, το ύψος και το πάχος, εξαρτώνται από τις απαιτούμενες ιδιότητες αντοχής της σύνδεσης. Αυτή η σχέση δεν είναι σαφής: μια υπερβολικά μαζική συγκόλληση, αντίθετα, μειώνει την ποιότητα της σύνδεσης, καθώς η πρόσφυση των ζωνών επιφανείας και μηχανικής τήξης εξασθενεί και η ποιότητα της επιφάνειας μπορεί να επιδεινωθεί λόγω της παρουσίας ενός σφαιριδίου συγκόλλησης. καθώς και η εντατικοποίηση των διεργασιών οξείδωσης και απανθράκωσης του υλικού των εξαρτημάτων.
Η ταξινόμηση των συγκολλήσεων και το σχήμα της επιφάνειάς τους είναι επίσης σημαντικά από την άποψη της ανθεκτικότητας των τελικών κατασκευών. Οι κοίλες ραφές, που σχηματίζονται σύμφωνα με την παραβολική εξάρτηση του ύψους της ραφής από το πάχος της, μειώνουν το επίπεδο των εσωτερικών τάσεων και ελαχιστοποιούν τις υπολειπόμενες παραμορφώσεις. Αντίθετα, ακόμη και οι ραφές, όταν διατηρούνται αιχμηρές γωνίες κατά τη μετάβαση από μια επιφάνεια σε μια γειτονική, αυξάνουν το επίπεδο των υπολειμματικών τάσεων και παραμορφώσεων.
Το σχήμα της διατομής μιας ένωσης συγκόλλησης μπορεί να βελτιστοποιηθεί χρησιμοποιώντας τους ακόλουθους πρακτικούς παράγοντες:
- Για την καλύτερη αναλογία πλάτους προς ύψος - 1,2-1,5.
- Για την καλύτερη αναλογία πλάτους προς κυρτότητα - όχι περισσότερο από 8.
- Για την καλύτερη αναλογία επιφάνειας συγκόλλησης προς μεταλλικό εμβαδόν στη ζώνη άρθρωσης - 0,85-1,0.
Τα είδη των συγκολλήσεων και η τεχνολογία παραγωγής τους καθορίζουν την ποιότητα της διαδικασίας. Για την αξιολόγηση, χρησιμοποιούνται παράμετροι όπως το βάθος διείσδυσης μετάλλου και ο αριθμός των περασμάτων.
Το βάθος διείσδυσης καθορίζει την ομοιογένεια της δομής στη ζώνη της άρθρωσης. Είναι αποδεκτό στην περιοχή 0,5-0,8 (με χαμηλότερες τιμές, η αντοχή της συγκολλημένης άρθρωσης επιδεινώνεται και με αυξημένες τιμές, αυξάνεται ο κίνδυνος διείσδυσης).
Ο αριθμός των περασμάτων εξαρτάται από τη μέθοδο κοπής των άκρων και το πάχος των στοιχείων που συνδέονται. Με αυξημένα κενά και ένα συμβατικό προφίλ ακμών (λοξότμητο), ο αριθμός των περασμάτων και το πλάτος των κραδασμών του πυρσού πρέπει να αλλάξει, γεγονός που αυξάνει το επίπεδο των εσωτερικών τάσεων συγκόλλησης. Το πρόβλημα (για τη συγκόλληση παχιών φύλλων) εξαλείφεται με τη βελτιστοποίηση του σχήματος της προετοιμασίας της ακμής. Ο αριθμός των περασμάτων για βαθιές ραφές μπορεί να φτάσει τα 6-8, ενώ προσπαθείτε πρώτα να γεμίσετε το κύριο κενό (μεταξύ των άκρων) και στη συνέχεια να συγκολλήσετε την ένωση και στις δύο πλευρές.
Η ποιότητα των συγκολλήσεων και των αρμών επηρεάζεται επίσης από τις σχετικές διαστάσεις της ρίζας σε σχέση με το πόδι και το ύψος. Εάν η ρίζα της συγκόλλησης είναι μικρότερη από τις καθορισμένες παραμέτρους, τότε η ποιότητα της τελικής άρθρωσης θα είναι χειρότερη λόγω του μειωμένου βάθους διείσδυσης μετάλλων. Υπό στατικά φορτία στη σύνδεση αυτή η περίσταση δεν είναι κρίσιμη, αλλά υπό δυναμικά φορτία μπορεί να προκαλέσει καταστροφή της συγκολλημένης κατασκευής.
Η ταξινόμηση των ραφών συγκόλλησης βασίζεται στην τεχνολογία σχηματισμού τους, την αναλογία των γεωμετρικών διαστάσεων και την αλληλουχία συγκόλλησης.
Για να μάθετε πώς να μαγειρεύετε καλά, δεν αρκεί να κυριαρχήσετε μόνο στο να κρατάτε το ηλεκτρικό τόξο. Επιπλέον, πρέπει να καταλάβετε ποιοι τύποι συγκολλημένων αρμών και ραφών υπάρχουν. Οι αρχάριοι συγκολλητές συχνά κάνουν σοβαρά λάθη, για παράδειγμα, δεν συγκολλούν το μέταλλο. Και συμβαίνει ότι τα τελειωμένα εξαρτήματα έχουν ασθενή αντοχή στη θραύση. Ποιός είναι ο λόγος? Πρώτα απ 'όλα, σε λάθος επιλογή τύπου σύνδεσης, σφάλματα στην τεχνολογία. Σήμερα σας προσκαλούμε να μιλήσουμε για διαφορετικούς τύπους συγκόλλησης, τύπους συγκολλημένων αρμών, καθώς και ελαττώματα!
Ραφή συγκόλλησης: ορισμός
Αρχικά, ας ορίσουμε τον ορισμό της ραφής συγκόλλησης. Αυτό είναι το όνομα που δόθηκε στο κρυσταλλωμένο μέταλλο που ήταν σε λιωμένη κατάσταση τη στιγμή της συγκόλλησης.
Η δομή της ραφής συγκόλλησης περιλαμβάνει:
- εναποτιθέμενη μεταλλική ζώνη.
- ζώνη μηχανικής σύντηξης.
- θερμότητα επηρεασμένη ζώνη?
- ζώνη μετάβασης στο βασικό μέταλλο.
Συγκολλημένη άρθρωση: τι είναι;
Ένας συγκολλημένος σύνδεσμος ορίζεται συνήθως ως ένα περιορισμένο τμήμα μιας κατασκευής που περιέχει μία ή περισσότερες συγκολλήσεις. Είναι από την εμφάνιση της σύνδεσης που ένας ειδικός μπορεί να καθορίσει τα προσόντα του συγκολλητή και να καταλάβει ποια μέθοδος συγκόλλησης χρησιμοποιήθηκε. Η συγκολλημένη σύνδεση λέει επίσης για τον τεχνολογικό σκοπό της δομής.
Συγκολλήσεις: ταξινόμηση
Οι έμπειροι συγκολλητές λένε: η ταξινόμηση των τύπων συγκόλλησης μπορεί να βασίζεται σε διάφορους παράγοντες, για παράδειγμα δομικούς και αντοχής, γεωμετρικούς και τεχνολογικούς. Εάν λάβουμε υπόψη τις ραφές από την άποψη της θέσης, μπορούν να χωριστούν σε χαμηλότερες, κεκλιμένες, οριζόντιες και κάθετες.
Η κάτω ραφή μπορεί να ονομαστεί όχι μόνο η απλούστερη, αλλά και η πιο ανθεκτική. Το γεγονός είναι ότι η βαρύτητα του μετάλλου καθιστά δυνατή την καλύτερη πλήρωση των κενών μεταξύ των επιφανειών που συνδέονται. Επιπλέον, αυτός ο τύπος είναι ο πιο οικονομικός. Υπάρχουν ορισμένες προϋποθέσεις, για παράδειγμα, ο καυστήρας ή το ηλεκτρόδιο πρέπει να κατευθύνονται από πάνω προς τα κάτω.

