Hornyok marása – hogyan kell hatékonyan elvégezni a műveletet? Váll- és horonymarás Reteszhornyos marással
Váll- és horonymarás
NAK NEK kategória:
Marási munka
Váll- és horonymarás
A párkány egy mélyedés, amelyet két egymásra merőleges sík határol, amelyek lépcsőt alkotnak. Az alkatrésznek egy, két vagy több párkánya lehet. A horony egy részen lévő mélyedés, amelyet síkok vagy formázott felületek határolnak. A mélyedés alakjától függően a hornyok téglalap alakúra, T-alakúra és alakúra vannak osztva. Bármilyen profilú hornyok lehetnek átmenőek, nyitottak vagy kijáratosak és zártak.
A vállak és hornyok megmunkálása a marógépeken végzett műveletek egyike. A mart vállakra és hornyokra a céltól, a sorozatgyártástól, a méretpontosságtól, a helymeghatározási pontosságtól és a felületi érdességtől függően eltérő műszaki követelmények vonatkoznak. Mindezek a követelmények meghatározzák a feldolgozási módot.
A vállak és hornyok marása tárcsás szármarókkal, valamint tárcsás marókészlettel történik. Ezen kívül a vállak szármarókkal is marhatók.
Vállak és hornyok marása tárcsás maróval. A tárcsás marókat síkok, vállak és hornyok megmunkálására tervezték. A tárcsás vágókat megkülönböztetik tömör és behelyezett fogak között. A tömör tárcsás marók hornyolt (ST SEV 573-77), hornyolt hátú (GOST 8543-71), háromoldalas egyenes fogazatú (GOST 3755-78), háromoldalas, többirányú kis és normál fogakkal vannak felosztva. A betétfogakkal ellátott marók háromoldalasak (GOST 1669-78). A tárcsás horonymaróknak csak a hengeres részen vannak fogai, sekély hornyok marására szolgálnak. A tárcsavágók fő típusa háromoldalas. A hengeres felületen és mindkét végén fogak vannak. Párkányok és mélyebb hornyok feldolgozására használják. Magasabb érdességi osztályt biztosítanak a horony vagy a váll oldalfalai számára. A vágási feltételek javítása érdekében a háromoldalas tárcsás marókat ferde fogakkal látják el, amelyekben váltakozó horonyirányok vannak, vagyis az egyik fog jobbos, a mellette lévő másik pedig balos. Ezért az ilyen marókat többirányúnak nevezik: A fogak váltakozó dőlésének köszönhetően a jobb és a bal fogak vágóerejének axiális összetevői kölcsönösen kiegyensúlyozottak. Ezeknek a vágóknak mindkét végén fogak vannak. A háromoldalas tárcsás marók fő hátránya a szélesség csökkenése az első utánköszörülés után a végén. Két azonos vastagságú, a foglalatban átfedő fogakkal ellátott, állítható marók használata esetén az újracsiszolás után lehetséges az eredeti méret visszaállítása. Ezt megfelelő vastagságú réz- vagy sárgaréz fóliából készült távtartókkal érik el, amelyeket a marók közötti foglalatba helyeznek.

Rizs. 1. Párkányok

Rizs. 2. A hornyok típusai alak szerint

Rizs. 3. Aknák: átmenő, kijárattal és zárt
A keményötvözet lemezekkel ellátott betétkés tárcsás marók háromoldalasak (GOST 5348-69) és kétoldalasak. A háromoldalas tárcsás marókat hornyok marására, a kétoldalasakat a vállak és síkok marására használják. A behelyező kések mindkét típusú marógép testébe tengelyirányú hullámosítással és 5°-os szögű ékkel vannak rögzítve. A betétkés rögzítési módszerének előnye, hogy kompenzálja a kopást és az újraköszörülés során eltávolított réteget. A méret visszaállítása átmérőben a kések egy vagy több hullámos átrendezésével, szélességben pedig a kések megfelelő meghosszabbításával érhető el. A háromoldalas vágókések váltakozó dőlésszögű késekkel rendelkeznek, 10°-os szöggel, kétoldalasakhoz - egy irányban, 10°-os dőlésszöggel (jobbra és balra vágó vágókékhoz).
A keményfém lapkákkal ellátott háromoldalas tárcsás marók használata biztosítja a legnagyobb termelékenységet a hornyok és a vállak megmunkálásakor. A tárcsás vágó jobban „tartja” a méretet, mint egy végvágó.
A tárcsavágó típusának és méretének kiválasztása. A tárcsás maró típusát és méretét a megmunkálandó felületek méretétől és a munkadarab anyagától függően választjuk ki. Adott feldolgozási feltételekhez a maró típusa, a vágórész anyaga és a fő méretek - B, D, d és z - kerül kiválasztásra. Könnyen megmunkálható és közepes megmunkálási nehézségű, nagy marási mélységű anyagok marásához normál nagy fogú marókat használnak. Nehezen forgácsolható anyagok megmunkálásakor és kis fogásmélységgel való maráskor normál és finom fogazatú marók használata javasolt.
A vágó átmérőjét a lehető legkisebbre kell választani, mivel minél kisebb a vágó átmérője, annál nagyobb a merevsége és a rezgésállósága. Ezenkívül az átmérő növekedésével a tartóssága is nő.

Rizs. 4. Tárcsás marók átmérőjének kiválasztása
ábrán. Az 5. a, b ábrán egy alkatrészen két vállmarás diagramja látható. A vállak marása tárcsás maróval, mint fentebb említettük, általában kétoldalas tárcsás maróval történik. Esetünkben azonban érdemes háromoldalas tárcsás vágót választani, mivel az alkatrész mindkét oldalán felváltva kell megmunkálnunk egy-egy vállat.

