Ultrazvučna oprema. Ultrazvučni stroj - Oprema za brušenje materijala Nacrt ultrazvučnog stroja
Ultrazvučna instalacija za fino mljevenje materijala u vodenom mediju pod djelovanjem ultrazvučnog vala u procesu kavitacije.
Ultrazvučna jedinica je namijenjena za disperziju materijala različite tvrdoće u tekućem mediju do nanorazmjera, homogenizaciju, pasterizaciju, emulzifikaciju, intenziviranje elektrokemijskih procesa, aktivaciju itd.
Opis:
Ultrazvučna jedinica “Hammer” namijenjena je za disperziju materijala različite tvrdoće u tekućem mediju do nanorazmjera, homogenizaciju, pasterizaciju, emulzifikaciju, intenziviranje elektrokemijskih procesa, aktivaciju itd. Ultrazvučna jedinica se koristi kao: disperzator (mlinac), homogenizator, emulgator, pasterizator itd.
To je ultrazvučna kavitacija montaža tip protoka. Glavni dijelovi i unutarnja obloga reaktora izrađeni su od materijala otpornog na kavitaciju.
Zahvaljujući strukturne značajke i jedinstvenost generator ultrazvučne vibracije, simultanost ultrazvučnog udara u unutarnje radni prostor kavitacijska komora svih piezoelektričnih elemenata. U tim uvjetima, sila udara postaje dovoljna da razbije čak i najtvrđe mineralne tvari, poput kvarcnog pijeska, barita itd., do nanorazine. Za mekše tvari i organski materijali(kao što je dijatomejska zemlja, piljevina itd.) kapacitet postrojenja se mijenja.
Moguće je individualno izračunati i izraditi ultrazvučnu jedinicu, ovisno o zahtjevima za konačni rezultat. Za svaku pojedinu proizvodnju moguć je dodatni obračun. tehnološke značajke ugrađivanje postrojenja u postojeću proizvodnu liniju.
Shema instalacije:

prednosti:
- odsutnost mehanički proces jedinice i dijelovi za brušenje, trljanje,
– ultrazvučna instalacija jednostavna je za instalaciju i rad,
– ultrazvučna jedinica omogućuje mljevenje materijala u tekućem mediju do veličina usporedivih s onima molekula (~10 nm),
– omogućuje mljevenje materijala kapaciteta do 3 m 3 fino dispergirane smjese na sat,
– smanjena cijena linija za proizvodnju građevinskog materijala(eliminiraju se troškovi opskrbe plinom, smanjuju se troškovi potrošnje energije, smanjuju se troškovi popravka i održavanja),
– smanjena duljina proizvodna linija i okupiranom području
- ubrzano tehnološki proces,
– isključeno je izgaranje dijela proizvoda,
– povećana je razina protupožarne i eksplozivne sigurnosti objekta,
– sigurnost (potpuna odsutnost prašine, štetne tvari),
- smanjen broj uslužnog osoblja,
– povećana pouzdanost brusnog elementa zbog odsutnosti pokretnih i trljajućih dijelova i mehanizama.
Primjena:
– mljevenje materijala za proizvodnju vodene disperzije materijali za farbanje,
– priprema žitarica, piljevine u industriji alkohola,
– pasterizacija mlijeka,
– izvlačenje ljekovito bilje,
– visokoučinkovita neotpadna proizvodnja sokova, pirea, džemova,
– dezinfekcija i pročišćavanje otpadnih voda,
– prerada ptičjeg izmeta i stajskog gnoja,
– proizvodnja baritnih tekućina za bušenje,
– dobivanje otopina za injektiranje,
– odlaganje radioaktivnog otpada,
– ekstrakcija vanadija iz južne ruske nafte,
– priprema gline u keramičkoj proizvodnji,
– proizvodnja betona s dodatkom barita,
– dobivanje vatrootpornih premaza s dodatkom barita,
– proizvodnja auto šampona na bazi titanovog dioksida,
– proizvodnja keramičkih veza za abrazivne alate,
– proizvodnja rashladnih tekućina za motore na bazi parafina.
Tehnički podaci:
| Karakteristike: | Značenje: |
| Težina u kompletu, kg | ne više od 28 |
| Potrošnja energije jedinice zajedno sa generator pri produktivnosti od 1-2 m3 / h gotove suspenzije, kW / h. | ne više od 5,5 |
| Postotni omjer suhe tvari i tekućine prije obrade u ultrazvučnoj jedinici | može doseći 70:30 |
Glavne karakteristike instalacije za obradu materijala (na primjeru mikromramora kalcita):
Napomena: opis tehnologije na primjeru postrojenja za ultrazvučno mljevenje "Hammer".




automatizirana ultrazvučna jedinica
proizvodnja bez otpada u rusiji
poslovanje bez otpada
ciklus proizvodnje bez otpada
vrste materijala za mljevenje
vrste mljevenja reoloških materijala
gorivo ugljen-voda
materijalna disperzija
dodatak barita
ekstrakcija vanadija
brušenje materijala
mljevenje reoloških materijala
mljevenje rasutih materijala
brušenje tvrdih materijala
kavitacijska jedinica
oprema za kavitaciju
kupiti opremu za kavitaciju
metoda kavitacije
stroj za drobljenje materijala
metode mljevenja
metode mljevenja tvrdih materijala
metode pasterizacije mlijeka
oprema za drobljenje materijala
oprema za mljevenje tvrdog materijala
oprema za preradu gnojiva peradi
osnovno čišćenje i dezinfekcija pročišćavanje otpadnih voda
pročišćavanje i dezinfekcija otpadnih voda
čišćenje dizel goriva
pasterizacija i normalizacija mlijeka
ptičji izmet i prerada stajskog gnoja
priprema zrna za preradu
priprema žitarica za skladištenje
princip rada ultrazvučne jedinice
proizvodnja keramičkih veza
procesi mljevenja tvrdih materijala
smanjenje troškova energije za mljevenje materijala
moderne tehnologije proizvodnje bez otpada
metode mljevenja materijala
tehnologija ekološki prihvatljive proizvodnje bez otpada
fino mljevenje materijala
ultrazvučna kavitacijska jedinica
ultrazvučna pasterizacija mlijekačekić
ultrazvučno raspršivanje praškastih materijala
ultrazvučne instalacije i njihova primjenaakcijskiprincip rada opseg
ultrazvučna jedinica za fino mljevenje materijali za čišćenje predsterilizacija injektori medicinskih instrumenata obrada dijelova mjerača protoka vpu csm pretsterilizacija zavarivanje kontrola cijena kupiti stomatološko ginekološko ispiranje skener dijagram valovni senzor uzu pranje stroja za čišćenje
Stopa potražnje 928
Ankete
Treba li našoj zemlji industrijalizacija?
- Da, imam (90%, 2486 glasova)
- Ne, nije potrebno (6%, 178 glasova)
- Ne znam (4%, 77 glasova)
Tehnološka pretraga
U članku se opisuje dizajn najjednostavnijeg ultrazvučnog uređaja dizajniranog za demonstriranje eksperimenata s ultrazvukom. Instalacija se sastoji od generatora ultrazvučnih vibracija, emitera, uređaja za fokusiranje i nekoliko pomoćni uređaji, omogućujući demonstriranje različitih eksperimenata koji objašnjavaju svojstva i metode korištenja ultrazvučnih vibracija.Korištenjem najjednostavnije ultrazvučne postavke može se prikazati širenje ultrazvuka u različitim medijima, refleksija i lom ultrazvuka na granici dvaju medija, te apsorpcija ultrazvuka u različitim tvarima. Osim toga, moguće je prikazati proizvodnju uljnih emulzija, čišćenje kontaminiranih dijelova, ultrazvučno zavarivanje, ultrazvučnu fontanu tekućine, biološki učinak ultrazvučnih vibracija.