Μια οριζόντια ραφή σχηματίζεται συνήθως όταν οι επιφάνειες είναι κάθετες στο επίπεδο του ηλεκτροδίου. Η κατανάλωση ροών και ηλεκτροδίων με αυτόν τον τύπο αυξάνεται σημαντικά. Εάν η ραφή τραβιέται αργά, είναι δυνατές σταγόνες και αν γίνει γρήγορα, μπορεί να εμφανιστούν άψητα σημεία.
Είναι πολύ πιο δύσκολο να κάνετε μια κάθετη ραφή υψηλής ποιότητας. Εδώ, η απώλεια μετάλλου αυξάνεται, η ανομοιομορφία αυξάνεται (στο τελικό στάδιο της συγκόλλησης, η ραφή αποδεικνύεται παχύτερη). Αυτή η μέθοδος απαιτεί μια ορισμένη ταξινόμηση του συγκολλητή. Συνήθως χρησιμοποιείται για τη συγκόλληση σωλήνων ή για τη στερέωση μεγάλων κατασκευών.
Οι συγκολλητές θεωρούν ότι η συγκόλληση οροφής είναι η πιο δύσκολη. Πώς παράγεται; Η ραφή εφαρμόζεται με διακεκομμένο τόξο. Η τρέχουσα ισχύς είναι μικρή. Αυτός ο τύπος χρησιμοποιείται συνήθως κατά τη συγκόλληση σωλήνων που δεν μπορούν να περιστραφούν.
Συγκολλημένοι σύνδεσμοι: τύποι και τύποι
Προτείνουμε να μιλήσουμε για το ποιοι τύποι συγκολλημένων αρμών υπάρχουν ανάλογα με τους τύπους των επιφανειών σύνδεσης. Ανάλογα με παράγοντες όπως το πάχος του μετάλλου, το γεωμετρικό σχήμα των εξαρτημάτων και η απαιτούμενη στεγανότητα της άρθρωσης, οι συγκολλημένοι σύνδεσμοι μπορούν να χωριστούν σε:
- Τ-ράβδοι;
- επικάλυψη;
- βαρέλι;
- γωνία.
Όλοι οι τύποι συγκολλημένων αρμών έχουν το δικό τους σκοπό, ο οποίος ταιριάζει στις συγκεκριμένες ανάγκες των τελικών στοιχείων. Σας προσκαλούμε να εξετάσετε αυτούς τους τύπους με περισσότερες λεπτομέρειες!

Αρθρωση
Ο πιο συνηθισμένος τύπος συγκολλημένης άρθρωσης είναι ο πισινός. Χρησιμοποιείται κατά τη συγκόλληση των άκρων σωλήνων, χαλύβδινων φύλλων ή οποιωνδήποτε γεωμετρικών σχημάτων.
Τα μέρη που ενώνονται από άκρη σε άκρη διαφέρουν ως προς το πάχος του προϊόντος και την πλευρά της ραφής. Μπορούν να διακριθούν αρκετοί υποτύποι συνδέσεων:
- μονόπλευρη κανονική?
- μονόπλευρη, στην οποία οι άκρες επεξεργάζονται υπό γωνία 45 μοιρών.
- μονόπλευρη, στην οποία η μία άκρη επεξεργάζεται υπό γωνία 45 μοιρών.
- μονόπλευρη, στην οποία η άκρη και στα δύο μέρη αφαιρείται με φρέζα.
- διπλής όψης, που περιλαμβάνει την κοπή των άκρων υπό γωνία 45 μοιρών σε κάθε πλευρά.
Είναι σημαντικό να σημειωθεί ότι με αυτόν τον τύπο συγκολλημένου αρμού, το πάχος των συγκολλημένων επιφανειών παίζει σημαντικό ρόλο. Εάν δεν είναι πάνω από 4 χιλιοστά, τότε χρησιμοποιείται ράμμα μονής όψης, αλλά εάν το πάχος υπερβαίνει τα 8 χιλιοστά, το ράμμα πρέπει να εφαρμοστεί και στις δύο πλευρές. Εάν το πάχος του προϊόντος υπερβαίνει τα 5 mm, αλλά η ραφή πρέπει να εφαρμοστεί μόνο στη μία πλευρά, αποκτώντας έτσι υψηλή αντοχή, οι άκρες πρέπει να διαχωριστούν. Πρέπει να το κάνετε με λίμα ή μύλο· αρκεί μια λοξότμηση 45 μοιρών.

