Caneluri de frezare - cum să efectuați operația eficient? Frezarea umărului și a fantelor Prin frezarea canalului de cheie
Frezarea umărului și canelurilor
LA categorie:
Lucrări de frezare
Frezarea umărului și canelurilor
Un pervaz este o adâncitură limitată de două plane reciproc perpendiculare care formează o treaptă. Piesa poate avea una, două sau mai multe margini. O canelură este o adâncitură într-o piesă, limitată de planuri sau suprafețe profilate. În funcție de forma adânciturii, canelurile sunt împărțite în dreptunghiulare, în formă de T și în formă. Canelurile de orice profil pot fi prin, deschise sau cu o ieșire și închise.
Prelucrarea umerilor si canelurilor este una dintre operatiile efectuate la masinile de frezat. Umerii și canelurile frezate sunt supuse unor cerințe tehnice diferite în funcție de scop, producția de serie, precizia dimensională, precizia locației și rugozitatea suprafeței. Toate aceste cerințe determină metoda de prelucrare.
Frezarea umerilor și canelurilor se realizează cu freze cu disc, precum și cu un set de freze cu disc. În plus, umerii pot fi frezați cu freze.
Frezarea umerilor și canelurilor cu freze cu discuri. Frezele cu discuri sunt proiectate pentru prelucrarea planurilor, umerilor și canelurilor. Frezele cu discuri se disting între dinții solidi și dinții introduși. Frezele cu discuri solide sunt împărțite în fante (ST SEV 573-77), cu spate canelat (GOST 8543-71), cu trei fețe cu dinți drepti (GOST 3755-78), cu trei fețe cu dinți mici și normali multidirecționali. Frezele cu dinți introduși sunt realizate pe trei fețe (GOST 1669-78). Frezele cu caneluri cu discuri au dinți doar pe partea cilindrică; sunt folosite pentru frezarea canelurilor de mică adâncime. Principalul tip de tăietoare cu discuri sunt cu trei fețe. Au dinți pe suprafața cilindrică și la ambele capete. Ele sunt folosite pentru prelucrarea canelurilor și canelurilor mai adânci. Acestea oferă o clasă de rugozitate mai mare pentru pereții laterali ai unei caneluri sau umăr. Pentru a îmbunătăți condițiile de tăiere, frezele cu discuri cu trei fețe sunt echipate cu dinți înclinați cu direcții ale canelurilor alternate alternativ, adică un dinte are o direcție canelura dreapta, iar celălalt adiacent are o direcție stânga. Prin urmare, astfel de freze sunt numite multidirecționale: Datorită înclinării alternative a dinților, componentele axiale ale forței de tăiere a dinților din dreapta și din stânga sunt echilibrate reciproc. Aceste freze au dinți la ambele capete. Principalul dezavantaj al tăietorilor cu discuri cu trei fețe este reducerea lățimii după prima reșlefuire de-a lungul capătului. Atunci când se folosesc freze reglabile, formate din două jumătăți de aceeași grosime, cu dinți suprapusi în priză, după reșlefuire este posibilă restabilirea dimensiunii inițiale. Acest lucru se realizează folosind distanțiere de grosime corespunzătoare din folie de cupru sau alamă, care sunt plasate în priza dintre freze.

Orez. 1. Pervazuri

Orez. 2. Tipuri de caneluri după formă

Orez. 3. Cămine: traversante, cu ieșire și închise
Frezele cu discuri cu cuțite de inserție echipate cu plăci din aliaj dur sunt cu trei fețe (GOST 5348-69) și pe două fețe. Frezele cu discuri cu trei fețe sunt folosite pentru frezarea canelurilor, iar cele cu două fețe sunt folosite pentru frezarea umerilor și planurilor. Cuțitele de introducere sunt fixate în corpul ambelor tipuri de tăietoare folosind ondulații axiale și o pană cu un unghi de 5°. Avantajul acestei metode de atașare a cuțitelor de inserție este capacitatea de a compensa uzura și stratul îndepărtat în timpul reșlefuirii. Restabilirea dimensiunii în diametru se realizează prin rearanjarea cuțitelor prin una sau mai multe ondulații, iar în lățime - prin extinderea corespunzătoare a cuțitelor. Frezele cu trei fețe au cuțite cu înclinare alternativă alternativă cu un unghi de 10°, pentru cele cu două fețe - într-o singură direcție cu un unghi de înclinare de 10° (pentru tăietoarele cu tăiere la dreapta și la stânga).
Utilizarea frezelor cu discuri cu trei fețe cu inserții din carbură oferă cea mai mare productivitate la prelucrarea canelurilor și umerilor. Un tăietor cu discuri „ține” dimensiunea mai bine decât un tăietor de capăt.
Selectarea tipului și dimensiunii tăietoarelor cu discuri. Tipul și dimensiunea tăietorului cu discuri sunt selectate în funcție de dimensiunea suprafețelor care sunt prelucrate și de materialul piesei de prelucrat. Pentru condițiile de prelucrare date, se selectează tipul de tăietor, materialul piesei de tăiat și dimensiunile principale - B, D, d și z -. Pentru frezarea materialelor ușor prelucrate și a materialelor cu dificultate medie de prelucrare cu o adâncime mare de frezare, se folosesc freze cu dinți mari normali. La prelucrarea materialelor greu de tăiat și la frezarea cu adâncimi mici de tăiere, se recomandă utilizarea frezelor cu dinți normali și fini.
Diametrul frezei trebuie ales cât mai mic posibil, deoarece cu cât diametrul frezei este mai mic, cu atât este mai mare rigiditatea și rezistența la vibrații. În plus, pe măsură ce diametrul crește, durabilitatea acestuia crește.

Orez. 4. Selectarea diametrului frezelor cu discuri
În fig. 5, a, b prezintă o diagramă de frezare a doi umeri pe o piesă. Frezarea umerilor cu freze cu disc, așa cum s-a menționat mai sus, se realizează de obicei cu o freză cu disc cu două fețe. Cu toate acestea, în cazul nostru, ar trebui să alegem un tăietor cu disc cu trei fețe, deoarece trebuie să procesăm pe rând câte un umăr de fiecare parte a piesei.

