Mașină reglabilă pentru ferăstraie cu bandă. Recomandări Cum să configurați o mașină reglabilă cu ferăstrău cu bandă
Procesul de fixare este considerat a fi o operație asociată cu îndoirea dinților ferăstrăului în direcții diferite pentru a reduce frecarea benzii de ferăstrău pe suprafețele laterale ale tăieturii și pentru a preveni ciupirea acesteia. Pentru mișcarea liberă a lamei în lemn, este necesar să se asigure o lățime de tăiere care să depășească grosimea lamei cu cel puțin 30-60%.
Cablajul este împărțit în mai multe tipuri și nu au încă nume stabilite, deoarece producătorii de ferăstrău le numesc diferit.
Setarea standard este caracterizată prin îndoirea alternantă a dinților pe diferite părți.

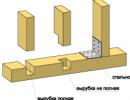
La decapare, dinții pânzei de ferăstrău sunt împărțiți în trei, dintre care două sunt îndoite în direcții diferite, iar al treilea rămâne pe loc.


Se folosește în principal atunci când se lucrează cu lemn de esență tare. Forma trapezoidală a fiecărui al treilea dinte rămas în centrul ferăstrăului stabilește direcția întregii pânze de ferăstrău.
Cel mai dificil de realizat este setarea ondulată, deoarece fiecare dinte ulterior dintr-o jumătate de undă este îndoit cu o cantitate din ce în ce mai mare.

Cu orice tip de setare, dintele nu este îndoit de la bază, ci cu o adâncitură din acesta de 33-67% din înălțimea dintelui. În ciuda faptului că fiecare producător își dictează propriile cerințe în ceea ce privește indicatorii legați de divorț, toți nu depășesc 0,3-0,7 mm.
În general, se acceptă tăierea copacilor cu lemn moale cu ferăstrău cu bandă care au un decalaj mare, iar cu lemn de esență tare - un decalaj mic. Dar, în orice caz, răspândirea ar trebui să fie astfel încât tăierea să aibă loc fără formarea unei pane tăiate în centru.
Când sunt fixați, toți dinții trebuie să fie îndoiți în aceeași cantitate, cu o eroare admisă de până la 0,1 mm. Dacă setarea nu este aceeași, ferăstrăul va fi tras în direcția setarii mai mari.
Dispozitive de divorț
Pentru divorț, există dispozitive speciale de divorț care se disting printr-o mare varietate și funcționalitate. Astăzi, mulți experți apreciază dispozitivul de reglare a ferăstrăului KEDR pentru fiabilitatea, simplitatea și ușurința în utilizare, precum și pentru prețul scăzut.
Este o mașină manuală care oferă o precizie de aspect de 5 microni. Aparatul este echipat cu suporturi speciale pentru a facilita utilizarea acestuia. Prezența unui cadran indicator pe mașină maximizează acuratețea aspectului.
Designul atent gândit al dispozitivului de reglare KEDR asigură utilizarea productivă și eficientă a întregii resurse a ferăstrăului specificată de producător. Poate fi ajustat cu ușurință la parametrii de setare necesari pentru a asigura lățimea optimă de tăiere. Ca urmare, vă puteți descurca cu o putere mai mică a motorului, deoarece forțele de frecare în timpul tăierii sunt reduse.
Această mașină de reglare oferă ușor și simplu setarea cu rezistență minimă la tăiere.
Fiecare tip de lemn are o duritate caracteristică. În funcție de această caracteristică, pasul dinților ferăstrăului ar trebui să varieze. Pentru rasele dure treapta ar trebui să fie mai mică.
În ciuda avantajelor evidente ale acestei mașini față de alte dispozitive cu scopuri similare, are un preț accesibil, ceea ce contribuie și la recunoașterea sa crescândă în toată Rusia.
Mașina pentru montarea ferăstrăilor cu bandă „KEDR” are următoarele caracteristici tehnice:
- dimensiuni totale - 28,5x12,1x36 cm;
- lățimea ferăstrăilor pentru divorț - până la 5 cm;
- pasul ferăstrăilor în curs de setare este de 2,2 cm;
- cu o greutate de 5,2 kg.
De asemenea, permiteți-ne să vă reamintim despre dispozitivele mai simple pentru instalarea ferăstrăilor cu ferăstrău. Utilizarea lor pentru ferăstraie cu bandă este asociată cu precizie scăzută și intensitate mare a muncii. Utilizarea lor este justificată numai în absența dispozitivelor speciale.

Cablaj
Semne ale unui ferăstrău montat corespunzător
Corectitudinea divorțului poate fi judecată după conținutul tăieturii, umplut cu un amestec, din care 2/3 este rumeguș și 1/3 este aer. În practică, acest lucru se manifestă prin faptul că un ferăstrău cu recunoaștere corectă evacuează mai mult de 4/5 din volumul finelor de lemn din tăiere.
Cu o distribuție foarte mare în tăietură, volumul de aer crește și în același timp se înrăutățește îndepărtarea deșeurilor. Cu un mic dinte răspândit, placa este acoperită cu un strat de rumeguș fierbinte comprimat strâns.
Dacă golul este prea mare, ferăstrăul va fi sacadat; dacă este prea mic, va deveni ondulat. Considerăm util să reamintim încă o dată că numai partea superioară a dintelui este depărtată, astfel încât tăierea are loc numai cu un colț ascuțit în partea superioară a dintelui. Înainte de tăiere, ferăstrăul este ascuțit cu un minim de îndepărtare a metalului, limitată literalmente la îndepărtarea bavurilor.
