Uradi sam radio sklopove za dom. Lemljenje s lemilom kod kuće Kako pravilno započeti lemljenje s novim lemilom
Svaki radioamater početnik, na ovaj ili onaj način povezan s elektronikom, mora riješiti problem kako naučiti lemiti lemilom od nule. Na prvi pogled u tome nema ništa komplicirano, ali ovo je uobičajena zabluda svih inženjera elektronike početnika, jer bez praktičnih vještina nemoguće je osigurati pouzdanu i kvalitetnu vezu za lemljenje.
Što je lemljenje i koja je bit procesa
Krajnji rezultat lemljenja je spajanje dva metalna elementa. Sam proces lemljenja osigurava neovisni metal s mnogo nižom točkom taljenja. Upravo ovaj metal obavlja funkciju lemljenja.
Svaka metoda lemljenja temelji se na principu zagrijavanja metalnih elemenata na mjestu spajanja. Temperatura zagrijavanja mora biti veća od temperature na kojoj se tali metal koji se koristi za lemljenje. U ovom načinu rada, metal za lem, rastopljen, slobodno teče u prostore i pukotine između dijelova, djelomično prodirući čak iu samu metalnu strukturu. Nakon skrućivanja na tom se mjestu stvara mehanička veza i električni kontakt.
Postoje dva glavna uvjeta bez kojih će jednostavno biti nemoguće riješiti problem kako pravilno lemiti:
- Na mjestu lemljenja elementi moraju biti što čistiji. Veza s površinom provodi se na molekularnoj razini, pa čak i mala prljavština ili oksidni film značajno će smanjiti pouzdanost kontakta. Vrlo je moguće da se dijelovi uopće neće spojiti.
- Usklađenost s ranije spomenutim temperaturnim režimom. Ako je temperaturna razlika nedovoljna, kristalna rešetka lema neće se moći normalno formirati zbog toplinskog skupljanja tijekom skrućivanja.
Bakar i njegove legure dobro se spajaju tradicionalnim lemovima. Prikladni su za čelik, aluminij i druge metale. Jedino ozbiljno ograničenje je lemljenje velikih metalnih dijelova zbog nemogućnosti njihovog zagrijavanja na potrebne temperature.
Najčešće se lem sastoji od legure kositra i olova, koja može sadržavati različite količine kositra. Postotak sadržaja prikazan je u oznaci, na primjer, POS-40 ili POS-60. Temperatura topljenja također ovisi o ovom pokazatelju, za prvi lem je 235 stupnjeva, a za drugi 183 stupnja. Talište lema POSV-33, koji se sastoji od kositra, olova i bizmuta, još je niže. Spajanje aluminijskih dijelova zahtijeva posebne lemove s visokim talištem.

Druga važna komponenta su fluksevi, uz pomoć kojih se metalne površine čiste od oksida u obliku filmova. Najrašireniji je kolofonij koji štiti zagrijani metal od dodira sa zrakom.
Izbor topitelja i lemova
Budući da kvaliteta lemljenja uvelike ovisi o pravilnom izboru topitelja i lemova, ove materijale treba detaljnije razmotriti. Trenutno postoji veliki broj ovih komponenti pogodnih za gotovo sve vrste lemljenja.
Glavna funkcija je luženje metalnih dijelova, uklanjanje oksidnog filma i naknadna zaštita površine od korozije. Topitelj osigurava njegovu čistoću, dobro vlaženje i širenje lima.