Orez. 5. Frezarea unui umăr cu o freză cu disc
Configurarea unei mașini pentru frezarea prin caneluri dreptunghiulare folosind freze cu discuri. La frezarea umerilor, precizia lățimii umărului nu depinde de lățimea frezei. Trebuie îndeplinită o singură condiție: lățimea tăietorului trebuie să fie mai mare decât lățimea umărului (dacă este posibil, nu mai mult de 3-5 mm).
La frezarea canelurilor dreptunghiulare, lățimea frezei cu disc ar trebui să fie egală cu lățimea canelurii care este frezată în cazul în care curățarea dinților de capăt este zero. Dacă există o scurgere a dinților tăietorului, dimensiunea canelurii frezate de un astfel de tăietor va fi în mod corespunzător mai mare decât lățimea frezei. Acest lucru trebuie reținut, mai ales atunci când prelucrați caneluri cu lățime precisă.
Setarea adâncimii de tăiere poate fi efectuată conform marcajelor. Pentru a evidenția în mod clar liniile de marcare, piesa de prelucrat este prevopsită cu o soluție de cretă și se aplică adâncituri (miezuri) pe linia trasată de un scribător de suprafață folosind un perforator central. Setarea adâncimii de tăiere de-a lungul liniei de marcare se efectuează cu treceri de probă. În același timp, asigurați-vă că tăietorul taie alocația doar jumătate din adânciturile din poansonul central.
Când instalați o mașină pentru prelucrarea canelurilor, este foarte important să poziționați corect freza în raport cu piesa de prelucrat. În cazul în care piesa de prelucrat este instalată într-un dispozitiv special, poziția sa față de freza este determinată de dispozitivul însuși.
Instalarea precisă a tăietorilor la o anumită adâncime se realizează folosind setări sau dimensiuni speciale furnizate în dispozitiv. În fig. Figura 6 prezintă diagrame pentru instalarea frezelor la dimensiune folosind setări. Dimensiunea 1 este o placă de oțel călit (Fig. 6, a) sau un pătrat (Fig. 6, b, c), fixată pe corpul dispozitivului. O sondă de măsurare de 3-5 mm grosime este plasată între set și muchia tăietoare a dintelui tăietor pentru a evita contactul dintelui tăietor cu suprafața întărită a setului. Dacă prelucrarea aceleiași suprafețe se realizează în două treceri (degroșare și finisare), atunci se folosesc sonde de grosimi diferite pentru a instala freze de aceeași dimensiune.
Frezarea umerilor și canelurilor cu un set de freze cu discuri. La prelucrarea unui lot de piese identice, frezarea simultană a doi umeri, două sau mai multe caneluri pot fi efectuate de un set de freze. Pentru a obține distanța necesară între umeri și caneluri, un set corespunzător de inele de montare este plasat pe dorn între freze.
La prelucrarea pieselor de prelucrat cu un set de freze, se instalează o freză în funcție de dimensiuni, deoarece poziția relativă a setului pe dorn se realizează prin selectarea inelelor de montare. Atunci când instalează freze la o dimensiune dată, acestea recurg la utilizarea șabloanelor speciale de instalare. Pentru instalarea precisă a tăietorilor, se folosesc blocuri de capăt plane-paralele și opritoare indicatoare. În fig. Figura 7 prezintă o diagramă a dispoziției opritoarelor indicatoare pe o mașină de frezat orizontal pentru instalarea precisă a tăietorilor în timpul mișcărilor transversale și verticale ale mesei. Folosind un astfel de dispozitiv, puteți ridica și coborî masa cu o anumită sumă cu mișcare accelerată, fără teama de a greși în numărare.
Fezabilitatea prelucrării umerilor și canelurilor cu un set de freze poate fi stabilită pe baza timpului total petrecut (timp de calcul) pe piesă pentru opțiunile comparate pentru prelucrarea canelurilor.
Frezarea umerilor și canelurilor cu freze de capăt. Umeri și caneluri pot fi prelucrate cu freze de capăt pe mașini de frezat vertical și orizontal. Frezele (GOST 17026-71*) sunt proiectate pentru prelucrarea planurilor, umerilor și canelurilor. Sunt fabricate cu tije cilindrice și conice. Frezele sunt fabricate cu dinți normali și mari. Frezele cu dinți normali sunt utilizate pentru prelucrarea semifinisării și finisării umerilor și canelurilor. Pentru degroșare se folosesc mori cu dinți mari.
Frezele de degroșare cu dinți din spate (GOST 4675-71) sunt destinate prelucrării brute a pieselor de prelucrat obținute prin turnare și forjare.
Frezele din carbură (GOST 20533-75-20539-75) sunt fabricate în două tipuri: echipate cu coroane din carbură pentru diametre 10-20 mm și plăci cu șurub (pentru diametre 16-50 mm).
Orez. 6. Aplicarea instalaţiilor pentru freze
În prezent, fabricile de scule produc freze din carbură solidă cu un diametru de 3-10 mm și freze cu o piesă de lucru din carbură solidă lipită într-o tijă conică de oțel. Diametrul tăietorilor este de 14-18 mm, numărul de dinți este de trei. Utilizarea frezelor din carbură este eficientă în special la prelucrarea canelurilor și umerilor în piesele de prelucrat din oțeluri întărite și greu de tăiat.
Precizia canelurilor în lățime atunci când le prelucrează cu instrumente de măsurare, cum ar fi freze cu discuri și freze, depinde în mare măsură de precizia frezelor utilizate, precum și de precizia, rigiditatea mașinilor de frezat și de curățarea frezei după fixare în fus. Dezavantajul unei scule de măsurare este pierderea dimensiunii sale nominale din cauza uzurii și după reșlefuire. Pentru frezele cu cap, după prima reașare de-a lungul unei suprafețe cilindrice, dimensiunea diametrului este distorsionată și se dovedesc a fi nepotrivite pentru obținerea lățimii exacte a canelurii.
Puteți obține dimensiunea exactă a lățimii canelurii prin prelucrarea acesteia în două treceri: degroșare și finisare. În timpul finisării, freza va calibra doar canelura în lățime, menținându-și dimensiunea pentru o perioadă lungă de timp.
Recent, au apărut mandrinele pentru asigurarea frezei cu cap, permițând instalarea unei freze cu excentricitate reglabilă, adică deformare reglabilă. În fig. 8 prezintă o mandrina de cuplare folosită la Asociația de mașini-unelte din Leningrad, care poartă numele. Y. M. Sverdlova. Orificiul din corpul mandrinei este găurit excentric cu 0,3 mm față de tija acestuia. În acest orificiu este introdus un manșon pentru colțuri cu aceeași excentricitate față de diametrul interior. Bucșa este atașată de corp cu două șuruburi. Când manșonul este răsucit cu o piuliță și șuruburile sunt ușor slăbite, are loc o creștere condiționată a diametrului tăietorului (o diviziune pe limbg corespunde unei creșteri a diametrului tăietorului cu 0,04 mm).
La prelucrarea canelurilor cu o freză de capăt, așchiile trebuie îndreptate în sus de-a lungul canelurii elicoidale, astfel încât să nu strice suprafața prelucrată sau să nu provoace ruperea dintelui tăietor. Acest lucru este posibil în cazul în care direcția canelurii elicoidale coincide cu direcția de rotație a tăietorului, adică atunci când acestea sunt în aceeași direcție. Cu toate acestea, componenta axială a forței de tăiere Px va fi direcționată în jos pentru a împinge tăietorul din soclul axului. Prin urmare, la prelucrarea canelurilor, freza trebuie fixată mai sigur decât la prelucrarea unui plan deschis cu o freză de capăt. Sensul de rotație al frezei și al canelurii elicoidale, ca și în cazul prelucrării cu freze frontale și cilindrice, ar trebui să fie opus, deoarece în acest caz componenta axială a forței de tăiere va fi îndreptată spre mufa axului și va tinde să strângă dornul cu freza în soclul axului.

