Masini de rectificat profile. Polizoare de relief Polizoare de profil pentru prelucrarea metalelor uscate
Mașini CNC de șlefuit metal de la UNITED GRINDING (Elveția) în depozitele GALIKA AG din Moscova cu livrare în toată Rusia. Opțiune ideală de livrare cât mai curând posibil. Oferim o gamă largă de echipamente de șlefuit de la lideri mondiali - fabrici de producție, ai căror dealeri sunt GALIKA AG.
Echipamentele de șlefuire sunt concepute pentru finisarea finală a pieselor cu roți abrazive sau diamantate, prin îndepărtarea stratului superior de metal de pe suprafața acestora și realizarea suprafeței tratate de o puritate ridicată.
Mașinile de șlefuit asigură: șlefuirea brută (decojirea), tăierea și tăierea pieselor de prelucrat, prelucrarea de precizie a planelor, a suprafețelor de rotație, șlefuirea profilelor complexe, a dinților roții, a suprafețelor elicoidale și profilate; ascuțirea, rectificarea și fabricarea diverselor scule etc.
Masini de slefuit STUDER
STUDER reprezintă hardware, software, integrare de sistem și servicii de cea mai înaltă calitate elvețiană. Împreună cu o soluție completă personalizată pentru orice sarcină de șlefuire, cunoștințele și experiența în șlefuirea metalelor sunt de asemenea transferate către client. Logo-ul STUDER a făcut înconjurul lumii de mai multe decenii, perceput ca un semn de calitate, adică un rezultat de primă clasă. Compania se asigură că „The Art of Grinding” (ing. „The Art of Grinding”) este asociată cu numele său în viitor.
Mașinile de șlefuit cilindrice STUDER sunt proiectate pentru șlefuirea pieselor de dimensiuni medii și mari, cum ar fi un corp de rotație.
| Mașină de șlefuit STUDER S33 | Mașină de șlefuit STUDER S22 | |
| Cursă X, Y, Z: 285 x 800/1150 mm | Cursarea X, Y, Z: 310 x 850 mm | |
| Disc abraziv: 500 x 63 (80) mm | Disc abraziv: 610 x 160 mm | |
| În stoc. Preț în ruble: la cerere. | Sub ordin. Preț în ruble: la cerere. | |
| Pe video: STUDER S33 | ||
Centre de măcinare SCHAUDT
De mai bine de 100 de ani, SCHAUDT este cunoscută în întreaga lume pentru cele mai bune soluții tehnologice pentru șlefuirea centrală de precizie a pieselor rotunde și nerotunde, șlefuirea universală. Astăzi, cea mai mare parte a industriei auto din lume utilizează potențialul inovator, precizia și fiabilitatea utilajelor SCHAUDT.
Mașini de fabricare a sculelor WALTER și EWAG
Walter Maschinenbau GmbH produce mașini CNC pentru șlefuire și fabricarea de scule. Gama de produse este completată de mașini CNC pentru măsurarea completă fără contact a sculelor de precizie și a pieselor de prelucrat axisimetrice într-o singură configurație cu cea mai înaltă precizie.
EWAG - o gamă largă de produse pentru producția de inserții de tăiere rotative, inclusiv o mașină inovatoare de prelucrare cu laser.
Polizoare de suprafață și profil BLOHM și JUNG
De mulți ani, mașinile BLOHM și JUNG au fost folosite în toată lumea. În același timp - într-o varietate de industrii și o varietate de condiții. Experiența livrării a peste 35.000 de mașini se numără în gama de produse de astăzi. Astfel, gama de produse oferită include atât mașini simple de șlefuit de suprafață, mașini universale specifice industriei, cât și mașini specializate orientate către client.
Slefuirea suprafetelor de relief pe produse precum fronturile de mobilier din MDF, foile de usi din lemn masiv si MDF, fronturile de cadru etc., a fost intotdeauna insotita de anumite dificultati. De regulă, acestea au fost șlefuirea elementelor cu frezare fină, frezare complexă, șlefuire excesivă a colțurilor și modelelor piesei de prelucrat. Adesea, astfel de sarcini erau rezolvate prin măcinare manuală.