De ce ferăstrăul taie prost?
Aceasta poate fi o consecință a unghiului mare de ascuțire al dintelui, care este însoțit de un salt în sus atunci când ferăstrăul intră în lemn. Apoi tăierea se desfășoară de obicei în mod normal până la sfârșit, dar la ieșirea din buștean ferăstrăul cade jos. Acest mod de tăiere se numește „împingere” deoarece ferăstrăul este apăsat afară. Ieșirea este reducerea unghiului de ascuțire cu 2-3 grade.
Cu un unghi de ascuțire semnificativ și o răspândire insuficientă, ferăstrăul la începutul intrării în buștean face un salt în sus, iar forma plăcii se dovedește a fi curbată în „forma unei sabie”. Calitatea plăcii este restabilită prin reducerea unghiului de ascuțire cu 2 grade și creșterea răspândirii. Placa se va dovedi a arăta „ca o sabie” chiar și atunci când ferăstrăul „se scufundă” în jos. Aceasta este o consecință comună a unui unghi mic de ascuțire și a reglajului insuficient. Puteți ieși din această situație prin creșterea unghiului de ascuțire cu două grade și mărirea răspândirii.
Dacă placa este puternic acoperită cu rumeguș, care este liber la atingere, atunci aceasta indică un semn mic, care necesită creștere și scăderea simultană a unghiului de ascuțire.
O tăietură sub formă de undă cu un ferăstrău ascuțit este cauzată de un decalaj prea mic, care trebuie adus la o valoare normală.
Ferăstrăul cu un ferăstrău tocit care nu a fost niciodată ascuțit va face ca acesta să crape de-a lungul șanțurilor dintelui. Același lucru se poate întâmpla dacă încercați să tăiați un copac cu un ferăstrău a cărui răspândire nu este suficientă pentru lucru sau dacă continuați să tăiați cu o lamă deja tocită.
Ferăstrăul poate dezvolta fisuri pe partea din spate atunci când distanța dintre opritoarele din spate ale rolelor de ghidare și spatele lamei este prea mare.
Fenomenul de „rulare” a rumegușului pe lamă se observă atunci când dinții ferăstrăului nu sunt prea depărtați și nu există volumul necesar de aer în tăietură. În acest caz, ferăstrăul se încălzește din cauza frecării cu rumegușul, ceea ce duce la coacerea prafului de lemn pe pânza ferăstrăului.
Dacă „rularea” rumegușului ocupă suprafața interioară a dintelui, iar lama ferăstrăului este curată, atunci acest lucru poate fi explicat printr-o serie de motive: ascuțire slabă (alimentare prea mare sau îndepărtarea groasă a materialului, ceea ce duce la o calitate slabă a suprafața cavității dentare), un unghi de ascuțire excesiv de mare al dinților sau tăierea continuă a unui ferăstrău tocit.
Uneori se observă crăpături pe partea laterală a alveolelor dentare. Acest lucru se întâmplă de obicei atunci când, în timpul reșlefuirii, o mulțime de metal este îndepărtată într-o singură trecere, ceea ce duce la supraîncălzirea marginii dintelui.
Multe probleme pot fi evitate dacă acordați suficientă atenție pietrei de ascuțit și reumpleți-o constant și cu atenție.
Trebuie să ne amintim că, oricât de bună ar fi folosită mașina pentru tăierea lemnului, este doar o unitate de ferăstrău. Calitatea și eficiența lucrărilor de tăiere sunt legate în proporție de 90% de întreținerea corectă a ferăstrăului și doar 10% de starea generală a mașinii.
Unghiul de ascuțire este determinat de unghiul de plecare al marginii dintelui față de linia verticală. Unghiul de ascuțire dorit în majoritatea cazurilor este de 10-12 grade. Dacă roci dure și lemn înghețat sunt tăiate, atunci unghiul de ascuțire ar trebui să fie de 8-10 grade. Pentru tăierea pietrelor moi, crește la 12-15 o.
Setarea dinților afectează foarte mult proprietățile muchiei tăietoare ale dintelui. Trebuie să ne amintim că ascuțirea dinților reduce înălțimea acestora și, prin urmare, setarea.
Parametrii de ascuțire ai unui ferăstrău cu bandă în funcție de tipul de lemn tăiat sunt prezentați în tabelul de mai jos.
| Har-ka lame |
Foarte moale rasele |
Rase mediu moi | |||
| Proaspăt rasinoase |
Proaspăt nerășinos | Se usucă 3-5 ani | Înghețată | ||
| Unghi de ascuțire | 12-16 | 12-16 | 12 | 8-12 | 8-10 |
| Înălțimea dintelui | 6,4 mm* | 4,8 mm* | 4,8 mm* | 4,8 mm* | 4,5 mm* |
| Alinierea dintelui | 0,61-0,66 mm | 0,58-0,61 mm | 0,51-0,56 mm | 0,41-0,46 mm | 0,41-0,46 mm |
* — cea mai mică valoare acceptabilă.