Orez. 8. Mandrina pentru frezarea canelurilor de masurare cu freze standard

Orez. 9. Frezarea unui plan înclinat într-o menghină

Orez. 10. Frezarea adânciturii părții corpului
Alte tipuri de lucrari efectuate de morile. Pe lângă prelucrarea umerilor și canelurilor, frezele cu cap sunt folosite pentru a efectua alte lucrări la mașinile de frezat verticale și orizontale.
Frezele de capat sunt folosite pentru prelucrarea planurilor deschise: verticale, orizontale și înclinate. În fig. Figura 9 prezintă frezarea unui plan înclinat într-o menghină universală. Tehnicile de prelucrare a planelor cu freze de capăt nu sunt diferite de tehnicile de prelucrare a umerilor și canelurilor. Frezele de capat pot fi folosite pentru a procesa diverse adâncituri (prize). În fig. Figura 10 prezintă frezarea unei cavități folosind o freză de capăt. Frezarea adâncurilor din piesa de prelucrat se efectuează conform marcajelor. Este mai convenabil să faceți mai întâi frezarea preliminară a conturului adânciturii (fără a ajunge la liniile de marcare) și apoi frezarea finală a conturului.
În cazurile în care este necesară frezarea unei ferestre mai degrabă decât a unei adâncituri, este necesar să se plaseze un suport corespunzător sub piesa de prelucrat pentru a nu deteriora menghina atunci când iese moara de capăt.
Frezarea umerilor cu o freză de capăt. Umerii pot fi frezați atât pe mașini de frezat vertical, cât și pe orizontală. Prelucrarea pieselor cu umeri amplasați simetric poate fi efectuată prin asigurarea pieselor de prelucrat în mese rotative cu două poziții. După frezarea primului umăr, dispozitivul de fixare este rotit cu 180° și plasat în a doua poziție pentru a freza al doilea umăr.
LA categorie:
Lucrări de frezare
Frezarea canalelor de cheie pe arbori
Conexiunile cu cheie sunt foarte frecvente în inginerie mecanică. Ele pot fi cu secțiuni prismatice, segmentare, cu pană și alte secțiuni cheie. Desenele de lucru ale arborelui trebuie să conțină dimensiuni pentru un arbore cu cheie cu pană și pentru un arbore cu cheie segmentată.
Cheile sunt împărțite în prin, deschise (cu ieșire) și închise. Frezarea cheilor este o operație foarte responsabilă. Natura potrivirii pieselor care se împerechează cu arborele depinde de precizia canelurii cheie. Cerințe tehnice stricte se aplică canalelor frezate. Lățimea canalului de cheie trebuie făcută conform clasei de precizie a 2-a sau a 3-a: adâncimea canalului de cheie trebuie făcută conform clasei de precizie a 5-a; Lungimea canelurii pentru cheie este conform clasei a 8-a de precizie. Nerespectarea acestor cerințe la frezarea canelurilor implică o muncă de montaj intensivă în timpul asamblarii - tăierea cheilor sau a altor piese de împerechere.
Pe lângă cerințele de mai sus, în ceea ce privește precizia canalului de cheie, există și o cerință privind precizia locației sale și rugozitatea suprafeței. Fețele laterale ale canalului de cheie trebuie să fie situate simetric față de planul care trece prin axa arborelui; Rugozitatea suprafeței pereților laterali ar trebui să fie în clasa a 5-a de rugozitate și uneori mai mare.
Comparând toleranțele la freze cu toleranțele la dimensiunea canelurii, se poate convinge de dificultatea realizării unei caneluri cu precizia necesară la mașinile care folosesc instrumente de măsurare. Să luăm ca exemplu o canelură cu o lățime de 12psh
Practica arată că, pentru prelucrarea unei caneluri, trebuie selectată cu atenție o canelură care se încadrează în câmpul de toleranță al PN. tăietoare și face treceri de testare. În producția în serie și în masă, acestea tind să înlocuiască conexiunile cu cheie cu unele canelare ori de câte ori este posibil.
Frezele cu caneluri cu disc (ST SEV 573-77) sunt destinate frezării canelurilor de mică adâncime. Au dinți doar pe partea cilindrică.
Frezele pentru caneluri susținute conform GOST 8543-71 sunt, de asemenea, destinate procesării canelurilor. Sunt ascuțite doar pe suprafața frontală. Avantajul acestor freze este că nu își pierd din lățime după reșlefuire. Sunt disponibile în diametre de la 50 la 100 mm, de la 4 la 16 mm.
Frezele de chei în conformitate cu GOST 9140-78 sunt utilizate pentru frezarea canelurilor și sunt fabricate cu o tijă cilindrică și conică. Frezele de chei au doi dinți de tăiere cu tăiere la capăt
muchii comune care execută principala lucrare de tăiere. Marginile tăietoare ale tăietorului nu sunt îndreptate spre exterior, ca un burghiu, ci în corpul instrumentului. Astfel de freze pot lucra cu avans axial (ca un burghiu) și cu avans longitudinal. Reascuțirea tăietorilor se efectuează de-a lungul dinților de capăt, drept urmare diametrul tăietorului rămâne practic neschimbat. Acest lucru este foarte important pentru prelucrarea canelurilor.
Frezele cu tijă cilindrică sunt fabricate pentru diametre de la 2 la 20 mm, cu tija conică - de la 16 la 40 mm. În prezent, fabricile de scule produc freze de chei din carbură solidă cu diametrul de 3, 4, 6, 8 și 10 mm cu un unghi de caneluri elicoidale de 20° din aliajul VK8. Aceste freze sunt utilizate în principal pentru prelucrarea oțelurilor întărite și a materialelor greu de tăiat. Utilizarea acestor freze vă permite să creșteți productivitatea muncii de 2-3 ori și să creșteți clasa de rugozitate a suprafeței tratate.
Frezele cu tijă pentru fante pentru chei segmentate în conformitate cu GOST 6648-68* sunt destinate frezării tuturor fantelor pentru chei segmente cu un diametru de 4-5 mm.
Frezele montate pentru caneluri pentru chei segmentate în conformitate cu GOST 6648-68* sunt destinate frezării tuturor canelurilor pentru chei segmentate cu un diametru de 55-80 mm.
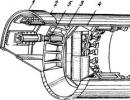
Asigurarea pieselor de prelucrat. Semifabricatele arborelui pentru frezarea cailor de cheie și platine în ele sunt fixate convenabil în prisme. Pentru piese scurte, o prismă este suficientă. Pentru lungimi mai mari de arbore, piesa de prelucrat este montată pe două prisme. Poziționarea corectă a prismei pe masa mașinii este asigurată de un știft la baza prismei, care se potrivește în canelura mesei, așa cum se arată în figura din dreapta. Arborele sunt asigurate cu cleme. Pentru a evita deformarea arborelui la fixare, este necesar să vă asigurați că clemele se sprijină pe arbore deasupra prismelor. O garnitură subțire de cupru sau alamă trebuie plasată sub cleme pentru a nu deteriora suprafața cilindrică finală prelucrată a arborelui. În fig. Figura 4 prezintă o menghină pentru fixarea arborilor. Menghina poate fi fixată pe masă fie în poziția prezentată în figură, fie poate fi rotită la 90°. Prin urmare, sunt potrivite pentru asigurarea arborilor atât pe mașinile de frezat orizontale, cât și pe cele verticale. Arborele este montat cu o suprafață cilindrică pe o prismă și, atunci când roata de mână se rotește, este prins cu fălci care se rotesc în jurul degetelor. Prisma poate fi instalată într-o menghină pe cealaltă parte a arborelui cu diametru mai mare. Opritorul este folosit pentru a seta arborele pe lungimea sa.