Dar lucrul cu o unealtă manuală duce inevitabil la așa-numitul „factor uman”. Adesea, un muncitor, mai ales la sfârșitul unui schimb de lucru, efectuează lucrări cu căsătorie, „umplând” marginile pieselor de prelucrat, ceea ce este evident mai ales după aplicarea grundului sau a lacului pe piesa de prelucrat. În plus, majoritatea producătorilor sunt nevoiți să mărească numărul de angajați în zonele de măcinare în fiecare an, ceea ce duce la creșterea spațiului de lucru și la creșterea costurilor salariale și, în cele din urmă, afectează costul de producție.
Tendința din ultimii 2-3 ani indică faptul că utilizatorul final este din ce în ce mai interesat de calitatea și unicitatea designului produsului.
Pentru rezolvarea unor astfel de probleme există mașini de șlefuit cu relief continuu. Cu o automatizare adecvată și o selecție corectă de instrumente și moduri de înaltă calitate, acestea permit:
- obțineți suprafețe de calitate superioară a produselor;
- atinge performanțe ridicate;
- reducerea personalului la 2-3 persoane;
- reducerea costurilor de producție;
- rezolva sarcinile de șlefuire a oricăror suprafețe, inclusiv. cu sol aplicat.
Cumpărați o mașină de șlefuit pentru lemn la un preț avantajos în Asociația KAMI
Din anul 2000, KAMI este furnizorul exclusiv al echipamentelor pentru uzine MOTIMAC. MOTIMAC, împreună cu FlexTrim (Danemarca), cel mai mare producător mondial de scule de șlefuit și care furnizează uneltele sale către HOMAG, BIESSE, HOUPEK, au dezvoltat mașina FHDR, care este disponibilă în mai multe versiuni:
- FHDR 1000 - mașină combinată cu o lățime de prelucrare de 1000 mm;
- FHDR 1300 - mașină combinată cu o lățime de prelucrare de 1300 mm;
- F330HDR - linie divizată de trei noduri cu o lățime de procesare de 1300 mm;
- F320DR - linie divizată din două noduri cu o lățime de procesare de 1300 mm.
Caracteristicile distinctive ale relativ numeroaselor modele de mașini de șlefuit chinezești în relief de pe piața rusă sunt cea mai înaltă calitate a construcției. Pentru asamblare se folosesc componente de marcă - de exemplu, toate panourile electrice și PLC sunt fabricate de SIEMENS. De asemenea, printre principalele avantaje, este de remarcat instrumentul și modurile de operare corect selectate de specialiștii danezi.
La categorie:
Ajută-l pe unelte
Masini de rectificat profile
Pentru slefuirea profilului se folosesc masini de slefuit de suprafata universale si cilindrice de precizie sporita, masini de slefuit de profile cu control manual si program etc.
Pentru fabricarea sculelor, cele mai convenabile sunt polizoarele de suprafață cu o cursă longitudinală a mesei de 600..800 mm, echipate cu un sistem hidraulic reglabil continuu și mișcări manuale independente ale mesei longitudinale și transversale.
Pe o polizor de suprafață reglată fin, cu o roată de șlefuit selectată corespunzător pentru finisare, este posibil să se obțină o precizie a dimensiunilor liniare de ± 0,01 mm, valori unghiulare de ± 1 'și rugozitatea suprafeței L? a = 0,32 ... 0,16 μm.
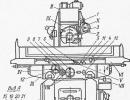
În fig. 1. Prelucrarea pieselor se realizează la periferia cercului. Piesele de formă simplă pot fi prelucrate cu roți neprofilate și profilate. Componentele principale ale mașinii includ patul I, coloana II, etrierul transversal III, mecanismul pentru deplasarea manuală longitudinală a mesei IV, mecanismul pentru inversarea longitudinală a mesei V, masa VI, mecanismul pentru inversarea transversală a masa VII și alimentarea transversală VIII, capul de șlefuire IX, mecanismul de alimentare verticală X și rezervorul de scurgere XI.

Orez. 1. Mașină de șlefuit de suprafață model ZG71.
Patul mașinii este o turnare rigidă în formă de cutie, pe partea superioară a căreia sunt fixate ghidaje în formă de V din oțel tratat termic. În interiorul cadrului există o unitate hidraulică și un echipament electric.
Pe partea superioară a coloanei este instalată o cutie de viteze, concepută pentru a accelera mișcarea capului de șlefuit.
Există ghidaje reciproc perpendiculare pe suportul transversal. O masă cu o suprafață de lucru de 630X200 mm se deplasează de-a lungul ghidajelor superioare. Acesta primește mișcare în direcția longitudinală de la un cilindru hidraulic situat între ghidajele sale. În partea inferioară a mesei există mecanisme pentru alimentare transversală, mișcare longitudinală a mesei, inversarea longitudinală a acesteia, precum și panouri de distribuție și hidraulice. Capul de șlefuit se deplasează de-a lungul șinelor suportului montat pe cadru.