Τσόντα
Υπάρχουν πολλές επιλογές γωνιακής σύνδεσης:
- μονόπλευρη - τόσο με όσο και χωρίς προκαταρκτική κοπή.
- διπλής όψης - κανονικό και με κοπή.
Χρησιμοποιώντας αυτή τη σύνδεση, μπορείτε να στερεώσετε δύο στοιχεία μεταξύ τους σε οποιαδήποτε γωνία. Σε αυτή την περίπτωση, η πρώτη ραφή θα είναι εσωτερική και η δεύτερη - εξωτερική. Αυτός ο τύπος είναι ιδανικός για τη συγκόλληση διαφόρων κουβούκλων και κουφωμάτων, αμαξωμάτων φορτηγών και πλαισίων κιόσκι.
Εάν πρέπει να συνδέσετε δύο πλάκες διαφορετικού πάχους, αυτός ο τύπος συγκολλημένου αρμού, σύμφωνα με το GOST, πρέπει να εκτελεστεί ως εξής: η παχύτερη πλάκα πρέπει να τοποθετηθεί στο κάτω μέρος και η λεπτότερη πρέπει να τοποθετηθεί στην άκρη της. Σε αυτήν την περίπτωση, το ηλεκτρόδιο ή ο καυστήρας θα πρέπει να κατευθύνονται στο παχύ τμήμα - με αυτόν τον τρόπο δεν θα υπάρχουν εγκαύματα ή υποκοπές στο εξάρτημα.

Άρθρωση αγκαλιάς
Δύο πλάκες μπορούν να συγκολληθούν όχι μόνο από άκρο σε άκρο, αλλά και να επικαλύπτονται - τραβώντας ελαφρά τη μία στην επιφάνεια της δεύτερης. Οι ειδικοί συνιστούν τη χρήση αυτού του τύπου συγκολλημένων αρμών όπου απαιτείται μεγαλύτερη αντοχή σε εφελκυσμό. Η ραφή πρέπει να τοποθετηθεί σε κάθε πλευρά - αυτό όχι μόνο θα αυξήσει την αντοχή, αλλά και θα αποτρέψει τη συσσώρευση υγρασίας στο εσωτερικό του τελικού προϊόντος.
Τ-άρθρωση
Αυτός ο τύπος είναι παρόμοιος με μια γωνιακή σύνδεση, αλλά υπάρχουν διαφορές - η πλάκα, που συνδέεται με μια άκρη, δεν πρέπει να τοποθετείται στην άκρη της κάτω βάσης, αλλά σε μικρή απόσταση.
Ταξινόμηση ανά τεχνολογία και σχήμα ραφής
Οι συγκολλητές διακρίνουν τους τύπους συγκολλημένων αρμών με βάση τον τύπο των συγκολλήσεων. Η ραφή μπορεί να είναι:
- Λείος. Επιτυγχάνεται με τις βέλτιστες ρυθμίσεις της μηχανής συγκόλλησης και με την άνετη θέση της.
- Κυρτός. Μια τέτοια ραφή μπορεί να ληφθεί με χαμηλό ρεύμα και να διέρχεται από πολλά στρώματα. Μια κυρτή ραφή απαιτεί μηχανική κατεργασία.
- Κοίλος. Μια τέτοια ραφή μπορεί να επιτευχθεί μόνο με αυξημένη ένταση ρεύματος. Αυτός ο τύπος συγκόλλησης έχει εξαιρετική διείσδυση και δεν απαιτεί λείανση.
- Στερεός. Για να κάνετε συνεχή ραφή υψηλής ποιότητας, πρέπει να το κάνετε συνεχώς. Αυτό θα αποτρέψει την εμφάνιση συριγγίων.
- Διακοπτόμενη. Αυτή η ραφή πρέπει να χρησιμοποιείται για προϊόντα κατασκευασμένα από λεπτά φύλλα.
Ένας συγκολλητής που είναι εξοικειωμένος με τους κύριους τύπους αρμών και τις θεμελιώδεις διαφορές τους μπορεί να επιλέξει σωστά τον τύπο συγκόλλησης που μπορεί να ικανοποιήσει τις βασικές απαιτήσεις για αντοχή και στεγανότητα.
Ελαττώματα σε συγκολλημένες αρθρώσεις: τύποι, περιγραφή, αιτίες
Οι συγκολλημένοι σύνδεσμοι μπορούν να έχουν διάφορα αποτελέσματα που επηρεάζουν την αντοχή και τη στεγανοποίηση. Είναι σύνηθες να χωρίζουμε όλους τους τύπους ελαττωμάτων σε τρεις κατηγορίες:
- εσωτερικά (αυτά περιλαμβάνουν έλλειψη διείσδυσης, πορώδες και ξένα εγκλείσματα).
- εξωτερικές (συμπεριλαμβανομένων ρωγμών, υπολειμμάτων, κρατήρων, χαλάρωσης).
- μέσω (εδώ μπορείτε να επισημάνετε εγκαύματα και ρωγμές).

Ας μιλήσουμε λεπτομερέστερα για κάθε είδος ελαττώματος.
Ρωγμές
Αυτός ο τύπος ελαττώματος θεωρείται ο πιο επικίνδυνος, μπορεί να οδηγήσει σε ταχεία καταστροφή συγκολλημένων κατασκευών. Οι ρωγμές διακρίνονται από το μέγεθός τους (υπάρχουν μακρο- και μικρορωγμές) και από το χρόνο εμφάνισης (κατά τη διαδικασία συγκόλλησης εξαρτημάτων ή μετά). Ο λόγος για την εμφάνιση ρωγμών είναι η μη συμμόρφωση με την τεχνολογία συγκόλλησης, η λανθασμένη επιλογή υλικών για συγκόλληση ή η πολύ γρήγορη ψύξη της δομής.
Μπορείτε να διορθώσετε μια ρωγμή ως εξής: τρυπήστε την αρχή και το τέλος της, αφαιρέστε τη ραφή και συγκολλήστε τη.
Undercuts
Οι υποχωρήσεις είναι οι κοιλότητες μεταξύ της ραφής και του μετάλλου. Η ραφή γίνεται αδύναμη λόγω αυτού του ελαττώματος. Ο λόγος για την εμφάνιση υποτιμήσεων είναι η αυξημένη τρέχουσα τιμή. Μια υποκοπή εμφανίζεται συνήθως σε οριζόντιες ραφές. Αυτό το ελάττωμα μπορεί να εξαλειφθεί με την τοποθέτηση μιας λεπτής συγκόλλησης κατά μήκος της γραμμής υποκοπής.