Rizs. 5. Váll marása tárcsás maróval
Gép beállítása téglalap alakú hornyok marásához tárcsavágókkal. Vállmarásnál a vállszélesség pontossága nem függ a maró szélességétől. Csak egy feltételnek kell teljesülnie: a maró szélessége nagyobb legyen, mint a váll szélessége (ha lehetséges, legfeljebb 3-5 mm).
Téglalap alakú hornyok marásakor a tárcsás maró szélességének meg kell egyeznie a marandó horony szélességével abban az esetben, ha a végfogak kifutása nulla. Ha a marófogak kicsúsznak, az ilyen maróval mart horony mérete ennek megfelelően nagyobb lesz, mint a maró szélessége. Ezt szem előtt kell tartani, különösen a precíz szélességű hornyok megmunkálásakor.
A vágási mélység beállítása a jelölések szerint történhet. A jelölési vonalak egyértelmű kiemelése érdekében a munkadarabot krétaoldattal előfestik, és a felületíró által megrajzolt vonalra mélyedéseket (magokat) helyeznek egy középső lyukasztó segítségével. A vágási mélység beállítása a jelölési vonal mentén próbamenetekkel történik. Ugyanakkor ügyeljen arra, hogy a vágó a középső lyukasztó mélyedéseinek csak a felét vágja le.
A hornyok megmunkálására szolgáló gép beállításakor nagyon fontos, hogy a vágót a megmunkálandó munkadarabhoz képest megfelelően helyezzük el. Abban az esetben, ha a munkadarabot egy speciális eszközbe szerelik be, a maróhoz viszonyított helyzetét maga az eszköz határozza meg.
A marók adott mélységig történő pontos beszerelése a készülékben megadott speciális beállításokkal vagy méretekkel történik. ábrán. A 6. ábra diagramokat mutat be a marók méretre történő beszereléséhez a beállításokkal. Az 1. méret egy edzett acéllemez (6. ábra, a) vagy négyzet (6. ábra, b, c), a készülék testéhez rögzítve. A készlet és a vágófog vágóéle közé egy 3-5 mm vastag mérőszondát helyezünk, hogy elkerüljük a vágófog érintkezését a készlet edzett felületével. Ha ugyanannak a felületnek a megmunkálása két menetben történik (nagyolás és simítás), akkor különböző vastagságú szondákat használnak az azonos méretű marók felszereléséhez.
Vállak és hornyok marása tárcsás marókészlettel. Azonos alkatrészek tételeinek feldolgozásakor két váll, két vagy több horony egyidejű marása egy marókészlettel elvégezhető. A vállak és a hornyok közötti szükséges távolság eléréséhez egy megfelelő rögzítőgyűrű-készletet kell felhelyezni a marók közötti tüskére.
A munkadarabok marókészlettel történő megmunkálásakor a méreteknek megfelelően egy vágót kell felszerelni, mivel a készlet relatív helyzete a tüskén a rögzítőgyűrűk kiválasztásával érhető el. A marók adott méretű beszerelésekor speciális telepítési sablonokat használnak. A marók pontos beszereléséhez sík-párhuzamos végblokkokat és jelzőütközőket használnak. ábrán. A 7. ábra a jelzőütközők elrendezését mutatja be egy vízszintes marógépen a marók pontos felszereléséhez az asztal keresztirányú és függőleges mozgása során. Egy ilyen eszközzel felgyorsított mozgással megemelheti és leengedheti az asztalt adott mértékben, anélkül, hogy félne attól, hogy hibázik a számolásban.
A vállak és hornyok marókészlettel történő megmunkálásának megvalósíthatósága az alkatrészenkénti teljes idő (számítási idő) alapján állapítható meg a hornyok megmunkálásának összehasonlított lehetőségeire.
Vállak és hornyok marása szármarókkal. A vállak és a hornyok szármarókkal megmunkálhatók függőleges és vízszintes marógépeken. A szármarókat (GOST 17026-71*) síkok, vállak és hornyok megmunkálására tervezték. Hengeres és kúpos szárral készülnek. A szármarókat normál és nagy fogakkal gyártják. A normál fogazatú marókat a vállak és hornyok fél- és simító megmunkálására használják. Nagy fogazatú marókat nagyoláshoz használnak.
A támfogazatú nagyoló szármaró (GOST 4675-71) az öntéssel és kovácsolással nyert munkadarabok durva megmunkálására szolgál.
A keményfém szármarókat (GOST 20533-75-20539-75) kétféle típusban gyártják: 10-20 mm átmérőjű keményfém koronákkal és 16-50 mm átmérőjű csavarlemezekkel.
Rizs. 6. Marószerelvények alkalmazása
Jelenleg a szerszámgyárak 3-10 mm átmérőjű tömör keményfém szármarókat és acél kúpos szárba forrasztott tömör keményfém munkarésszel ellátott szármarókat gyártanak. A marók átmérője 14-18 mm, a fogak száma három. A keményfém marók alkalmazása különösen hatékony az edzett és nehezen vágható acélból készült munkadarabok hornyainak és vállainak megmunkálásakor.
A hornyok szélességi pontossága mérőszerszámokkal, például tárcsás és szármarókkal történő megmunkáláskor nagymértékben függ a használt marók pontosságától, valamint a marógépek pontosságától, merevségétől és a maró kifutásától rögzítés az orsóban. A mérőeszköz hátránya a névleges méretének elvesztése a kopás és az újracsiszolás következtében. A szármaróknál az első hengeres felület mentén végzett újraköszörülés után az átmérő mérete torzul, és alkalmatlannak bizonyul a horony pontos szélességének meghatározására.
A horonyszélesség pontos méretét úgy kaphatja meg, ha két lépésben feldolgozza: nagyolásban és simításban. A simítás során a vágó csak szélességben kalibrálja a hornyot, hosszú ideig megőrzi méretét.
A közelmúltban megjelentek a szármaró rögzítésére szolgáló tokmányok, amelyek lehetővé teszik egy állítható excentricitású, azaz állítható kifutású maró felszerelését. ábrán. A 8. ábrán a Leningrádi Szerszámgép-szövetségnél használt befogótokmány látható. Y. M. Sverdlova. A tokmány testében lévő furat a szárához képest 0,3 mm-rel excentrikusan van kifúrva. Ebbe a lyukba a belső átmérőhöz képest azonos excentricitással egy befogóhüvelyt helyeznek be. A persely két csavarral van rögzítve a testhez. Ha a hüvelyt anyával elfordítják, és a csavarokat kissé meglazítják, a vágó átmérője feltételesen megnő (száronként egy osztás a vágó átmérőjének 0,04 mm-es növekedésének felel meg).
A hornyok szármaró megmunkálásánál a forgácsot felfelé kell irányítani a spirális horony mentén, hogy ne rontsák el a megmunkált felületet és ne okozzák a marófog törését. Ez abban az esetben lehetséges, ha a spirális horony iránya egybeesik a maró forgásirányával, azaz ha egy irányban vannak. A Px forgácsolóerő axiális komponense azonban lefelé irányul, hogy a marót kinyomja az orsó foglalatából. Ezért a hornyok megmunkálásakor a marót biztosabban kell rögzíteni, mint a nyitott sík szármaró megmunkálásánál. A maró és a spirális horony forgásirányának, mint a homlok- és hengeres marókkal végzett megmunkálásnál, ellentétesnek kell lennie, mivel ebben az esetben a forgácsolóerő axiális komponense az orsó foglalata felé irányul, és hajlamos meghúzni a a tüskét a maróval az orsó foglalatába.