O roată de șlefuit de 250X25X75 mm, montată pe un ax, primește mișcarea principală de la un motor electric cu N - 2,2 kW și m = 2860 rpm. Viteza axului este de 2700 rpm, iar viteza de taiere v = 33,5 m/s. Avansarea verticală a roții se poate face manual cu mânerul 3 sau automat cu mânerul 1. Cea mai mare mișcare verticală a capului de șlefuit este de 375 mm.
Alimentarea încrucișată a mesei poate fi și manuală (cu ajutorul roții de mână) și automată (de-a lungul membrelor). Cea mai mare mișcare transversală a mesei este de 235 mm. Prețul de divizare al cadranului de alimentare manuală este de 0,05 mm, iar avansul automat este de 0,01 mm. Alimentarea longitudinală a mesei poate fi manuală și automată din sistemul hidraulic. Cea mai mică mișcare a mesei este de 70 mm, iar cea mai mare este de 710 mm. Mecanismul de mișcare longitudinală manuală prevede un blocare care deconectează automat roata dințată de la cremalieră atunci când mânerul este setat în poziția „Masa de pornire”. La deplasarea manuală a mesei în momentul funcționării acționării hidraulice, mânerul trebuie să fie în poziția „Descărcare acționare hidraulică”.
Mecanismul inversării longitudinale a mesei asigură comutarea bobinei inverse în pozițiile extreme ale mesei, care sunt stabilite în funcție de lungimea pieselor de prelucrat cu ajutorul opritoarelor.
Comenzile mașinii: 1 - mânerul pentru setarea înălțimii avansului vertical automat; 2 - mânerul supapei pentru reglarea alimentării cu fluid de lucru; 3 - roată de mână pentru alimentare verticală manuală; 4 - opriri ale inversului longitudinal al mesei; 5 - masa de viteza maner; 6 - maner pentru inversarea manuala longitudinala a mesei; 7 - roată de mână pentru alimentare manuală încrucișată a mesei; 8 - membru al avansului transversal micrometric al mesei; 9 - cadran pentru setarea valorii avansului încrucișat automat; 10 - buton pentru pornirea și inversarea avansului transversal; 11 - mâner „Porniți masa”, „Opriți masa” și „Descărcați antrenamentul hidraulic”; 12 - maner pentru inversarea manuala longitudinala a mesei; 13 - butonul „Pornire ax”; 14 - butonul „All stop”; 15 - buton comutator placa magnetica; 16 - comutator tambur pentru deplasarea rapida a capului de slefuire; 17 butoane „Oprire acționare hidraulică”; 18 - butonul „Start” al acționării hidraulice; 19 - lumină de semnalizare „Mașina este pornită”; 20 - întrerupător de iluminat; 21 - comutarea modului de funcționare „Cu placă” și „Fără placă”; 22 - comutator de pachet introductiv.

Orez. 2. Scheme de șlefuire a secțiunilor de colț ale profilului cu un cerc plat.
După cum s-a menționat deja, la polizoarele de suprafață este posibilă prelucrarea pieselor modelate cu un cerc neprofilat, adică plat. Acestea prelucrează suprafețe al căror profil este format din linii drepte, în cazurile în care suprafața de șlefuit poate fi combinată cu periferia sau fața de capăt a discului abraziv. În acest scop, se folosesc dispozitive speciale.
Pe fig. Figura 2 prezintă schemele de prelucrare pe o mașină de șlefuit de suprafață a secțiunilor de colț ale profilului cu un cerc plat folosind un cub sinusoid (Fig. 2, a), o riglă sinusoidă (Fig. 2, b), centre sinusoidale (Fig. 2, b), o masă magnetică sinusoidală (Fig. 2, d), dispozitive pentru șlefuirea pieselor cu mai multe fațete (Fig. 2, e), prisme magnetice sinusoidale (Fig. 2, f).
Cu o roată neprofilată, orice profil neînchis al unei scule (piese), alcătuit din linii drepte și arce de cerc, poate fi prelucrat dintr-o singură instalație folosind un dispozitiv universal pentru șlefuire coordonată. Când utilizați copiatoare, este posibil să procesați un profil închis al unei piese sau secțiuni curbe individuale ale profilului acesteia.