Orez. 1. Arbore cu canale

Orez. 2. Aranjarea câmpurilor de toleranță pentru canapea și freza

Orez. 3. Asigurarea arborelui pe oisme

Orez. 4. Menghină pentru fixarea arborilor
În fig. Figura 5 prezintă o prismă magnetică cu un magnet permanent. Corpul prismei este format din două părți, între care este plasat un magnet de oxid de bariu. Pentru a fixa rola, rotiți pur și simplu mânerul comutatorului cu 90°. Forța de strângere este destul de suficientă pentru frezarea canelurilor, platelor etc. pe role. Concomitent cu asigurarea piesei, prisma este atrasă de suprafața de sprijin a mesei mașinii.
Frezare prin canale. Canalele sunt frezate după finisarea suprafeței cilindrice. Canelurile prin și deschise cu o canelură care iese în jurul unui cerc, a cărui rază este egală cu raza frezei, sunt prelucrate cu freze cu disc. Excesul de lățime a canelurii în comparație cu lățimea frezei este de 0,1 mm sau mai mult. După ascuțirea frezelor cu fantă cu disc, lățimea frezei este ușor redusă, astfel încât utilizarea tăietorilor este posibilă numai până la anumite limite, după care acestea sunt folosite pentru alte lucrări când dimensiunea lățimii nu este atât de importantă.
În fig. Figura 6 arată instalarea piesei de prelucrat și a frezei la frezarea unei caneluri. Când instalați un tăietor pe un dorn, este necesar să vă asigurați că freza are o curgere minimă la capăt. Piesa de prelucrat este asigurată într-o menghină de mașină cu fălci de cupru sau alamă.
Cu o menghină instalată corect, precizia instalării arborelui fixat în acesta nu trebuie verificată. Cuțitul trebuie instalat astfel încât să fie situat simetric față de planul diametral care trece prin axa arborelui. Pentru a îndeplini această condiție, utilizați următoarea tehnică. După fixarea tăietorului și verificarea curbei acestuia cu un indicator, freza este mai întâi instalată în planul diametral al arborelui. Instalarea precisă se realizează cu un pătrat și un etrier.
Pentru a instala tăietorul, este necesar să îl plasați în direcția transversală la dimensiunea S din partea unuia dintre capetele arborelui care iese deasupra menghinei. Verificați această dimensiune cu un șubler. Apoi plasați un pătrat pe cealaltă parte a arborelui, așa cum se arată în Fig. 7 linie punctată și verificați din nou mărimea S.

Orez. 5. Prismă magnetică pentru fixarea arborilor
simultan ridicați încet masa până când atinge tăietorul și mutați-o în direcția longitudinală. După ce a stabilit momentul de contact al tăietorului cu arborele, îndepărtați masa de sub freză. Opriți mașina și rotiți mânerul de alimentare vertical pentru a ridica masa până la adâncimea canalului de cheie.
Frezarea canalelor închise. Frezarea cheilor închise se poate face pe mașini de frezat orizontal. Pentru a asigura axul, utilizați menghine sau prisme speciale autocentrante. Deoarece instalația de frezare conform Fig. 9, dar diferă de instalarea din Fig. 9, b numai după amplasarea axului, vom analiza doar ordinea frezării canelurii pe o mașină de frezat orizontală.

Orez. 9. Frezarea canalelor închise
O altă modalitate de a instala („bullseye”) o freză cu cheie sau de capăt în planul diametral al frezei este următoarea. Arborele este poziționat cât mai precis posibil (cu ochiul) în raport cu freza și freza rotativă este adusă încet în contact cu arborele care se prelucrează până când pe suprafața arborelui apare o urmă abia vizibilă a frezei. Dacă acest semn este obținut sub forma unui cerc complet, atunci aceasta înseamnă că tăietorul este situat în planul diametral al arborelui. Dacă semnul are forma unui cerc incomplet, atunci este necesar să mutați masa.
Setarea la adâncimea canelurii. Arborele în curs de prelucrare, al cărui plan diametral coincide cu axa frezei, este adus în contact cu freza. În această poziție a mesei, observați indicația cadranului șurubului de avans transversal sau vertical, apoi mutați sau ridicați masa la adâncimea de tăiere B.
Canalele închise care permit potrivirea sunt frezate în unul din două moduri:
a) tăiere manuală la o anumită adâncime și avans mecanic longitudinal, apoi tăiere din nou la aceeași adâncime și avans longitudinal, dar în direcție diferită;
b) tăiere manuală la toată adâncimea canelurii și avans longitudinal mecanic suplimentar. Această metodă este utilizată la frezarea cu freze cu caneluri cu un diametru de peste 12-14 mm.

Orez. 10. Schema de instalare a morii de capat in diametru! planul arborelui
Lățimea canalului de cheie trebuie verificată cu ajutorul unui gabarit conform toleranței specificate în desen.
Frezarea canalelor deschise cu o canelură care iese de-a lungul unui cerc, a cărui rază este egală cu raza frezei, se realizează cu freze cu discuri. Canelurile în care nu este permisă ieșirea canelurii de-a lungul razei cercului sunt frezate cu freze de capăt sau cheie.
Frezarea canelurilor cheilor segmentate se efectuează utilizând freze cu tijă sau montate pentru cheile segmente, al căror diametru trebuie să fie egal cu dublul razei canelurii. Alimentarea se realizează pe o direcție verticală, perpendicular pe axa arborelui (Fig. 11).
Frezarea arborilor la mașini de frezat cheie. Pentru a obține caneluri precise în lățime, prelucrarea se efectuează pe mașini speciale de frezat chei cu avans pendul, care lucrează cu freze de chei cu doi dinți. Cu această metodă, freza taie 0,2-0,4 mm și freză canelura pe toată lungimea, apoi taie din nou la aceeași adâncime ca în cazul precedent și freză din nou canelura pe toată lungimea, dar într-o direcție diferită. De aici provine numele metodei - „pendul feed”.

Orez. 11. Frezare chei pentru chei segmentate

Orez. 12. Schema de frezare a canalelor de cheie folosind metoda „avans pendul”.