Rizs. 8. Tokmány mérőhornyok marásához standard marókkal

Rizs. 9. Ferde sík marása satuban

Rizs. 10. A testrész bemélyedésének marása
Más típusú szármarók által végzett munka. A vállak és hornyok megmunkálása mellett a szármarót egyéb munkák elvégzésére is használják függőleges és vízszintes marógépeken.
A szármarókat nyitott síkok megmunkálására használják: függőleges, vízszintes és ferde. ábrán. A 9. ábra egy ferde sík marását mutatja univerzális satuban. A síkok szármarós megmunkálásának technikái nem különböznek a vállak és hornyok megmunkálásának technikáitól. A szármarókkal különféle bemélyedéseket (hüvelyeket) lehet megmunkálni. ábrán. A 10. ábra egy üreg marását mutatja szármaró segítségével. A munkadarab bemélyedéseinek marása a jelölések szerint történik. Kényelmesebb először a mélyedés kontúrjának előzetes marását (a jelölési vonalak elérése nélkül), majd a kontúr végső marását elvégezni.
Azokban az esetekben, amikor ablakot kell marni, nem pedig mélyedést, megfelelő hátlapot kell elhelyezni a munkadarab alá, hogy ne sérüljön meg a satu, amikor a szármaró kilép.
Maró vállak szármaróval. A vállak függőleges és vízszintes marógépeken is marhatók. A szimmetrikusan elhelyezkedő vállakú alkatrészek megmunkálása a munkadarabok kétállású forgóasztalokban történő rögzítésével végezhető el. Az első váll marása után a rögzítőelemet 180°-kal elforgatjuk, és a második pozícióba helyezzük a második váll marásához.
NAK NEK kategória:
Marási munka
Reteszhornyok marása tengelyeken
A kulcsos csatlakozások nagyon elterjedtek a gépészetben. Lehetnek prizmás, szegmentális, ékes és egyéb kulcsszelvényekkel. A tengely munkarajzának tartalmaznia kell a tollkulcsos tengely és a szegmenskulcsos tengely méretét.
A kulcshornyok átmenőre, nyitottra (kijárattal) és zártra oszthatók. A kulcshornyok marása nagyon felelősségteljes művelet. A tengelyhez illeszkedő részek illeszkedésének jellege a kulcshorony pontosságától függ. A mart kulcshornyokra szigorú műszaki követelmények vonatkoznak. A reteszhorony szélességét a 2. vagy 3. pontossági osztály szerint kell elkészíteni: a kulcshorony mélységét az 5. pontossági osztály szerint kell elkészíteni; A kulcs hornyának hossza a 8. pontossági osztálynak felel meg. E követelmények be nem tartása reteszhornyok marása során munkaigényes szerelési munkával jár a szerelés során - a kulcsok vagy más illeszkedő alkatrészek lefűrészelésével.
A fenti követelményeken túlmenően a reteszhorony pontossága tekintetében követelmény a helymeghatározás pontossága és a felületi érdesség tekintetében is. A reteszhorony oldalfelületeinek szimmetrikusan kell elhelyezkedniük a tengely tengelyén áthaladó síkhoz képest; Az oldalfalak felületi érdessége az 5. érdesség osztályon belül kell, hogy legyen, és néha magasabb is.
Összehasonlítva a marók tűréseit a reteszhorony méretének tűréseivel, meggyőződhetünk arról, hogy nehéz a kívánt pontosságú hornyot kialakítani a mérőeszközökkel működő gépeken. Vegyünk példának egy 12 psh szélességű hornyot
A gyakorlat azt mutatja, hogy a kulcshorony megmunkálásához gondosan kell kiválasztani a PN tűrésmezejébe illeszkedő hornyot. vágókat és tesztet teljesítenek. Sorozat- és tömeggyártásban lehetőség szerint hajlamosak a kulcsos csatlakozásokat spiderekre cserélni.
A tárcsás horonymarók (ST SEV 573-77) sekély hornyok marására szolgálnak. Fogaik csak a hengeres részen vannak.
A GOST 8543-71 szerint alátámasztott horonyvágók hornyok megmunkálására is szolgálnak. Csak az elülső felületen vannak élesítve. Ezeknek a maróknak az az előnye, hogy nem veszítenek szélességükből az újracsiszolás után. 50-100 mm-es, 4-16 mm-es átmérőben kaphatók.
A GOST 9140-78 szerinti kulcsvágók hornyok marására szolgálnak, és hengeres és kúpos szárral készülnek. A kulcsvágóknak két vágófoguk van végvágással
közös élek, amelyek a fő vágási munkát végzik. A vágóélek nem kifelé irányulnak, mint egy fúró, hanem a szerszám testébe. Az ilyen marók axiális előtolással (mint egy fúró) és hosszirányú előtolással is működhetnek. A marók újraélezése a végfogak mentén történik, melynek eredményeként a maró átmérője gyakorlatilag változatlan marad. Ez nagyon fontos a hornyok megmunkálásánál.
A hengeres szárú marókat 2-20 mm átmérőjű, kúpos szárral - 16-40 mm átmérőjűre gyártják. Jelenleg a szerszámgyárak VK8 ötvözetből 3, 4, 6, 8 és 10 mm átmérőjű, 20°-os spirális horonyszögű tömör keményfém kulcsvágókat gyártanak. Ezeket a marókat főként edzett acélok és nehezen vágható anyagok megmunkálására használják. Ezeknek a maróknak a használata lehetővé teszi a munka termelékenységének 2-3-szoros növelését és a kezelt felület érdességi osztályának növelését.
A GOST 6648-68* szerinti szegmenskulcsok hornyához való szárvágók a 4-5 mm átmérőjű szegmenskulcsokhoz való összes horony marására szolgálnak.
A GOST 6648-68* szerinti szegmenskulcsok hornyaihoz szerelt marók az 55-80 mm átmérőjű szegmenskulcsok összes hornyának marására szolgálnak.
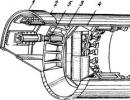
Munkadarabok rögzítése. A reteszhornyok és a beléjük való lapok marására szolgáló tengelydarabok kényelmesen prizmákba vannak rögzítve. Rövid munkadarabokhoz elegendő egy prizma. Hosszabb tengelyhossz esetén a munkadarabot két prizmára kell felszerelni. A prizma helyes elhelyezését a gépasztalon a prizma tövében található csap biztosítja, amely a jobb oldali ábra szerint illeszkedik az asztal hornyába. A tengelyek bilincsekkel vannak rögzítve. A rögzítéskor a tengely elhajlásának elkerülése érdekében gondoskodni kell arról, hogy a bilincsek a prizmák feletti tengelyen feküdjenek. A bilincsek alá vékony réz vagy sárgaréz tömítést kell helyezni, hogy ne sértse meg a tengely végső feldolgozott hengeres felületét. ábrán. A 4. ábrán egy satu látható a tengelyek rögzítésére. A satu az asztalra rögzíthető akár az ábrán látható helyzetben, akár 90°-ban elforgatható. Ezért alkalmasak tengelyek rögzítésére vízszintes és függőleges marógépeken egyaránt. A tengely hengeres felülettel prizmára van felszerelve, és ha a kézikerék forog, az ujjak körül forgó pofákkal rögzítik. A prizma a nagyobb átmérőjű tengely másik oldalán lévő satuba szerelhető. Az ütköző a tengely hosszában történő beállítására szolgál.