Slefuirea cu o roată profilată este una dintre cele mai comune modalități de a reproduce suprafețele modelate.
Pentru a extinde capacitățile tehnologice ale mașinilor de șlefuit de suprafață și de șlefuit cilindric, acestea sunt echipate cu dispozitive optice, cu ajutorul cărora se proiectează pe ecran conturul mărit al piesei și al cercului. Sistemul optic este fixat pe masă, mașină și se deplasează împreună cu piesa.
Masini-unelte pentru prelucrarea profilelor pieselor rotunde. Slefuirea pieselor cilindrice cu profil complex poate fi efectuată pe mașini de șlefuit cilindric universal (Fig. 3), unde capul și capul cu o roată de șlefuit pot fi rotite în jurul unei axe verticale și fixate în orice unghi cu o precizie de ± 5 '. Deoarece cercul este setat la un unghi, secțiunile înclinate ale profilului pot fi prelucrate de periferia sau laturile sale fără profilare.

Orez. 3. Mașină de șlefuit circular.
Mașina are un opritor mobil pentru limitarea mișcării longitudinale a mesei, un suport pentru măsurile de capăt ale lungimii, un indicator indicator pentru mișcarea longitudinală a mesei și un contrapunt. Comenzile sunt: mânerul reversului mesei, mânerul opritorului, roata de mână a avansului longitudinal al mesei, roata de mână a mecanismului de alimentare a capului de șlefuit, mânerul pentru resetarea cadranului de avans pentru mortare a capului de șlefuit. , mânerul pentru retragerea penei contrapuntului și mânerul pentru prinderea penei contrapuntului.
Mașina are o reglare continuă a frecvenței de rotație a piesei. Este echipat cu un mecanism de echilibrare montat pe flansa circulara. Lichidul de răcire este curățat de așchii de metal și praf abraziv folosind un separator magnetic.
Prelucrarea de profil a pieselor cu diametru mic se realizează pe mașini specializate cu cap de șlefuit cu două fețe.
Mașinile de șlefuit universale modernizate tip ZA64M sunt convenabile prin faptul că au un cap de șlefuit rotativ cu un ax de șlefuit cu două fețe și o masă rotativă. Se recomandă prelucrarea pieselor pe ele cu cercuri cu diametrul de 250 mm, astfel încât cercul să iasă dincolo de limitele capului de șlefuit. Viteza axului trebuie redusă la 1900-2000 rpm. Mașina trebuie să fie echipată cu un cap cu o antrenare pentru rotirea piesei și un contrapunct cu un centru.
Șlefuirea profilului poate fi efectuată și pe mașini de șlefuit filet. Sunt utilizate în cazurile în care profilul este șlefuit la o adâncime mică și are raze mici cu toleranțe strânse. Măcinarea se efectuează cu un cerc cu un diametru relativ mare, care păstrează marginile ascuțite mai mult timp.
La mașinile de șlefuit cu filet, părțile plate pot fi prelucrate și dacă există un dispozitiv de fixare cu mișcare alternativă a mesei.
Mașina de șlefuit de profile Model 395M este proiectată pentru prelucrarea profilelor exterioare complexe ale poansonelor, matrițelor compozite și altor părți similare ale oricărui profil.
Metoda de prelucrare a profilului se bazează pe alinierea vizuală a conturului piesei de prelucrat, mărită de 50 de ori printr-un sistem optic special și proiectată pe un ecran, cu un desen al unui profil dat desenat pe o hârtie de calc transparentă cu o mărire de 50 de ori și fixat pe ecran.
Schema optică a mașinii de șlefuit profil model 395M este prezentată în fig. 4. De la sursa de lumină, razele cad pe un reflector montat oblic, care le direcționează către piesa de prelucrat.

Orez. 4. Schema mașinii de șlefuit profil optic model 395M.
Din piesă, fasciculul de raze este reflectat în direcția opusă, trece prin fanta din reflector și sistemul de mărire și este proiectat într-o imagine directă de lucru pe oglinda 6, care reflectă razele pe un ecran de sticlă. Desenul este fixat între ochelarii ecranului. Profilul piesei de prelucrat este proiectat ca o imagine clară întunecată pe un ecran puternic iluminat.
Îndepărtând adaosul, se obține un profil al piesei până la clasa a VII-a cu o rugozitate a suprafeței prelucrate Ra ~ 1,25 ... 0,63 microni.
