DIY olvasztó kemence. Házi készítésű elektromos kemence fémek olvasztásához Barkácsolás mini olvasztó kemence alumíniumhoz
A házi készítésű olvasztó kemence grafitból, cementből, csillámból vagy csempéből készülhet. A kemence méretei a tápegységtől és a transzformátor kimeneti feszültségétől függenek.
A házi készítésű olvasztó kemence fokozatosan melegszik fel, de jelentős hőt ér el. Ennél a kialakításnál az elektródákra 25 V feszültséget kell felszerelni. Ha a tervezésnél ipari transzformátort használunk, akkor az elektródák közötti távolság 160-180 mm legyen.
A házi készítésű olvasztó kemence készítésének folyamata
Saját kezűleg készíthet olvasztókemencét. Mérete 100x65x50 mm lesz. Ebben a kialakításban 70-80 g ezüstöt vagy más fémet megolvaszthat. A házi készítésű olvasztókészülék ilyen lehetőségei nagyon jók.
Anyagok és eszközök:
- kefék nagy teljesítményű elektromos motorból;
- grafit;
- ívolvasztó kemencékben használt elektródrudak;
- rézdrót;
- körmök;
- csillámpala;
- cementlapok;
- tégla;
- fém serpenyő;
- szén-grafit por;
- finom vezető huzal;
- transzformátor;
- fájlt.
![]()
Az olvasztó kemence saját kezű készítéséhez nagy teljesítményű villanymotorból származó keféket használhat az elektródákhoz. Kiváló áramvezető vezetékkel rendelkeznek.
Ha nem tud ilyen ecsetet vásárolni, saját maga is elkészítheti egy darab grafitból. Használhat elektróda rudat, amelyet az ívolvasztó kemencékben használnak.
Ennek a rúdnak az oldalain 2 5 mm átmérőjű lyukat kell készítenie, majd a szilárdság növelése érdekében óvatosan kalapáljon bele egy megfelelő méretű szöget. A grafitporral való érintkezés javítása érdekében reszelő segítségével hálós bevágást kell készíteni ezen elektródák belső felületén.
Csillámból készül a kályhafalak belső felülete. Réteges szerkezetű, ezért jó hőszigetelő árnyékolóként használható.
A szerkezet külső felületét 6-8 mm vastagságú cement vagy azbeszt csempével kell lefedni. A falak felszerelése után rézhuzallal kell őket átkötni.
A készülék szigetelő állványaként téglát kell használni. Alul egy fém tálca van felszerelve. Zománcozottnak kell lennie, és oldalain kell lennie.
Ezután széngrafitport kell készítenie. Felesleges rudakból elkészíthető. A munkát jobb reszelővel vagy fémfűrésszel végezni.

Tűzhely használatakor a grafitpor fokozatosan kiég, ezért időnként után kell tölteni.
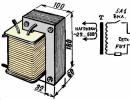
A készülék működtetéséhez 25 V feszültségű lecsökkentő transzformátort használnak.
Ebben az esetben a transzformátor hálózati tekercsének 620 menetes rézhuzalnak kell lennie, amelynek átmérője 1 mm. A lefelé menetes tekercsnek viszont 70 menetes rézhuzalnak kell lennie. Ennek a vezetéknek üvegszálas szigeteléssel és 4,2 x 2,8 mm-es téglalap keresztmetszettel kell rendelkeznie.
Vissza a tartalomhoz
Hogyan készítsünk transzformátort?
Ha nem tud elég nagy teljesítményű transzformátort vásárolni, akkor több hasonló, kisebb teljesítményű transzformátorból is elkészíthető. Ugyanarra a hálózati feszültségre kell tervezni.
Ehhez a transzformátorok kimeneti tekercseit párhuzamosan kell csatlakoztatni.
Elkészíthető. Ehhez L-alakú fémlemezeket kell készíteni, amelyek belső keresztmetszete 60x32 mm. Az ilyen transzformátor hálózati tekercselése 1 mm keresztmetszetű zománcozott huzalból készül. 620 fordulatnak kell lennie. Ebben az esetben a lefelé irányuló tekercselés téglalap keresztmetszetű, 4,2x2,8 mm méretű huzalból készül. 70 fordulatnak kell lennie.

A kemence beszerelése után 7-8 mm vastag rézhuzallal csatlakozik a transzformátorhoz. A vezetéknek külső szigeteléssel kell rendelkeznie, hogy a sütő működése közben ne következzen be rövidzárlat.
Amikor a sütő teljesen használatra kész, jól fel kell melegíteni. Ebben az esetben a szerkezetben lévő szerves anyagoknak ki kell égniük. Az eljárás során a helyiséget jól szellőztetni kell.
A készülék korom nélkül fog működni. Ezt követően ellenőrizzük a kemence működését. Ha minden jól működik, akkor megkezdheti a készülék üzemeltetését.
Vissza a tartalomhoz
Hogyan olvad a fém a kemencében?
A fémolvasztást az alábbiak szerint végezzük. Egy kis spatulával (a tűzhely közepén) kis lyukat kell készítenie a grafitporba, oda kell tenni a fémhulladékot, és el kell temetni.
Ha az olvasztandó fémdarabok különböző méretűek, akkor először fektessenek le egy nagy darabot. Miután felolvad, adjunk hozzá apró darabokat.
Annak ellenőrzésére, hogy a fém már megolvadt-e, kissé megrázhatja az egységet. Ha a por hullámzik, az azt jelenti, hogy a fém megolvadt.
Ezt követően meg kell várni, amíg a munkadarab kihűl, majd fordítsa át a másik oldalára és olvassa újra.
Ezt az eljárást többször meg kell ismételni, amíg a fém golyó alakot nem vesz. Ebben az esetben úgy tekintjük, hogy a fém olvasztását kiváló minőségben végezték.