Aceste date tabelare nu sunt de natură prescriptivă, prin urmare, selectarea individuală a parametrilor sculei este necesară pentru fiecare tip de lemn. Calitatea tăierii este legată nu numai de selecția cu succes a acestor indicatori, ci și de locul în care este utilizat sau de regiunea de creștere a lemnului care este livrat aici pentru tăiere. Cert este că chiar și copacii din aceeași specie pot avea densități și rășini diferite, în funcție de regiune.
Pentru a oferi ferăstrăului cu bandă o durabilitate mai mare și pentru a obține o tăietură de înaltă calitate, este necesar să umeziți bine lama cu apă atunci când tăiați copaci cu un conținut ridicat de rășină. Ferăstraiele pentru tăierea copacilor cu un conținut scăzut de rășină au nevoie de o soluție de săpun pentru umezire. Pe vreme rece, cel mai bine este să umeziți ferăstrăul cu motorină.
Orice comerciant de cherestea care intenționează să cumpere o fabrică de cherestea speră în mod natural să obțină profit. Dar trebuie să rețineți că pentru funcționarea stabilă a unei fabrici de cherestea este necesar să pregătiți ferăstraie de înaltă calitate. Mai mult, acest lucru va trebui făcut aproape zilnic. În articolele anterioare, am vorbit despre configurarea procesului de tăiere, despre o nouă metodă de ascuțire a ferăstrăilor cu bandă și, de asemenea, am început să vorbim despre unul dintre cele mai dificile procese în pregătirea ferăstrăilor pentru lucru - procesul de fixare a dinților. În această postare vom vorbi mai multe despre acest proces.
II. Metodă manuală îmbunătățită de așezare a dinților (tip de presare)
Pentru a evita un efect de „leagăn” la setare, este necesar să fixați corpul ferăstrăului cu bandă înainte de a apăsa împingătorul pe dinte, astfel încât acesta să nu se poată mișca. Acest lucru se poate face doar prin prinderea fermă a corpului cu o placă sub dintele care este fixat.
Acest lucru se poate face cel mai simplu prin separarea funcțiilor de prindere a corpului ferăstrăului și apăsând împingătorul pe dinte. Aceste mașini sunt de vânzare. Cu toate acestea, este foarte incomod să se separe cu două mișcări pe rând, deși în principiu este posibil. Dar principalul este că, deși producătorii au rezolvat problema „leagănului”, mașina în sine este făcută foarte prost și, de asemenea, fără unele componente de bază, ceea ce nu permite totuși reglarea bine a ferăstrăului cu bandă cu astfel de brațe reglabile.
Mașina, care printr-un clic secvenţial mai întâi prinde rigid corpul ferăstrăului cu o placă, apoi apasă împingătorul pe dinte, este realizată foarte bine și cu toate componentele necesare, doar IRN a putut să o facă. Am fost unul dintre primii, acum vreo zece ani, care a cumpărat de la ei un astfel de dispozitiv reglabil. Încă este folosit pentru a seta ferăstraie și suntem foarte mulțumiți de el.
Când am început să vindem mașinile noastre de ascuțit cu un disc de profil în urmă cu trei ani, am recomandat o mașină de reglare IRN care să fie însoțită de ea. Dar în ultimul an și jumătate au început să apară probleme cu acești divorțați. Prețul pentru ei s-a dublat - de la 12 mii la 25 mii de ruble și, cel mai important, calitatea manoperei s-a deteriorat. Cel puțin, mulți dintre cei care au luat această unealtă reglabilă ca parte a mașinii noastre de ascuțit au trebuit mai întâi să ni-l aducă pentru modificare, după care nu au mai avut probleme cu reglarea ferăstrăilor cu bandă.
Pentru a ne asigura că utilizatorii nu mai au astfel de probleme, am dezvoltat și acum începem să producem în masă o mașină reglabilă sub simbolul PC30/60.
III. Așezați doi dinți deodată
Mașinile care fixează doi dinți simultan sunt fabricate în următoarele tipuri:
împreună cu o mașină de ascuțit;
separat doar mașina reglabilă, alimentată de un motor;
separat doar o mașină reglabilă cu avans manual sub formă de roată (foto 1) sau pârghie.
Foto 1. Mașină reglabilă cu avans manual în formă
rotile
Mașinile pentru această opțiune sunt cel mai puternic promovate de vânzători, deoarece se presupune că ar trebui să ușureze munca ascuțitorului prin așezarea a doi dinți simultan pe ambele părți ale ferăstrăului cu bandă. Acesta este un „taitei” publicitar foarte bun pentru urechile celor care nu au montat niciodată ferăstraie cu bandă. Cei care au pregătit măcar o dată un ferăstrău pentru lucru știu foarte bine că fiecare dinte de pe ferăstrău este setat individual. Dintele este întotdeauna retras de către împingător cu o sumă mai mare decât retragerea necesară. Când împingătorul este tras înapoi, dintele se ridică întotdeauna înapoi o anumită cantitate. În plus, chiar și pentru un fierăstrău, elasticitatea înapoi a fiecărui dinte specific poate fluctua între 5 și 25 de unități indicator. Prin urmare, ascuțitorul aproape întotdeauna trebuie să facă două sau trei apăsări, adesea la valori diferite ale indicatorului fiecare (adică cu forță diferită), pentru a obține valoarea de setare necesară. Există, de asemenea, dinți care primesc mai rău decât alții și chiar și cu unul sau două clicuri înainte ca indicatorul să se afișeze, la fel ca la dinții cu arc bine, ei rămân la valori mai mari decât setul necesar și trebuie să fie special îndoiți înapoi.