Izradu takve instalacije učenici srednjih škola mogu izvesti u školskim radionicama.
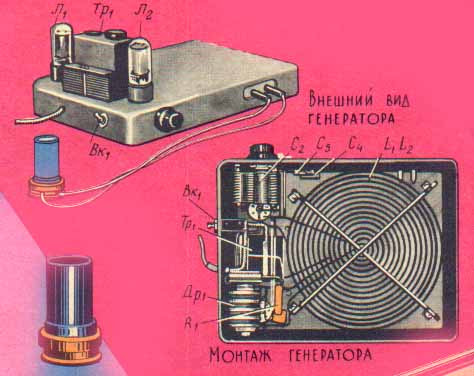
Instalacija za demonstriranje eksperimenata s ultrazvukom sastoji se od elektroničkog generatora (slika 1), kvarcnog pretvarača električnih oscilacija u ultrazvučne i posude za leće (slika 2) za fokusiranje ultrazvuka. U napajanje je uključen samo energetski transformator Tr1, budući da se anodni krugovi žarulja generatora napajaju izravno izmjeničnom strujom (bez ispravljača). Takvo pojednostavljenje ne utječe negativno na rad uređaja, a ujedno značajno pojednostavljuje njegov izgled i dizajn.
Elektronički generator izrađen je po push-pull krugu na dvije 6PZS lampe spojene po triodnom krugu (ekranske rešetke svjetiljki spojene su na anode). Krug L1C2, koji određuje frekvenciju generiranih oscilacija, uključen je u anodne krugove svjetiljki, a povratna zavojnica L2 uključena je u krugove mreže. U katodne krugove uključen je mali otpor R1, koji u velikoj mjeri određuje način rada žarulja.
Sl. 1. kružni dijagram generator
Visokofrekventni signal se dovodi u kvarcni rezonator preko spojnih kondenzatora C4 i C5. Kvarc se stavlja u hermetički kvarcni držač (slika 2.) i spaja na generator žicama duljine 1 m.

Riža. 2. Posuda za leće i kvarcni držač
Osim razmatranih detalja, u krugu se nalaze i kondenzatori C1 i C3, kao i induktor Dr1 kroz koji se anodni napon dovodi na anode svjetiljki. Ovaj induktor sprječava kratki spoj visokofrekventnog signala kroz kondenzator C1 i međuzavojni kapacitet energetskog transformatora.
Glavni domaći dijelovi generatora su zavojnice L1 i L2, izrađene u obliku ravnih spirala. Za njihovu izradu potrebno je izrezati drveni predložak. Od daske širine 25 cm izrezana su dva kvadrata koji služe kao obrazi šablona. U sredini svakog obraza treba napraviti rupe za metalnu šipku promjera 10-15 mm, au jednom od obraza izrezati rupu ili utor širine 3 mm za pričvršćivanje izlaza svitka. Na metalnoj šipki na oba kraja se reže nit i između dvije matice se postavljaju obrazi na udaljenosti jednakoj promjeru namotane žice. Na tome se proizvodnja predloška može smatrati završenom i nastaviti s namatanjem zavojnica.
Metalna šipka je na jednom kraju stegnuta u škripcu, prvi (unutarnji) zavoj žice se postavlja između obraza, nakon čega se matice zatežu i namatanje se nastavlja. Zavojnica L1 ima 16 zavoja, a zavojnica L2 ima 12 zavoja bakrene žice promjera 3 mm. Zavojnice L1 i L2 izrađuju se odvojeno, a zatim se postavljaju jedna iznad druge na križnicu od tekstolita ili plastike (sl. 3). Kako bi zavojnice dale veću čvrstoću, udubljenja se izrezuju u križevima pilom za metal ili turpijom. Da biste učvrstili zavojnice, jedan od njih treba pritisnuti odozgo s drugim križem (bez udubljenja), a drugi treba postaviti izravno na ploču organsko staklo, getinax ili plastika, montirana na metalnu šasiju generatora.

Riža. 3
Visokofrekventni induktor je namotan na keramički ili plastični okvir promjera 30 mm žicom PELSHO-0,25 mm. Namotavanje se izvodi na veliko u dijelovima od po 100 zavoja. Ukupno, gas ima 300-500 okretaja. U ovom dizajnu koristi se samostalni energetski transformator, izrađen na jezgri ploča Sh-33, debljina seta je 33 mm. Mrežni namot sadrži 544 zavoja žice PEL-0,45. Mrežni namot je predviđen za spajanje na mrežu napona 127 V. U slučaju korištenja mreže napona 220 V, namot I mora sadržavati 944 zavoja žice PEL-0,35. Pojačani namot ima 2980 zavoja žice PEL-0,14, a namotaj žarulje ima 30 zavoja žice PEL-1,0. Takav transformator može se zamijeniti energetskim transformatorom marke ELS-2, koristeći samo mrežni namot, namotaj žarulje i pojačani namot u potpunosti, ili bilo koji energetski transformator snage najmanje 70 VA i s pojačanim namotom koji osigurava 470 V na anodama 6PZS svjetiljki.
Kvarcni držač izrađen je od bronce prema crtežu na sl. 4. U kućištu se bušilicom promjera 3 mm izbuši rupa u obliku slova L za izvođenje žice l. U kućište je umetnut gumeni prsten e koji služi za amortizaciju i izolaciju kvarca. Prsten se može izrezati iz obične gumice olovke. Kontaktni prsten b izrezan je iz mesingane folije debljine 0,2 mm. Ovaj prsten ima jezičak za lemljenje žice. Obje žice l i i moraju imati dobru izolaciju. Žica i lemljena je na potpornu prirubnicu O. Ne preporučuje se uvijanje žica zajedno.

sl.4. kvarcni držač
Posuda za leću sastoji se od cilindra e i ultrazvučne leće b (slika 5). Cilindar je savijen od ploče od pleksiglasa debljine 3 mm na okruglom drvenom šablonu promjera 19 mm.

sl.5. posuda za leće
Tanjur se zagrijava na plamenu dok ne omekša, savija se prema uzorku i lijepi esencijom octa. Zalijepljeni cilindar se veže nitima i ostavi da se suši dva sata. Nakon toga, krajnji krajevi cilindra se poravnavaju brusnim papirom i uklanjaju se niti. Za proizvodnju ultrazvučne leće b potrebno je izraditi poseban uređaj (slika 6) od čelične kuglice promjera 18-22 mm od kugličnog ležaja. Loptu treba žariti zagrijavanjem do crvene topline i polaganim hlađenjem. Nakon toga, u kugli se izbuši rupa promjera 6 mm i izreže se unutarnji navoj. Da biste ovu kuglu učvrstili u steznoj glavi stroja za bušenje, potrebno je od šipke izraditi šipku s navojem na jednom kraju.
sl.6. učvršćenje
Šipka s navijenom kuglicom se stegne u steznu glavu stroja, stroj se uključuje srednjom brzinom i utiskivanjem kuglice u ploču od organskog stakla debljine 10–12 mm dobiva se potrebno sferno udubljenje. Kada se lopta produbi za udaljenost jednaku njenom polumjeru, bušilica isključite i, bez prestanka pritiska na loptu, ohladite je vodom. Kao rezultat, u pločici od organskog stakla dobiva se sferično udubljenje ultrazvučne leće. Kvadrat sa stranicom 36 mm izrezuje se nožnom pilom iz ploče s udubljenjem, prstenasta izbočina koja se formira oko udubljenja izravnava se finozrnatim brusnim papirom, a ploča se brusi odozdo tako da dno debljine 0,2 mm ostaje u središtu udubljenja. Zatim se mjesta izgrebana brusnim papirom poliraju do prozirnosti i dalje tokarilica izrežite kutove tako da sferično udubljenje ostane u središtu ploče. S donje strane ploče potrebno je napraviti izbočinu visine 3 mm i promjera 23,8 mm za centriranje leće na kvarcni držač.