Topitelji se odabiru u skladu s metalima i legurama koje je potrebno spojiti. Sastav bilo kojeg fluksa uključuje metalne soli, lužine i kiseline koje aktivno reagiraju na povišenu temperaturu. S tim u vezi, postoji uvjetna podjela ovih materijala u dvije vrste.
Prvi od njih je aktivan, temelji se na klorovodičnoj, perklornoj i drugim anorganskim kiselinama. Njihovo agresivno djelovanje na metal zahtijeva brzo ispiranje nakon završetka radova. Ovo je jedini nedostatak takvih fluksa, ali uz njihovu pomoć možete spojiti gotovo sve metale. Dostupni su u tekućem obliku i smatraju se prikladnijima za primjenu. Dodaju alkohol ili glicerin, koji zagrijavanjem potpuno ispari.
Druga vrsta topitelja sastoji se od smole i koristi se za spajanje obojenih metala. Za čelične dijelove smatraju se manje učinkovitima. Na kraju rada, kolofonij se mora isprati, jer s vremenom uzrokuje koroziju i postaje električni vodič ako se ostavi u vlažnom okruženju duže vrijeme.

Lakše je odabrati lem za rad. Uglavnom se koriste spojevi olova i kositra s oznakom PIC. Postotak sadržaja kositra označen je brojevima iza slova. Veći sadržaj kositra u lemu osigurava veću mehaničku čvrstoću i električnu vodljivost spojeva. Istodobno se smanjuje i temperatura taljenja lema s visokim udjelom kositra. Dodatak olova normalizira skrućivanje i sprječava širenje kositra.
Neki moderni lemovi proizvode se bez olova (BP), umjesto kojeg se dodaje cink ili indij. Imaju višu točku taljenja, ali su spojevi izdržljiviji i otporniji na koroziju. I, naprotiv, postoje lemovi od lakih legura koji se mogu širiti od 90-110 stupnjeva. Koriste se za spajanje komponenti koje su vrlo osjetljive na pregrijavanje.
Izbor lemilice
Postoji nekoliko vrsta lemilica koje se koriste kod kuće. Dizajnirani su za različite napone i mogu raditi od 12, 220 i 380 volti.

Snaga određenog lemilice odabire se na temelju obavljenog posla:
- Lemljenje elektroničkih dijelova i komponenti - 40-60 W.
- Dijelovi do 1 mm debljine - 80-100 W.
- Elementi debljine 2 mm zahtijevaju snagu od 100 W ili više.
Domaći obrtnici u pravilu imaju dva lemila - male i srednje snage, sposobna riješiti gotovo sve probleme. Obuka se može završiti na bilo kojem od njih. Preporuča se lemljenje dijelova debelih stijenki pomoću profesionalne opreme.
Priprema za lemljenje
Kada prvi put spojite lemilo na mrežu, sigurno će dimiti. U ovom trenutku tvorničko mazivo izgara. Nakon što prestane ispuštanje dima, lemilo je potrebno isključiti i ostaviti da se ohladi. Zatim, prije lemljenja, trebate izoštriti vrh.
Vrh lemilice izrađen je u obliku cilindrične šipke. Materijal je legura bakra. Pričvršćivanje se vrši pomoću steznog vijka. U većini slučajeva vrh dolazi bez oštrenja i stoga ga treba pripremiti. Možete promijeniti oblik pomoću čekića, turpije ili brusnog papira.

Svaka vrsta rada zahtijeva vlastitu konfiguraciju vrha:
- Oblik je pljosnati ili plosnati. Za spajanje masivnih dijelova može biti potrebno oštrenje ravnog kuta.
- Oštrenje u obliku oštrog stošca ili piramide potrebno je za lemljenje malih dijelova.
- Za lemljenje debelih vodiča i velikih dijelova potreban je manje oštar konus.
U nedostatku zaštitnog premaza, vrh alata mora biti kalajisan. Na površinu radnog dijela nanosi se tanak sloj kositra. Ovaj postupak se provodi tijekom prvog pokretanja, kada više nema emisije dima. Nakon što je alat spreman, učimo lemiti.
Metode lemljenja dijelova i komponenti
Lemljenje žica smatra se najlakšim postupkom. Krajevi svake žice umoče se u otopljeni prašak, nakon čega je potrebno prijeći preko njih lemilicom, čiji vrh također dobro navlažimo praškom.
Tijekom samog kalajisanja preporuča se otresti sav višak lema. Tijekom procesa spajanja postupno se formira zavoj. Zagrije se, a sav slobodni prostor ispuni se limom.