Orez. 13. Controlul mărimii canelurii folosind calibre
La sfârșitul frezării, axul revine automat la poziția inițială și avansul longitudinal al capului de frezare este oprit. Această metodă este cea mai rațională pentru fabricarea arborilor cu cheie în producția de serie și în masă, deoarece produce o canelură precisă care asigură interschimbabilitatea în legătură cu cheie. În plus, deoarece tăietorul funcționează cu muchii tăietoare de capăt, este mai durabil, deoarece nu se uzează de-a lungul periferiei. Dezavantajul acestei metode este că durează mult mai mult timp în comparație cu frezarea în una sau două treceri.
Frezarea canelurilor pe mașinile automate de frezat chei cu o unealtă nemăsurată se efectuează cu o mișcare oscilantă (oscilantă) a sculei. Prin ajustarea intervalului de oscilație de la zero la valoarea necesară, este posibil să frezați canalele cu precizia lățimii necesară.
La frezarea cu oscilație, lățimea frezei este mai mică decât lățimea canelurii prelucrate. Astfel, mașina MA-57 este destinată frezării canelurilor deschise pe arborii motoarelor electrice folosind freze cu discuri cu trei fețe în producția automată. Mașina 6D92 este proiectată pentru frezarea canalelor închise folosind freze de capăt nedimensionale. Lățimea dorită a canelurii este atinsă datorită faptului că tăietorului i se oferă o mișcare oscilantă în direcția perpendiculară pe avansul longitudinal. Mașina poate fi încorporată într-o linie automată.
Controlul dimensiunilor canelurilor și canelurilor. Controlul dimensiunilor canelurilor și canelurilor se poate face atât cu ajutorul instrumentelor de măsurare a liniilor (șublere vernier, numărul adâncimii vernierului) cât și cu calibre. Măsurarea și numărarea dimensiunilor canelurilor folosind unelte universale nu diferă de măsurarea altor dimensiuni liniare (lungime, lățime, grosime, diametru). Lățimea canelurii poate fi controlată de calibrele rotunde și de limitare a plăcii. În fig. 13, a prezintă controlul lăţimii canelurii, având în vedere dimensiunea de 20+cm mm. În acest caz, partea de trecere a calibrului are o dimensiune de 20,0 mm, iar partea care nu trece are o dimensiune de 20,1 mm.
Simetria locației canelurii în raport cu axa arborelui este controlată de șabloane și dispozitive speciale.
SCOPUL LUCRĂRII
-
PREVEDERI TEORETICE
Selectarea modurilor de tăiere.
Condițiile de tăiere recomandate la frezarea fantelor sunt date în tabel. 2 și 3. Pe baza condițiilor de prelucrare (materialul piesei, unealta de tăiere, precizia și rugozitatea suprafeței), vitezele de tăiere și avansurile necesare pentru fiecare tranziție tehnologică sunt determinate în tabel. Pentru a reduce timpul auxiliar pentru schimbarea modurilor de tăiere, este de dorit ca un număr mai mare de tranziții tehnologice să aibă aceleași moduri de tăiere.
Pe baza valorii de tabel acceptate a vitezei de tăiere, determinăm numărul de rotații ale axului mașinii folosind formula:
![]() (1)
(1)
unde n este numărul de rotații ale axului, rpm
Viteza de frezare în V, m/min
D-diametrul frezei, mm
Valoarea rezultată a lui n este ajustată la cea mai apropiată valoare a pașaportului și viteza reală de tăiere este clarificată.
| Canelura sau latimea umerilor b, mm | Duritatea materialului prelucrat, NV | Material prelucrat | |||||
| Oţel | Fontă | ||||||
| Adâncimea de tăiere t, mm | |||||||
| ≤3 | ≤5 | >5 | ≤3 | ≤5 | >5 | ||
| Freze cu discuri din oțel de mare viteză | |||||||
| - | ≤229 | 0,06-0,10 | 0,07 - 0,12 | ||||
| - | 230 -287 | 0,04 - 0,08 | 0,06 - 0,10 | ||||
| - | >287 | 0,03 - 0,06 | 0,04 - 0,08 | ||||
| Freze cu discuri cu inserții din carbură | |||||||
| ≤229 | 0,06-0,10 | 0,07 - 0,12 | |||||
| - | 230 -287 | 0,04 - 0,08 | 0,06 - 0,10 | ||||
| - | > 287 | 0,03 - 0,06 | 0,04 - 0,08 | ||||
| Freze din oțel de mare viteză | |||||||
| ≤287 | 0,15 - 0,25 | 0,12 - 0,2 | 0,1 -0,15 | - | - | - | |
| ≤287 | 0,12 - 0,2 | 0,1 -0,15 | 0,08 - 0,12 | - | - | - | |
| ≤287 | 0,1 -0,15 | 0,08 - 0,1 | 0,06-0,1 | - | - | - | |
| Freze de capat cu inserții din carbură | |||||||
| ≤287 | - | - | - | 0,12-0,18 | 0,10-0,15 | 0,08-0,01 | |
| >287 | - | - | - | 0,01 - 0,15 | 0,04-0,10 | 0,05-0,08 |
| Materialul părții de lucru a sculei de tăiere | Adâncimea de tăiere, t, mm | Viteza de taiere mm/min la alimentarea unui dinte cutter, mm/dinte. | ||||||||||||||
| 0,02 | 0,04 | 0,06 | 0,1 | 0,15 | 0,2 | 0,3 | 0,02 | 0,04 | 0,06 | 0,01 | 0,15 | 0,2 | 0,3 | 0,4 | ||
| Oţel | Fontă | |||||||||||||||
| Freze cu discuri | ||||||||||||||||
| Oțel de mare viteză | - | - | ||||||||||||||
| Aliaj dur | 420 350 280 | 340 310 250 | 310 280 220 | 280 220 180 | 220 160 140 | 120 100 | - | 200 160 140 | 180 140 120 | 140 110 | 110 100 | 110 90 | 100 80 | - | ||
| Dispozitive de tăiere din oțel de mare viteză | ||||||||||||||||
| Oțel de mare viteză | - | - | - | - | - | 40 30 22 15 | 25 18 13 | - | - | - | ||||||
| Freze cilindrice | ||||||||||||||||
| Aliaj dur | 50* >50* | - | - | . | - | - | - | - | . | . |
* Lățimea canelurii sau a marginii, b
z - numărul de dinți tăietori
n - viteza axului, rpm
Valoarea rezultată S M este ajustată la cea mai apropiată mașină conform pașaportului.
DATE INIȚIALE PENTRU LUCRĂRI DE LABORATOR
6.1 Date de bază ale mașinii de frezat orizontală model 6P80G:
6.2 Blank - o piesă pentru utilizare generală în inginerie mecanică cu planuri paralele și un contur patruunghiular în plan cu unghiuri drepte fără găuri. Designul recomandat al piesei este prezentat în Fig. 8. Materialul pieselor - oțel dur mediu: oțel 35 GOST 1050-88. Fonta SCh 20 GOST 1412-88 este posibilă. Piesa de prelucrat inițială poate fi o forjare (din oțel) sau o turnare simplă (din fontă). Permis - secțiuni pătrate lungi laminate la cald în conformitate cu GOST 2591-88.