Ha meg kell olvasztani a fűrészport vagy az olcsó fémek fémforgácsát, öntse be őket a porba, és végezze el a normál olvasztást.
A drágább vagy nemesfémeket üveg gyógyszerampullába kell helyezni és ezzel az ampullával együtt olvasztani. Ilyenkor az olvadt fém felületén üvegfilm képződik, amely vízbe helyezve könnyen eltávolítható.
A könnyen olvadó fémeket vastartályokba kell helyezni. Ha különféle fémekből kell ötvözetet készíteni, akkor először a kevésbé könnyen olvadó fémet helyezik a kemencébe. Miután megolvadt, adjuk hozzá az olvadó. Például réz és ón ötvözetének előállításához először rezet kell tenni a porba, majd ónt. A réz és alumínium ötvözetének előállításához először a rezet olvasztják meg, majd az alumíniumot.
Ez az eszköz fémeket, például ónt, vasat, rezet, alumíniumot, nikkelt, ezüstöt és aranyat képes megolvasztani. A fém megolvasztása után kovácsolják. Kalapács segítségével üllőn kovácsolják. Ebben az esetben a munkadarabot gyakran tűzön kell vörösre melegíteni, majd ismét kalapácsolni. Ezt követően a fémet hideg vízbe helyezik, majd ismét kalapálják, amíg a munkadarab el nem éri a kívánt méretet.
Semmilyen körülmények között nem szabad megolvasztani az olyan fémeket, mint az ólom, magnézium, cink, kadmium, réz-nikkel, mert kiégésükkor nagyon mérgező sárga füst keletkezik, ami káros hatással van az emberi egészségre. Nem olvaszthatja meg a relék és egyéb eszközök ezüst érintkezőit, mert azok legfeljebb 50% kadmiumot tartalmaznak.
Napjainkban az indukciós kemencéket széles körben használják a fémolvasztási folyamatban. Az induktor területén termelt áram hozzájárul az anyag melegítéséhez, és az ilyen eszközöknek ez a tulajdonsága nemcsak alapvető, hanem a legfontosabb is. A feldolgozás során az anyag számos átalakuláson megy keresztül. Az átalakítás első szakasza az elektromágneses fokozat, ezt követi az elektromos, majd a termikus szakasz. A kályha által generált hőmérséklet gyakorlatilag maradék nélkül hasznosul, így ez a megoldás a legjobb az összes többi közül. Sokakat érdekelhet egy gyártott tűzhely. A továbbiakban egy ilyen megoldás megvalósításának lehetőségeiről lesz szó.
Fémolvasztó kemencék típusai
Az ilyen típusú berendezések főbb kategóriákra oszthatók. Az elsőnek szívcsatorna van az alapjaként, és a fém az ilyen kemencékben gyűrűs módon az induktor körül van elhelyezve. A második kategóriában nincs ilyen elem. Ezt a típust tégelynek nevezik, és a fémet magában az induktorban helyezik el. Ebben az esetben zárt mag használata technikailag lehetetlen.
Alapelvek
Az olvasztó kemence ebben az esetben a mágneses indukció jelenségén alapul. És több összetevője van. Az induktor ennek az eszköznek a legfontosabb alkatrésze. Ez egy tekercs, melynek vezetői nem közönséges vezetékek, hanem rézcsövek. Ezt a követelményt maga az olvasztókemencék kialakítása írja elő. Az induktoron áthaladó áram mágneses mezőt hoz létre, amely hatással van a tégelyre, amelyben a fém található. Ebben az esetben az anyag a szekunder transzformátor tekercsének szerepét tölti be, azaz áram halad át rajta, felmelegíti. Így történik az olvadás, még akkor is, ha saját maga készíti el az indukciós kemencét. Hogyan építsünk ilyen típusú kemencét és növeljük hatékonyságát? Ez egy fontos kérdés, amelyre megvan a válasz. A nagyfrekvenciás áramok alkalmazása jelentősen növelheti a berendezések hatékonyságát. Ehhez célszerű speciális tápegységeket használni.

Az indukciós kemencék jellemzői
Az ilyen típusú berendezéseknek bizonyos jellemzői vannak, amelyek előnyei és hátrányai egyaránt vannak.
Mivel a fém eloszlásának egyenletesnek kell lennie, a kapott anyagot jó homogén tömeg jellemzi. Ez a fajta kemence úgy működik, hogy energiát szállít zónákon keresztül, miközben bevezeti az energia fókuszáló funkcióját is. Olyan paraméterek állnak rendelkezésre, mint a kapacitás, a működési frekvencia és a bélésmód, valamint a fém olvadási hőmérsékletének szabályozása, ami jelentősen megkönnyíti a munkafolyamatot. A kemence meglévő technológiai lehetőségei magas olvadási sebességet teremtenek, a készülékek környezetbarátak, az emberre teljesen biztonságosak és bármikor használatra készek.
Az ilyen berendezések legszembetűnőbb hátránya a tisztítás nehézsége. Mivel a salak kizárólag a fém által termelt hő miatt melegszik fel, ez a hőmérséklet nem elegendő a teljes felhasználás biztosításához. A fém és a salak közötti nagy hőmérsékletkülönbség nem teszi lehetővé, hogy a hulladékeltávolítási folyamat a lehető legegyszerűbb legyen. További hátrányként szokás kiemelni a rést, ami miatt mindig csökkenteni kell a bélés vastagságát. Az ilyen műveletek miatt egy idő után meghibásodhat.