Nakon što je jedan od krajnjih krajeva cilindra obilno navlažio octenom esencijom ili dikloretanom, zalijepi se na ultrazvučnu leću tako da se središnja os cilindra poklapa s osi koja prolazi kroz središte leće. Nakon sušenja u zalijepljenoj posudi izbuše se tri rupe za vijke za podešavanje. Najbolje je ove vijke rotirati posebnim odvijačem od obične žice duljine 10-12 cm i promjera 1,5-2 mm i opremljenom ručkom od izolacijskog materijala. Nakon izrade ovih dijelova i ugradnje generatora, možete započeti s postavljanjem uređaja, što se obično svodi na podešavanje kruga L1C2 na rezonanciju s prirodnom frekvencijom kvarca. Kvarcnu ploču na (slika 4) treba oprati sapunom u tekućoj vodi i osušiti. Kontaktni prsten b je očišćen odozgo do sjaja. Pažljivo stavite kvarcnu ploču na vrh kontaktnog prstena i, nakon što kapnete nekoliko kapi transformatorskog ulja na rubove ploče, zavrnite poklopac d tako da pritisne kvarcnu ploču. Za označavanje ultrazvučnih vibracija, udubljenja a i d na poklopcu ispunjena su transformatorskim uljem ili kerozinom. Nakon uključivanja napajanja i zagrijavanja na minutu, zakrenite gumb za podešavanje i postignite rezonanciju između oscilacija oscilatora kvarcne ploče. U trenutku rezonancije uočava se maksimalno oticanje tekućine koja se ulijeva u udubljenje na poklopcu. Nakon postavljanja generatora, možete početi demonstrirati eksperimente.
Dizajn generatora.
Jedna od najučinkovitijih demonstracija je proizvodnja fontane tekućine pod djelovanjem ultrazvučnih vibracija. Da biste dobili fontanu tekućine, potrebno je posudu "leće" postaviti na vrh kvarcnog držača kako se između dna posude "leće" i kvarcne ploče ne bi stvaralo nakupljanje mjehurića zraka. Zatim ga treba uliti u posudu za leće s običnom pitkom vodom i minutu nakon što se generator uključi, ultrazvučna fontana. Visina fontane može se mijenjati pomoću vijaka za podešavanje, nakon što je prethodno podešen generator pomoću kondenzatora C2. Na ispravna postavka cijeli sustav, možete dobiti fontanu s visinom od 30-40 cm (slika 7).

sl.7. ultrazvučna fontana.
Istodobno s pojavom fontane pojavljuje se i vodena magla, koja je rezultat procesa kavitacije, praćena karakterističnim šištanjem. Ako se umjesto vode u posudu "leće" ulije transformatorsko ulje, tada fontana osjetno raste u visini. Kontinuirano promatranje fontane može se provoditi sve dok razina tekućine u posudi "leće" ne padne na 20 mm. Za dugotrajno promatranje fontane potrebno ju je zaštititi staklenom cijevi B, uz čije unutarnje stijenke može teći tekućina iz fontane.
Kada se ultrazvučne vibracije primjenjuju na tekućinu, u njoj nastaju mikroskopski mjehurići (fenomen kavitacije), što je popraćeno značajnim povećanjem tlaka na mjestu nastanka mjehurića. Ovaj fenomen dovodi do uništenja čestica tvari ili živih organizama u tekućini. Ako se mala riba ili dafnija stavi "u posudu za leće" s vodom, tada će nakon 1-2 minute zračenja ultrazvukom uginuti. Projekcija "lećene" posude s vodom na ekran omogućuje sukcesivno promatranje svih procesa ovog eksperimenta u velikoj dvorani (slika 8).

sl.8. Biološki učinak ultrazvučnih vibracija.
Pomoću opisanog uređaja moguće je demonstrirati korištenje ultrazvuka za čišćenje malih dijelova od onečišćenja. Da biste to učinili, mali dio (zupčanik od sata, komad metala itd.), bogato podmazan mašću, postavlja se na podnožje fontane za tekućinu. Fontana će se značajno smanjiti i može se potpuno zaustaviti, ali kontaminirani dio se postupno čisti. Treba napomenuti da ultrazvučno čišćenje dijelova zahtijeva korištenje snažnijih generatora, stoga je nemoguće očistiti cijeli kontaminirani dio u kratkom vremenskom razdoblju, a morate se ograničiti na čišćenje nekoliko zuba.
Pomoću fenomena kavitacije može se dobiti uljna emulzija. Da biste to učinili, voda se ulije u posudu "leće" i na vrh se dodaje malo transformatorskog ulja. Kako bi se izbjeglo prskanje emulzije, potrebno je staklom prekriti posudu leće sa sadržajem. Kada se generator uključi, formira se fontana vode i ulja. Nakon 1-2 min. zračenjem u posudi leće nastaje stabilna mliječna emulzija.
Poznato je da se širenje ultrazvučnih vibracija u vodi može učiniti vidljivim i da se neka svojstva ultrazvuka mogu jasno pokazati. Za to je potrebna kada prozirnog i ravnomjernog dna i što veća, bočne visine od najmanje 5-6 cm.Kada se postavlja iznad otvora na demonstracijskom stolu tako da se cijelo prozirno dno može osvijetliti odozdo . Za rasvjetu je dobro koristiti šest-voltnu automobilsku električnu žarulju kao točkasti izvor svjetlosti za projiciranje proučavanih procesa na strop gledališta (slika 9.).

sl.9. Refrakcija i refleksija ultrazvučnih valova.
Također možete koristiti običnu žarulju male snage. U kadu se ulijeva voda tako da kvarcna ploča u kvarcnom držaču, kad se postavi okomito, bude potpuno uronjena u nju. Nakon toga možete uključiti generator i pomicanjem kvarcnog držača iz okomitog položaja u nagnuti promatrati širenje ultrazvučne zrake u projekciji na stropu gledališta. U ovom slučaju, kvarcni držač se može držati žicama l i c spojenim na njega, ili se može prethodno učvrstiti u poseban držač, pomoću kojeg možete glatko mijenjati kutove upada ultrazvučne zrake u okomitom i horizontalne ravnine, respektivno. Ultrazvučna zraka se promatra u obliku svjetlosnih mrlja smještenih duž širenja ultrazvučnih vibracija u vodi. Postavljanjem prepreke na putu širenja ultrazvučnog snopa moguće je promatrati refleksiju i lom zraka.
Opisana postavka omogućuje i druge eksperimente, čija priroda ovisi o programu koji se proučava i opremljenosti učionice. Ploče od barij titanata i općenito sve ploče koje imaju piezoelektrični učinak na frekvencijama od 0,5 MHz do 4,5 MHz mogu se uključiti kao opterećenje generatora. Ako postoje ploče za druge frekvencije, potrebno je promijeniti broj zavoja u prigušnicama (povećanje za frekvencije ispod 0,5 MHz i smanjenje za frekvencije iznad 4,5 MHz). Kada mijenjate oscilatorni krug i zavojnicu s povratnom spregom na frekvencije od 15 kHz, umjesto kvarca možete uključiti bilo koji magnetostriktivni pretvarač snage ne veće od 60 VA
Koristi se za pranje dijelova i sklopova razne opreme, zavarivanje razni materijali. Ultrazvuk se koristi za proizvodnju suspenzija, tekućih aerosola i emulzija. Za dobivanje emulzija, na primjer, proizvodi se mješalica-emulgator UGS-10 i drugi uređaji. Metode koje se temelje na refleksiji ultrazvučnih valova od sučelja dvaju medija koriste se u uređajima za hidrolokalizaciju, detekciju grešaka, medicinsku dijagnostiku itd.