υπερτάσεις
Ένα τέτοιο ελάττωμα μπορεί να εμφανιστεί όταν λιωμένο μέταλλο ρέει πάνω στο βασικό μέταλλο χωρίς να σχηματίσει ομοιογενή ένωση. Οι λόγοι για την εμφάνιση της χαλάρωσης είναι απλοί - το βασικό μέταλλο δεν θερμαίνεται, ο συγκολλητής χρησιμοποιεί υπερβολική ποσότητα υλικού πλήρωσης. Το ελάττωμα μπορεί να εξαλειφθεί με το κόψιμο, φροντίζοντας να ελέγξετε για έλλειψη διείσδυσης.
Εγκαύματα
Τα εγκαύματα είναι ελαττώματα που εκδηλώνονται μέσω της διείσδυσης και της διαρροής υγρού μετάλλου. Σε αυτή την περίπτωση, από την άλλη πλευρά, κατά κανόνα, εμφανίζεται μια πτώση. Η αιτία των εγκαυμάτων είναι το υψηλό ρεύμα συγκόλλησης, η αργή κίνηση του ηλεκτροδίου, το ανεπαρκές πάχος της επένδυσης ή το πολύ μεγάλο κενό μεταξύ των άκρων του συγκολλούμενου μετάλλου. Μπορείτε να διορθώσετε ένα κάψιμο: απλώς καθαρίστε και συγκολλήστε την περιοχή του ελαττώματος.
Έλλειψη διείσδυσης
Η έλλειψη διείσδυσης αναφέρεται στην τοπική έλλειψη σύντηξης του εναποτιθέμενου μετάλλου με το βασικό μέταλλο. Η έλλειψη διείσδυσης μπορεί επίσης να ονομαστεί μη πλήρωση του τμήματος ραφής. Αυτός ο τύπος ελαττώματος μειώνει την αντοχή της ραφής και προκαλεί καταστροφή της τελικής κατασκευής. Ο λόγος έγκειται στο χαμηλό ρεύμα συγκόλλησης, στην παρουσία σκωρίας ή σκουριάς στα συγκολλούμενα μέρη. Για να διορθώσετε το σφάλμα, πρέπει να κόψετε την έλλειψη σύντηξης και να συγκολλήσετε τα εξαρτήματα.
Κρατήρες
Οι καταβολές που ονομάζονται κρατήρες προκαλούνται συνήθως από ένα σπασμένο τόξο συγκόλλησης. Εάν εμφανιστεί ένα τέτοιο ελάττωμα, είναι απαραίτητο να το κόψετε στο βασικό μέταλλο και να το συγκολλήσετε προσεκτικά.

συρίγγια
Αυτή είναι η κοινή ονομασία για τις κοιλότητες που μειώνουν την αντοχή της ραφής. Είναι λόγω των συριγγίων που μπορούν να σχηματιστούν ρωγμές. Η αποκοπή του ελαττώματος και η συγκόλληση θα διορθώσουν την κατάσταση.
Αραιότητα της ύλης
Τι είναι το πορώδες; Πρόκειται για κοιλότητες που είναι γεμάτες με αέρια. Ο λόγος για την εμφάνισή τους είναι ο έντονος σχηματισμός αερίου μέσα στο μέταλλο. Τα μεγέθη των πόρων μπορεί να είναι είτε μικροσκοπικά είτε να φτάνουν αρκετά χιλιοστά. Για να αποφευχθεί το πορώδες, το μέταλλο πρέπει να καθαρίζεται από ακαθαρσίες και ξένες ουσίες. Είναι απαραίτητο το ηλεκτρόδιο να μην είναι υγρό. Εάν έχει ήδη γίνει κάποιο λάθος, η πορώδης ζώνη πρέπει να κοπεί στο βασικό μέταλλο και να συγκολληθεί, ακολουθώντας την τεχνολογία.
Υπερθέρμανση και εξάντληση
Αυτά τα ελαττώματα εμφανίζονται ως αποτέλεσμα υψηλού ρεύματος συγκόλλησης ή ανεπαρκούς ταχύτητας συγκόλλησης. Εξαιτίας αυτού, το τελικό προϊόν γίνεται πολύ εύθραυστο. Το καμένο μέταλλο μπορεί να κοπεί μόνο και τα μέταλλα μπορούν να συγκολληθούν ξανά.
Έλεγχος συγκόλλησης
Τώρα ας δούμε τους τύπους επιθεώρησης των συγκολλημένων αρμών. Υπάρχουν οι ακόλουθες μέθοδοι:
- οπτική επιθεώρηση;
- χημική ανάλυση;
- μεταφωτισμός με ακτίνες γάμμα ή ακτίνες Χ.
- μεταλλογραφική ανάλυση;
- υπερηχητική ή μαγνητική ανίχνευση ελαττωμάτων.
- μηχανικές δοκιμές.

Υπάρχει ένας πολύ σημαντικός κανόνας - για αξιόπιστο έλεγχο, είναι επιτακτική ανάγκη να καθαρίσετε την άρθρωση από σκωρίες, άλατα και πιτσίλισμα συγκόλλησης!
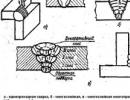
Οι κύριοι τύποι συγκολλημένων αρμών είναι οι πισινός, οι γωνιακοί, οι T και οι αγκαλιές:
- πισινό (C)– τα μέρη συνδέονται μεταξύ τους κατά μήκος των ακραίων επιφανειών (Εικ. 1α).
- γωνία (U) – τα μέρη βρίσκονται υπό γωνία και συνδέονται κατά μήκος των άκρων έξω από τη γωνία (Εικ. 1β).
- μπλουζάκι (Τ)– τα μέρη σχηματίζουν το σχήμα του γράμματος T (Εικ. 1γ).
- επικάλυψη (N)– τα μέρη επικαλύπτονται εν μέρει μεταξύ τους (Εικ. 1δ).
Οι ραφές αυτών των αρμών χαρακτηρίζονται με ένα γράμμα με δείκτη που αντιστοιχεί στην ειδική φύση της ραφής (Πίνακας 3). Οι ραφές των συγκολλημένων αρμών γίνονται χωρίς λοξότμητο άκρων, με λοξότμητο μιας άκρης, με λοξότμηση δύο άκρων και σε αρμούς κοντακίου με φλάντζα δύο άκρων.