Indukciós kemencék alkalmazása ipari méretekben
Az iparban leggyakrabban tégelyes és csatornás indukciós kemencék találhatók. Az elsőben bármilyen fémet tetszőleges mennyiségben megolvasztanak. Az ilyen változatokban lévő fémtartályok akár több tonna fém tárolására is képesek. Természetesen ebben az esetben lehetetlen indukciós olvasztókemencéket készíteni saját kezűleg. A csatornás kemencék különféle típusú nemvasfémek, valamint öntöttvas olvasztására szolgálnak.
Ez a téma gyakran érdekli a rádiótervezés és a rádiótechnika rajongóit. Most már világossá válik, hogy az indukciós kemencék saját kezűleg történő létrehozása teljesen lehetséges, és sok embernek sikerült ezt megtennie. Az ilyen berendezések létrehozásához azonban olyan elektromos áramkört kell működtetni, amely magában foglalja a kemence előírt műveleteit. Az ilyen megoldásokhoz olyanok bevonása szükséges, akik képesek hullámoszcillációt előidézni. Egy egyszerű barkácsoló indukciós kemence az áramkör szerint négy elektronikus lámpa és egy neonlámpa kombinációjával megépíthető, ami jelzi, hogy a rendszer üzemkész.
Ebben az esetben az AC kondenzátor fogantyúja nincs a készülék belsejében. Ennek köszönhetően saját kezűleg készíthet indukciós kemencét. Az eszközdiagram részletesen leírja az egyes elemek elhelyezkedését. Egy csavarhúzó segítségével meggyőződhet arról, hogy az eszköz elég erős, aminek néhány másodperc alatt el kell érnie a forró állapotot.

Sajátosságok
Ha saját kezűleg indukciós kemencét hoz létre, amelynek működési elvét és összeszerelését a megfelelő séma szerint tanulmányozzák és elvégzik, tudnia kell, hogy az olvadási sebességet ebben az esetben egy vagy több alább felsorolt tényező befolyásolhatja. :
Impulzusfrekvencia;
hiszterézis veszteségek;
Energiatermelés;
A hőleadás időszaka;
Örvényáramok előfordulásával kapcsolatos veszteségek.
Ha saját kezűleg tervez indukciós kályhát építeni, akkor lámpák használatakor emlékeznie kell arra, hogy teljesítményüket úgy kell elosztani, hogy négy darab elegendő legyen. Egyenirányító használatakor körülbelül 220 V-os hálózatot kap.
Kályhák háztartási használata
A mindennapi életben az ilyen eszközöket meglehetősen ritkán használják, bár hasonló technológiák találhatók a fűtési rendszerekben. Megtekinthetők mikrohullámú sütők formájában és Az új technológiák környezetében ez a fejlesztés széleskörű alkalmazásra talált. Például az örvényáramok használata az indukciós tűzhelyekben lehetővé teszi, hogy sokféle ételt főzzön. Mivel nagyon kevés időt vesz igénybe a felmelegedésük, az égőt nem lehet bekapcsolni, ha semmi nem áll rajta. Az ilyen különleges és hasznos tűzhelyek használatához azonban speciális edényekre van szükség.

Építési folyamat
A "csináld magad" indukció egy induktorból áll, amely egy vízhűtéses rézcsőből készült mágnesszelep és egy tégely, amely kerámia anyagokból, néha acélból, grafitból és egyebekből készülhet. Egy ilyen készülékben öntöttvasat, acélt, nemesfémeket, alumíniumot, rezet, magnéziumot olvaszthat meg. A "csináld magad" indukciós kemencék néhány kilogrammtól több tonnáig terjedő tégely kapacitással készülnek. Lehetnek vákuumosak, gáztöltésűek, nyitottak és kompresszorosak. A kemencék tápellátása nagy, közepes és alacsony frekvenciájú árammal történik.
Tehát, ha érdekli a saját indukciós kemence elkészítése, a rendszer a következő fő összetevők használatát foglalja magában: olvasztófürdő és indukciós egység, amely egy kandalló követ, egy induktort és egy mágneses magot tartalmaz. A csatornás kemence abban különbözik a tégelyes kemencétől, hogy az elektromágneses energia hőenergiává alakul át a hőleadó csatornában, amelyben mindig lennie kell egy elektromosan vezető testnek. A csatornás kemence kezdeti beindításához olvadt fémet öntenek bele, vagy a kemencében kiegyenesíthető anyagból készült sablont helyeznek be. Az olvadás befejeztével a fém nem ürül ki teljesen, hanem egy „mocsár” marad, amely a hőleadó csatornát tölti be a jövőbeli beindításhoz. Ha saját kezűleg indukciós kemencét épít, akkor a tűzhelykő cseréjének megkönnyítése érdekében levehető.

A kemence alkatrészek
Tehát, ha érdekli egy mini indukciós sütő saját kezű készítése, akkor fontos tudni, hogy annak fő eleme a fűtőspirál. Házi készítésű változat esetén elég egy csupasz rézcsőből készült induktort használni, melynek átmérője 10 mm. Az induktorhoz 80-150 mm belső átmérőt használnak, a fordulatok száma pedig 8-10. Fontos, hogy a fordulatok ne érjenek egymáshoz, és a köztük lévő távolság 5-7 mm. Az induktor egyes részei nem érintkezhetnek a képernyőjével, a minimális hézag 50 mm legyen.
Ha indukciós kemencét tervez saját kezűleg készíteni, akkor tudnia kell, hogy ipari méretekben vizet vagy fagyállót használnak az induktorok hűtésére. Alacsony fogyasztás és a létrehozandó eszköz rövid távú működése esetén hűtés nélkül is megteheti. De működés közben az induktor nagyon felforrósodik, és a réz lerakódása nemcsak élesen csökkentheti az eszköz hatékonyságát, hanem teljesítményének teljes elvesztéséhez is vezethet. Lehetetlen önállóan hűtött induktort készíteni, ezért rendszeresen cserélni kell. Nem használhat kényszerített léghűtést, mivel a tekercs közelében elhelyezett ventilátorház „vonzza” az EMF-et, ami túlmelegedéshez és a kemence hatékonyságának csökkenéséhez vezet.