Orez. 8 Proiectarea piesei de prelucrat.
6.3 Forme de carduri operaționale în conformitate cu GOST 3.1404-86, formularul 2, 2a până la 3 și carduri de schiță în conformitate cu GOST 3.1105-84, formularul 7 și 7a pentru procesarea documentației tehnologice ca anexă la raport.
PROCEDURA DE EFECTUAREA LUCRĂRII
7.1. Briefing de siguranță.
7.2. Etapa pregătitoare.
7.2.1 Studiați aspectul general al mașinii și comenzilor. Ei își amintesc mișcările organelor de lucru, care pot fi principale (de lucru) și auxiliare. Este desenată o diagramă generală a mașinii, care va fi apoi inclusă ca parte integrantă în raportul de lucru.
7.2.2 Studierea procesului tehnologic de fabricare a unei piese date, aprofundând în detaliu conținutul operațiunii, modurile de prelucrare și controlul dimensiunilor finale. Desenați o schiță a piesei de prelucrat.
7.2.3 Luați în considerare conținutul lucrărilor privind configurarea și configurarea mașinii pentru a efectua o anumită operație.
7.2.4 Luați în considerare instrumentele de tăiere și măsurare și echipamentele tehnologice menționate în procesul tehnic.
7.3 Etapa executivă.
7.3.1 Folosind harta procesului operațional, mașina este configurată și configurată.
7.3.1.1 Instalarea frezei. Mai întâi, freza este fixată pe dorn, apoi acest set, folosind o axă subțire care trece în interiorul axului, este fixat la un capăt în cutia de viteze, iar la celălalt capăt în suportul suportului de suspendare.
7.3.1.2 Instalarea dispozitivului pe masa mașinii. Folosind un dispozitiv de ridicare și transport, menghina rotativă este coborâtă pe masa mașinii și fixată cu șuruburi speciale, ale căror capete sunt situate în canelurile în formă de T ale mesei, precum și șaibe și piulițe.
7.3.1.3 După pornirea mașinii, se verifică funcționalitatea pieselor de lucru care asigură principalele mișcări: rotația axului, mișcarea longitudinală, transversală și verticală a mesei și consolei acesteia.
7.3.1.4 Setarea mașinii la modul de funcționare setat constă în setarea vitezei de rotație a axului tăietorului cu volantul cutiei de viteză și setarea avansului mesei folosind mânerul de pe cutia de alimentare.
7.3.1.5 Instalarea și asigurarea piesei de prelucrat într-o menghină se realizează în conformitate cu bazele tehnologice indicate în tabelul de operare.
7.3.2 Instalarea mesei în raport cu freza într-un plan vertical se realizează folosind „metoda test chip”. Pentru a face acest lucru, plasând piesa de prelucrat sub tăietor, ridicați masa până când atinge dinții tăietorului, apoi mutați-o în lateral. De-a lungul cadranului de avans vertical al mesei, masa este ridicată la nivelul adâncimii de tăiere pentru frezarea brută.
7.3.3 Masa este instalată în raport cu freza în plan orizontal de-a lungul discului de avans transversal al mesei.
7.3.4 Se efectuează frezarea degroșată a canelurii și masa mașinii este mutată în poziția inițială.
7.3.5 Măsurați cu precizie dimensiunea canelurii rezultată și mutați vertical masa în sus cu cantitatea care lipsește până la dimensiunea specificată (adâncimea canelurii).
7.3.6 Se efectuează frezarea de finisare și controlul suprafeței și dimensiunilor canelurii după prelucrare.
7.3.7 În timpul prelucrării unei piese, în coloanele corespunzătoare ale hărții operaționale sunt introduse datele reale despre modurile de tăiere, instrumentele de tăiere și de măsurare.
7.4 Efectuați partea grafică a lucrării: o schiță operațională, tehnici individuale de instalare și reglare a mașinii, o diagramă generală a mașinii, o schiță a piesei de prelucrat.
PRELUCRAREA CANELURILOR PRIN FREZARE
Procesul de frezare este unul dintre principalele procese tehnologice existente pentru prelucrarea pieselor și mecanismelor de mașini. Mașinile de frezat taie piese de prelucrat, plane de frezat, caneluri, margini, prelucrează suprafețele curbe și elicoidale ale corpurilor rotative și decupează fire. Dintre toate metodele de prelucrare a canelurilor, diferitele tipuri de frezare sunt cele mai răspândite. Frezarea se realizează cu diverse freze: - freze cu discuri cu trei fețe și cu două fețe, freze pentru capete, freze pentru colțuri etc. Frezarea cu freze pentru capete asigură o rugozitate a suprafeței în intervalul R a = 25 6,3 μm, prin frezarea de finisare a acesteia este posibil să se realizeze o rugozitate R a = 6,3 1,6 μm. Precizia procesării canelurilor corespunde cu 8-14 grade de precizie.
La frezare, de regulă, unealta de tăiere primește mișcare de rotație, iar piesa de prelucrat fixată în dispozitiv primește mișcare de translație în direcția de avans.
La prelucrarea canelurilor, împreună cu calitatea (rugozitatea) suprafețelor prelucrate, este necesar să se asigure:
Precizia dimensiunilor de coordonare;
Precizia formei suprafeței prelucrate (canelură, pervaz, canelura);
Precizia locației suprafeței care este prelucrată în raport cu alte suprafețe specificate ale piesei (paralelism, coaxialitate, perpendicularitate).
Frezarea canelurilor pentru piese de dimensiuni medii se realizează pe mașini de frezat orizontale și verticale.
SCOPUL LUCRĂRII
Învățați să dezvoltați procese tehnologice pentru operațiunile de frezare pe mașini de frezat moderne și să obțineți abilități în configurarea acestor mașini pentru prelucrarea canelurilor în piese pentru aplicații de inginerie generală.
Familiarizați-vă cu principiile teoretice privind tehnologia și metodele de frezare a canelurilor.
Familiarizați-vă cu mașina de frezat orizontală, sculele de tăiere, echipamentele de laborator, uneltele, accesoriile și alte materiale.
- Familiarizați-vă cu metodologia și procedura pentru efectuarea lucrărilor de laborator.
Pe baza datelor inițiale, proiectați un proces tehnologic pentru frezarea unei caneluri.
Efectuați reglarea mașinii și procesarea de probă a unei piese date.
Întocmește un raport asupra lucrărilor de laborator cu prezentarea documentației tehnologice necesare, realizată în conformitate cu cerințele standardelor ESKD și ESTD.
Răspundeți la întrebările de autotest.
PREVEDERI TEORETICE

Când frezați caneluri și caneluri, este adesea de preferat să folosiți freze cu discuri cu trei fețe decât freze cu cap.
- Canelurile sau canelurile prelucrate pot avea diferite geometrii - fie scurte sau lungi, deschise sau închise, drepte sau curbate, adânci sau superficiale, late sau înguste
- De obicei, alegerea sculei este determinată de lățimea și adâncimea canelurii și, într-o oarecare măsură, de lungimea acesteia
- Tipul de mașină și producția în serie determină ce freză trebuie utilizată - freză, muchie lungă sau disc
- Frezele cu discuri cu trei fețe sunt o soluție mai eficientă pentru prelucrarea fantelor lungi și adânci, în special atunci când se utilizează mașini orizontale. Cu toate acestea, proliferarea mașinilor de frezat verticale și a centrelor de prelucrare înseamnă că frezele și frezele cu muchie lungă sunt adesea folosite pentru o gamă largă de aplicații de frezare cu caneluri.
Compararea diferitelor tipuri de freze
Frezare pe trei fețe
+ Caneluri deschise+ Caneluri adânci
+ Lățime/toleranțe reglabile
+ Frezare cu un set de freze
+ Segment
+ Gamă largă de lățimi/adâncimi diferite
– Caneluri închise
– Numai caneluri drepte
– Evacuare cip