Prelucrarea se realizează prin deplasarea discului de șlefuit 10 de-a lungul a două coordonate reciproc perpendiculare datorită mișcării celor două suporturi ale capului de șlefuit manual sau mecanic. Pe lângă mișcări de rotație și două de translație în plan orizontal, discul de șlefuit are o mișcare alternativă, care asigură prelucrarea profilului pe toată înălțimea piesei.
Piesa este instalată pe mașină astfel încât să existe o alocație de-a lungul întregului contur sau a unei părți a acestuia care urmează să fie prelucrată. Părțile a căror imagine de profil nu se potrivește pe ecran sunt măcinate în secțiuni. Trecerea de la o secțiune la alta se realizează prin deplasarea suportului mesei, pe care este fixată piesa.
În cazurile în care profilele repetate sunt prelucrate conform unui desen, mișcarea suporturilor de masă este controlată cu ajutorul calibrelor de capăt. Când un profil cu o configurație diferită de cea precedentă este lustruit într-o secțiune adiacentă, desenul de trasare este mutat sau înlocuit, iar în noua secțiune a desenului sau în noul desen ar trebui să existe o linie a părții deja procesate a profilul, care este începutul unei noi secțiuni. În aceste cazuri, mișcarea suporturilor de masă este controlată prin combinarea unei părți a conturului secțiunii prelucrate a profilului cu linia de desen.
Mașina face posibilă prelucrarea pieselor fără a le scoate de pe masă, cu dimensiuni de profil semnificative care se încadrează într-un dreptunghi de 150X60 mm.
Editarea cercurilor. Metoda de copiere permite șlefuirea profilului pe echipamente universale, cum ar fi polizoare de suprafață de înaltă precizie cu o masă dreptunghiulară și un ax orizontal.
Precizia suprafețelor prelucrate în timpul șlefuirii profilului depinde de precizia îmbinării discurilor de șlefuit, care sunt profilate cu diamante sau role. Profilarea cu diamante se realizează folosind diverse dispozitive. Există dispozitive pentru profilarea numai a secțiunilor înclinate sau numai în arc, precum și universale care profilează atât secțiuni înclinate, cât și arc. Să aruncăm o privire la câteva dintre instrumente.
Pentru a profila un cerc de-a lungul unui arc de cerc, se folosesc dispozitive în care vârful de diamant este deplasat față de axa suportului de diamant cu valoarea razei de alimentare. Diamantul este fixat folosind un dorn calibrat și blocuri de măsurare. Ordinea de editare a cercului este următoarea. Baza (Fig. 5) este instalată pe masa mașinii de șlefuit. Un diamant fixat cu un șurub într-un suport de diamant este adus la un dorn calibrat cu diametrul d. În această poziție, suportul de diamant este fixat cu șurubul 7. Cunoscând raza profilului cercului, determinați dimensiunea blocului de măsuri de capăt: li = d/2±R, unde d este diametrul dornului calibrat, și R este raza suprafeței de șlefuit, în mm. Dacă cercul ar trebui să aibă o concavitate, luați semnul „+”, dacă convexitatea - semnul „-”.
Între inel și planul rackului este instalat un bloc de măsuri de capăt. După aceea, inelul este fixat, șurubul este slăbit, iar suportul de diamant este tras înapoi pentru a îndepărta blocul de măsuri de capăt și dornul calibrat. Apoi suportul de diamant este mutat până când capătul inelului atinge planul suportului și este fixat cu un șurub.

Orez. 5. Dispozitiv pentru editarea unui cerc de-a lungul unui arc de cerc.
Dispozitivul este adus la suprafața cercului și, după ce a așezat diamantul perpendicular pe generatoarea acestuia, suportul este fixat cu o piuliță. Mai întâi, cercul este corectat de-a lungul cilindrului până când se obține o suprafață plană. Apoi, punctul diamantului este fixat în mijlocul cercului. În această poziție, masa este fixată cu accent. Pentru a profila un cerc, slăbiți piulița astfel încât suportul să se rotească liber. Prin rotirea suportului cu diamantul de mâner și oferind un avans transversal diamantului, cercul este profilat de-a lungul arcului circular.
Dispozitivul universal de fixare prezentat în fig. 6 este destinat profilării cercurilor cu diferite combinații de secțiuni drepte și arc, precum și arce similare și opuse. Pe bază există un cărucior rotativ, în ale cărui caneluri se poate mișca etrierul. O sanie cu un suport care poartă un suport de diamant se mișcă de-a lungul marginii superioare a etrierului. În poziția centrală, sania este fixată cu știfturi. Cu știfturile extinse, sania și suportul de diamant se pot mișca liber în ambele direcții din poziția centrală. Partea rotativă a dispozitivului poate fi fixată în poziția dorită sau se poate roti liber folosind mânerul.