Generátor
Az indukciós kemence saját kezű összeszerelésekor az áramkör egy olyan fontos elem használatát jelenti, mint a váltakozó áramú generátor. Ne próbálkozzon kályha készítésével, ha nem ismeri a rádióelektronika alapjait legalább egy félig-meddig képzett rádióamatőr szintjén. A generátor áramkört úgy kell megválasztani, hogy ne hozzon létre kemény áramspektrumot.
Indukciós kemencék használata
Az ilyen típusú berendezéseket széles körben használják olyan területeken, mint például öntödék, ahol a fémet már megtisztították, és meghatározott formát kell adni neki. Néhány ötvözetet is beszerezhet. Az ékszergyártásban is elterjedtek. Az egyszerű működési elv és az indukciós kemence saját kezű összeszerelésének lehetősége lehetővé teszi a használat jövedelmezőségének növelését. Erre a területre legfeljebb 5 kilogramm tégelykapacitású készülékek használhatók. Kis produkciók esetén ez a lehetőség lesz az optimális.
Ebben az oktatóanyagban elmondom, hogyan használtam téglákat olvasztókemencék létrehozásához a kések hőkezeléséhez.
Nemrég kezdtem el foglalkozni a késkészítéssel, és a folyamat része a fém hőkezelése. Különböző kohókészítési utasításokat néztem meg, ahol ütős fúrót használtak a lyukak fúrásához, de úgy döntöttem, hogy mindent egyszerűbbé és olcsóbbá teszek.
A lyuk létrehozásához fémfűrészt, lapos fejű csavarhúzót és reszelőt használtam. Kemencecementet használtam a téglák összeillesztéséhez. Rájöttem továbbá, hogy ez nem feltétlenül szükséges, de számomra megérte az elköltött pénzt.
1. lépés: Vásároljon téglát

Három hőálló téglát kell vásárolnia (később megtudja, miért pontosan hármat). Nagyon könnyen összeomlanak és eltörnek, ami meglehetősen egyszerűvé teszi a velük való munkát.
2. lépés: Jelölje meg a köröket




Az első dolgom az volt, hogy az egyik téglát a másikra fektettem, és megjelöltem a közepét. Ezután kör alakú tárgyakat kerestem, amelyek sablonként használhatók a kör megjelölésére. A belső tekercs elektromos szalag és az 5,5 cm-es lyukakat létrehozó fúró nekem tökéletesen bevált, már mondtam, hogy erre a bitre nem volt szükség a projekthez, és csak sablonként használtam kör rajzolásához.
Bármilyen kerek dolgot kereshet kéznél, például poharat. Egy nagy lyukat kell készítenie az egyik oldalon, és egy kicsit kisebbet a másikon - ez ehhez vezet. Hogy a lyuk kúp alakú lesz. Nincs szükség arra, hogy tökéletessé tegye – csak tegyen meg mindent a lehető legpontosabban.
3. lépés: A körök összekapcsolása



Most vonalzó segítségével összekötöm az elülső lyukat a hátsó lyukkal. Az utolsó képen láthatjátok az eredményt.
4. lépés: Fűrészeljen hornyokat a téglákba



Most fémfűrésszel vágásokat készítek a tégla hosszában, és a köztük lévő távolság (szemmel) körülbelül 5-7 mm. Az anyag nagyon könnyen beválik, és minden vágás kb 5 perc alatt elvégezhető, még ennél is több időbe telt, mert óvatosan fűrészeltem, igyekezve minél közelebb kerülni a húzott sugarakhoz. Elkezdtem fűrészelni, aztán megnézem, milyen közel vagyok a vonalakhoz.
Még egyszer megismétlem, hogy nem kell mindent tökéletesen csinálni - kissé túlléphet a vonalon, csak figyeljen erre a folyamatra. Mindenképpen viseljen védőszemüveget, kesztyűt és légzőkészüléket, mivel a tégla anyaga nem túl egészséges, és a fűrészelés során nagyon finom por keletkezik, amely a tüdőbe kerülhet.
5. lépés: A partíciók feltörése



Miután elvégezte az összes vágást, vegyen egy laposfejű csavarhúzót, és ékelje be a hornyokba. Használja ékként a szükséges alkatrészek kitöréséhez. A tégla nem ellenálló, és nagyon könnyen törik.
6. lépés: A lyukak kialakítása


Miután az összes nagy válaszfalat kitörte, vegyen egy reszelőt, és alakítsa szabályosabb formára a lyukat. Valószínűleg egy normál kerek reszelő alkalmas erre a folyamatra. Ne nyomja túl erősen, csak enyhén, egyenletesen nyomja. Használja a korábban a téglákra rajzolt köröket vezérvonalként.
7. lépés: A lyuk befejezése



Ezután beigazítottam a téglákat, és megnéztem, mely területeken kell dolgozni. Megpróbáltam a lyukat a lehető legkerekebbre tenni. Nem próbáltam tökéletessé tenni. Egyszerűen lekerekítettem egy elfogadható formára.
8. lépés: Cement a téglákhoz

A téglák összeillesztéséhez kemencecementet használtam. A kovácsolás propán fáklyát használ, amely nem haladja meg a cementem maximális 1500 Celsius fokos határát. Ha a téglákat hasonló habarccsal köti össze, akkor olvassa el az utasításokat.
9. lépés: Alkalmazza a cementet



Kövesse az utasításokat a cementtel az illesztésekre.
10. lépés: A téglák csatlakoztatása


A téglák oldalára is felkentem egy kis cementet. Miután összekötöttem a téglákat, egy festékes dobozt tettem a tetejére súlyként. Az utasítások szerint a cement egy órán belül megköt.
11. lépés: Süsse meg a cementet



Az utasítások szerint szárítás után a cementet 260 Celsius fokon kell sütni. Beraktam a téglát a gázsütőmbe, bekapcsoltam az égőt, megvártam, amíg a megfelelő hőmérséklet lesz, bekapcsoltam a második égőt és vártam egy kicsit, majd megismételtem a harmadik égővel. A grillsütő 260 fokot mutatott, de a téglák csak 150 fokot értek el, így közvetlenül a hőre vittem, és lézeres hőmérővel ellenőriztem, hogy megfelelő hőmérsékletűek legyenek. Miután a műszer azt mutatta, hogy a téglák elérték a 260 fokot, lekapcsoltam az égőket, és lecsuktam a grill fedelét, és hagytam, hogy a kovács szobahőmérsékletűre hűljön.
12. lépés: Fúrjon egy lyukat a kovácsolóba