Acum ar trebui să vă fie clar că este pur și simplu imposibil să separați bine doi dinți deodată cu un singur clic. Dar aparatele se vând bine, iar unii sunt chiar mulțumiți de rezultate. Când așezați ferăstrăul pe o astfel de mașină, trebuie să știți întotdeauna: nu veți obține niciodată o setare bună garantată a ferăstrăului cu bandă. Divorțul va fi întotdeauna imprevizibil. Cu avansuri mici ale căruciorului, un lot aleatoriu de ferăstrăi cu dinți mai mult sau mai puțin egali cu spate cu arc, uneori este posibil să fie ferăstrău în mod normal cu un nou mecanism curat. Dar problemele apar inevitabil mai târziu. Dar ei încep să caute oriunde cauza acestor probleme, dar nu în divorț, crezând că este foarte bine. Producătorii nici măcar nu pun indicatori pe aproape toate aceste reglabile. Explicând acest lucru spunând că instalați totul o dată și apoi depărtați-l: ciocanele lovesc întotdeauna în același mod și nu este nevoie să verificați. Și verifici și vezi singur cât de mare este răspândirea în sensul divorțului.
În plus, precizia alinierii rezultate la aceste mașini este puternic influențată de aceleași motive ca și în cele clasice: pătrunderea murdăriei în mecanism, riscuri asupra opritorului împingător și plăcilor de susținere. Înălțimea părții dintelui care se fixează are un efect deosebit de puternic.
IV. Auto
Singura mașină de reglare cu adevărat automată este fabricată de Wood-Mizer. Fiecare dinte este fixat pe o parte a ferăstrăului folosind un împingător pneumatic cu mai multe lovituri reglabile cu forță, cu monitorizare constantă a setării efective obținute de un micrometru electronic. Următorul dinte pentru fixare de către împingător va fi alimentat automat numai după ce indicatorul arată valoarea setată. După terminarea unei părți, mașina se oprește. Apoi ferăstrăul este scos din mașină, întors, reinstalat pe mașină, iar ferăstrăul este așezat pe cealaltă parte.
Mașina ar fi foarte bună dacă nu pentru prețul ei. Astăzi este de aproximativ 350 de mii de ruble, ceea ce este nejustificat chiar și pentru centrele de servicii, ca să nu mai vorbim de o simplă fabrică de cherestea. Și deși reprezentanții companiei Wood-Mizer susțin că vând aceste mașini reglabile, eu personal nu le-am văzut niciodată în uz și le-am văzut doar la expoziții.
Recomandări pentru pregătirea mașinii reglabile pentru lucru
Indicator
Înainte de ascuțire, este necesar să îndepărtați bavurile formate după ascuțirea cu un bloc de lemn, altfel indicatorul va da citiri incorecte.
Dacă indicatorul dvs. măsoară în inci, este mai bine să îl înlocuiți imediat cu un indicator care măsoară în milimetri, deoarece o diviziune a indicatorului în inci corespunde cu aproximativ două diviziuni și jumătate ale indicatorului în milimetri. Astfel, atunci când un ascuțitor face o toleranță de două diviziuni în inci, aceasta corespunde la cinci diviziuni în milimetri, ceea ce este mult și, invers, o toleranță de două diviziuni în milimetri corespunde doar la o jumătate de diviziune în inci. Dispunerea, atunci când indicatorul este calibrat în milimetri, devine mai precisă. Ferăstrăul taie uniform, fără smucituri.
Capul indicator trebuie să se miște fără probleme, fără a se bloca sau a se bloca.
Pentru ca vârful dintelui să se sprijine în mod necesar pe planul capătului indicatorului, acesta trebuie să aibă un diametru de 7 - 10 mm.
În fiecare zi sau cel puțin o dată pe săptămână, trebuie să verificați zeroul indicatorului. Pentru a face acest lucru, luați o placă de sticlă (se face mai ușor) sau metal cu o grosime de cel puțin 2 mm, o lungime de 100 - 150 mm (astfel încât să se sprijine pe punctele de sprijin) și o lățime de 40 - 50 mm. . Placa este plasată în locul ferăstrăului, fixată cu opritoare cu arc sau o placă de oprire, care ar trebui să apese corpul ferăstrăului pe placa staționară și se setează zero.
Deoarece sticla este aproape perfect plată, zeroul este setat foarte precis, principalul lucru aici este să nu suprapresați, altfel sticla se va sparge pur și simplu.

Mulți oameni încearcă să facă acest lucru pe corpul unui ferăstrău cu bandă. Dar corpul este foarte subțire și se îndoaie ușor cu 0,1 - 0,2 mm, ceea ce este practic invizibil pentru ochi, iar eroarea indicatorului la setarea zero în sus sau în jos în acest fel poate ajunge la 10 sau mai multe diviziuni, ceea ce este inacceptabil, mai ales dacă există un divorț real dincolo de limitele acceptabile. Cu un spațiu foarte mic (mai puțin de 0,45 mm), ferăstrăul va începe să se prindă în tăietură, își pierde stabilitatea odată cu formarea unui val. Dacă setul real este prea mare (mai mult de 0,75 mm), dinții se vor angaja prea adânc în lemn și, cu o schimbare bruscă a densității nodurilor, ferăstrăul va începe să se ondula mai repede, deoarece chiar și cu o ușoară tocitură va fi tras în lateral.