Rizs. 1. Tengely reteszhornyokkal

Rizs. 2. A tűrésmezők elrendezése a kulcshoronyhoz és a maróhoz

Rizs. 3. A tengely rögzítése az oizmusokon

Rizs. 4. Satu a tengelyek rögzítéséhez
ábrán. Az 5. ábra egy mágneses prizmát mutat állandó mágnessel. A prizmatest két részből áll, amelyek közé egy bárium-oxid mágnes kerül. A görgő rögzítéséhez egyszerűen fordítsa el a kapcsoló fogantyúját 90°-kal. A szorítóerő elégséges a hengereken lévő reteszhornyok, lapok stb. marásához Az alkatrész rögzítésével egyidejűleg a prizma a gépasztal tartófelületéhez vonzódik.
Reteszhornyok átmarása. A hornyok marása a hengeres felület megmunkálása után történik. A kör körül kilépő horonnyal rendelkező átmenő és nyitott hornyokat, amelyek sugara megegyezik a maró sugarával, tárcsás marókkal dolgozzák meg. A horonyszélesség többlete a maró szélességéhez képest 0,1 mm vagy több. A tárcsás résvágók élezése után a maró szélessége kismértékben lecsökken, így a marók használata csak bizonyos határokig lehetséges, ezt követően más munkákra használják, amikor a szélesség mérete nem annyira fontos.
ábrán. A 6. ábra a munkadarab és a maró felszerelését mutatja átmenő kulcshorony marásakor. A vágó tüskére való felszerelésekor ügyelni kell arra, hogy a maró végén minimális legyen a kifutás. A munkadarab réz- vagy sárgarézpofákkal ellátott gépi satuban van rögzítve.
Helyesen felszerelt satu esetén a benne rögzített tengely beszerelésének pontosságát nem kell ellenőrizni. A vágót úgy kell felszerelni, hogy a tengely tengelyén áthaladó átmérős síkhoz képest szimmetrikusan helyezkedjen el. Ennek a feltételnek a teljesítéséhez használja a következő technikát. A vágó rögzítése és kifutásának jelzővel történő ellenőrzése után a vágót először a tengely átmérős síkjába kell beszerelni. A precíz szerelés négyzettel és tolómérővel történik.
A vágó beszereléséhez S méretben keresztirányban kell elhelyezni a tengely egyik satu fölé kiálló végének oldaláról. Ellenőrizze ezt a méretet tolómérővel. Ezután helyezzen el egy négyzetet a tengely másik oldalára, az ábra szerint. 7 pontozott vonal, és ellenőrizze újra az S méretet.

Rizs. 5. Mágneses prizma a tengelyek rögzítéséhez
egyidejűleg lassan emelje fel az asztalt, amíg hozzá nem ér a vágóhoz, és mozgassa hosszirányban. Miután megállapította a vágó és a tengely érintkezésének pillanatát, távolítsa el az asztalt a maró alól. Kapcsolja ki a gépet, és forgassa el a függőleges adagoló fogantyút, hogy az asztalt a reteszhorony mélységébe emelje.
Zárt kulcshornyok marása. A zárt reteszhornyok marása vízszintes marógépeken is elvégezhető. A tengely rögzítéséhez használjon speciális öncentráló satukat vagy prizmákat. ábra szerinti marási beépítés óta. 9, de eltér a 9. ábrán látható telepítéstől. 9, b csak az orsó elhelyezkedése alapján, csak a horony marásának sorrendjét elemezzük vízszintes marógépen.

Rizs. 9. Zárt kulcshornyok marása
Egy másik módja a kulcsos vagy szármaró felszerelésének („bullseye”) a vágó átmérős síkjában a következő. A tengelyt a lehető legpontosabban (szemmel) kell elhelyezni a maróhoz képest, és a forgó marószerszámot lassan érintkezésbe kell hozni a megmunkálás alatt álló tengellyel, amíg a maró alig észrevehető nyoma meg nem jelenik a tengely felületén. Ha ezt a jelet egy teljes kör formájában kapjuk meg, akkor ez azt jelenti, hogy a vágó a tengely átmérőjének síkjában helyezkedik el. Ha a jel egy hiányos kör alakú, akkor el kell mozgatni a táblázatot.
Beállítás a horonymélységre. A megmunkálás alatt álló tengelyt, amelynek átmérős síkja egybeesik a maró tengelyével, érintkezésbe hozzuk a maróval. Az asztal ezen helyzetében vegye figyelembe a keresztirányú vagy függőleges előtolócsavar tárcsájának jelzését, majd mozgassa vagy emelje fel az asztalt a B vágási mélységre.
Az illeszkedést lehetővé tevő zárt reteszhornyok marása kétféle módon történik:
a) kézi vágás meghatározott mélységig és hosszanti mechanikai előtolásig, majd ismét vágás ugyanilyen mélységig és hosszirányú előtolással, de eltérő irányban;
b) kézi vágás a horony teljes mélységéig és további mechanikus hosszirányú előtolás. Ezt a módszert 12-14 mm-nél nagyobb átmérőjű reteszhornyos marókkal való maráshoz használják.

Rizs. 10. A szármaró beépítési rajza átmérőben! tengely síkja
A reteszhorony szélességét idomszerrel kell ellenőrizni a rajzon megadott tűrés szerint.
A nyitott reteszhornyok marása egy kör mentén kilépő horonnyal, amelynek sugara megegyezik a maró sugarával, tárcsás marókkal történik. Azokat a hornyokat, amelyekben a horony a kör sugara mentén nem szabad kilépni, vég- vagy kulcsmaróval marjuk.
A szegmenskulcsok hornyainak marása szárral vagy szegmenskulcsokhoz szerelt marókkal történik, amelyek átmérőjének meg kell egyeznie a horony sugarának kétszeresével. Az előtolás függőleges irányban, a tengely tengelyére merőlegesen történik (11. ábra).
Tengelyek marása kulcsos marógépeken. A precíz szélességű hornyok elérése érdekében a feldolgozást speciális, ingaelőtolású kulcsmaró gépeken végzik, kétfogú kulcsvágókkal. Ezzel a módszerrel a maró 0,2-0,4 mm-t vág és a hornyot teljes hosszában kimarja, majd ismét az előző esettel megegyező mélységig vág, és a hornyot ismét teljes hosszában, de eltérő irányban marja. Innen származik a módszer neve – „ingatáplálás”.