Ezután a propán fáklya fúvókájával megegyező átmérőjű fúróval (esetemben 1 cm) ferdén fúrtam egy lyukat, körülbelül 3 cm-re a peremtől a kovács szája oldalán. Maga az égőfúvóka ferdén áll. Ezért tartsa ezt szem előtt, amikor lyukat fúr – nem fogja szeretni, ha a szög túl széles, vagy a furat kényelmetlen. Az égőfúvókát a téglára helyeztem, hogy megnézzem, milyen szög lenne az ideális számomra.
13. lépés: A kürt tesztelése




Ideje tesztelni a kovácsot, és itt kell a harmadik tégla. A kovács mögé van elhelyezve, és szabályozóként működik. Még kísérleteznem kell ezzel a folyamattal, de azt tudom mondani, hogy ha lefedi a lyukat. A kovács nem nagyon melegszik fel. Ha a téglát ferdén helyezi el, lehetővé téve a levegő bejutását a kovácsba, akkor a kovács jobban felmelegszik. Arra is rájöttem, hogy a különböző téglaelhelyezések miatt a bugle másképp hangzik. A lezárt videóban a hang egyáltalán nem lenyűgöző, de ha kicsit kinyitjuk a lyukat, akkor a kovács egy rakéta dörgéséhez hasonló hangot ad ki, és minél erősebb a hang, annál forróbb a kovács.
14. lépés: Utószó




Vettem egy enyhe acéldarabot, hátha felforrósodik. A fotókon látható, hogy sikerült ez a dolog. Nem tudom, mennyi időbe telik, mert a harmadik téglánál különböző szögeket próbáltam ki, de az acél gyorsabban melegedett, mint vártam. Az utolsó képen az égő kikapcsolása utáni izzás látható. Azt is szeretném megjegyezni, hogy az égőfúvóka határozza meg, hogy milyen magas lesz a hőmérséklet a kovácsban. A mini tégla sütőmmel sikeresen izzítottam egy acéldarabot és megkeményítettem egy kést.
Sikerült megalkotnom a Mokume-gane technikát is 8 darab acél kombinálásával. Végül nagyon elégedett voltam az eredménnyel, és a jövőben meg fogom találni a módját, hogy saját alumíniumkohómat fémbe csomagoljam, hogy megnöveljem élettartamát – a téglák nagyon törékenyek, és minden erős ütés hatására összeomlanak. Fontos megjegyezni azt is, hogy a téglák külső felülete megközelítőleg 120-190 Celsius fokra melegszik fel, ezért ne helyezze a kovácsot gyúlékony anyagokra. Az is jó ötlet lenne, ha egy tűzoltó készülék a kovácsműhely közelében található.
A fémek olvasztását célszerű speciális berendezéseken elvégezni megfelelő elméleti képzés után vagy tapasztalt öntödei munkás irányítása alatt - ez úgymond az ideális lehetőség. Abban az esetben, ha az első, a második és a harmadik elérhetetlen, és a körülmények arra kényszerítik, hogy amatőr öntödei munkás legyen, megpróbálhat saját maga építeni egy olvasztókemencét. Egy tehetséges kohász, Evgeniy Yaroslavovich Khomutov azt javasolja, hogy készítsen házilag magas hőmérsékletű kemencét saját terve szerint.
A kemence szerkezetének alapja egy szabványos tűzálló cső lesz, amely a tűzálló samott falazókészletben található. A cső hossza 300 mm legyen. A cső mindkét szélén két reteszelő lyukat fúrnak a nikróm menet rögzítéséhez, amely fűtőelemként szolgál. A vezeték hosszát a következő képlettel lehet kiszámítani:
L=RxS/p,
Ahol:
R a fűtőelem ellenállása, amelyet Ohm törvénye határoz meg;
S - nikróm huzal szakasza;
p - a nikróm fajlagos ellenállása 1,2;
L a szükséges hosszúság.
A huzalt az első zárba rögzítik, majd bármilyen 1-2 mm átmérőjű zsinórdarabot vesznek, amely „vezetőként” fog szolgálni a nikrómhuzal tekercselésekor, megvédve a nikróm fordulatait az egymás közötti rövidzárlattól. A „vezető” és a nikrómhuzal szorosan spirál formájában a csőre van feltekerve, a vezeték második végét a második zárban rögzítjük, és a teljes tekercselt spirált „folyékony üveggel” (irodai ragasztóval) vonják be.
Amikor a szilikát ragasztó kissé megszárad, a „vezető” eltávolításra kerül, és csak egy ragasztóval rögzített nikrómszál spirál marad a csövön. Miután a „folyékony üveg” teljesen megszáradt, a csövet több réteg azbesztbe csomagolják. A kemence építésének következő szakasza talán a legnehezebb lesz - ez a hőmérséklet-érzékelő felépítése. A tény az, hogy a technológiában széles körben használt kész hőelemek nemesfémeket tartalmaznak, ezért drágák. Jevgenyij Jaroslavovics egy sémát javasol olcsóbb anyagokból - króm és alumel huzalokból - készült házi hőelem gyártására. Igaz, egy ilyen hőelem működésének hőmérsékleti küszöbe valamivel több, mint ezer fok, de az arany és az ezüst olvasztásához ez a hőmérséklet elég. Az említett vezetékek két darabját összecsavarjuk, a sodrás hossza 5-10 mm legyen. A huzalok forrasztásához a fejlesztés szerzője egy meglehetősen szokatlan módszert javasol: a csavar egyik szabad végére egy latrból (állítható transzformátor) származó vezetéket csatlakoztatnak, a latr szabályozót nullára állítják, és grafitpor és A bóraxot 5:1 arányban bármilyen dielektromos felületre öntik.
A második huzal a latretből a forrasztási ponthoz kerül, az ábra szerint. A szerző szerint ezután jön a „legrendesebb” pillanat: néhány másodpercig áramot kell alkalmazni. A forrasztási művelet befejezésének jele egy két fémből álló olvadékgolyó megjelenése az érintkezési helyen. A hőelem működő része készen van, már csak a kemence fedelébe kell szerelni, csatlakoztatni egy ötszáz millivolt teljesítményű millivoltmérőhöz, és újra kalibrálni a skálát, útmutatóként a különböző tisztaságú anyagok olvadáspontjait felhasználva. fémek. Ezt a műveletet már működő sütőben hajtják végre.
Hőmérséklet érzékelő (balra): 1 - latr, 2 - első érintkező a bilincsen, 3 - második érintkező a latrból, 4,5 - alumel és króm huzalok, 6 - dielektromos csésze, 7 - grafit és bórax keveréke, 8 - két forrasztott huzal csavarása.
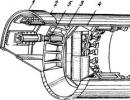
A kályha felépítésének befejezéséhez nem kell mást tenni, mint a felső burkolatot tűzálló agyagból és az alját, vagy ahogy nevezik, az alját, amely tűzkőtéglából készül. A teljes tűzhelyszerelvény az ábrán látható módon fog kinézni. Ezenkívül a sütő felszerelhető kvarcüvegből készült kilátó ablakkal.