Od ostalih mogućnosti ultrazvuka treba istaknuti njegovu sposobnost obrade tvrdih krhkih materijala do zadane veličine. Konkretno, vrlo učinkovit ultrazvučni tretman u proizvodnji dijelova i rupa složenog oblika u proizvodima kao što su staklo, keramika, dijamant, germanij, silicij itd., čija je obrada otežana drugim metodama.
Korištenje ultrazvuka u restauraciji istrošenih dijelova smanjuje poroznost nanesenog metala i povećava njegovu čvrstoću. Osim toga, smanjuje se savijanje zavarenih izduženih dijelova, kao što su radilice motora.
Ultrazvučno čišćenje dijelova
Ultrazvučno čišćenje dijelova ili predmeta koristi se prije popravka, montaže, bojanja, kromiranja i drugih operacija. Posebno je učinkovita za čišćenje dijelova složenog oblika i teško dostupnih mjesta u obliku uskih utora, utora, malih rupa itd.
Industrijska izdanja veliki broj instalacije za ultrazvučno čišćenje, razl značajke dizajna, kapacitet kupki i snage, na primjer, tranzistorske: UZU-0,25 s izlaznom snagom od 0,25 kW, UZG-10-1,6 sa snagom od 1,6 kW, itd., tiristor UZG-2-4 s izlaznom snagom od 4 kW i UZG-1-10/22 snage 10 kW. Radna frekvencija jedinica je 18 i 22 kHz.
Ultrazvučna jedinica UZU-0.25 namijenjena je za čišćenje malih dijelova. Sastoji se od ultrazvučnog generatora i ultrazvučne kupke.
Tehnički podaci ultrazvučne jedinice UZU-0.25
Frekvencija mreže - 50 Hz
Potrošena snaga iz mreže - ne više od 0,45 kVA
Radna frekvencija - 18 kHz
Izlazna snaga - 0,25 kW
Unutarnje dimenzije radne kupke - 200 x 168 mm s dubinom od 158 mm
Na prednjoj ploči ultrazvučnog generatora nalazi se prekidač za uključivanje generatora i lampica koja signalizira prisutnost napona napajanja.
Na stražnjoj stijenci šasije generatora nalaze se: držač osigurača i dva utična konektora, preko kojih je generator spojen na ultrazvučnu kupku i električnu mrežu, terminal za uzemljenje generatora.
Tri paketna piezoelektrična pretvarača postavljena su na dnu ultrazvučne kupke. Paket jednog pretvarača sastoji se od dvije piezoelektrične ploče izrađene od materijala TsTS-19 (olovni cirkonat-titanat), dva preklopa za redukciju frekvencije i središnje šipke od nehrđajućeg čelika čija je glava zračeći element pretvornika.
Na kućištu kade nalaze se: spojnica, ručka za slavinu s natpisom "Odvod", terminal za uzemljenje kade i utični konektor za spajanje na generator.
Slika 1 prikazuje princip kružni dijagram ultrazvučna jedinica UZU-0,25.
Riža. 1. Shematski dijagram ultrazvučne jedinice UZU-0.25
Prvi stupanj je onaj koji radi na tranzistoru VT1 prema krugu s induktivnim Povratne informacije i titrajni krug.
Električne oscilacije ultrazvučne frekvencije od 18 kHz, koje nastaju u glavnom oscilatoru, dovode se na ulaz preliminarnog pojačala snage.
Preliminarno pojačalo snage sastoji se od dva stupnja, od kojih je jedan montiran na tranzistorima VT2, VT3, a drugi na tranzistorima VT4, VT5. Oba stupnja predpojačanja snage sastavljena su prema serijsko-push-pull krugu koji radi u prekidačkom načinu rada. Ključni način rada tranzistora omogućuje postizanje visoke učinkovitosti pri dovoljno velikoj snazi.
Baza tranzistora VT2, VT3. VT4, VT5 spojeni su na odvojene namote transformatora TV1 i TV2 spojene u suprotnim smjerovima. Time se osigurava push-pull rad tranzistora, odnosno naizmjenično prebacivanje.
Automatsku pristranost ovih tranzistora osiguravaju otpornici R3 - R6 i kondenzatori C6, C7 i C10, C11 uključeni u osnovni krug svakog tranzistora.
Izmjenični napon uzbude dovodi se do baze preko kondenzatora C6, C7 i C10, C11, a konstantna komponenta struje baze, prolazeći kroz otpornike R3 - R6, stvara pad napona na njima, što osigurava pouzdano zatvaranje i otvaranje tranzistori.
Četvrti stupanj je pojačalo snage. Sastoji se od tri push-pull ćelije na tranzistorima VT6 - VT11 koji rade u prekidačkom načinu rada. Napon iz preliminarnog pojačala snage se napaja na svaki tranzistor iz zasebnog namota TV3 transformatora, au svakoj ćeliji su ti naponi antifazni. Iz tranzistorskih ćelija se izmjenični napon dovodi do tri namota transformatora TV4, gdje se dodaje snaga.
Iz izlaznog transformatora napon se dovodi do piezoelektričnih pretvarača AA1, AA2 i AAZ.
Budući da tranzistori rade u prekidačkom načinu rada, izlazni napon koji sadrži harmonike ima pravokutni oblik. Da bi se izolirao prvi harmonik napona na pretvaračima, na izlazni namot transformatora TV4 serijski je s pretvaračima spojen svitak L, čija se induktivnost izračunava na način da s vlastitim kapacitetom pretvarača tvori oscilatorni krug podešen na 1. harmonik napona. To vam omogućuje da dobijete sinusni napon na opterećenju bez promjene energetski povoljnog načina rada tranzistora.
Jedinica se napaja iz izmjenične mreže napona 220 V frekvencije 50 Hz pomoću energetskog transformatora TV5 koji ima primarni namot i tri sekundarna od kojih jedan služi za napajanje glavnog oscilatora, a druga dva služe za napajanje preostalih stupnjeva.
Glavni oscilator napaja se ispravljačem sastavljenim prema (diode VD1 i VD2).
Napajanje preliminarnih stupnjeva pojačanja vrši se iz ispravljača sastavljenog prema mosnom krugu (diode VD3 - VD6). Drugi mostni krug na diodama VD7 - VD10 napaja pojačalo snage.
Ovisno o prirodi onečišćenja i materijala, potrebno je odabrati sredstvo za čišćenje. U nedostatku trinatrijevog fosfata, soda se može koristiti za čišćenje čeličnih dijelova.
Vrijeme čišćenja u ultrazvučnoj kupki kreće se od 0,5 do 3 minute. Maksimalna dopuštena temperatura medija za pranje je 90 ° C.
Prije promjene tekućine za pranje, generator treba isključiti, sprječavajući rad pretvarača bez tekućine u kadi.
Dijelovi se čiste u ultrazvučnoj kupelji sljedećim redoslijedom: prekidač za napajanje je postavljen u položaj "Isključeno", odvodni ventil kupke je u položaju "Zatvoreno", medij za pranje se ulijeva u ultrazvučnu kupku do razine od 120 - 130 mm, utikač kabela za napajanje priključen je u električnu mrežu napona 220 V.