Freze de capăt
+ Caneluri închise+ Caneluri superficiale
+ Sloturi neliniare
+ Versatilitate (metode suplimentare):
- Frezarea trocoidală a fantelor pe piese din materiale greu de tăiat (oțeluri călite, aliaje rezistente la căldură etc.)
- Frezare cu plonjare pentru rezolvarea problemelor atunci când lucrați cu protuberanțe mari
- Posibilitatea efectuarii altor tipuri de operatii de semifinisare sau frezare fina
- Frezele cu capat pot fi folosite pentru mai mult decât pentru frezarea cu fante
– Forțe mari de tăiere
– Tendința la vibrații la apăsare

Frezare pe trei fețe

Frezele cu disc cu trei căi sunt mai eficiente atunci când tăiați fante lungi, adânci și deschise și oferă stabilitate și productivitate optime în acest tip de frezare. Pentru a procesa simultan mai multe caneluri într-un singur plan, operația poate fi efectuată cu un set de freze.
Caracteristicile aplicației

- Mărimea tăietorului, pasul dinților și locația tăietorului împreună trebuie să asigure că cel puțin un dinte este întotdeauna în plasă.
- Controlați grosimea așchiilor pentru a obține avans optim pe dinte
- Când frezați în condiții dificile, verificați cerințele de putere și cuplu. Atunci când atașați un tăietor la un dorn, rigiditatea acestuia din urmă și cantitatea de consolă de reglare sunt extrem de importante.
- Este necesar să se asigure rigiditatea și fiabilitatea fixării piesei și a dornului în sine pentru a rezista forțelor de tăiere ale contrafrezării
frezare în jos:
- Metoda preferată de măcinare
- Utilizați un opritor rigid în direcția forțelor de tăiere tangențiale pentru a preveni deplasarea piesei de prelucrat. Direcția de avans coincide cu direcția forțelor de tăiere, ceea ce impune cerințe ridicate privind rigiditatea mașinii și absența golurilor în șurubul cu bile.
Frezare în sus:
- O alternativă bună atunci când există o rigiditate insuficientă sau când se lucrează cu materiale greu de tăiat
- Este o soluție bună atunci când apar probleme cu evacuarea așchiilor la tăierea canelurilor adânci.
Frezare cu o roată de mână:
- O metodă suplimentară de frezare pentru rigiditate scăzută a sistemului și caracteristici insuficiente de putere a mașinii
- Poziționați roata de mână cât mai aproape de unealtă
- Creșterea fiabilității prinderii piesei de prelucrat contribuie întotdeauna la rezultate bune de prelucrare
Frezarea fantelor deschise cu freze cu disc cu trei fețe

Calculul furajului pe dinte
Un factor critic la frezarea cu freze cu discuri cu trei fețe este obținerea unui avans adecvat per dinte, f z. Alimentarea insuficientă pe dinte provoacă deficiențe grave, așa că trebuie avută o atenție deosebită la calcul.
Hrănire pe dinte f z trebuie redus la frezarea fantelor adânci și crescut la frezarea fantelor de mică adâncime pentru a menține grosimea maximă recomandată a așchiilor. De exemplu, atunci când frezați o lățime completă a fantei folosind geometria M30, grosimea maximă inițială a așchiilor ar trebui să fie de 0,12 mm.
Notă: Deoarece două inserții funcționează împreună la frezarea pe toată lățimea unei fante, jumătate din numărul de inserții este utilizat pentru a calcula avansul z n.
| A e/ D plafon (%) | f z (mm/dinte) | h ex (mm) |
| 25 | 0,14 | 0,12 |
| 10 | 0,20 | 0,12 |
| 5 | 0,28 | 0,12 |
Adâncimea de tăiere
Pentru caneluri mai adânci, puteți comanda o freză specială. La prelucrarea canelurilor adânci, reduceți avansul pe dinte. Dacă șanțul este puțin adânc, creșteți avansul.
Notă: Adâncimea canelurii prelucrate poate fi limitată de diametrul dornului, de caracteristicile de rezistență ale îmbinării cheii și de condițiile pentru evacuarea așchiilor.
Utilizarea unui volant pe mașini orizontale

La frezarea pe trei fețe, un număr mic de dinți sunt înțepați, ceea ce provoacă vibrații în timpul procesului de tăiere. Acest lucru are un impact negativ asupra rezultatului procesării și asupra productivității.
- Montarea unui volant pe un arbore de frezare este adesea o metodă eficientă de combatere a vibrațiilor. Problemele cauzate de puterea insuficientă, cuplul și stabilitatea mașinii sunt adesea rezolvate prin utilizarea corectă a volantelor.
- Necesitatea folosirii unui volant este mai mare, cu atât puterea mașinii destinate prelucrării este mai mică sau nivelul de uzură a acestuia este mai mare
- Poziționați roata de mână cât mai aproape de unealtă.
- Utilizarea unui volant face prelucrarea mai ușoară, ceea ce, la rândul său, duce la reducerea zgomotului și vibrațiilor și crește durata de viață a sculei.
- Se recomandă utilizarea volantului împreună cu metoda de contrafrezare
- Pentru a crește și mai mult stabilitatea atunci când utilizați un tăietor cu disc pe 3 fețe, utilizați cea mai mare roată de mână posibilă pentru aplicație.
- Ca volant, puteți utiliza mai multe discuri de oțel cu găuri corespunzătoare diametrului dornului de frezare
Prelucrarea canelurilor cu un set de freze cu dinți eșalonați
Frezele cu 2 chei pot fi eșalonate pentru a permite tăierea mai multor fante în același timp. Decalarea frezelor unul față de celălalt ajută la evitarea vibrațiilor. Nevoia de volante este, de asemenea, redusă.

Frezarea fantelor și canelurilor înguste și puțin adânci


Frezele universale au inserții cu mai multe muchii într-o varietate de forme pentru a se potrivi cu majoritatea tipurilor de caneluri superficiale. Aplicațiile obișnuite includ frezarea inelelor interne și canelurile pentru inele O, precum și canelurile exterioare mici drepte sau circulare, în special pe piesele care nu sunt rotative.
Caneluri interioare

- La frezare circulară, este necesar să se programeze o intrare lină a sculei în tăiere.
- Luați în considerare raportul dintre diametrul frezei și diametrul găurii, D c/ D w. Cu cât acest raport este mai mic, cu atât este mai mare lungimea liniei de contact dintre unealtă și materialul de prelucrat.
Canelare cu freze de capat