Rizs. 11. Reteszhornyok marása szegmenskulcsokhoz

Rizs. 12. Reteszhornyok marásának sémája „inga előtolás” módszerrel

Rizs. 13. Horonyméret szabályozása idomszerekkel
A marás végén az orsó automatikusan visszatér eredeti helyzetébe, és a marófej hosszirányú előtolása kikapcsol. Ez a módszer a legracionálisabb reteszelt tengelyek gyártásához sorozat- és tömeggyártásban, mivel pontos hornyot hoz létre, amely biztosítja a csereszabatosságot a kulcsos csatlakozásban. Ráadásul mivel a vágó végvágó élekkel dolgozik, tartósabb, mivel nem kopik el a kerület mentén. Ennek a módszernek az a hátránya, hogy lényegesen több időt vesz igénybe az egy-két menetben végzett maráshoz képest.
A hornyok marása automatizált kulcsos marógépeken nem mért szerszámmal a szerszám oszcilláló (oszcilláló) mozgásával történik. Az oszcillációs tartomány nullától a kívánt értékig történő beállításával lehetséges a hornyok kívánt szélességi pontosságú marása.
Lengéses marásnál a maró szélessége kisebb, mint a megmunkálandó horony szélessége. Így az MA-57 gép a villanymotor tengelyein lévő nyitott reteszhornyok marására szolgál háromoldalú tárcsás marókkal automatizált gyártásban. A 6D92 gépet zárt reteszhornyok marására tervezték nem-dimenziós szármaró segítségével. A kívánt horonyszélességet úgy érik el, hogy a maró a hosszirányú előtolásra merőleges irányban oszcilláló mozgást kap. A gép automata sorba építhető.
A hornyok és hornyok méretének szabályozása. A hornyok és hornyok méretének szabályozása vonalmérő műszerekkel (nóniuszos féknyereg, féknyereg mélységszám) és mérőeszközökkel egyaránt elvégezhető. A hornyok méreteinek mérése és számlálása univerzális szerszámokkal nem különbözik más lineáris méretek (hossz, szélesség, vastagság, átmérő) mérésétől. A horony szélessége kör- és laphatárdugó-mérőkkel szabályozható. ábrán. A 13. ábra a horony szélességének szabályozását mutatja 20+cm mm-es méret mellett. Ebben az esetben a kaliber áteresztő oldalának mérete 20,0 mm, a nem áthaladó oldalé pedig 20,1 mm.
A reteszhorony helyzetének szimmetriáját a tengely tengelyéhez képest speciális sablonok és eszközök szabályozzák.
A MUNKA CÉLJA
-
ELMÉLETI RENDELKEZÉSEK
Vágási módok kiválasztása.
A marási hornyok javasolt forgácsolási feltételeit a táblázat tartalmazza. 2. és 3. A feldolgozás körülményei (alkatrész anyaga, vágószerszám, pontosság és felületi érdesség) alapján táblázatos formában kerül meghatározásra az egyes technológiai átmenetekhez szükséges forgácsolási sebességek és előtolások. A vágási módok váltásához szükséges segédidő csökkentése érdekében kívánatos, hogy nagyobb számú technológiai átmenet azonos vágási móddal rendelkezzen.
A forgácsolási sebesség elfogadott táblázati értéke alapján a géporsó fordulatszámát a következő képlettel határozzuk meg:
![]() (1)
(1)
ahol n az orsó fordulatszáma, rpm
V-marási sebesség, m/min
A maró D-átmérője, mm
A kapott n értéket a legközelebbi útlevél értékre állítja be, és tisztázza a tényleges vágási sebességet.
| Horony vagy vállszélesség b, mm | a feldolgozott anyag keménysége, NV | Feldolgozott anyag | |||||
| Acél | Öntöttvas | ||||||
| Vágásmélység t, mm | |||||||
| ≤3 | ≤5 | >5 | ≤3 | ≤5 | >5 | ||
| Gyorsacél tárcsás marók | |||||||
| - | ≤229 | 0,06-0,10 | 0,07 - 0,12 | ||||
| - | 230 -287 | 0,04 - 0,08 | 0,06 - 0,10 | ||||
| - | >287 | 0,03 - 0,06 | 0,04 - 0,08 | ||||
| Keményfém betétes tárcsás marók | |||||||
| ≤229 | 0,06-0,10 | 0,07 - 0,12 | |||||
| - | 230 -287 | 0,04 - 0,08 | 0,06 - 0,10 | ||||
| - | > 287 | 0,03 - 0,06 | 0,04 - 0,08 | ||||
| Gyorsacél szármarók | |||||||
| ≤287 | 0,15 - 0,25 | 0,12 - 0,2 | 0,1 -0,15 | - | - | - | |
| ≤287 | 0,12 - 0,2 | 0,1 -0,15 | 0,08 - 0,12 | - | - | - | |
| ≤287 | 0,1 -0,15 | 0,08 - 0,1 | 0,06-0,1 | - | - | - | |
| Marók keményfém lapkákkal | |||||||
| ≤287 | - | - | - | 0,12-0,18 | 0,10-0,15 | 0,08-0,01 | |
| >287 | - | - | - | 0,01 - 0,15 | 0,04-0,10 | 0,05-0,08 |
| A vágószerszám munkarészének anyaga | Vágásmélység, t, mm | Vágási sebesség mm/perc vágófog adagolásakor mm/fog. | ||||||||||||||
| 0,02 | 0,04 | 0,06 | 0,1 | 0,15 | 0,2 | 0,3 | 0,02 | 0,04 | 0,06 | 0,01 | 0,15 | 0,2 | 0,3 | 0,4 | ||
| Acél | Öntöttvas | |||||||||||||||
| Tárcsás vágógépek | ||||||||||||||||
| Gyorsacél | - | - | ||||||||||||||
| Kemény ötvözet | 420 350 280 | 340 310 250 | 310 280 220 | 280 220 180 | 220 160 140 | 120 100 | - | 200 160 140 | 180 140 120 | 140 110 | 110 100 | 110 90 | 100 80 | - | ||
| Nagysebességű acél résvágók | ||||||||||||||||
| Gyorsacél | - | - | - | - | - | 40 30 22 15 | 25 18 13 | - | - | - | ||||||
| Hengeres marók | ||||||||||||||||
| Kemény ötvözet | 50* >50* | - | - | . | - | - | - | - | . | . |
* A horony vagy párkány szélessége, b
z - vágófogak száma
n - orsó fordulatszáma, ford
A kapott S M értéket az útlevél szerint a legközelebbi géphez kell igazítani.
KEZDETI ADATOK A LABORATÓRIUMI MUNKÁHOZ
6.1 A 6P80G típusú vízszintes marógép alapadatai:
6.2 Üres - általános gépészeti felhasználásra szolgáló alkatrész párhuzamos síkokkal és négyszögletes kontúrral, lyukak nélküli derékszögekkel. Az alkatrész javasolt kialakítása az ábrán látható. 8. Alkatrészek anyaga - közepesen kemény acél: acél 35 GOST 1050-88. Öntöttvas SCh 20 GOST 1412-88 lehetséges. A kezdeti munkadarab lehet kovácsolt (acélból) vagy egyszerű öntvény (öntöttvasból). Megengedett - hosszú melegen hengerelt négyzet alakú szakaszok a GOST 2591-88 szerint.