Unghiul vertical al indicatorului este reglat folosind aceeași placă. După strângerea plăcii cu opritoare, capătul indicatorului trebuie să se potrivească strâns și fără goluri pe placă (Fig. 1).
Plăci fixe și mobile
Planurile plăcilor trebuie să fie dreptunghiulare, fără îndoituri, uzură și murdărie. Capătul plăcii fixe, de care este presat dintele, trebuie să fie drept, fără uzură.
Înainte de fiecare aspect, placa trebuie curățată, altfel murdăria lipită de ea va perturba cu siguranță aspectul și o va face neuniformă.
Puncte de ancorare
Pe măsură ce lucrul avansează, punctele de sprijin se uzează, iar în ele apar șanțuri, în care din când în când spatele ferăstrăului cu bandă poate fi prins, iar dinții vor fi așezați la diferite înălțimi. Ferăstrăul va tăia sacadat. Suporturile uzate trebuie înlocuite.
Opriri cu arc
Asigurați-vă că atunci când apăsați pe dinte pentru setare, corpul ferăstrăului cu bandă nu este presat departe de placa staționară, adică arcurile opritoarelor au suficientă rezistență pentru a-l ține. Dacă corpul încă se îndepărtează, încercați să strângeți arcul cu șuruburi speciale.
De asemenea, trebuie să monitorizați uzura capetelor acestor opritoare. Ar trebui să apese corpul cu întregul plan. Dacă ratați acest lucru, veți primi un leagăn.
Încercați să forțați ascuțitorul să nu permită mai mult de două sau trei diviziuni atunci când tăiați. Apoi ferăstrăul va tăia pentru o lungă perioadă de timp și de înaltă calitate. Dar, după cum arată practica, se face de obicei o toleranță de cinci până la zece diviziuni.
În acest caz, chiar și cel mai bun ferăstrău cu bandă poate începe să se îngrijoreze după primul buștean.
Indicatoarele ieftine sunt vândute separat pentru a verifica cablarea. Dacă doriți ca ascuțitorul dvs. să fie mai responsabil cu cablarea, cumpărați acest dispozitiv și folosiți-l cel puțin uneori.
Este foarte important să setați poziția inițială a ferăstrăului în dispozitivul reglabil (Fig. 2). Mulți oameni plasează nivelul inferior de-a lungul cavității dintelui. Nu este corect. Dintele este așezat într-un arc de la rădăcină. Aceasta este o pârghie foarte mare, deci chiar și cu o ușoară tocitură, iar pe noduri, cel mai probabil, ferăstrăul va deveni imediat agitat. Limita inferioară trebuie setată în funcție de tipul de ferăstrău, ținând cont că cu cât este mai jos, cu atât ferăstrăul va fi mai stabil în tăiere. Dar trebuie să vă amintiți întotdeauna: cu cât dintele întărit este mai puternic fixat în corpul ferăstrăului, cu atât distanța ar trebui să fie mai mare. În caz contrar, în timpul unui divorț, pur și simplu îți vei rupe dinții.
Duritate constantă - 3 mm.
Spate flexibil - Hard Edge, Hard Back pentru fixarea slabă a dintelui - 3,5 mm.
Spate Flex - Hard Edge, Hard Back cu fixare medie si puternica a dintelui - 4 mm.
Dar chiar și cu setarea corectă a înălțimii, cu planul de sprijin al plăcii staționare mototolit, veți obține totuși raza (Fig. 2a) și calitatea de tăiere corespunzătoare. Este necesar ca planurile plăcii fixe să fie netede, apoi capătul dintelui se va îndoi de-a lungul unei linii întrerupte și astfel dobândește rezistență maximă la sarcini (Fig. 2b).
Împingător de dinți
Opritorul de împingere ar trebui să fie la aproximativ 2 mm sub partea superioară a dintelui, apoi reglarea se va efectua în mod normal.
Atenţie. Dinții trebuie depărtați nu cu o singură presiune puternică, ci cu două sau trei nu foarte puternice. Apoi veți întotdeauna distanța corect dinții și nu veți rupe niciunul.
Dacă ai îndoit un dinte călit, îndoindu-l înapoi, trebuie să-l apuci, ca să nu se rupă, nu de tăișul, ci puțin mai jos, de spate.
Chiar și un ascuțitor bun, din motivele descrise mai sus, nu știe niciodată dacă a poziționat corect ferăstrăul cu bandă. Este necesar ca ascuțitorul, după ce setul a fost efectuat într-o direcție, să se uite rapid din nou la setul de 7 - 15 dinți. Dacă divorțul corespunde valorilor care ar trebui să fie, atunci totul este în regulă și poți merge mai departe. Dacă vede alte numere, trebuie urgent să pună mașina în ordine, altfel va rezulta un cerc vicios. Ferăstrăul taie prost, ondulează, suferă un stres puternic, revine rapid la ascuțitor, iar volumul de lucru crește. În loc de trei până la cinci ferăstraie cu bandă pe zi, trebuie să facă 10 până la 15. Fierăstrăile taie puțin și se rup rapid. Drept urmare, din cauza unei singure operațiuni incorecte, toată lumea este în pierdere: proprietarul pierde bani pe ferăstrău, ascuțitorul nu poate face față volumului de lucru, încadratorul nu poate lucra normal.