Házi készítésű olvasztó kemence (jobbra): 1 - azbeszt hőszigetelés, 2 - tűzoltó cső, 3 - nikróm spirál, 4 - felső burkolat, 5 - nikróm menetes kivezetések 6 - hőelemek 7 - millivoltméter 8 - alatta tűzálló téglából.
Ha a töltet közvetlenül a kemencébe kerül, nem pedig tégelyekbe, akkor a kemence belső felületét „folyékony üveggel” kevert grafitpasztával kell bevonni. Ez a síkosító több működő fürdőruhához elegendő. Megjegyzendő, hogy a fémek olvasztása és öntése az egyik legveszélyesebb folyamat, amelyben a biztonsági szabályok be nem tartása súlyos sérülésekhez vezethet. Az olvasztás csak jól működő berendezésen végezhető. Minden olvasztóberendezést előre fel kell készíteni, és a munkavégzéshez alkalmas helyeken kell elhelyezni.
Az olvasztást védőszemüveggel kell végezni. Tegye a keveréket egy forró tégelybe egy bádogkanállal, amelynek méretei lehetővé teszik ennek a műveletnek a biztonságos végrehajtását. Az olvadék felkeveréséhez és a salak eltávolításához használjon speciális grafit- vagy kvarckeverőt, amelynek hossza biztosítja a könnyű használatot és a kezek megbízható védelmét az égési sérülésektől. Különös óvatosság szükséges a fém öntőformába öntésekor. Amellett, hogy készségre van szükség, meg kell győződnie a forma helyes felszereléséről és a kenés mértékéről. A túl sok kenőanyag fém fröccsenést okozhat. Ennek megelőzése érdekében az öntőasztal területe legyen ajka. A kohónak bőrből, ponyvából vagy filcből készült védőkötényben kell dolgoznia. A tuskót ki kell venni a formákból, és azbesztkesztyűvel le kell hűteni. Fémek olvasztásához álló kemencét építhet.
Egy ilyen kemence létrehozásához helyénvaló lenne felhasználni az ősi öntödék tapasztalatait: a kohászok viszonylag egyszerű technikákkal kezdték. Ezeket a technikákat azután több ezer évig használták az Óvilág legtöbb területén, és néhány helyen egészen a mai napig használják. A legősibb kemencék gyakran függőlegesen elhelyezett lapokkal bélelt egyszerű gödörből álltak. Az olvasztó kemencék láthatóan meglehetősen változatosak voltak, de nagyon-nagyon nehezen rekonstruálhatók. A helyzet az, hogy ezeket az eszközöket elsősorban egyetlen olvasztásra építették, majd szétestek, hogy kinyerjék az olvasztott fémet. A régészet nem tud sokat mondani erről a kérdésről. A néprajz sokkal több anyagot ad.
Valószínűleg a zuluk által használt egyik legprimitívebb kemencéről Bryant ezt írja: „... Idős bennszülötteket kérdeztünk, akik gyerekként biztosan látták ezt a folyamatot, de csak nagyon homályos emlékeik voltak róla. Különleges helyen, a háztól és a kovácsműhelytől távol végezték, a földbe sekély lyukat ástak, az aljára kb. 50 cm átmérőjű agyagtálat helyeztek, a tetejére szenet öntöttek. a tálat, és a szén tetejére egy réteg zúzott kő nagyságúra zúzott vasércet öntöttek, az ércet és a szenet rétegesen öntötték, amíg nem kaptak elég magas kupacot, amelyet az utolsó tetejével lefedtek. szénréteg A fúvóka végét az alsó szénréteg alá helyezték, és elkezdték beszívni a levegőt. Fokozatosan az ércben lévő fém megolvadt, lefolyt és a gödör alján lévő tálba gyűlt össze. A salak és a fém felületén felgyülemlett lerakódást eltávolították, a pikkelyt más formákba vitték át, amelyeket korábban szilárd talajba ástak.
Az olvasztás másik fontos összetevője természetesen az üzemanyag - a szén. A félsivatagos és sivatagi területeken az üzemanyag-kinyerés meglehetősen nehéz problémát jelentett. Éppen ezért a nagyüzemi kohászati termelés csak a bőséges növényzettel rendelkező területeken jöhetett létre. A szenet speciálisan elkészítették - nem minden fa volt alkalmas rá, és ez nagyon felelősségteljes műveletté vált. Arisztotelész tanítványa és utóda, a kiváló ókori görög botanikus, Theorastus (Kr. e. 370-285) a „Növénykutatás” című művében külön részt szentelt a szénnek: „A legjobb szenet a legsűrűbb kőzetekből nyerik, például... tölgy és eperfa.Az ezekből a fákból származó szén nagyon kemény: ezért nagyon sokáig ég, és több hőt ad, mint az összes többi szén.Ezért ezüstbányákban használják érc olvasztására... A szénnek fát kell nyersen.A legjobb szenet akkor kapjuk a fákról, ha magában a pórusban vannak, és főleg, ha a tetejüket levágják: az ilyen fákban a sűrűségük, a földanyag és a nedvesség mennyisége egyenletes arányban van... A szenet égetéséhez, egyenes és sima rönköket választunk ki és vágunk, mert "Égetéskor a lehető legszorosabban kell lefektetni. Amikor az egész "kályha" körös-körül le van fedve, a fát fokozatosan meggyújtják és oszlopokkal keverik."
Figyelemre méltó az a körültekintés, amellyel a jelentést megírták, és az a tény, hogy a kivágottak között külön kiemelik az elhalt fák hiányát. Valószínűleg a legkorábbi kályhák kényszerhuzat nélkül voltak. A meleget a szél szította, ezért általában hegyek tetejére építették. A robbanás erejét kőlapok szabályozták, amelyek a tüzet blokkolására vagy enyhe nyitására szolgálták. A kényszerfúvás természetesen előrelépést jelentett a kohászati technológiában. A levegőt fújtatóval pumpálták, amely ma is megtalálható a falusi kovácsművekben. Sokféle kivitelben érkeztek.
A múlt század indiai kohászai által használt szőrme egyik típusát John Percy írja le: „Egy kecske vagy szarvas bőrét veszik el, amelyet úgy távolítanak el az állatról, hogy csak a hátsó része maradjon meg. vágás A lábaknak megfelelő lyukakat felvarrjuk, a nyaknyílásba bambuszt kötünk.fúvóka.A farok hosszában le van vágva, és ennek a résnek csak a sarkait varrjuk össze, így egy meglehetősen keskeny és hosszú hasítékot kapunk , amely a levegőnek a szőrbe való áramlását szolgálja. Ennek a résnek a széleihez kívülről bambuszvesszők vannak szorosan rögzítve, amelyek segítségével kényelmesen nyitható és zárható "Így ez a rés szelepként működik . A bőrt vajjal vagy savanyú tejjel erősen bedörzsölve megkapja a megfelelő puhaságot. Minden tűzhelyhez legalább két fújtató van hozzáigazítva, amelyeket egy személy irányít."