Rizs. 8 A munkadarab kialakítása.
6.3 A GOST 3.1404-86 szerinti működési kártyák, a 2., 2a-3. nyomtatványok és a GOST 3.1105-84 szerinti vázlatkártyák, a 7. és 7a. űrlap a technológiai dokumentáció feldolgozásához a jelentés mellékleteként.
A MUNKA VÉGREHAJTÁSÁNAK ELJÁRÁSA
7.1. Biztonsági eligazítás.
7.2. Előkészületi szakasz.
7.2.1 Tanulmányozza a gép és a kezelőszervek általános elrendezését. Emlékeznek a működő szervek mozgásaira, amelyek lehetnek fő (munka) és segédeszközök. Megrajzolódik a gép általános elrendezési diagramja, amely azután a munkajelentés szerves részeként szerepel.
7.2.2 Egy adott alkatrész gyártásának technológiai folyamatának tanulmányozása, részletesen elmélyülve a működés tartalmában, a feldolgozási módokban és a végméretek szabályozásában. Rajzolja meg a munkadarab vázlatát.
7.2.3 Fontolja meg a munka tartalmát a gép beállításával és konfigurálásával egy adott művelet végrehajtására.
7.2.4 Vegye figyelembe a műszaki folyamatban említett vágó- és mérőeszközöket, technológiai berendezéseket.
7.3 Végrehajtó szakasz.
7.3.1 Az üzemi folyamattérkép segítségével a gép beállítása és konfigurálása megtörténik.
7.3.1.1 A vágó felszerelése. Először a vágót rögzítjük a tüskére, majd ezt a készletet az orsó belsejében áthaladó vékony tengely segítségével az egyik végén a sebességváltóban, a másik végén a függőkonzol tartójában rögzítjük.
7.3.1.2 A készülék felszerelése a gépasztalra. A forgósatu emelő- és szállítóeszközzel leereszthető a gépasztalra, és speciális csavarokkal rögzítve, amelyek fejei az asztal T-alakú hornyaiban találhatók, valamint alátétekkel és anyákkal.
7.3.1.3 A gép bekapcsolása után ellenőrizze a fő mozgásokat biztosító munkarészek működőképességét: az orsó forgását, az asztal és a konzol hosszirányú, keresztirányú és függőleges mozgását.
7.3.1.4 A gép beállított üzemmódba állítása a vágóorsó forgási sebességének beállításából áll a sebességtartó doboz lendkerekével, és az asztali előtolás beállításából az adagolódobozon lévő fogantyú segítségével.
7.3.1.5 A munkadarab satuba szerelése és rögzítése az üzemeltetési táblázatban feltüntetett technológiai alapok szerint történik.
7.3.2 Az asztal függőleges síkban történő felszerelése a maróhoz képest a „teszt chip módszerrel” történik. Ehhez helyezze a munkadarabot a maró alá, emelje fel az asztalt, amíg hozzá nem ér a maró fogaihoz, majd mozgassa oldalra. Az asztal függőleges előtoló tárcsa mentén az asztal a vágási mélységig megemelkedik a durva maráshoz.
7.3.3 Az asztalt a maróhoz képest vízszintes síkban, az asztal keresztirányú adagolótárcsa mentén kell felszerelni.
7.3.4 Megtörténik a horony durva marása, és a gépasztal az eredeti helyzetébe kerül.
7.3.5 Pontosan mérje meg a kapott horonyméretet, és függőlegesen mozgassa felfelé az asztalt a hiányzó mennyiséggel a megadott méretig (horonymélység).
7.3.6 Végre kell marni a horony felületét és méretét a feldolgozás után.
7.3.7 Egy alkatrész feldolgozása során az üzemi térkép megfelelő oszlopaiba bekerülnek a forgácsolási módok, forgácsoló és mérőeszközök aktuális adatai.
7.4 Végezze el a munka grafikai részét: működési vázlat, a gép beállításának és beállításának egyedi technikái, a gép általános elrendezési rajza, a munkadarab vázlata.
VÁRÁK FELDOLGOZÁSA MARÁSSAL
A marási eljárás a gépalkatrészek és mechanizmusok megmunkálásának meglévő technológiai folyamataiban az egyik fő. A marógépek munkadarabokat, síkok marását, hornyokat, párkányokat, forgó testek ívelt és spirális felületeit dolgozzák meg, meneteket vágnak. A hornyok feldolgozására szolgáló összes módszer közül a legelterjedtebb a különféle marás. A marást különféle marógépekkel végezzük: - három- és kétoldalas tárcsás marók, végmarók, sarokmarók, stb. A végmarókkal való marás R a = 25 6,3 μm tartományban biztosítja a felületi érdesség elérését; R a = 6,3 1,6 μm érdesség érhető el. A horonyfeldolgozás pontossága 8-14 pontossági fokozatnak felel meg.
Maráskor általában a forgácsolószerszám forgó mozgást, a rögzítőben rögzített munkadarab pedig az előtolási irányú transzlációs mozgást kap.
A hornyok feldolgozásakor a megmunkált felületek minőségével (érdességével) együtt biztosítani kell:
A méretek koordinálásának pontossága;
A megmunkált felület alakjának pontossága (horony, párkány, horony);
A megmunkálandó felület helyének pontossága az alkatrész többi meghatározott felületéhez viszonyítva (párhuzamosság, koaxialitás, merőlegesség).
A közepes méretű alkatrészek hornyainak marását vízszintes és függőleges marógépeken végzik.
A MUNKA CÉLJA
Tanulja meg a modern marógépeken végzett marási műveletek technológiai folyamatainak kidolgozását, és szerezzen készségeket ezeknek a gépeknek az általános mérnöki alkalmazásokhoz szükséges hornyok megmunkálásához történő beállításában.
Ismerkedjen meg a hornyok marásának technológiájával és módszereivel kapcsolatos elméleti alapelvekkel.
Ismerkedjen meg a vízszintes marógéppel, forgácsolószerszámokkal, laboratóriumi felszerelésekkel, szerszámokkal, tartozékokkal és egyéb anyagokkal.
- Ismerkedjen meg a laboratóriumi munkavégzés módszertanával és eljárási rendjével.
A kiindulási adatok alapján tervezze meg a horony marásának technológiai folyamatát.
Adott alkatrész gépi beállításának és próbafeldolgozásának elvégzése.
Készítsen jegyzőkönyvet a laboratóriumi munkáról a szükséges technológiai dokumentáció bemutatásával, az ESKD és ESTD szabványok követelményeinek megfelelően.
Válaszoljon az önellenőrző kérdésekre.
ELMÉLETI RENDELKEZÉSEK

A hornyok és hornyok marásakor gyakran előnyösebb a háromoldalas tárcsás marók használata, nem pedig a szármaró.
- A megmunkált hornyok vagy hornyok különböző geometriájúak lehetnek - lehetnek rövidek vagy hosszúak, nyitottak vagy zártak, egyenesek vagy ívesek, mélyek vagy sekélyek, szélesek vagy keskenyek
- A szerszám kiválasztását általában a horony szélessége és mélysége, valamint bizonyos mértékig hossza határozza meg
- A gép típusa és a sorozatgyártás határozza meg, hogy melyik marót kell használni - szármaró, hosszú él vagy tárcsa
- A háromoldalas tárcsás marók hatékonyabb megoldást jelentenek a hosszú és mély hornyok megmunkálására, különösen vízszintes gépek esetén. A függőleges marógépek és megmunkálóközpontok elterjedése azonban azt jelenti, hogy a szármarókat és a hosszú élmarókat is gyakran használják számos horonymarási alkalmazáshoz.
Különböző típusú vágógépek összehasonlítása
Háromoldalas marás
+ Nyitott hornyok+ Mély barázdák
+ Állítható szélesség/tűrések
+ Marás marókészlettel
+ Szegmens
+ Különböző szélességek/mélységek széles választéka
– Zárt hornyok
– Csak egyenes hornyok
– Forgács evakuálás

Végmalmok
+ Zárt hornyok+ Sekély barázdák
+ Nem lineáris nyílások
+ Sokoldalúság (további módszerek):
- Hornyok trochoid marása nehezen vágható anyagokból (edzett acélok, hőálló ötvözetek stb.)
- Szúrómarás a problémák megoldásához nagy túlnyúlásokkal végzett munka során
- Lehetőség más típusú félkész vagy finommarási műveletek elvégzésére
- A szármaró nem csak horonymarást lehet használni
– Nagy vágóerők
– Rezgésre való hajlam nyomás közben