Acum știți cum să pregătiți corect un ferăstrău cu bandă pentru lucru. Este important de reținut că gaterul este achiziționat pentru profit. Prin urmare, pentru orice fabrică de cherestea este necesar să se pregătească zilnic ferăstraie de înaltă calitate. Ferăstrăul cherestea cu ferăstrău cu bandă vă poate oferi un venit foarte bun dacă este făcut corect. Următoarele articole vor fi dedicate setărilor fabricii de cherestea în sine și modului de a insufla lucrătorilor tăi abilitatea de a produce numai cherestea de înaltă calitate, cu producție maximă.
Pentru prelucrarea primară a lemnului se folosesc gatere, cu ajutorul cărora piesa de prelucrat este tăiată în elemente de dimensiunea și forma necesară. Una dintre cele mai comune mașini de tăiat lemn este un ferăstrău cu bandă, care are o serie de avantaje față de alte tipuri.
Pentru ca lama de tăiere să funcționeze cât mai mult posibil, necesită întreținere periodică. Aceasta include ascuțirea și tăierea pânzelor de ferăstrău cu bandă. Aceste operațiuni trebuie efectuate fără greșeală, altfel lama se va toci foarte repede și productivitatea mașinii va scădea foarte mult. Folosirea continuă a unei astfel de benzi poate duce la distrugerea acesteia.
Scopul cablajului
Răspândirea gaterului cu bandă îndeplinește o funcție foarte importantă - reduce semnificativ frecarea dintre lamă și piesa de prelucrat din lemn prin creșterea lățimii de tăiere. Acest lucru se realizează prin îndoirea dinților față de lamă. Dar în timp, în timpul funcționării, elementele de tăiere își schimbă poziția, ceea ce duce la o scădere a dimensiunii tăieturii. Ca urmare, frecarea crește foarte mult, iar acest lucru poate determina mușcătura pânzei.
Operatorul de întreținere trebuie să știe cum să seteze corect ferăstrăul cu bandă. Nerespectarea parametrilor poate duce la tăierea cu val și îndepărtarea lamei. În plus, trebuie respectată o anumită secvență de îndoire a dinților.
După cum spun instrucțiunile, tăierea ferăstrăilor cu bandă ar trebui făcută numai pe o mașină specială care are un indicator în design pentru a determina dimensiunea îndoirii. În acest caz, toți dinții ar trebui mutați în lateral cu aceeași cantitate. Intervalul de răspândire variază de la 0,3 la 0,7 mm.
Tipuri de cablare. Nuanțe ale efectuării operației
Înainte de a face o tăietură pe un ferăstrău cu bandă, ar trebui să vă decideți mai întâi asupra tipului de îndoire. Există mai multe tipuri în total:
- înșelătorie clasică. Diferă prin faptul că dinții se îndoaie alternativ în direcții diferite. Adică un element se îndoaie la stânga, al doilea la dreapta;
- limpezire Puțin diferit față de prima opțiune. Esența sa este că doi dinți se mișcă în direcții diferite, în timp ce al treilea rămâne neschimbat. Amenajarea unui gater cu bandă în acest fel se face la tăierea lemnului de esență tare;
- ondulat. Cea mai dificilă metodă de executat. Aici, valoarea de îndoire a fiecărui dinte este individuală, ceea ce oferă o configurație ondulată a muchiei de tăiere.
Înainte de a divorța pe fabricile de cherestea, ar trebui să luați în considerare câteva nuanțe importante:
- cantitatea de îndoire pe toți dinții trebuie să fie aceeași (nu se aplică metodei ondulate);
- elementul de tăiere ar trebui să se îndoaie nu la bază, ci numai în parte;
- forta trebuie aplicata intr-un punct strict definit.
Acum despre cum să configurați corect ferăstrăile cu bandă pentru fabrici de cherestea. După cum sa menționat deja, această operație este efectuată pe o mașină specială. Esența lucrării se rezumă la faptul că pânza este fixată în cadru. Apoi indicatorul este calibrat. În continuare, se instalează pârghia care va fi folosită pentru a îndoi (este selectat locul în care se aplică forța).
După lucrările de instalare, operatorul îndoaie dintele, în timp ce monitorizează cantitatea de îndoire a acestuia folosind un indicator. Apoi banda se deplasează în cadru și se repetă operația, dar cu alt element de tăiere.
Nu lipsită de importanță în pregătirea unui ferăstrău cu bandă este alinierea dinților acestuia. Primim o mulțime de întrebări de la clienții noștri despre acest lucru. Vă răspundem la întrebări:
Astăzi, piața este plină de mașini pentru setarea ferăstrăilor cu diferite modificări, dar 95% dintre ele sunt create pentru a face bani pentru producător (vânzător), dar nu pentru cumpărător și, de asemenea, pentru a forța cumpărătorul să cumpere ferăstrău cu bandă ca cât mai des posibil.
De ce?
Răspunsul este simplu, mașinile pe care aceste companii le oferă au unități slabe de fixare a ferăstrăului, joc și sudură slabă a componentelor principale.