U drugom slučaju, krajevi su natopljeni fluksom, a lemljenje se vrši odmah, bez kalajisanja. Ova metoda se često koristi za spajanje tankih vodiča ili više žica. Uz dobar fluks i moćno lemilo osiguran je kvalitetan i pouzdan spoj.
Rad s elektronikom je puno teži. To već zahtijeva određena znanja i praktične vještine. Međutim, čak i majstor početnik može izvesti jednostavne korake za popravak kruga:
- Prije lemljenja, terminalni elementi s nogama moraju biti fiksirani u njihovim rupama voskom ili plastelinom. S druge strane ploče, lemilo se mora čvrsto pritisnuti na terminal kako bi se zagrijalo. Zatim se na ovo mjesto umetne tanki lem u obliku žice s fluksom. Potrebno je vrlo malo kositra, glavno je da ravnomjerno teče u rupu sa svih strana.
- Ako je rupa prevelika i noge vise u njoj, ovo područje treba navlažiti malom količinom fluksa. Zatim se lim dovede do noge i teče niz nju, nakon čega se rupa ravnomjerno napuni.
Ovih dana većina elektroničkih uređaja radi na mikročipovima. Stoga se prije ili kasnije svaki kućni majstor suočava s lemljenjem mikro krugova. Na prvi pogled, proces ne predstavlja nikakvu poteškoću: uzmite lemilo i pričvrstite elemente na ploču. Ali ovdje morate shvatiti da postoji velika razlika između lemljenja velikog otpornika i mikro kruga za mobilni telefon.
Stanica za lemljenje vrućim zrakom ima podesivi raspon grijanja, što smanjuje rizik od pregaranja komponenti koje se leme.
Svaki konkretan slučaj zahtijeva metodu koja će biti najučinkovitija. Ako je u prvom slučaju prikladno obično električno lemilo snage ne veće od 40 W, lem i čvrsta smola, tada za lemljenje BGA mikro krugova ne možete bez fluksa bez čišćenja, stanice s toplim zrakom, paste za lemljenje i šablone. Stanica za grijanje ploča također bi bila korisna.
Minimalni set alata za rad
Prije početka spajanja složenih elemenata, početnik DIYer trebao bi se upoznati s osnovama konvencionalnog lemljenja. U pravilu se to radi pomoću jednostavnog električnog lemilice s bakrenim vrhom, koji se naziva vrh.
Osim toga, za bilo kakvo lemljenje potreban je minimalni skup materijala:

- Lem. Legura kositra i olova, karakterizirana visokim svojstvima topljivosti i koristi se za pričvršćivanje elemenata na matičnu ploču ili međusobno. U nedavnoj prošlosti za lemljenje se koristio čisti kositar, no danas je takav materijal neopravdano skup. Osim toga, karakteristike čvrstoće legure olova i kositra ni na koji način nisu niže od čistog metala. U specijaliziranim trgovačkim centrima možete kupiti različite vrste lemova standardnih ili poboljšanih svojstava.
- Fluks. Korištenje fluksa olakšava proces lemljenja i sprječava oksidaciju metala lemljenih elemenata. Danas je najpopularniji materijal koji se koristi kao topilac pročišćena smola drveća - kolofonij. U trgovinama možete pronaći posebne spojeve namijenjene lemljenju određenih metala. Tako se kod lemljenja nikla, nehrđajućeg čelika i aluminija može koristiti tvar napravljena od smole i kiseline.
Možete početi raditi tek kada su svi alati za lemljenje sastavljeni.
Povratak na sadržaj
Osnovna pravila kontaktnog lemljenja
Glavno pravilo visokokvalitetnog lemljenja je osigurati čiste površine. Čak i novi predmeti kupljeni u trgovini mogu biti prekriveni raznim onečišćenjima i oksidima. Stoga, ako se na metalu nađe tamnosivi ili zeleni oksid, potrebno ga je ukloniti brusnim papirom ili džepnim nožićem. Neočišćena onečišćenja ometat će lemljenje, a zatim i kvalitetan rad uređaja.
Drugo pravilo je potreba za kalajisanjem. Kalajenje je premazivanje zavarenih površina ravnomjernim i tankim slojem lema. Obično se novi elementi za mikro krugove prodaju u trgovinama s pokositrenim kontaktima i vodovima, ali ako to nije slučaj, ovu radnju morate izvršiti samostalno.