Instalacija je testirana: uključite prekidač u položaj "Uključeno", dok bi signalna lampica trebala svijetliti i trebao bi se pojaviti radni zvuk kavitirajuće tekućine. O pojavi kavitacije može se suditi i po stvaranju sitnih pokretnih mjehurića na pretvaračima kade.
Nakon testiranja instalacije, treba je odspojiti iz mreže, učitati u onečišćene dijelove kade i započeti s obradom.
Postavka se sastoji od laboratorijskog stalka, ultrazvučnog generatora, visoko učinkovitog, visokokvalitetnog magnetostriktivnog pretvarača i tri valovoda-emitera (koncentratora) prema pretvaraču. ima postupno podešavanje izlazne snage, 50%, 75%, 100% nazivne izlazne snage. Podešavanje snage i prisutnost tri različita valovoda-emitera u setu (s dobitkom od 1:0,5, 1:1 i 1:2) omogućuje vam da dobijete različite amplitude ultrazvučnih vibracija u ispitivanim tekućinama i elastičnim medijima, otprilike, od 0 do 80 mikrona na frekvenciji od 22 kHz.
Višegodišnje iskustvo u proizvodnji i prodaji ultrazvučna oprema potvrđuje svjesnu potrebu opremanja svih vrsta suvremene visokotehnološke proizvodnje laboratorijskom opremom.
Dobivanje nanomaterijala i nanostruktura, uvođenje i razvoj nanotehnologija nemoguće je bez uporabe ultrazvučne opreme.
Uz pomoć ove ultrazvučne opreme moguće je:
- dobivanje nano-prašaka metala;
- koristiti pri radu s fulerenima;
- proučavanje tijeka nuklearnih reakcija u uvjetima jakih ultrazvučnih polja (hladna fuzija);
- pobuđivanje sonoluminiscencije u tekućinama, za istraživačke i industrijske svrhe;
- stvaranje fino dispergiranih normaliziranih izravnih i reverznih emulzija;
- sondiranje drva;
- pobuđivanje ultrazvučnih vibracija u metalnim talinama za otplinjavanje;
- i mnoge mnoge druge.
Moderni ultrazvučni disperzatori s digitalnim generatorima serije I10-840
Ultrazvučna jedinica (disperzer, homogenizator, emulgator) I100-840 namijenjena je za laboratorijska istraživanja utjecaja ultrazvuka na tekuće medije s digitalnom kontrolom, kontinuirano podesiva, s digitalnim odabirom radne frekvencije, s timerom, s mogućnošću povezati oscilatorne sustave različitih frekvencija i snaga te zabilježiti parametre obrade u nepostojanu memoriju.
Jedinica može biti opremljena ultrazvučnim magnetostriktivnim ili piezokermičkim oscilatornim sustavima s radnom frekvencijom od 22 i 44 kHz.
Po potrebi je moguće dopuniti disperzer s oscilatornim sustavima za 18, 30, 88 kHz.
Ultrazvučni laboratorijske prostorije(disperzanti) se koriste:
- za laboratorijske studije učinka ultrazvučne kavitacije na različite tekućine i uzorke smještene u tekućinu;
- za otapanje teško ili slabo topljivih tvari i tekućina u drugim tekućinama;
- za ispitivanje kavitacijske čvrstoće raznih tekućina. Na primjer, za određivanje stabilnosti viskoznosti industrijskih ulja (vidi GOST 6794-75 za ulje AMG-10);
- proučiti promjenu brzine impregnacije vlaknastih materijala pod utjecajem ultrazvuka i poboljšati impregnaciju vlaknastih materijala raznim punilima;
- isključiti agregaciju mineralnih čestica tijekom hidrosortiranja (abrazivni prah, geomodifikatori, prirodni i umjetni dijamanti, itd.);
- za ultrazvučno pranje složenih proizvoda automobilske opreme za gorivo, mlaznica i rasplinjača;
- za studije kavitacijske čvrstoće strojnih dijelova i mehanizama;
- a u najjednostavnijem slučaju - kao ultrazvučna kupka za čišćenje visokog intenziteta. Talog i naslage na laboratorijskom staklenom posuđu i staklu uklanjaju se ili otapaju u sekundi.
Vlasnici patenta RU 2286216:
Izum se odnosi na uređaje za ultrazvučno čišćenje i obradu suspenzija u snažnim akustičnim poljima, posebno za otapanje, emulgiranje, disperziju, kao i na uređaje za primanje i prijenos mehaničkih vibracija pomoću efekta magnetostrikcije. Instalacija sadrži ultrazvučni štap magnetostriktivni pretvarač, radnu komoru izrađenu u obliku metalne cilindrične cijevi i akustični valovod čiji je zračeći kraj hermetički pričvršćen na donji dio cilindrične cijevi pomoću elastičnog brtvenog prstena. , a prijamni kraj ovog valovoda je akustički kruto povezan sa zračećom površinom štapnog ultrazvučnog pretvarača. U instalaciju se dodatno uvodi prstenasti magnetostriktivni emiter čiji je magnetski krug akustički kruto pritisnut na cijev radne komore. Ultrazvučna jedinica stvara dvofrekventno akustičko polje u obrađenom tekućem mediju, čime se osigurava povećanje intenziviranja tehnološkog procesa bez narušavanja kvalitete konačnog proizvoda. 3 w.p. f-ly, 1 ill.
Izum se odnosi na uređaje za ultrazvučno čišćenje i obradu suspenzija u snažnim akustičnim poljima, posebno za otapanje, emulgiranje, disperziju, kao i na uređaje za primanje i prijenos mehaničkih vibracija pomoću efekta magnetostrikcije.
Poznat je uređaj za uvođenje ultrazvučnih vibracija u tekućinu (DE patent, br. 3815925, B 08 B 3/12, 1989.) pomoću ultrazvučnog senzora, koji se učvršćuje konusom koji emitira zvuk pomoću hermetički izolacijske prirubnice u područje dna unutar tekuće kupke.
najbliži tehničko rješenje Predložena je ultrazvučna instalacija tipa UZVD-6 (A.V. Donskoy, O.K. Keller, G.S. Kratysh "Ultrazvučne elektrotehnološke instalacije", Leningrad: Energoizdat, 1982, str. 169), koja sadrži štapni ultrazvučni pretvarač, radnu komoru izrađenu u obliku metalne cilindrične cijevi i akustičnog valovoda, čiji je zračeći kraj hermetički pričvršćen na donji dio cilindrične cijevi pomoću elastičnog brtvenog prstena, a prihvatni kraj ovog valovoda je akustički čvrsto spojen na zračeću površinu štapnog ultrazvučnog pretvarača.
Nedostatak identificiranih poznatih ultrazvučnih instalacija je što radna komora ima jedan izvor ultrazvučnih vibracija, koje se na nju prenose s magnetostriktivnog pretvarača kroz kraj valovoda, čija mehanička svojstva i akustički parametri određuju maksimalno dopušteno zračenje. intenzitet. Često nastali intenzitet zračenja ultrazvučnih vibracija ne može zadovoljiti zahtjeve tehnološkog procesa u pogledu kvalitete konačnog proizvoda, zbog čega je potrebno produžiti vrijeme ultrazvučne obrade tekućeg medija i dovodi do smanjenja intenziteta. tehnološkog procesa.
Dakle, ultrazvučne instalacije identificirane tijekom patentnog traženja, analog i prototip izuma na koji se traži, kada se implementiraju, ne osiguravaju postizanje tehničkog rezultata koji se sastoji u povećanju intenziviranja tehnološkog procesa bez smanjenja kvalitete proizvoda. finalni proizvod.