Exemplu:
Puneți ferăstrăul în ferăstrăul reglabil, apăsați înainte cu mânerul, astfel încât acul mașinii să îndoaie dintele de ferăstrău la valoarea potrivită (uitați-vă la indicatorul care vine cu trusa), iar mașina, în loc să îndoaie dintele înainte la valoarea corectă, îndoaie partea inferioară a ferăstrăului înapoi, iar dintele este poziționat înainte așa cum ar trebui, dar acest lucru creează un efect de ferăstrău, care duce la deformarea ferăstrăului, iar un astfel de instrument va fi inutilizabil după un timp scurt.
Deoarece fiecare dinte de pe un ferăstrău este individual, iar după fixare arcuri diferit, un fierăstrău ar trebui să dureze aproximativ 20-25 de minute pentru a regla maxim unghiul de abatere al fiecărui dinte.
La majoritatea mașinilor, indicatorul poate indica abaterea corectă a dintelui, dar realitatea va fi departe de asta
Deoarece mașina pur și simplu nu este capabilă să producă precizie. Acest lucru poate fi verificat cu ușurință prin plasarea unui indicator de mână pentru măsurarea setului de dinți de ferăstrău (fabricat în Germania) față de dinți, care va arăta cel mai precis nivelul de abatere a dintelui; rezultatul va fi deprimant.
Pe piață există și mașini care separă doi dinți în același timp. Organizațiile de servicii și persoanele care au nevoie de „viteză nebună” le place foarte mult să cumpere acest lucru.
DAR........!
Din nou, aceste mașini nu vor oferi precizia necesară; de fiecare dată eroarea va fi imprevizibilă.
Există un răspuns simplu la întrebarea de ce este așa:
Deoarece pârghiile care depărtează dintele sunt configurate pentru o singură forță de mișcare (deformare) și nu au capacitatea de a apăsa dintele exact așa cum este necesar. În consecință, fiecare dinte va fi setat diferit.
Cum să ieși din această situație, astfel încât divorțul să fie corect, iar pregătirea ferăstrăilor și tăierea ulterioară să nu aducă dureri de cap?
Astăzi pe piață există mașini cu o fixare clară a corpului ferăstrăului sub formă de presă, adică cu o singură apăsare se fixează ferăstrăul, fixarea este rigidă, atât de mult încât nu o poți muta dacă vrei, iar cu o a doua apăsare se depărtează dintele și se apasă așa cum are nevoie, presa elimină modul de balansare (un exemplu este dat mai sus) și ca urmare obții un ferăstrău perfect fixat.
De asemenea, atunci când pregătiți ferăstrăul, ar trebui să țineți cont de tipul de lemn:
*Lemnoase tari moi: (unghi de ascuțire 12-16 grade, înălțimea minimă a dintelui 4,8 mm, set de dinți 0,54-0,66 mm)
*Conifere moi, rășinoase medii: (unghi de ascuțire 12-15 grade, înălțimea minimă a dintelui 4,8 mm, set de dinți 0,52-0,66 mm)
*Conifere moi, conținut ridicat de rășină: (unghi de ascuțire 12-16 grade, înălțimea minimă a dintelui 4,8 mm, set de dinți 0,52-0,60 mm)
*Lemn de esență tare: (unghi de ascuțire 8-12 grade, înălțimea minimă a dintelui 4,5 mm, set de dinți 0,41-0,46 mm)
*Lemn tare moale, congelat: (unghi de ascuțire 8-12 grade, înălțimea minimă a dintelui 4,5 mm, set de dinți 0,46-0,56 mm)
*Conifere moi, rășinoase medii, înghețate: (unghi de ascuțire 8-12 grade, înălțimea minimă a dintelui 4,5 mm, dinte set 0,41-0,46 mm)
*Conifere moi, rășinitate ridicată, înghețate: (unghi de ascuțire 10-12 grade, înălțimea minimă a dintelui 4,8 mm, set de dinți 0,41-0,51 mm)
*Lemn de esență tare, congelat: (unghi de ascuțire 8-12 grade, înălțimea minimă a dintelui 4,5 mm, set de dinți 0,41-0,46 mm)
Deoarece atunci când tăiați un anumit tip de rocă, ferăstrăul trebuie să aibă un unghi de ascuțire diferit și o abatere diferită a setului dinților. Abia atunci ferăstrăul va tăia perfect, fără valuri și cu înaltă calitate.
Acum să vorbim despre cum să prelungești durata de viață a ferăstrăului:
În medie, un ferăstrău durează 25-30 m3, după care apare o ruptură sau chiar ferăstrăul este complet inutilizabil pentru lucrări ulterioare.
Există două motive principale pentru aceasta:
Alinierea necesară nu este respectată, iar ferăstrăul nu este ascuțit corect.
Pe piață există două tipuri de mașini de ascuțit ferăstrău, mașini simple cu roată abrazivă și mașini cu profil complet cu roată diamantată.
Care este diferența?
O mașină cu o roată abrazivă ascutește ferăstrăul numai de-a lungul marginilor din față și din spate, iar pentru a ascuți bine un ferăstrău cu o astfel de mașină, aveți nevoie de personal înalt calificat, capabil să efectueze lucrări de rutină. Deoarece o astfel de mașină trebuie ajustată nu numai înainte de ascuțirea ferăstrăului, ci adesea și chiar în timpul ascuțirii, un ferăstrău cu o astfel de mașină de ascuțit vă va servi cei 20 m3 necesari, după care va deveni inutilizabil.