Kako bi se osigurala kvaliteta spoja, kontakti elemenata moraju biti pokositreni prije lemljenja.
Kod kuće, kalajisanje kontakata elemenata i žica vrši se pomoću električnog lemila. Prije svega, potrebno je očistiti površinu od oksida, a zatim na nju nanijeti kolofonij. Algoritam rada je jednostavan: kontakt ili terminal elementa nanosi se na komad kolofonije i zagrijava vrhom lemilice, na koji se nanosi malo lema. Zatim se rastaljeni lem pažljivo raspoređuje po cijeloj površini koju treba tretirati. Kada temperatura zagrijavanja dosegne željenu razinu, kolofonij će početi isparavati. Na površini elementa formira se ravnomjeran i gladak premaz, bez kuglica ili grudica.
Treće pravilo zahtijeva rad samo s dobro zagrijanim lemilom. U radnom stanju vrh lemilice mora imati temperaturu od najmanje 180°C. Budući da najjednostavniji instrumenti nemaju toplinsku ljestvicu, njihovu spremnost možete procijeniti po vrenju kolofonije kad je dodirnete vrhom. Ako se tvar ne topi, ali se polako širi, alat još nije spreman. Rad s nedovoljno zagrijanim alatom rezultirat će lemljenjem koje izgleda poput tamne, grube paste.
Da biste izvršili visokokvalitetno lemljenje, morate zapamtiti četvrto pravilo: lemljeni kontakt, izrađen u skladu sa svim pravilima lemljenja, mora imati sjajnu i glatku površinu s karakterističnim metalnim sjajem. Da bi se to postiglo, potrebno je voditi računa o dimenzijama površina koje se obrađuju. Dakle, što je veće područje lemljenja, to će rad zahtijevati više prijenosa topline, odnosno snaga lemilice u potpunosti ovisi o području lemljenja. Za tiskane ploče s gustim rasporedom elemenata ili radijskih elemenata male veličine koriste se alati snage od 25 do 40 W, u drugim slučajevima trebaju se koristiti snažniji uređaji.
Povratak na sadržaj
Uvjeti za lemljenje

Prilikom lemljenja dijelova matične ploče potrebno je poštivati nekoliko važnih uvjeta:
- pratite vrijeme rada i nemojte pregrijavati ploču i metalne staze iznad 240-280 ° C (ovo je kritična temperatura, prekoračenje koje može dovesti do raslojavanja ili deformacije ploče na mjestu grijanja);
- izvršite krutu fiksaciju elemenata koji se obrađuju: svaka mala vibracija ili pomak će poremetiti kvalitetu lemljenja;
- obavljati radove u dobro prozračenom prostoru, jer pare kolofonije i olova imaju negativan učinak na dišni sustav;
- obavljajte posao pažljivo i polako, štiteći oči i ruke od opeklina što je više moguće.
Ako se poštuju sva gore opisana pravila, lemljenje neće dovesti do oštećenja površina koje se obrađuju i neće zahtijevati ponovnu obradu.
Povratak na sadržaj
Algoritam za lemljenje mikrokruga
Poteškoća rada s mikro krugovima leži u preblizu elemenata, što otežava proces instalacije.
Ako imate posebnu opremu za lemljenje mikro krugova, to će uvelike pojednostaviti zadatak, ali ako je potrebno, posao se može obaviti jednostavnim lemilom s vrhom u obliku šila.