Frezele cu capat sunt utilizate atunci când este necesar să se producă caneluri scurte și puțin adânci, în special fante și buzunare închise și caneluri. Frezele sunt singurele scule capabile să frezeze fante închise cu următoarele caracteristici:
- Drept, curbat sau înclinat
- Mai lat decât diametrul frezei utilizate
Frezarea fantelor mai grele se face adesea cu freze cu muchie lungă.
Selectarea instrumentului
Freze cu capăt și cu muchie lungă
| | | | | |
| Freze din carbură solidă | Freze de capăt pentru frezarea umărului | Freze cu muchie lungă | Freze cu capete înlocuibile | |
| Dimensiunea axului/mașinii | ISO 30, 40, 50 | ISO 40, 50 | ISO 40, 50 | ISO 30, 40, 50 |
| Cerințe de stabilitate | Înalt | In medie | Înalt | Scăzut |
| Aspre | Foarte bun | bine | Foarte bun | Acceptabil |
| Finisare | Foarte bun | bine | Acceptabil | Foarte bun |
| Adâncimea de tăiere A p | Mare | In medie | Mare | Mic |
| Versatilitate | Foarte bun | bine | Acceptabil | Foarte bun |
| Performanţă | Foarte bun | bine | Foarte bun | bine |
Caracteristicile aplicației
- Utilizați freze pentru tăiere ușoară, cu o durată lungă de viață previzibilă a sculei în combinație cu mandrine de înaltă performanță
- Pentru a obține cea mai joasă consolă posibilă, minimizați distanța de la mandrina la muchia de tăiere
- Pentru a obține o grosime satisfăcătoare a așchiilor, asigurați-vă un avans adecvat pe dinte Pentru a evita așchiile subțiri, care pot provoca vibrații, bavuri și finisare slabă a suprafeței, utilizați freze cu pas grosier.
- Pentru un raport optim diametru/lungime și stabilitate, utilizați instrumentul cu diametrul cel mai mare posibil
- Pentru a obține cea mai favorabilă acțiune de tăiere, utilizați frezarea în urcare
- Asigurați-vă că așchiile sunt evacuate din canelură. Utilizați aer comprimat pentru a evita acumularea de așchii
- Pentru stabilitate și sprijin optim în direcția axului, utilizați conexiunea Coromant Capto®
Canelare cu freze de capat

La frezarea unei caneluri sau a unei fante, adesea numită frezare pe lățime completă, sunt prelucrate trei suprafețe:
- Fantele care sunt închise la ambele capete - buzunare - necesită freze de capat capabile de avans axial
- Frezarea pe toată lățimea unei fante cu o freză de capăt este o operație complexă. Adâncimea axială de tăiere ar trebui să fie în general de 70% din lungimea muchiei de tăiere. Rigiditatea mașinii și evacuarea așchiilor trebuie de asemenea luate în considerare atunci când se determină metoda optimă de prelucrare a unei fante.
- Frezele sunt sensibile la forțele de tăiere. Factorii limitanți pot include deformarea și vibrațiile, în special la viteze mari de prelucrare și la supraîncărcări lungi.
Prelucrare caneluri
Această operațiune necesită instrucțiuni specifice în plus față de recomandările generale pentru planuri și caneluri de frezare. Direcția forțelor de așchiere și deformarea sculei la frezarea unei caneluri închise nu permit obținerea unei secțiuni dreptunghiulare precise. Precizia prelucrării poate fi mărită dacă utilizați o freză cu un diametru puțin mai mic și prelucrați canelura în două treceri:
- Frezare caneluri - frezare grosieră pe toată lățimea canelurii
- Frezarea umărului - prelucrarea unei caneluri de-a lungul conturului utilizând metoda de frezare în contra pentru a asigura perpendicularitatea pereților.
În etapele de finisare ale prelucrării, este necesar să se lucreze cu o adâncime mică de tăiere pentru a minimiza deformarea sculei, care este un factor determinant în calitatea suprafeței prelucrate și precizia geometrică a canelurii (unghi de 90°).


Frezarea cheilor în două treceri
Metode de direcționare a unei fante închise sau a unui buzunar într-o piesă de prelucrat solidă

În pregătirea pentru trasarea fantelor lungi, înguste, pe toată lățimea, cea mai comună metodă de deschidere a buzunarului după găurire este plonjarea liniară.
– Canelurile adânci sunt prelucrate în mai multe treceri
Frezare trohoidal
 + Forțe radiale reduse de tăiere – mai puțin predispuse la vibrații
+ Forțe radiale reduse de tăiere – mai puțin predispuse la vibrații+ Deformare minimă la frezarea canelurilor adânci
+ Metodă productivă pentru:
- prelucrarea oțelurilor de înaltă duritate și aliajelor rezistente la căldură (ISO H și S)
- aplicații sensibile la vibrații
+ Evacuare bună a așchiilor
+ Se generează puțină căldură
– Este nevoie de mai multă programare
Frezare cu plonjare
 + Prezintă performanțe excelente atunci când sunt predispuse la vibrații:
+ Prezintă performanțe excelente atunci când sunt predispuse la vibrații: - cu unelte lungi
- la frezarea fantelor adânci
- în caz de rigiditate insuficientă a mașinii sau a configurației
– Este necesar să rămână frezare/finisare
– Frezarea cu freze cu capat poate cauza dificultăți de evacuare a așchiilor
– selecție limitată de instrumente
Frezare degroșată a fantelor cu freze cu muchie lungă
- Frezele cu viteză mare de îndepărtare a metalelor sunt utilizate de obicei pentru degroșare
- Versiunile mai scurte sunt capabile să freze fante la fel de adânci ca diametrul frezei pe mașini de frezat stabile și puternice
- Pentru astfel de operațiuni, alegeți mașini cu un con de 50, deoarece funcționarea frezelor de acest tip este însoțită de forțe mari de tăiere radiale.
- Verificați cerințele de putere și cuplu, deoarece acestea sunt adesea factorii limitatori pentru rezultate optime
- Selectați pasul optim al dintelui pentru fiecare tip de operație

Modelele de tăiere mai lungi sunt în principal
concepute pentru prelucrarea marginilor (de-a lungul conturului).
| Etapa | L | M  | H  |
| Zona de aplicare | Ansambluri lungi | universal | Ansambluri scurte |
| Frezarea umărului | Mare adâncime A p/ A e | Adâncime medie A p/ A e | adâncime mică A p/ A e |
| adâncime mică A p/ A e | Restricții | __ | |
| v s m/min | | | |
Accesoriile pentru un router manual pot extinde funcționalitatea uneltelor electrice portabile și pot face utilizarea acestora mai convenabilă, confortabilă și sigură. Modelele în serie ale unor astfel de dispozitive sunt destul de scumpe, dar puteți economisi la achiziția lor și puteți realiza dispozitive pentru echiparea unui router de lemn cu propriile mâini.
Diverse tipuri de atașamente pot transforma un router manual într-un instrument cu adevărat universal.
Sarcina principală pe care o rezolvă uneltele de frezat este să se asigure că unealta este poziționată în raport cu suprafața prelucrată în poziția spațială necesară. Unele dintre cele mai frecvent utilizate atașamente pentru mașini de frezat vin standard cu mașinile de frezat. Acele modele care au un scop extrem de specializat sunt achiziționate separat sau realizate manual. În același timp, multe dispozitive pentru un router de lemn au un astfel de design încât să le faci singur nu prezintă probleme speciale. Pentru dispozitivele de casă pentru un router manual, nici măcar nu aveți nevoie de desene - desenele lor vor fi suficiente.
Printre accesoriile pentru un router pentru lemn pe care le puteți realiza singur, există o serie de modele populare. Să le aruncăm o privire mai atentă.
Rip gard pentru tăieturi drepte și curbate
Este posibil să se asigure stabilitatea routerului atunci când se prelucrează suprafețe înguste fără dispozitive speciale. Această problemă este rezolvată folosind două plăci, care sunt atașate de ambele părți ale piesei de prelucrat astfel încât să formeze un plan cu suprafața pe care este realizată canelura. Când utilizați această tehnică tehnologică, routerul în sine este poziționat folosind un opritor paralel.