Háromoldalas marás

A háromutas tárcsás marók hatékonyabbak hosszú, mély, nyitott hornyok vágásakor, és optimális stabilitást és termelékenységet biztosítanak az ilyen típusú marásnál. Több horony egy síkban történő egyidejű feldolgozásához a műveletet vágókészlettel lehet végrehajtani.
Az alkalmazás jellemzői

- A maró méretének, a fogak osztásának és a vágó helyének együttesen biztosítania kell, hogy legalább egy fog mindig a hálóban legyen.
- Szabályozza a forgácsvastagságot a fogankénti optimális előtolás elérése érdekében
- Nehéz körülmények között végzett maráskor ellenőrizze a teljesítmény- és nyomatékkövetelményeket. A maró tüskére való rögzítésekor rendkívül fontos az utóbbi merevsége és a beállítási túlnyúlás mértéke.
- Biztosítani kell az alkatrész és maga a tüske rögzítésének merevségét és megbízhatóságát, hogy ellenálljon az ellenmarás forgácsoló erőinek
Lemarás:
- Előnyben részesített marási módszer
- Használjon merev ütközőt a tangenciális forgácsolóerők irányában, hogy megakadályozza a munkadarab elmozdulását Az előtolás iránya egybeesik a forgácsolóerők irányával, ami magas követelményeket támaszt a gép merevségével és a golyóscsavarban lévő rések hiányával szemben.
Felmarás:
- Jó alternatíva, ha nincs elég merevség, vagy ha nehezen vágható anyagokkal dolgozik
- Jó megoldás, ha mély hornyok vágásakor problémák merülnek fel a forgácselszívással.
Marás kézikerékkel:
- Kiegészítő marási módszer az alacsony rendszermerevség és az elégtelen gépteljesítmény-jellemzők érdekében
- Helyezze a kézikereket a lehető legközelebb a szerszámhoz
- A munkadarab rögzítésének megbízhatóságának növelése mindig hozzájárul a jó megmunkálási eredményekhez
Nyitott hornyok marása háromoldalú tárcsás marókkal

Fogankénti takarmány számítása
A háromoldali tárcsás marásnál kritikus tényező a megfelelő fogankénti előtolás elérése, f z. A fogankénti elégtelen takarmányozás komoly hiányosságokat okoz, ezért a számításnál különös gondot kell fordítani.
Takarmány foganként f A z értéket mély hornyok marásakor csökkenteni kell, sekély hornyok marásakor pedig növelni az ajánlott maximális forgácsvastagság fenntartása érdekében. Például egy teljes horonyszélesség M30 geometriával való marása esetén a kezdeti maximális forgácsvastagság 0,12 mm legyen.
Jegyzet: Mivel két lapka együtt működik a horony teljes szélességében történő maráskor, a lapkák számának fele kerül felhasználásra az előtolás kiszámításához z n.
| a e/ D sapka (%) | f z (mm/fog) | h ex (mm) |
| 25 | 0,14 | 0,12 |
| 10 | 0,20 | 0,12 |
| 5 | 0,28 | 0,12 |
Vágásmélység
Mélyebb barázdákhoz speciális vágót is rendelhet. Mély hornyok megmunkálásakor csökkentse a fogankénti előtolást. Ha a horony sekély, növelje az előtolást.
Jegyzet: A megmunkált horony mélységét a tüske átmérője, a kulcscsukló szilárdsági jellemzői és a forgácselszívás feltételei korlátozhatják.
Lendkerék használata vízszintes gépeken

A háromoldalas marásnál kis számú fogat hálóznak be, ami rezgéseket okoz a forgácsolási folyamat során. Ez negatív hatással van a feldolgozás eredményére és a termelékenységre.
- A lendkerék felszerelése egy marósíkra gyakran hatékony módszer a vibráció elleni küzdelemben. Az elégtelen teljesítmény, nyomaték és gépstabilitás okozta problémákat gyakran a lendkerekek megfelelő használatával oldják meg.
- Minél nagyobb a lendkerék használatának szükségessége, minél kisebb a feldolgozásra szánt gép teljesítménye, vagy annál nagyobb a kopása
- Helyezze a kézikereket a lehető legközelebb a szerszámhoz.
- A lendkerék használata gördülékenyebbé teszi a feldolgozást, ami csökkenti a zajt és a vibrációt, valamint növeli a szerszám élettartamát.
- A lendkereket az ellenmarási módszerrel együtt ajánlott használni
- A stabilitás további növelése érdekében 3 oldalú tárcsás vágógép használatakor használja a lehető legnagyobb kézikereket az adott alkalmazáshoz.
- Lendkerékként több acéltárcsát használhat a maró tüske átmérőjének megfelelő furatokkal
Hornyok megmunkálása lépcsőzetes fogazatú marókészlettel
A 2-kulcsos marók lépcsőzetesen elhelyezhetők, hogy egyszerre több nyílást lehessen vágni. A vágószerszámok egymáshoz viszonyított eltolása segít elkerülni a vibrációt. A lendkerekek szükségessége is csökken.

Keskeny és sekély hornyok és hornyok marása


Az univerzális marók többélű lapkákkal rendelkeznek, különféle formákban, hogy megfeleljenek a legtöbb sekély hornynak. Az általános alkalmazások közé tartozik a belső biztosítógyűrű és az O-gyűrű hornyainak marása, valamint a kis egyenes vagy kör alakú külső hornyok, különösen a nem forgó részeken.
Belső hornyolás

- A körkörös marásnál be kell programozni a szerszám zökkenőmentes belépését a forgácsolásba.
- Vegye figyelembe a vágó átmérőjének és a furat átmérőjének arányát, D c/ D w. Minél kisebb ez az arány, annál hosszabb az érintkezési vonal a szerszám és a megmunkálandó anyag között.
Hornyolás szármarókkal