Ya. I. Sunchugashev szovjet régész, aki Tuva ősi rézkohóiban dolgozott, felfedezett egy eredeti tervezésű kemencét, amely a korai vaskorból származik. Egy edényt szénből és ércből álló „rétegpogácsa” helyeztek egy kőlapra. A kályha alá a kohók egy további tűzteret szereltek fel, amely biztosította a kályha fűtését. A robbanást oda szállították. Valószínűleg minden alkalommal csak a kemence felső részét szerelték szét: az edényt kettéhasították, és eltávolítottak belőle egy hólyagos réztömböt. Ez a tuskó mindig egyoldalú lencse alakú volt, vagyis megismételte a fazék alakját. A réz 1083°C hőmérsékleten megolvad. Ezért a rézöntvény előállításához a kohónak legalább ezt a hőmérsékletet el kellett érnie.
Például egy Coghlen által végzett kísérletben egy ilyen tuskó nem működött, mert a hőmérséklet elégtelennek bizonyult. A réz inkább szivacshoz hasonlított. A kohászati kovácsot jóval később találták fel - nyilván nem korábban, mint a római időkben. A kohászati határ elve itt is változatlan maradt, de a teljes szerkezetet nem szerelték le minden alkalommal. Az olvadt rezet vagy kiengedték a kemence kandallójából, vagy lehűlés után a salakkal együtt eltávolították. A kovácsműhely utolsó változata primitívebb volt. Arra az esetre, ha egy kézműves bányásznak valahol Szibéria hatalmas területein végzett keresése következtében a megtalált rézércekből rezet kell kiolvasztania, a következő ajánlásokat ajánlja a fent említett könyv szerzője. A rezet legkönnyebben oxidált érc ásványokból olvasztják ki, de az ilyen lelőhelyek általában vékonyak és meglehetősen ritkák. A leggyakoribb réz-szulfid ásványok sok ként tartalmaznak. A buborékfóliás réz előállításához a ként el kell távolítani.
A forró szén-dioxid, amely oly sikeresen rabolta el a réz oxigénjét az oxidált ásványokban, képtelen volt megfosztani a szulfidokban lévő kénttől. Új, összetettebb kohászati feldolgozási módszerek alkalmazására volt szükség. A rézpiritek kohászati feldolgozásában a legnagyobb nehézséget az jelenti, hogy a réz és a kén a legközelebbi kémiai rokonok. A természetben szinte nincs olyan reagens, amely a ként jobban „vonzza” magához, mint a réz, és ennek megfelelően elválasztja őket. Ezért a réz kalkopiritból történő olvasztásának folyamata hosszadalmas. A réz kén ásványokból történő réz olvasztásához legalább három egymást követő műveletet kellett végrehajtani, amelyek mindegyike ugyanazt a célt követte: a köztes termék kéntartalmának csökkentése és a réztartalom növelése. A kohásztörténészek szerencséjére 1831-ben Indiában egy nagyon primitív kalkopirit olvasztást írtak le, amely némileg eltérően zajlott. Az ércet egy kis halomban égették el, ahol a trágya szolgált tüzelőanyagként. Ez a pörkölés estétől reggelig addig tartott, amíg a pörkölt érc megpirult. Valószínűleg ez a legősibb, és mellesleg legkonzervatívabb típusa ennek az eljárásnak, hiszen századunk elején még az európai országokban is széles körben alkalmazták, csak akkora lett, mint az elégetett érchalmok. nagyobb. Az így nyert hólyagréz mindig jelentős mennyiségű szennyeződést, és mindenekelőtt vasat tartalmazott.
A múlt és a jelen évszázadokban a hólyagos rezet még finomításon vagy tisztításon kellett átesni. Körülbelül 100 évvel ezelőtt a durva olvadt rezet levegővel vagy oxigénnel fújták oxidáció céljából. Aztán fapálcákkal „ugratták” úgy, hogy a réz felforrt és a szennyeződések nagy része a salakba került. A kénfelesleg a füsttel együtt távozott, és az érc részben oxidálódott. A hatalmas kupacokban hetekig tartó égés folytatódott. A 19-20. században például másfél-három hónapig tartott egy kupac teljes elégetése. Csak ezután olvasztották a pörkölt ércet „rézkővé” - matttá. A harmadik művelet pedig a matt újraolvasztása volt közbenső kiégetés nélkül buborékos rézré. Folyasztószert (mészkő vagy kvarcit) adtak az olvasztási töltethez a szennyeződések jobb salaktalanítása érdekében.
Határozza meg a sütő szükséges méretét. 1-2 kilogrammnál kisebb súlyú apró tárgyak, például kézi bélyegző stb. öntéséhez elegendő egy 30 cm-es (12 hüvelykes) olvasztókamra 1 literes olvasztótégellyel.