O mașină cu profil complet ascutește ferăstrăul nu numai de-a lungul marginilor din față și din spate, ci de-a lungul întregului profil; de asemenea, la ascuțire, se folosește lichid de răcire, astfel încât ferăstrăul să nu ardă; pe lângă ascuțirea ferăstrăului, mașina efectuează și proprietăți precum șlefuirea, La ascuțirea cu o mașină cu o roată abrazivă, se dezvoltă foarte puternic microfisuri, ceea ce provoacă ulterior ruperea ferăstrăului. O mașină cu profil complet șlefuiește ferăstrăul astfel încât microfisurile să dispară, astfel încât durata de viață a ferăstrăului poate ajunge până la ~60 m3 în loc de 20-30 și, de asemenea, eliberează stresul de la ferăstrău, ceea ce este foarte important, fiecare dinte va au același profil, ceea ce va crește stabilitatea ferăstrăului în tăiere.
Ferăstrăul ar trebui să funcționeze nu mai mult de 1-1,5 ore, după care este îndepărtat, întors pe dos și atârnat pe un cui timp de 24 de ore, pentru a elibera tensiunea, nu este nevoie să ascuți fierăstrăul după fiecare schimb, cu atât mai mult de multe ori ascuți cu cât ucizi mai repede ferăstrăul, proprietățile de tăiere ale ferăstrăului sunt menținute cu cel puțin 1-2 schimburi suplimentare.
Alinierea trebuie verificată constant; dacă în timpul procesului de tăiere operatorul simte că gaterul merge încet, scoateți ferăstrăul și în primul rând verificați alinierea ferăstrăului; aceasta este fundația.
Pentru prelucrarea primară a lemnului se folosesc gatere, cu ajutorul cărora piesa de prelucrat este tăiată în elemente de dimensiunea și forma necesară. Una dintre cele mai comune mașini de tăiat lemn este un ferăstrău cu bandă, care are o serie de avantaje față de alte tipuri.
Pentru ca lama de tăiere să funcționeze cât mai mult posibil, necesită întreținere periodică. Aceasta include ascuțirea și tăierea pânzelor de ferăstrău cu bandă. Aceste operațiuni trebuie efectuate fără greșeală, altfel lama se va toci foarte repede și productivitatea mașinii va scădea foarte mult. Folosirea continuă a unei astfel de benzi poate duce la distrugerea acesteia.
Scopul cablajului
Răspândirea gaterului cu bandă îndeplinește o funcție foarte importantă - reduce semnificativ frecarea dintre lamă și piesa de prelucrat din lemn prin creșterea lățimii de tăiere. Acest lucru se realizează prin îndoirea dinților față de lamă. Dar în timp, în timpul funcționării, elementele de tăiere își schimbă poziția, ceea ce duce la o scădere a dimensiunii tăieturii. Ca urmare, frecarea crește foarte mult, iar acest lucru poate determina mușcătura pânzei.
Operatorul de întreținere trebuie să știe cum să seteze corect ferăstrăul cu bandă. Nerespectarea parametrilor poate duce la tăierea cu val și îndepărtarea lamei. În plus, trebuie respectată o anumită secvență de îndoire a dinților.
După cum spun instrucțiunile, tăierea ferăstrăilor cu bandă ar trebui făcută numai pe o mașină specială care are un indicator în design pentru a determina dimensiunea îndoirii. În acest caz, toți dinții ar trebui mutați în lateral cu aceeași cantitate. Intervalul de răspândire variază de la 0,3 la 0,7 mm.
Tipuri de cablare. Nuanțe ale efectuării operației
Înainte de a face o tăietură pe un ferăstrău cu bandă, ar trebui să vă decideți mai întâi asupra tipului de îndoire. Există mai multe tipuri în total:
- înșelătorie clasică. Diferă prin faptul că dinții se îndoaie alternativ în direcții diferite. Adică un element se îndoaie la stânga, al doilea la dreapta;
- limpezire Puțin diferit față de prima opțiune. Esența sa este că doi dinți se mișcă în direcții diferite, în timp ce al treilea rămâne neschimbat. Amenajarea unui gater cu bandă în acest fel se face la tăierea lemnului de esență tare;
- ondulat. Cea mai dificilă metodă de executat. Aici, valoarea de îndoire a fiecărui dinte este individuală, ceea ce oferă o configurație ondulată a muchiei de tăiere.
Înainte de a divorța pe fabricile de cherestea, ar trebui să luați în considerare câteva nuanțe importante:
- cantitatea de îndoire pe toți dinții trebuie să fie aceeași (nu se aplică metodei ondulate);
- elementul de tăiere ar trebui să se îndoaie nu la bază, ci numai în parte;
- forta trebuie aplicata intr-un punct strict definit.
Acum despre cum să configurați corect ferăstrăile cu bandă pentru fabrici de cherestea. După cum sa menționat deja, această operație este efectuată pe o mașină specială. Esența lucrării se rezumă la faptul că pânza este fixată în cadru. Apoi indicatorul este calibrat. În continuare, se instalează pârghia care va fi folosită pentru a îndoi (este selectat locul în care se aplică forța).
După lucrările de instalare, operatorul îndoaie dintele, în timp ce monitorizează cantitatea de îndoire a acestuia folosind un indicator. Apoi banda se deplasează în cadru și se repetă operația, dar cu alt element de tăiere.