Ispravno postavljanje čipa: ključ (zaokružen crvenom bojom) trebao bi se nalaziti blizu skošenog kuta kvadrata.
Sav rad može se podijeliti u 2 faze. Prva faza uključuje kalajisanje (nanošenje kolofonija i lema na elemente), a druga faza uključuje ugradnju elemenata na odgovarajuća mjesta na ploči. Kako bi se posao obavio učinkovito, potrebno je, osim gore navedenog alata i materijala, pripremiti 1 ili 2 pincete, po mogućnosti sa stezaljkama.
Kada se lemilo dovoljno zagrije, možete početi raditi. Prije svega, preporuča se kalajisati mjesta na ploči gdje će se ugraditi potrebni elementi. Rad se izvodi na sljedeći način:
- malo fluksa kaplje na dijelove ploče gdje će se elementi ugraditi;
- zatim se lem nanosi na vrh lemilice;
- Laganim, preciznim dodirima, legura se prenosi na zakrpe.
Zatim se postavljaju elementi. Element se mora uzeti pincetom i staviti u područje lemljenja. Kada radite s mikro krugovima, element treba držati za nogu koja će se obrađivati. Dok jedna ruka drži pincetu s dijelom, druga ruka treba nanijeti kap kolofonije na nogu elementa i područje lemljenja. Zatim vrhom lemilice dotaknite površine koje želite tretirati. Budući da je ploča već prethodno obrađena pokositrenjem, noga elementa bit će uronjena u rastaljeni lem. Dakle, postupak se ponavlja za sve krake elementa.
Kada su svi elementi instalirani na pravim mjestima, preporučljivo je podmazati kontakte između njih koji se nalaze na površini matične ploče s fluksom i lagano ih zagladiti zagrijanim lemilom.
Radi lakšeg rada, možete koristiti ne grudnu smolu, već poseban tekući tok koji se prodaje u građevinskim trgovinama. Stručnjaci također preporučuju kupnju dodatne opreme koja će olakšati lemljenje mikro krugova:
- tekućina za pranje ploča (pri korištenju tekućeg fluksa postoji velika vjerojatnost da otopina dospije na površinu ploče, što može negativno utjecati na njegov rad);
- usisavanje, koje uklanja višak lema (legura se zagrijava lemilom i uvlači u uređaj);
- naočale (omogućuje izbjegavanje ozljeda oka tijekom rada).
Vrijedi lemiti mikro krugove jednom ili dvaput - i ovaj rad neće uzrokovati poteškoće. Glavna stvar je uzeti si vremena i učiniti sve s najvećom pažnjom i pažnjom.
Postupak lemljenja vrlo je jednostavna operacija ako slijedite tehnološki proces i dostupnost vještina. Ovaj članak će vam reći kako pravilno lemiti kod kuće i objasniti osnove lemljenja. Počevši od najjednostavnijeg lemljenja žica i postupno svladavajući složenije radnje, vještina i kvaliteta spajanja dijelova će se povećati. Kako pravilno lemiti lemilom s kolofonijom i kiselinom opisano je u tehnološkom procesu rada lemljenja, koji se radikalno razlikuje od zavarivanja. Osim konvencionalnih električnih lemilica, iskusni majstori imaju profesionalne stanice za lemljenje za popravak tiskanih ploča složenih uređaja.
Tehnologija lemljenja
Za lemljenje se koriste četiri vrste uređaja: električni, indukcijski, plinski, vrući zrak. Električna lemila imaju spiralni ili keramički grijač, plinska lemila koriste gorionik, a lemila s vrućim zrakom koriste protok zraka. Najčešće se koriste električne lemilice koje su vrlo jednostavne za korištenje i pristupačne. Dijele se prema snazi, koja određuje oslobađanje protoka topline na dodirne dijelove.
Lemljenje elektroničkih elemenata provodi se električnim lemilicama snage do 40 W, a za dijelove tankih stijenki koriste se uređaji od oko 80-100 W. Masivniji uređaji koriste se za rad s metalom debljine stijenke od 2 mm ili više. Ovi alati uključuju lemilice s čekićima snage preko 250 W. Na izbor električnog lemilice također utječe toplinska vodljivost obratka.
Proces lemljenja iskorištava sposobnost rastaljenog metala da dobro teče. Ova metoda spajanja čini dijelove jednodijelnim, spojene slojem lema nakon što se vruća masa skrutne. Količina električne vodljivosti ovisi o kvaliteti lemljenja kontakata. Da biste naučili kako raditi s lemilom, preporuča se pogledati odgovarajući video, kao i proučiti upute za rad s ovim električnim uređajem.
Spajanje dijelova lemljenjem moguće je ako su ispunjena dva uvjeta:
- čistoća mjesta prianjanja;
- usklađenost s temperaturnim uvjetima.