A szármarót akkor használják, ha rövid, sekély hornyokat, különösen zárt hornyokat és zsebeket, valamint reteszhornyokat kell készíteni. A szármaró az egyetlen olyan szerszám, amely képes a következő jellemzőkkel rendelkező zárt hornyok marására:
- Egyenes, íves vagy szögletes
- Szélesebb, mint a használt vágó átmérője
A nehezebb horonymarást gyakran hosszú élű marókkal végzik.
Szerszám kiválasztása
Vég- és hosszú élmaró
| | | | | |
| Tömör keményfém marók | Végmarók vállmaráshoz | Hosszú élvágók | Cserélhető fejű szármarók | |
| Orsó/gép mérete | ISO 30, 40, 50 | ISO 40, 50 | ISO 40, 50 | ISO 30, 40, 50 |
| Stabilitási követelmények | Magas | Átlagos | Magas | Alacsony |
| Nagyítás | Nagyon jó | jó | Nagyon jó | Elfogadható |
| Végső | Nagyon jó | jó | Elfogadható | Nagyon jó |
| Vágásmélység a p | Nagy | Átlagos | Nagy | Kicsi |
| Sokoldalúság | Nagyon jó | jó | Elfogadható | Nagyon jó |
| Teljesítmény | Nagyon jó | jó | Nagyon jó | jó |
Az alkalmazás jellemzői
- Használjon szármarót a könnyű forgácsoláshoz hosszú, kiszámítható szerszámélettartam mellett, nagy teljesítményű tokmányokkal kombinálva
- A lehető legalacsonyabb túlnyúlás elérése érdekében minimalizálja a távolságot a tokmány és a vágóél között
- A kielégítő forgácsvastagság eléréséhez megfelelő fogankénti előtolást kell biztosítani A vékony forgácsok elkerülése érdekében, amelyek vibrációt, sorját és rossz felületminőséget okozhatnak, használjon durva fogosztású marókat.
- Az optimális átmérő/hossz arány és stabilitás érdekében használja a lehető legnagyobb átmérőjű szerszámot
- A legkedvezőbb vágási művelet elérése érdekében használjon mászómarást
- Győződjön meg arról, hogy a forgács kiürül a horonyból. Használjon sűrített levegőt, hogy elkerülje a forgácsok felhalmozódását
- Az optimális stabilitás és az orsó irányú megtámasztása érdekében használja a Coromant Capto® csatlakozást
Hornyolás szármarókkal

Horony vagy horony marásakor, amelyet gyakran teljes szélességű marásnak neveznek, három felületet kell megmunkálni:
- A mindkét végén zárt hornyok – zsebek – tengelyirányú előtolásra alkalmas szármarót igényelnek
- A horony teljes szélességének marása szármaróval összetett művelet. Az axiális vágásmélység általában a vágóél hosszának 70%-a. A rés megmunkálásának optimális módszerének meghatározásakor figyelembe kell venni a gép merevségét és a forgácseltávolítást is.
- A szármarók érzékenyek a forgácsoló erőkre. A korlátozó tényezők közé tartozhat az elhajlás és a vibráció, különösen nagy megmunkálási sebességeknél és hosszú túlnyúlásoknál.
Reteszhornyok megmunkálása
Ez a művelet speciális utasításokat igényel a marási síkok és hornyok általános ajánlásain kívül. A forgácsolóerők iránya és a szerszám elhajlása zárt reteszhorony marásánál nem teszi lehetővé a pontos téglalap alakú metszet elérését. A megmunkálási pontosság növelhető, ha valamivel kisebb átmérőjű marót használ, és a hornyot két menetben megmunkálja:
- Reteszhornyok marása - durva marás a reteszhorony teljes szélességében
- Vállmarás - egy horony feldolgozása a kontúr mentén ellenmarási módszerrel a falak merőlegességének biztosítása érdekében.
A megmunkálás befejező szakaszaiban kis fogásmélységgel kell dolgozni, hogy minimalizáljuk a szerszám elhajlását, ami meghatározó tényező a megmunkált felület minőségében és a horony geometriai pontosságában (90°-os szög).


Reteszhornyok marása két menetben
Zárt rés vagy zseb marási módszerei tömör munkadarabban

A hosszú, keskeny, teljes szélességű hornyok marására való felkészülés során a fúrás utáni zsebnyitás legáltalánosabb módja a lineáris beszúrás.
– A mély hornyok feldolgozása több menetben történik
Trochoidális marás
 + Alacsony radiális vágóerők – kevésbé hajlamos a vibrációra
+ Alacsony radiális vágóerők – kevésbé hajlamos a vibrációra+ Minimális elhajlás mély hornyok marásakor
+ Termékeny módszer:
- nagy keménységű acélok és hőálló ötvözetek feldolgozása (ISO H és S)
- rezgésérzékeny alkalmazások
+ Jó forgácseltávolítás
+ Egy kis hő keletkezik
- Több programozás szükséges
Beszúró marás
 + Kiváló teljesítményt mutat, ha hajlamos a vibrációra:
+ Kiváló teljesítményt mutat, ha hajlamos a vibrációra: - hosszú szerszámkinyúlással
- mély hornyok marásakor
- a gép vagy a beállítás elégtelen merevsége esetén
– Marás/simítás szükséges
– A szármaróval való marás forgácselszívási nehézségeket okozhat
- Korlátozott szerszámválaszték
Hornyok durva marása hosszú élű marókkal
- A nagy fémeltávolítási sebességű marókat általában nagyoláshoz használják
- A rövidebb változatok olyan mély hornyok marására is alkalmasak, mint a maró átmérője stabil és erős marógépeken
- Az ilyen műveletekhez válasszon 50-es kúpos gépeket, mivel az ilyen típusú marók működését nagy radiális vágóerő kíséri
- Ellenőrizze a teljesítmény- és nyomatékkövetelményeket, mivel ezek gyakran korlátozzák az optimális eredményt
- Válassza ki az optimális fogosztást minden típusú művelethez

A hosszabb vágókialakítások főleg
élek feldolgozására tervezték (a kontúr mentén).
| Lépés | L | M  | H  |
| Alkalmazási terület | Hosszú szerelvények | Egyetemes | Rövid összeállítások |
| Vállmarás | Nagy mélység a p/ a e | Átlagos mélység a p/ a e | Sekély mélység a p/ a e |
| Sekély mélység a p/ a e | Korlátozások | __ | |
| v s m/perc | | | |
A kézi maró kiegészítői bővíthetik a kézi elektromos kéziszerszámok funkcionalitását, és kényelmesebbé, kényelmesebbé és biztonságosabbá tehetik használatukat. Az ilyen eszközök soros modelljei meglehetősen drágák, de megtakaríthatja a vásárlást, és saját kezűleg készíthet eszközöket egy fa router felszereléséhez.
A különféle típusú tartozékok a kézi marógépet igazán univerzális eszközzé varázsolhatják.
A marószerszámok fő feladata annak biztosítása, hogy a szerszám a megmunkálandó felülethez képest a kívánt térbeli pozícióban legyen. A leggyakrabban használt marógép-tartozékok némelyike a marógépekhez tartozik. Azokat a modelleket, amelyeknek rendkívül speciális célja van, külön vásárolják meg, vagy kézzel készítik. Ugyanakkor a fa routerekhez való sok eszköz olyan kialakítású, hogy saját maga nem okoz különösebb problémákat. A kézi útválasztóhoz készült házi készítésű eszközökhöz még rajzokra sincs szükség - a rajzaik elegendőek lesznek.
A saját maga elkészíthető fa router tartozékai között számos népszerű modell található. Nézzük meg őket közelebbről.
Rip kerítés egyenes és ívelt vágásokhoz
Lehetőség van a router stabilitásának biztosítására szűk felületek speciális eszközök nélkül történő feldolgozásakor. Ezt a problémát két tábla segítségével oldják meg, amelyek a munkadarab mindkét oldalához vannak rögzítve oly módon, hogy egy síkot képezzenek azzal a felülettel, amelyen a horony készül. Ennek a technológiai technikának a használatakor maga a router egy párhuzamos ütközővel van elhelyezve.