Α Β Γ Δ)
Εικόνα 1 – Κύριοι τύποι συγκολλημένων αρμών:
α) πισινό? β) γωνιακή? γ) T-bar; δ) επικάλυψη
3 Συμβατικές εικόνες και ονομασίες συγκολλήσεων
Για κάθε μέθοδο συγκόλλησης, έχουν αναπτυχθεί πρότυπα που υποδεικνύουν τα δομικά στοιχεία των ραφών, τα σύμβολα και τα σύμβολά τους.
Ανάλογα με τη φύση των ραφών, μπορεί να είναι σημειακές, διακοπτόμενες, συνεχείς, δηλ. στερεός. Μια διακοπτόμενη ραφή γίνεται είτε σε βελονιά αλυσίδας είτε σε μοτίβο σκακιέρας.
Οι συμπαγείς ορατές ραφές συγκολλημένων αρμών απεικονίζονται ως μια συμπαγής κύρια γραμμή (Εικ. 2α). και τα αόρατα – διακεκομμένα (Εικ. 2β). Στην περίπτωση αυτή, η πλευρά από την οποία εκτελείται η συγκόλληση λαμβάνεται ως η μπροστινή πλευρά της μονόπλευρης ραφής της συγκολλημένης άρθρωσης. Η μπροστινή πλευρά της ραφής διπλής όψης μιας συγκολλημένης άρθρωσης με ασύμμετρα προετοιμασμένες άκρες θεωρείται αυτή με την οποία συγκολλάται η κύρια ραφή. Οποιαδήποτε πλευρά μπορεί να θεωρηθεί ως η μπροστινή πλευρά μιας ραφής διπλής όψης με συμμετρικά προετοιμασμένες άκρες.

Εικόνα 2 – Συμβατικές εικόνες ραφών:
α) ορατό· β) αόρατο
Ορατά μεμονωμένα σημεία συγκόλλησης, ανεξάρτητα από τη μέθοδο συγκόλλησης, απεικονίζονται συμβατικά ως τεμνόμενες λεπτές συμπαγείς γραμμές μήκους 5...10 mm (Εικ. 2α). Τα αόρατα μεμονωμένα σημεία δεν εμφανίζονται στα σχέδια.
Εάν υπάρχουν πολλές πανομοιότυπες ραφές στο σχέδιο, τα σύμβολα εφαρμόζονται σε μία εικόνα και οι γραμμές οδηγών με ράφια σχεδιάζονται από τις υπόλοιπες (Εικ. 3α, β).
Στις ίδιες ραφές εκχωρείται ένας αριθμός, ο οποίος τοποθετείται σε μια γραμμή οδηγού με ένα ράφι στο οποίο βρίσκεται η ονομασία της ραφής και υποδεικνύεται ο αριθμός των ραφών (Εικ. 3α).
Για τις υπόλοιπες συγκολλήσεις εφαρμόζεται μόνο ο αριθμός ραφής, αντίστοιχα, πάνω από τη φλάντζα ή κάτω από τη φλάντζα της γραμμής οδηγού, ανάλογα με την ορατότητα της συγκόλλησης (Εικ. 3β).

Εικόνα 3 – Συμβατικές εικόνες όταν υπάρχουν πανομοιότυπες ραφές στο σχέδιο:
α) μία εικόνα. β) για πανομοιότυπες εικόνες. γ) απλοποιημένα ή όλες οι ραφές στο σχέδιο είναι ίδιες.
Εάν όλες οι ραφές στο σχέδιο είναι ίδιες και φαίνονται στην ίδια πλευρά (μπροστά ή πίσω), δεν τους εκχωρείται σειριακός αριθμός και οι ραφές χωρίς προσδιορισμό επισημαίνονται με γραμμές οδηγού, χωρίς ράφια (Εικ. 3γ).
Μια γραμμή οδηγός για την ένδειξη της συγκόλλησης σχεδιάζεται από την πλευρά της συγκόλλησης και κατά προτίμηση στην εικόνα του τμήματος όπου η συγκόλληση σχεδιάζεται σε πλήρες μέγεθος.
Σε ένα σχέδιο ενός συμμετρικού προϊόντος, επιτρέπεται η επισήμανση ραφών μόνο σε ένα μέρος της εικόνας.
Το σύμβολο της ραφής εφαρμόζεται:
Στο ράφι υπάρχει μια γραμμή οδηγού που σχεδιάζεται από την εικόνα της ραφής στην μπροστινή πλευρά (Εικόνα 3α).
Κάτω από το ράφι υπάρχει μια γραμμή οδηγού που σχεδιάζεται από την εικόνα της ραφής στην πίσω πλευρά (Εικ. 3β). Σε αυτή την περίπτωση, είναι προτιμότερο να σχεδιάσετε μια γραμμή οδηγού από την εικόνα της ορατής ραφής.
Μια γραμμή οδηγού που προέρχεται από την εικόνα μιας ραφής ή ενός μόνο σημείου συγκόλλησης τελειώνει πάντα με ένα μονόδρομο βέλος (Εικ. 3). Εάν η ραφή συγκόλλησης είναι αόρατη, τότε σχεδιάζεται ένα μονόπλευρο βέλος στην κορυφή της γραμμής οδηγού, εάν η ραφή είναι αόρατη - στο κάτω μέρος (Εικ. 3α, β).
Οι ίδιες απαιτήσεις για όλες τις ραφές ή για μια ομάδα ραφών δίνονται μία φορά στις τεχνικές απαιτήσεις ή στον πίνακα ραφών (Εικ. 4). Στην περίπτωση αυτή, στην εικόνα αναγράφεται μόνο ο σειριακός αριθμός της συγκόλλησης.

Εικόνα 4 – Τραπέζι ραφής
Το σύμβολο για τυπικές συγκολλημένες αρθρώσεις σύμφωνα με το GOST 2.312-72 εφαρμόζεται σύμφωνα με το διάγραμμα σύμφωνα με το σχήμα 5.

Εικόνα 5 – Διάγραμμα συμβόλων για τυπικές συγκολλήσεις.
Το σύμβολο για ραφές σε συγκολλημένες ενώσεις με παύλες περιλαμβάνει:
1. Βοηθητικά σημάδια ραφής κατά μήκος κλειστής γραμμής και ραφή συναρμολόγησης (βλ. Πίνακα 2).
2. Καθορισμός του προτύπου για τους τύπους και τα δομικά στοιχεία των συγκολλημένων αρμών (για παράδειγμα, GOST 5264-80, βλέπε Πίνακα 1).
3. Αλφαριθμητικός χαρακτηρισμός της ραφής σύμφωνα με το πρότυπο για τους τύπους και τα δομικά στοιχεία των ραφών σε συγκολλημένες αρθρώσεις (για παράδειγμα, C2, βλέπε Πίνακας 3).
4. Σύμβολο της μεθόδου συγκόλλησης σύμφωνα με το πρότυπο για τους τύπους και τα δομικά στοιχεία των συγκολλημένων αρμών (για παράδειγμα, Α, αλλά μπορεί να μην υποδεικνύεται).
Πίνακας 2 - Βοηθητικές πινακίδες για την ένδειξη συγκόλλησης ραφής
|
Έννοια του σημείου |
Εφαρμογή σημάδι στον προσδιορισμό της ραφής στο σχέδιο |
|
|
Η ραφή είναι διακοπτόμενη ή σημειακή με διάταξη αλυσίδας. Γωνία γραμμής 60 Η ραφή διακόπτεται ή είναι διάστικτη με διάταξη σκακιέρας Ραφή κατά μήκος μιας κλειστής γραμμής. Διάμετρος πινακίδας – 3…5mm Ραφή κατά μήκος μιας ανοιχτής γραμμής. Το σήμα χρησιμοποιείται εάν η θέση της ραφής είναι ξεκάθαρη από το σχέδιο Η ραφή πρέπει να γίνεται κατά την εγκατάσταση του προϊόντος, δηλ. κατά την τοποθέτησή του σύμφωνα με το σχέδιο εγκατάστασης στον τόπο χρήσης του Αφαιρέστε την ενίσχυση ραφής Διαδικασία χαλάρωσης και ανομοιομορφίας της ραφής με ομαλή μετάβαση στο βασικό μέταλλο |
|