Válasszon olyan anyagokat, amelyek ellenállnak a sütőben kialakuló hőmérsékletnek. Példánkban tüzelőanyagként szenet használunk, mert elérhető és olcsó. Égési hőmérséklete (fűtőértéke) a légáramban körülbelül 1250 Celsius fok. Ugyanakkor a szén égési hőmérséklete a légáramban meghaladja az 1650 Celsius-fokot, így a faszén alkalmasabb tüzelőanyagként egy könnyen hozzáférhető szerkezeti anyagokból összeállított olvasztókemencébe - elvégre az acél is megolvad a felfújt szén lángjában. levegővel. Az olvasztókamra készítéséhez 14-es horganyzott acéllemezeket használunk.
Készítsen két hengert az anyagából. A képen körülbelül 30 centiméter (12 hüvelyk) magas, lemezből hengerelt hengerek láthatók, bár az alumínium könnyen beolvasztható festékes dobozokba vagy fém szemetesládákba. De az ilyen megbízhatatlan konténerek több melegítés után használhatatlanná válnak, ezért jobb, ha egy kis erőfeszítéssel megbízhatóbb tartályt készítenek, amely kibírja az Ön által tervezett melegítések számát.
- A belső hengernek elég nagynak kell lennie ahhoz, hogy elférjen benne az olvasztótégely, miközben továbbra is hagyjon helyet az üzemanyag számára a tégely körül; elég mélynek kell lennie ahhoz, hogy ezt a hengert az olvasztótégellyel együtt egy fedéllel le tudja fedni, amint azt alább ismertetjük. Egy 20 centiméter (8 hüvelyk) átmérőjű tégelyhez 36 centiméter (14 hüvelyk) átmérőjű kamra szükséges, és ha a tégely mélysége is 20 centiméter (8 hüvelyk), akkor a kamra magasságának legalább 30 centiméter (12 hüvelyk).
- A kamra külső fala (nagyobb henger) úgy van kialakítva, hogy további biztonságot nyújtson a belső fal megolvadása esetén, valamint hogy jobban szigetelje a belső kamrát. A külső kamrának 10 cm-rel (4 hüvelykkel) nagyobb átmérőjűnek és legalább 5-10 cm-rel (néhány hüvelykkel) magasabbnak kell lennie, mint a belső kamra. A fenti diagram szerint a külső henger átmérője 41 cm (16 hüvelyk), magassága 41-46 cm (16-18 hüvelyk).
Rögzítse a külső hengert a fém aljához. Ez történhet hegesztéssel vagy csavarozással. Ha a fenék mérete lényegesen nagyobb, mint a henger átmérője, ez stabilabbá és biztonságosabbá teszi a szerkezetet.
Helyezze a külső henger alját tűzálló téglára, ügyelve arra, hogy a lehető legstabilabb legyen. Ezek a hőálló téglák megtámasztják a kemencét az olvadás során, és szigetelik annak forró alját.
Helyezze be a belső hengert a külsőbe, ügyelve arra, hogy pontosan a közepére illeszkedjen. A hengerek falai közötti teret tűzálló mészhabarccsal vagy száraz homokkal lehet kitölteni, ami a szerkezetnek O nagyobb stabilitás; egyszerűen rögzítheti a hengereket egymáshoz képest fém ékekkel.
Fúrjon vagy vágjon egy körülbelül 6 cm (2 1/4 hüvelyk) átmérőjű lyukat a külső és a belső hengerekbe az aljához közel, ferdén befelé és felfelé, hogy a levegő szabadon áramolhasson a tégelybe, oxigénnel látva el az égő tüzelőanyagot.
Vágjon egy 6 cm átmérőjű és legalább fél méter hosszú fémcsövet (egy vékony falú fémcső a huzalokhoz) - ez az olvasztókamra levegőellátására szolgál; hegessze a külső henger furatába, vagy rögzítse csavarokkal.
Vágjon le egy fémlemezből egy akkora kört, hogy teljesen lefedje a kamra tetejét. Vágjon egy 15x15 cm-es (6x6 hüvelyk) lyukat ebbe a körbe, hogy a levegő szabadon keringhessen, és fémet adjon a tégelyhez; a levágott darab fedőként fog szolgálni. A kényelem érdekében a fedelet lánccal rögzítheti a sütő külső falához, és egy fogantyút is rögzíthet a fedélhez.
Készíts egy olvasztótégelyt. Használhat megfelelő fémhengert egy régi termoszból vagy rozsdamentes acél üstöt. Ahhoz, hogy az olvadt fémet ki lehessen önteni az olvasztótégelyből, erősítsünk rá egy acél fogantyút, amely az olvasztókamra tetejéből állna ki.
Csatlakoztassa a ventilátort a korábban beszerelt fémcsőhöz, közel a ház aljához. Használhat régi hajszárítót vagy alacsony teljesítményű levélfúvót, és rögzítse őket szalaggal a csőhöz. Ha nincs hajszárítója vagy gépe, minden olyan eszköz megteszi, amely biztosítja a szükséges levegőáramlást a csövön keresztül. Ne feledje azonban, hogy a túl sok légáramlás a szén intenzív és gyors égéséhez vezethet, az elégtelen légáramlás pedig elnyomja az égést, és nem biztosítja a szükséges hőmérsékletet.