Predmetni izum rješava problem izrade ultrazvučne instalacije, čija izvedba osigurava postizanje tehničkog rezultata, koji se sastoji u povećanju intenziviranja tehnološkog procesa bez smanjenja kvalitete konačnog proizvoda.
Suština izuma leži u činjenici da u ultrazvučnoj instalaciji koja sadrži štapni ultrazvučni pretvarač, radnu komoru izrađenu u obliku metalne cilindrične cijevi i akustični valovod, čiji je kraj emitiranja hermetički pričvršćen na donji dio cilindrične cijevi pomoću elastičnog brtvenog prstena, a prihvatni kraj ovog valovoda akustički čvrsto spojen na zračeću površinu štapnog ultrazvučnog pretvarača, dodatno se uvodi prstenasti magnetostriktivni emiter čiji je magnetski krug akustički kruto pritisnut na cijev radne komore. Osim toga, elastični brtveni prsten je pričvršćen na zrači kraj valovoda u zoni jedinice pomaka. U ovom slučaju, donji kraj magnetskog kruga prstenastog radijatora nalazi se u istoj ravnini sa zračivim krajem akustičkog valovoda. Štoviše, površina zračećeg kraja akustičnog valovoda je konkavna, sferična, s polumjerom kugle jednakim polovici duljine magnetskog kruga prstenastog magnetostriktivnog radijatora.
Tehnički rezultat postiže se na sljedeći način. Štapni ultrazvučni pretvarač izvor je ultrazvučnih vibracija potrebnih parametara akustično polje u radnoj komori instalacije za provedbu tehnološkog procesa, čime se osigurava intenziviranje i kvaliteta konačnog proizvoda. Akustični valovod čiji je zračeći kraj hermetički pričvršćen na donji dio cilindrične cijevi, a prijemni kraj ovog valovoda akustički je čvrsto povezan sa zračećom površinom štapnog ultrazvučnog pretvarača, osigurava prijenos ultrazvučnih vibracija na prerađeni tekući medij radne komore. U tom slučaju osigurava se nepropusnost i pokretljivost spoja zbog činjenice da je zrači kraj valovoda pričvršćen na donji dio cijevi radne komore pomoću elastičnog brtvenog prstena. Mobilnost veze omogućuje prijenos mehaničkih vibracija sa pretvarača kroz valovod u radnu komoru, u tekući medij koji se obrađuje, mogućnost izvođenja tehnološkog procesa, a time i dobivanje traženog tehničkog rezultata.
Osim toga, u navedenoj instalaciji, elastični brtveni prsten je pričvršćen na zračići kraj valovoda u zoni čvora pomaka, za razliku od prototipa, u kojem je ugrađen u zoni antičvorišta pomaka. Kao rezultat toga, u instalaciji prema prototipu, brtveni prsten prigušuje vibracije i smanjuje faktor kvalitete oscilatornog sustava, a time i intenzitet procesa. U navedenoj instalaciji, brtveni prsten je ugrađen u području jedinice pomaka, tako da ne utječe na oscilatorni sustav. To omogućuje propuštanje veće snage kroz valovod u odnosu na prototip i time povećanje intenziteta zračenja i posljedično intenziviranje tehnološkog procesa bez narušavanja kvalitete konačnog proizvoda. Osim toga, budući da je u navedenoj instalaciji brtveni prsten ugrađen u područje čvora, tj. u zoni nulte deformacije, ne urušava se od vibracija, zadržava pokretljivost veze zračećeg kraja valovoda s dno cijevi radne komore, što vam omogućuje uštedu intenziteta zračenja. U prototipu je brtveni prsten ugrađen u zoni maksimalne deformacije valovoda. Stoga se prsten postupno uništava vibracijama, što postupno smanjuje intenzitet zračenja, a zatim narušava nepropusnost spoja i remeti rad instalacije.
Korištenje prstenastog magnetostriktivnog emitera omogućuje ostvarivanje velike snage pretvorbe i značajnog područja zračenja (A.V. Donskoy, O.K. Keller, G.S. Kratysh "Ultrazvučne elektrotehnološke instalacije", Leningrad: Energoizdat, 1982, str. 34), te stoga omogućuje osigurati intenziviranje tehnološkog procesa bez smanjenja kvalitete konačnog proizvoda.
Budući da je cijev izrađena cilindrično, a magnetostriktivni emiter uveden u instalaciju prstenast, moguće je pritisnuti magnetski krug na vanjsku površinu cijevi. Kada se napon napajanja dovede na namot magnetskog kruga, u pločama se javlja magnetostriktivni učinak koji dovodi do deformacije prstenastih ploča magnetskog kruga u radijalnom smjeru. Istodobno, zbog činjenice da je cijev izrađena od metala, a magnetski krug je akustički kruto pritisnut na cijev, deformacija prstenastih ploča magnetskog kruga pretvara se u radijalne oscilacije stijenke cijevi. Kao rezultat toga, električne vibracije pobudnog generatora prstenastog magnetostriktivnog radijatora pretvaraju se u radijalne mehaničke vibracije magnetostriktivnih ploča, a zbog akustički krute veze ravnine zračenja magnetskog kruga s površinom cijevi, mehaničke vibracije su prenosi kroz stijenke cijevi na tekući medij koji se obrađuje. U ovom slučaju izvor akustičnih vibracija u obrađenom tekućem mediju je unutarnja stijenka cilindrične cijevi radne komore. Kao rezultat toga, u tekućem mediju koji se obrađuje u navedenoj instalaciji nastaje akustičko polje s drugom rezonantnom frekvencijom. Istodobno, uvođenje prstenastog magnetostriktivnog odašiljača u zagarantovanu instalaciju povećava površinu zračeće površine u odnosu na prototip: zrači površinu valovoda i dio unutarnje stijenke radne komore, na vanjskoj površine na koju je pritisnut prstenasti magnetostriktivni emiter. Povećanje površine zračeće površine povećava intenzitet akustičkog polja u radnoj komori i stoga omogućuje intenziviranje tehnološkog procesa bez smanjenja kvalitete konačnog proizvoda.
Položaj donjeg kraja magnetskog kruga prstenastog radijatora u istoj ravnini sa zračivim krajem akustičnog valovoda je najbolja opcija, budući da njegovo postavljanje ispod zračivog kraja valovoda dovodi do stvaranja mrtve (stagnirajuće) zone za prstenasti pretvarač (prstenasti radijator - cijev). Postavljanje donjeg kraja magnetskog kruga prstenastog emitera iznad zračivog kraja valovoda smanjuje učinkovitost prstenastog pretvarača. Obje opcije dovode do smanjenja intenziteta učinka ukupnog akustičkog polja na obrađeni tekući medij, a posljedično i do smanjenja intenziviranja tehnološkog procesa.