Profilarea cercurilor se face element cu element. Pentru profilarea secțiunilor arcului, un suport de diamant fixat într-un suport, împreună cu o sanie, un etrier, care este blocat cu știfturi și șuruburi și un cărucior rotativ cu ajutorul unui mâner, primește o mișcare de rotație față de baza fixare. Raza arcului este stabilită de etrier prin măsurarea distanței dintre știftul de pe cărucior și bara de pe etrier cu un micrometru. Dacă această distanță este egală cu valoarea constantă a acestui dispozitiv, de exemplu 75 mm, iar suportul de diamant este instalat conform șablonului, atunci valoarea razei R va fi egală cu zero. Dacă etrierul este deplasat înainte cu dimensiunea 75 - R, atunci dispozitivul va fi configurat pentru profilare pe un cerc al unei secțiuni de arc concav a profilului. Cu o deplasare inversă a etrierului cu 75 + /? se va edita arcul profilului convex.
Profilarea secțiunilor drepte se realizează prin mișcarea alternativă a saniei. Pentru profilarea secțiunilor drepte ale cercului, înclinate pe axa profilului, etrierul este setat în poziția inițială, iar căruciorul la un unghi de 90 ° - a și fixat cu un mâner de blocare.

Orez. 6. Dresser universal pe roți.
Polizarea profilului este șlefuirea suprafețelor întărite cu precizie care diferă ca formă și poziție de planurile paralele și perpendiculare pe baza de montare a piesei. Slefuirea profilului este utilizată în toate domeniile producției de scule: în fabricarea de accesorii, matrițe, scule de tăiere și de măsurare.
Echipamente de slefuit profil
Șlefuirea profilelor se realizează pe mașini de șlefuit de suprafață, de marcat-șlefuit de coordonate și de șlefuit de profile optice. Slefuirea profilelor pe polizoarele de suprafață obișnuite este deosebit de comună. Cu toate acestea, nu toate polizoarele de suprafață sunt potrivite pentru șlefuirea profilului. Mașinile folosite trebuie să fie compacte, precise și ușor de operat. Mașini convenabile cu o cursă longitudinală a mesei, care nu depășește 800 mm, cu mișcare longitudinală și transversală, automată și independentă, ușor reglabilă. Prezența mișcărilor manuale vă permite să observați natura îndepărtării așchiilor, calitatea suprafeței prelucrate și creează posibilitatea unor mișcări reciproce, strict definite, ale mesei de lucru și ale roții abrazive. Controlul mașinilor este concentrat în mâinile muncitorului.
Modelul de mașină SK-371 îndeplinește aceste cerințe. Trebuie să fie echipat cu un dispozitiv pentru lucrul cu cercuri de diametre mici, un capac de protecție cu schimbare rapidă, opritoare precise pentru mișcarea capului și a mesei, precum și o riglă de oprire laterală a unei plăci magnetice pentru instalarea rapidă a dispozitivelor. . Cu toate acestea, chiar și cu astfel de echipamente, această mașină permite prelucrarea nu a suprafețelor profilate, ci a planurilor obișnuite. Slefuirea profilului va necesita, de asemenea, utilizarea unor dispozitive speciale care vor crea capacitatea de a prelucra cu acuratețe și eficient, într-o anumită secvență, profile drepte și curbe și de a obține împerecherea corectă a elementelor acestora.
Astfel de dispozitive, în funcție de natura muncii efectuate în ele, pot fi împărțite în patru grupuri:
- dispozitive pentru șlefuirea secțiunilor drepte ale profilelor;
- dispozitive pentru șlefuirea secțiunilor de arc;
- dispozitive pentru amplasarea exactă a elementelor de profil de-a lungul circumferinței;
- dispozitive pentru șlefuirea combinată a elementelor de profil.
Designul dispozitivelor enumerate va fi explicat în paralel cu descrierea fiecărui tip de lucrare.
Slefuirea profilului poate fi efectuată într-unul din două moduri: șlefuirea cu o roată abrazivă a unui profil standard sau cu o roată profilată, adică un astfel de cerc, care (i se dă forma corespunzătoare de către un dispozitiv de profilare.