5. Σήμα του σκέλους της συγκόλλησης (ισοσκελές ορθογώνιο τρίγωνο) και το μέγεθος του σκέλους (πάχος) της ραφής, σύμφωνα με το πρότυπο για τους τύπους και τα δομικά στοιχεία των ραφών σε συγκολλημένες αρθρώσεις (για παράδειγμα, 5, Πίνακας 3). Το πάχος της ραφής πρέπει να κυμαίνεται από 4 mm έως 1,2 φορές το πάχος των στοιχείων που συνδέονται ή είναι ίσο. Η ταμπέλα είναι φτιαγμένη με συμπαγείς λεπτές γραμμές. Το ύψος της πινακίδας πρέπει να είναι το ίδιο με το ύψος των αριθμών που περιλαμβάνονται στον χαρακτηρισμό της ραφής.
6. Για μια διακοπτόμενη ραφή - το μήκος του συγκολλημένου τμήματος, το σύμβολο / ή το Z και το μέγεθος του βήματος (για παράδειγμα, 5/40, 6 Z 70).
Για ένα μόνο σημείο συγκόλλησης - το μέγεθος της υπολογισμένης διαμέτρου του σημείου (για παράδειγμα, 6).
Για ηλεκτρική συγκόλληση με σημείο αντίστασης ή ηλεκτροσυγκόλληση με πριτσίνια - το μέγεθος της υπολογισμένης διαμέτρου του σημείου ή του ηλεκτρικού πριτσινιού. σύμβολο / ή Z και μέγεθος βήματος (για παράδειγμα, 5/60, 4 Z 80).
Για συγκόλληση ηλεκτρικής συγκόλλησης κυλίνδρων επαφής - το μέγεθος του υπολογισμένου πλάτους της ραφής (για παράδειγμα, Kr-5).
Για μια διακοπτόμενη συγκόλληση ηλεκτρικής συγκόλλησης κυλίνδρου επαφής - το μέγεθος του υπολογισμένου πλάτους της ραφής, το σύμβολο πολλαπλασιασμού "", το μέγεθος του μήκους του συγκολλημένου τμήματος, το σήμα / και το μέγεθος βήματος (για παράδειγμα, 5 10/60).
Πίνακας 3 – Αλφαριθμητικός χαρακτηρισμός ραφής σύμφωνα με το πρότυπο για τύπους και δομικά στοιχεία ραφών συγκολλημένων αρμών
|
Τύπος σύνδεσης |
Ονομασία |
Σχήμα άκρης |
Πάχος συγκολλημένων στοιχείων, mm |
|
Βαρέλι | |||
|
Lapped |
| ||
|
Ταύροβοε |
| ||
|
Μη τυπικός γύρος |
|




7. Άλλες βοηθητικές πινακίδες (βλ. Πίνακα 2).
8. Τραχύτητα μηχανικής επεξεργασίας της επιφάνειας συγκόλλησης (για εκπαιδευτικούς λόγους, αυτό μπορεί να μην αναφέρεται).
Κατά τη διαδικασία εκτέλεσης εργασιών συγκόλλησης, λαμβάνονται διάφοροι τύποι που είναι ικανοί να συνδέουν όχι μόνο μέταλλα, αλλά και άλλα ανόμοια υλικά. Τα στοιχεία που ενώνονται σε ένα μόνιμο συγκρότημα σχηματίζουν μια σύνδεση που μπορεί να χωριστεί σε πολλά τμήματα.
Ζώνες συγκόλλησης
Η σύνδεση που επιτυγχάνεται κατά τη διαδικασία συγκόλλησης χωρίζεται στις ακόλουθες ζώνες:
- Η θέση σύντηξης είναι το όριο μεταξύ του βασικού μετάλλου και του μετάλλου της συγκόλλησης που προκύπτει. Στη ζώνη αυτή υπάρχουν κόκκοι που διαφέρουν στη δομή τους από την κατάσταση του βασικού μετάλλου. Αυτό συμβαίνει λόγω μερικής τήξης κατά τη διαδικασία συγκόλλησης.
- Η θερμικά επηρεασμένη περιοχή είναι μια ζώνη του βασικού μετάλλου που δεν έχει υποστεί τήξη, αν και η δομή της άλλαξε κατά τη θέρμανση του μετάλλου.
- Μια ραφή συγκόλλησης είναι ένα τμήμα που σχηματίστηκε κατά την κρυστάλλωση κατά τη διαδικασία ψύξης του μετάλλου.
Τύποι αρμών συγκόλλησης
Ανάλογα με τη θέση των ενωμένων προϊόντων μεταξύ τους, οι συνδέσεις χωρίζονται στους ακόλουθους τύπους:

- Βαρέλι. Η ένωση των δομικών στοιχείων πραγματοποιείται στο ίδιο επίπεδο με τα άκρα τους να αντικρίζουν το ένα το άλλο. Ανάλογα με το διαφορετικό πάχος των εξαρτημάτων που συνδέονται, τα άκρα μπορούν να κινούνται κατακόρυφα μεταξύ τους.
- Τσόντα. Σε αυτή την περίπτωση, τα άκρα είναι ευθυγραμμισμένα υπό γωνία. Η διαδικασία συγκόλλησης πραγματοποιείται στις παρακείμενες άκρες των εξαρτημάτων.
- Επικαλυπτόμενη σύνδεση. Τα μέρη για συγκόλληση βρίσκονται παράλληλα με μερική επικάλυψη.
- Τερματισμός σύνδεσης. Τα προς συγκόλληση στοιχεία ευθυγραμμίζονται παράλληλα μεταξύ τους και ενώνονται στα άκρα.
- Τ-άρθρωση. Σε αυτή την περίπτωση, το άκρο του ενός τμήματος εφάπτεται με την πλευρά του άλλου υπό γωνία.
Οι αρμοί συγκόλλησης χαρακτηρίζονται επίσης από τους τύπους συγκολλήσεων, οι οποίοι μπορούν να χαρακτηριστούν σύμφωνα με ορισμένα κριτήρια.
Παράμετροι συγκόλλησης
Υπάρχουν πολλές παράμετροι με τις οποίες μπορούν να χαρακτηριστούν όλες οι συγκολλήσεις που λαμβάνονται:
- Το πλάτος είναι το μέγεθος μεταξύ των ορίων της ραφής, τα οποία σχεδιάζονται από ορατές γραμμές σύντηξης.
- η ρίζα της ραφής είναι η πίσω πλευρά της, η οποία βρίσκεται στη μέγιστη απόσταση από το μπροστινό μέρος.
- κυρτότητα - προσδιορίζεται στο πιο κυρτό μέρος της ραφής και υποδεικνύεται από την απόσταση από το επίπεδο του βασικού μετάλλου μέχρι το όριο της μεγαλύτερης προεξοχής.
- κοιλότητα - αυτός ο δείκτης είναι σχετικός εάν εμφανίζεται σε μια συγκόλληση, επειδή, στην πραγματικότητα, είναι ελάττωμα. αυτή η παράμετρος καθορίζεται στον τόπο όπου η ραφή έχει τη μεγαλύτερη απόκλιση - το μέγεθος της κοιλότητας μετράται από αυτό στο επίπεδο του βασικού μετάλλου.
- σκέλος της ραφής - εμφανίζεται μόνο σε γωνίες και Τ-αρθρώσεις. Αυτός ο δείκτης μετράται με τη μικρότερη απόσταση από την πλευρική επιφάνεια ενός συγκολλημένου τμήματος έως την οριακή γραμμή της ραφής στην επιφάνεια του δεύτερου.
Τύποι ραφών σύμφωνα με τη μέθοδο εκτέλεσης

Τύποι ραφών συγκόλλησης κατά χωρική θέση και μήκος
Υπάρχουν οι ακόλουθες θέσεις συγκόλλησης:
- χαμηλότερα, όταν η συγκολλημένη ραφή βρίσκεται στο κάτω οριζόντιο επίπεδο, δηλαδή σε γωνία 0º σε σχέση με το έδαφος.
- οριζόντια, η κατεύθυνση συγκόλλησης είναι οριζόντια και το τμήμα μπορεί να είναι υπό γωνία από 0º έως 60º.
- κατακόρυφη, σε αυτή τη θέση η προς συγκόλληση επιφάνεια βρίσκεται σε επίπεδο από 60º έως 120º και η συγκόλληση πραγματοποιείται στην κατακόρυφη κατεύθυνση.
- οροφή, όταν η εργασία πραγματοποιείται υπό γωνία 120-180º, δηλαδή οι ραφές συγκόλλησης βρίσκονται πάνω από τον πλοίαρχο.
- "σε σκάφος", αυτή η θέση ισχύει μόνο για γωνιακούς ή Τ-αρμούς, το τμήμα τοποθετείται υπό γωνία και η συγκόλληση πραγματοποιείται "στη γωνία".
Ανάλυση κατά μήκος:
- συνεχής, σχεδόν όλες οι ραφές γίνονται με αυτόν τον τρόπο, αλλά υπάρχουν εξαιρέσεις.
- διακοπτόμενες ραφές, εμφανίζονται μόνο σε γωνιακές αρθρώσεις. Οι ραφές διπλής όψης αυτού του τύπου μπορούν να γίνουν είτε με μοτίβο σκακιέρας είτε με αλυσίδα.
Κοπή άκρων

Αυτό το χαρακτηριστικό σχεδιασμού χρησιμοποιείται όταν το πάχος του μετάλλου που χρησιμοποιείται για τη συγκόλληση είναι μεγαλύτερο από 7 mm. Ο επίδεσμος άκρων είναι η αφαίρεση μετάλλου από τις άκρες σε συγκεκριμένο σχήμα. Αυτή η διαδικασία εκτελείται χρησιμοποιώντας συγκόλληση μονής διέλευσης ραφών πισινών. Αυτό είναι απαραίτητο για να επιτευχθεί η σωστή συγκόλληση. Όσον αφορά το παχύ υλικό, η κοπή είναι απαραίτητη για να λιώσει αρχικά το πέρασμα της ρίζας και στη συνέχεια, χρησιμοποιώντας τις επόμενες συγκολλημένες χάντρες, γεμίζοντας ομοιόμορφα την κοιλότητα, συγκολλήστε το μέταλλο σε όλο το πάχος.
Η κοπή των άκρων μπορεί να γίνει εάν το πάχος του μετάλλου είναι τουλάχιστον 3 mm. Επειδή η χαμηλότερη τιμή του θα οδηγήσει σε εγκαύματα. Η κοπή χαρακτηρίζεται από τις ακόλουθες παραμέτρους σχεδιασμού: κενό - R; γωνία κοπής - α; θαμπάδα - σελ. Η θέση αυτών των παραμέτρων φαίνεται στο σχέδιο συγκόλλησης.
Οι κοπτικές άκρες αυξάνουν την ποσότητα των αναλώσιμων. Ως εκ τούτου, προσπαθούν να ελαχιστοποιήσουν αυτή την τιμή με κάθε δυνατό τρόπο. Χωρίζεται σε διάφορους τύπους ανάλογα με το σχεδιασμό:
- Σε σχήμα V?
- σε σχήμα Χ.
- Σε σχήμα Υ?
- Σε σχήμα U?
- σχισμή.
Χαρακτηριστικά των κοπτικών άκρων
Για μικρά πάχη του συγκολλημένου υλικού από 3 έως 25 mm, χρησιμοποιείται συνήθως μια μονόπλευρη αυλάκωση σε σχήμα V. Η λοξότμηση μπορεί να πραγματοποιηθεί και στα δύο άκρα ή σε ένα από αυτά. Συνιστάται η συγκόλληση μετάλλου με πάχος 12-60 mm χρησιμοποιώντας μια διπλής όψης αυλάκωση σχήματος Χ. Η γωνία α κατά την κοπή σε σχήμα Χ, V είναι ίση με 60º, εάν η λοξότμηση εκτελείται μόνο σε μία άκρη, τότε η τιμή του α θα είναι ίση με 50º. Για πάχος 20-60 mm, η πιο οικονομική κατανάλωση εναποτιθέμενου μετάλλου θα είναι με κοπή σε σχήμα U. Το φάλτσο μπορεί επίσης να γίνει στο ένα ή και στα δύο άκρα. Το αμβλύωμα θα είναι 1-2 mm και η τιμή του διακένου θα είναι 2 mm. Για μεγάλα πάχη μετάλλων (πάνω από 60 mm), η πιο αποτελεσματική μέθοδος είναι η κοπή των άκρων με σχισμή. Αυτή η διαδικασία είναι πολύ σημαντική για έναν συγκολλημένο σύνδεσμο· επηρεάζει αρκετούς παράγοντες συγκόλλησης:

Πρότυπα και GOST
- Οι χειροκίνητες ραφές και οι συνδέσεις σύμφωνα με το GOST 5264-80 περιλαμβάνουν τύπους, διαστάσεις σχεδιασμού για συγκόλληση, καλυμμένες με ηλεκτρόδια σε όλες τις χωρικές θέσεις. Αυτό δεν περιλαμβάνει μόνο χαλύβδινους αγωγούς.
- Συγκόλληση χαλύβδινων αγωγών. GOST 16037-80 - καθορίζει τους κύριους τύπους, προετοιμασία άκρων, διαστάσεις σχεδιασμού για τη μηχανοποιημένη μέθοδο συγκόλλησης.
- από χαλκό και κράματα χαλκού-νικελίου. GOST 16038-80.
- Συγκόλληση τόξου αλουμινίου. GOST 14806-80 - σχήμα, διαστάσεις, προετοιμασία άκρων για χειροκίνητη και μηχανοποιημένη συγκόλληση αλουμινίου και των κραμάτων του, η διαδικασία πραγματοποιείται σε προστατευτικό περιβάλλον.
- Βυθισμένος. GOST 8713-79 - οι ραφές και οι συνδέσεις συγκόλλησης γίνονται με αυτόματη ή μηχανοποιημένη συγκόλληση αιωρούμενης, σε επίθεμα ροής. Ισχύει για πάχος μετάλλου από 1,5 έως 160 mm.
- Συγκόλληση αλουμινίου σε αδρανή αέρια. GOST 27580-88 - πρότυπο για χειροκίνητο, ημιαυτόματο και Εκτελείται με μη αναλώσιμο ηλεκτρόδιο σε αδρανή αέρια με υλικό πλήρωσης και ισχύει για πάχος αλουμινίου από 0,8 έως 60 mm.
Ονομασία συγκόλλησης
Σύμφωνα με τα κανονιστικά έγγραφα, η παρουσία συγκολλήσεων φαίνεται πάνω ή στη γενική προβολή. Οι ραφές συγκόλλησης εμφανίζονται ως συμπαγείς γραμμές εάν είναι ορατές. Και αν είναι το αντίστροφο, τότε με διακεκομμένα τμήματα. Από αυτές τις γραμμές σχεδιάζονται ηγέτες με μονόδρομα βέλη. Το σύμβολο των ραφών συγκόλλησης γίνεται στο ράφι από τον ηγέτη. Η επιγραφή γίνεται πάνω από το ράφι εάν η ραφή βρίσκεται στην μπροστινή πλευρά. Στην αντίστροφη έκδοση, η ονομασία θα βρίσκεται κάτω από το ράφι. Αυτό περιλαμβάνει πληροφορίες σχετικά με τη ραφή με την ακόλουθη σειρά:
- Βοηθητικές πινακίδες. Στη διασταύρωση του ηγέτη και του ραφιού μπορεί να υπάρχει ένα εικονίδιο:
○ - κλειστή ραφή.
┐ - πραγματοποιείται συγκόλληση ραφής κατά την εγκατάσταση.

- τα δομικά τους στοιχεία και τις συνδέσεις GOST.
- Το όνομα της ραφής σύμφωνα με το πρότυπο.
- Μέθοδος συγκόλλησης σύμφωνα με τα ρυθμιστικά πρότυπα.
- Το πόδι υποδεικνύεται· αυτό το στοιχείο ισχύει μόνο για γωνιακούς αρμούς.
- Ασυνέχεια ραφής, εάν υπάρχει. Το βήμα και η θέση των τμημάτων συγκόλλησης υποδεικνύονται εδώ.
- Πρόσθετα εικονίδια βοηθητικής αξίας. Ας τα εξετάσουμε ξεχωριστά.
Βοηθητικά σύμβολα
Αυτά τα σημάδια εφαρμόζονται επίσης στο πάνω μέρος του ραφιού εάν η ραφή συγκόλλησης είναι ορατή στο σχέδιο και κάτω από αυτήν όταν είναι αόρατη:
- ---αφαίρεση οπλισμού ραφής.
- επιφανειακή επεξεργασία που θα εξασφαλίσει ομαλή μετάβαση στο βασικό μέταλλο, εξαλείφοντας τη χαλάρωση και την ανομοιομορφία.
- η ραφή γίνεται κατά μήκος μιας ανοιχτής γραμμής. αυτό το σήμα ισχύει μόνο για συγκολλήσεις που είναι ορατές στο σχέδιο.
- καθαριότητα της επιφανειακής επεξεργασίας της συγκολλημένης άρθρωσης.
Για απλοποίηση, εάν όλες οι ραφές της δομής είναι κατασκευασμένες σύμφωνα με το ίδιο GOST, έχουν τις ίδιες προετοιμασίες άκρων και δομικές διαστάσεις, η ονομασία και το πρότυπο συγκόλλησης υποδεικνύονται στις τεχνικές απαιτήσεις. Το σχέδιο μπορεί να μην έχει όλες, αλλά μεγάλο αριθμό πανομοιότυπων ραφών. Στη συνέχεια χωρίζονται σε ομάδες και τους εκχωρούνται σειριακούς αριθμούς σε κάθε ομάδα ξεχωριστά. Η πλήρης ονομασία υποδεικνύεται σε μία ραφή. Στα υπόλοιπα δίνονται μόνο αύξοντες αριθμοί. Ο αριθμός των ομάδων και ο αριθμός των ραφών σε καθεμία από αυτές πρέπει να αναφέρονται στην κανονιστική τεκμηρίωση.