Budući da je zračeća površina prstenastog magnetostriktivnog radijatora cilindrična stijenka, zvučna energija je fokusirana, t.j. koncentracija akustičkog polja stvara se duž aksijalne linije cijevi, na koju je pritisnut magnetski krug emitera. Budući da je zračeća površina štapnog ultrazvučnog pretvarača izrađena u obliku konkavne kugle, ova zračeća površina također fokusira zvučnu energiju, ali blizu točke koja leži na središnjoj liniji cijevi. Dakle, na različitim žarišnim duljinama, žarišta obje zračeće površine poklapaju se, koncentrirajući snažnu akustičnu energiju u malom volumenu radne komore. Budući da se donji kraj magnetskog kruga prstenastog radijatora nalazi u istoj ravnini kao i zrači kraj akustičnog valovoda, u kojemu konkavna kugla ima polumjer jednak polovici duljine magnetskog kruga prstenastog magnetostriktivnog radijatora, točka fokusiranja akustične energije leži u sredini aksijalne linije cijevi, t.j. u središtu radne komore instalacije, moćna akustična energija koncentrirana je u malom volumenu ("Ultrazvuk. Mala enciklopedija", glavni urednik I.P. Golyanina, M .: Sovjetska enciklopedija, 1979, str. 367-370). U području fokusiranja akustičke energije obje zračeće površine, intenzitet utjecaja akustičkog polja na obrađeni tekući medij je stotine puta veći nego u drugim područjima komore. Snažnim intenzitetom izloženosti polju stvara se lokalni volumen. Zbog lokalnog jakog intenziteta udarca uništavaju se čak i materijali koji se teško režu. Osim toga, u ovom slučaju se sa zidova uklanja snažan ultrazvuk, koji štiti stijenke komore od uništenja i onečišćenja materijala koji se obrađuje proizvodom za uništavanje stijenke. Dakle, izvedba površine zračećeg kraja akustičnog valovoda je konkavna, sferična, s polumjerom kugle jednakim polovici duljine magnetskog kruga prstenastog magnetostriktivnog emitera, povećava intenzitet utjecaja akustičkog polja na prerađenom tekućem mediju, te stoga osigurava intenziviranje tehnološkog procesa bez smanjenja kvalitete konačnog proizvoda.
Kao što je gore prikazano, u navedenoj instalaciji u obrađenom tekućem mediju formira se akustičko polje s dvije rezonantne frekvencije. Prva rezonantna frekvencija određena je rezonantnom frekvencijom šipkastog magnetostriktivnog pretvarača, druga - rezonantnom frekvencijom prstenastog magnetostriktivnog emitera pritisnutog na cijev radne komore. Rezonantna frekvencija prstenastog magnetostriktivnog radijatora određuje se iz izraza lcp=λ=c/fres, gdje je lcp duljina središnje linije magnetskog kruga radijatora, λ valna duljina u materijalu magnetskog kruga, c je brzina elastičnih oscilacija u materijalu magnetskog kruga, fres je rezonantna frekvencija radijatora (A. V. Donskoy, O.K. Keller, G.S. Kratysh "Ultrazvučne elektrotehnološke instalacije", Lenjingrad: Energoizdat, 1982, str.25). Drugim riječima, druga rezonantna frekvencija instalacije određena je duljinom središnje linije prstenastog magnetskog kruga, koja je zauzvrat određena vanjskim promjerom cijevi radne komore: što je duža središnja linija magnetskog kruga, što je niža druga rezonantna frekvencija instalacije.
Prisutnost dvije rezonantne frekvencije u navedenoj instalaciji omogućuje vam da intenzivirate proces bez ugrožavanja kvalitete konačnog proizvoda. To se objašnjava na sljedeći način.
Pri izlaganju akustičkom polju u tretiranom tekućem mediju nastaju akustična strujanja - stacionarni vrtložni tokovi tekućine koji se javljaju u slobodnom nehomogenom zvučnom polju. U navedenoj instalaciji u obrađenom tekućem mediju formiraju se dvije vrste akustičnih valova, svaki sa svojom vlastitom rezonantnom frekvencijom: cilindrični val se širi radijalno od unutarnja površina cijevi (radna komora), a ravni val se širi duž radne komore odozdo prema gore. Prisutnost dviju rezonantnih frekvencija pojačava učinak akustičkih strujanja na obrađeni tekući medij, budući da svaka rezonantna frekvencija proizvodi vlastite akustične tokove koji intenzivno miješaju tekućinu. To također dovodi do povećanja turbulencije akustičkih strujanja i do još intenzivnijeg miješanja tretirane tekućine, čime se povećava intenzitet utjecaja akustičkog polja na tretirani tekući medij. Zbog toga se intenzivira tehnološki proces bez smanjenja kvalitete konačnog proizvoda.
Osim toga, pod utjecajem akustičkog polja u obrađenom tekućem mediju dolazi do kavitacije – nastajanje tekućeg medija se lomi gdje dolazi do lokalnog smanjenja tlaka. Kao rezultat kavitacije nastaju parno-plinski kavitacijski mjehurići. Ako je akustičko polje slabo, mjehurići rezoniraju i pulsiraju u polju. Ako je akustičko polje jako, mjehurić se kolabira nakon perioda zvučnog vala (idealan slučaj), jer ulazi u područje visokog tlaka koji stvara ovo polje. Urušavajući se, mjehurići stvaraju snažne hidrodinamičke poremećaje u tekućem mediju, intenzivno zračenje akustičnih valova i uzrokuju uništavanje površina krutih tvari uz kavitirajuću tekućinu. U navedenoj instalaciji, akustičko polje je snažnije od akustičkog polja instalacije prema prototipu, što se objašnjava prisutnošću dvije rezonantne frekvencije u njemu. Kao rezultat toga, u navedenoj instalaciji veća je vjerojatnost kolapsa kavitacijskih mjehurića, što pojačava efekte kavitacije i povećava intenzitet utjecaja akustičnog polja na tretirani tekući medij, te stoga osigurava intenziviranje tehnološkog procesa bez smanjenja kvalitetu konačnog proizvoda.
Što je niža rezonantna frekvencija akustičkog polja, to je mjehur veći, budući da je razdoblje niske frekvencije veliko i mjehurići imaju vremena za rast. Život mjehurića tijekom kavitacije je jedan period frekvencije. Kada se mjehurić zatvori, stvara snažan pritisak. Što je mjehurić veći, to više visokotlačni nastaje kada se zatvori. U navedenoj ultrazvučnoj instalaciji, zbog dvofrekventne ultrazvučne obrade tretirane tekućine, kavitacijski mjehurići se razlikuju po veličini: veći su rezultat izlaganja tekućem mediju niske frekvencije, a mali zbog visoke frekvencije. Prilikom čišćenja površina ili prilikom obrade suspenzije, mali mjehurići prodiru u pukotine i šupljine čvrstih čestica i, urušavajući se, stvaraju mikroudarne efekte, slabeći integritet čvrste čestice iznutra. Veći mjehurići, urušavajući se, izazivaju stvaranje novih mikropukotina u čvrstim česticama, dodatno slabeći mehaničke veze u njima. Čvrste čestice se uništavaju.
Tijekom emulgiranja, otapanja i miješanja, veliki mjehurići uništavaju međumolekularne veze u komponentama buduće smjese, skraćujući lance, te stvaraju uvjete za male mjehuriće za daljnje uništavanje međumolekularnih veza. Kao rezultat, povećava se intenziviranje tehnološkog procesa bez smanjenja kvalitete konačnog proizvoda.
Osim toga, u navedenoj instalaciji, kao rezultat interakcije akustičnih valova s različitim rezonantnim frekvencijama u obrađenom tekućem mediju, dolazi do otkucaja zbog superpozicije dviju frekvencija (načelo superpozicije), što uzrokuje oštar trenutni porast amplituda akustičkog pritiska. U takvim trenucima udarna snaga akustičnog vala može nekoliko puta premašiti specifičnu snagu instalacije, što intenzivira tehnološki proces i ne samo da ne smanjuje, već poboljšava kvalitetu konačnog proizvoda. Osim toga, oštro povećanje amplitude akustičkog tlaka olakšava dovod jezgri kavitacije u zonu kavitacije; povećava se kavitacija. Kavitacijski mjehurići koji se stvaraju u porama, nepravilnosti, površinske pukotine čvrsto tijelo, koji je u suspenziji, formiraju lokalne akustične tokove koji intenzivno miješaju tekućinu u svim mikrovolumenima, što također omogućuje intenziviranje tehnološkog procesa bez smanjenja kvalitete konačnog proizvoda.
Dakle, iz prethodno navedenog proizlazi da navedena ultrazvučna instalacija, zbog mogućnosti formiranja dvofrekventnog akustičkog polja u obrađenom tekućem mediju, tijekom implementacije osigurava postizanje tehničkog rezultata koji se sastoji u povećanju intenziviranja tehnološke proces bez smanjenja kvalitete konačnog proizvoda: rezultati površinskog čišćenja, disperzija čvrstih komponenti u tekućini, proces emulgiranja, miješanja i otapanja komponenti tekućeg medija.
Crtež prikazuje traženu ultrazvučnu instalaciju. Ultrazvučna instalacija sadrži ultrazvučni štap magnetostriktivni pretvarač 1 sa zračećom površinom 2, akustični valovod 3, radnu komoru 4, magnetski krug 5 prstenastog magnetostriktivnog radijatora 6, elastični brtveni prsten 7, zatik 8. Rupe 9 su predviđeno u magnetskom krugu 5 za izradu uzbudnog namota (nije prikazano) . Radna komora 4 izrađena je u obliku metalne, poput čelika, cilindrične cijevi. U primjeru ugradnje, valovod 3 je izrađen u obliku krnjeg stošca, u kojem je zrači kraj 10 hermetički pričvršćen na donji dio cijevi radne komore 4 pomoću elastičnog brtvenog prstena 7, a prijemni kraj 11 aksijalno je spojen klinom 8 na zračeću površinu 2 pretvarača 1. Magnetski krug 5 izrađen u obliku paketa magnetostriktivnih ploča u obliku prstena, akustički čvrsto pritisnut na cijev radne komore 4; osim toga, magnetski krug 5 je opremljen uzbudnim namotom (nije prikazan).
Elastični brtveni prsten 7 pričvršćen je na zračeći kraj 10 valovoda 3 u zoni čvora pomaka. U ovom slučaju, donji kraj magnetskog kruga 5 prstenastog radijatora 6 nalazi se u istoj ravnini kao i zrači kraj 10 akustičnog valovoda 3. Štoviše, površina zračivog kraja 10 akustičnog valovoda 3 je izrađena konkavan, sferičan, polumjera kugle jednak polovici duljine magnetskog kruga 5 prstenastog magnetostriktivnog radijatora 6.
Kao štapni ultrazvučni pretvarač, na primjer, može se koristiti ultrazvučni magnetostriktivni pretvarač tipa PMS-15A-18 (BT3.836.001 TU) ili PMS-15-22 (9SuIT.671.119.003 TU). Ako tehnološki proces zahtijeva veće frekvencije: 44 kHz, 66 kHz itd., tada se štapni pretvarač izrađuje na bazi piezokeramike.
Magnetni krug 5 može biti izrađen od materijala s negativnom strikciju, kao što je nikal.
Ultrazvučna instalacija radi na sljedeći način. Napon napajanja se primjenjuje na uzbudne namote pretvarača 1 i prstenasti magnetostriktivni emiter 6. Radna komora 4 je ispunjena tekućim medijem 12 koji se obrađuje, na primjer, za otapanje, emulgiranje, disperziju ili punjenje tekući medij u koji se stavljaju dijelovi za čišćenje površina. Nakon primjene napona napajanja u radnoj komori 4 u tekućem mediju 12 nastaje akustičko polje s dvije rezonantne frekvencije.
Pod utjecajem formiranog dvofrekventnog akustičkog polja u tretiranom mediju 12 nastaju akustične struje i kavitacija. U ovom slučaju, kao što je gore prikazano, kavitacijski mjehurići se razlikuju po veličini: veći su rezultat niske frekvencije utjecaja na tekući medij, a mali - visoke frekvencije.
U kavitirajućem tekućem mediju, na primjer, prilikom raspršivanja ili čišćenja površina, mali mjehurići prodiru u pukotine i šupljine čvrste komponente smjese i, kolabirajući, stvaraju mikroudarne efekte, slabeći integritet čvrste čestice iznutra. Veći mjehurići, kolabirajući, razbiju česticu oslabljenu iznutra na male frakcije.
Osim toga, kao rezultat interakcije akustičnih valova s različitim rezonantnim frekvencijama, dolazi do otkucaja, što dovodi do naglog trenutačnog povećanja amplitude akustičnog tlaka (akustički šok), što dovodi do još intenzivnijeg uništavanja slojeva na površini koja se nalazi očišćena i do još većeg mljevenja čvrstih frakcija u tretiranoj tekućini.okolina po primitku suspenzije. Istodobno, prisutnost dviju rezonantnih frekvencija pojačava turbulenciju akustičkih strujanja, što pridonosi intenzivnijem miješanju obrađenog tekućeg medija i intenzivnijem uništavanju čvrstih čestica kako na površini dijela tako iu suspenziji.
Tijekom emulgiranja i otapanja, veliki kavitacijski mjehurići uništavaju međumolekularne veze u komponentama buduće smjese, skraćujući lance, te stvaraju uvjete za daljnje uništavanje međumolekularnih veza za male kavitacijske mjehuriće. Udarni akustični val i povećana turbulencija akustičkih strujanja, koji su rezultat dvofrekventne sonikacije obrađenog tekućeg medija, također uništavaju međumolekularne veze i intenziviraju proces miješanja medija.
Kao rezultat kombiniranog djelovanja navedenih čimbenika na obrađeni tekući medij, tehnološki se proces koji se izvodi intenzivira bez smanjenja kvalitete konačnog proizvoda. Kao što su testovi pokazali, u usporedbi s prototipom, gustoća snage za koji se tvrdi da je pretvarač dva puta veća.
Da bi se pojačao učinak kavitacije u instalaciji, može se osigurati povećani statički tlak, koji se može implementirati slično prototipu (A.V. Donskoy, O.K. Keller, G.S. Kratysh "Ultrazvučne elektrotehnološke instalacije", Leningrad: Energoizdat, 1982, str. 169) : sustav cjevovoda povezanih s unutarnjim volumenom radne komore; cilindar komprimiranog zraka; sigurnosni ventil i manometar. U tom slučaju radna komora mora biti opremljena zatvorenim poklopcem.
1. Ultrazvučni uređaj koji sadrži štapni ultrazvučni pretvarač, radnu komoru izrađenu u obliku metalne cilindrične cijevi i akustični valovod čiji je zračeći kraj hermetički pričvršćen na donji dio cilindrične cijevi pomoću elastične brtveni prsten, a prihvatni kraj ovog valovoda je akustički kruto povezan sa zračećom površinom štapčastog ultrazvučnog pretvarača, naznačen time što je u instalaciju dodatno uveden prstenasti magnetostriktivni emiter čiji je magnetski krug akustički kruto pritisnut na cijev radne komore.
2. Instalacija prema zahtjevu 1, naznačena time, da je elastični brtveni prsten fiksiran na zračećem kraju valovoda u zoni čvora pomaka.
3. Instalacija prema zahtjevu 2, naznačena time, da se donji kraj magnetskog kruga prstenastog radijatora nalazi u istoj ravnini kao i zrači kraj akustičnog valovoda.
4. Instalacija u skladu s patentnim zahtjevom 3, naznačena time što je površina zračivog kraja akustičkog valovoda izrađena konkavno, sferično, s polumjerom kugle jednakim polovici duljine magnetskog kruga prstenastog magnetostriktivnog radijatora.