Čistoća područja lemljenja
Prisutnost oksidnog filma na nogama radio komponenti sprječava pričvršćivanje na površinu lemljenja. Ovaj se proces odvija na atomskoj razini, tako da prisutnost kontaminanata neće osigurati pouzdano prianjanje na elemente. Fluksevi se koriste za sprječavanje stvaranja oksidnog filma. Da biste razumjeli kako pravilno lemiti kolofonijom ili kiselinom, upoznajte se s tehnologijom njihove upotrebe.
Usklađenost s temperaturnim uvjetima
Prije nego počnete lemiti, morate odlučiti o izboru legure za korištene elemente. Temperatura pri kojoj lem prelazi u rastaljeno stanje mora biti ispod dopuštene temperature za dijelove koji se leme. To se posebno odnosi na aluminijeve spojeve, kao i elemente s velikim skupljanjem tijekom skrućivanja, što ometa normalno kristalno stvaranje lemne mase.
Osnovne pogreške pri radu s lemilom
Samo se neupućenima postupak lemljenja čini vrlo jednostavnom stvari. Međutim, to zahtijeva određeno znanje i određene vještine, ovisno o iskustvu. Naučiti kako pravilno lemiti kolofonijom, lemom i kiselinom uopće nije teško. Da biste to učinili, morate se upoznati s tehnologijom, osnovnim načelima izvođenja radova i pokušati izbjeći glavne pogreške. Prije nego što naučite lemiti s lemilom, trebali biste pažljivo proučiti osnovne tehnike rada, kao i neke nijanse. Spretnost dolazi postupno, kao i kvaliteta izvedenih veza. Tipične pogreške početnika pri korištenju lemilice uključuju:
- nemoj se izgubiti;
- pregrijavanje;
- valjanje lemljenja;
- kemijsko uništavanje.
Nemoj se izgubiti
Loše lemljenje prijeti kvarom električnih dijelova i događa se iz nekoliko razloga. To se događa zbog slabo zagrijanog vrha lemilice, upotrebe vatrostalne legure, pomicanja kontakata tijekom skrućivanja mase, kao i pretjerano hladne površine za lemljenje.
Pregrijavanje
Ovaj proces se događa kada se električno lemilo koristi s većom snagom nego što je potrebno, kao i visokom temperaturom njegovog vrha za određenu vrstu lemljenja. Osim toga, pregrijavanje se događa kada je zagrijano lemilo duže vrijeme izloženo radnom području ili kada se vatrostalni lem koristi za spajanje elemenata otpornih na niske temperature. To dovodi do toplinskog razaranja spojnih žica i dijelova te promjene njihovih karakteristika.
Valjanje lemljenja
Proces valjanja nastaje zbog lošeg čišćenja spojenih elemenata. Oksidirajući sloj na njima ne dopušta da se legura dobro širi i uđe u male pukotine. Osim toga, to se događa kada su spojevi loše tretirani fluksom, kao i kada marka fluksa ne odgovara metalu koji se lemi. Kotrljanje dovodi do lošeg kontakta i mogućih mehaničkih oštećenja pri najmanjem vanjskom utjecaju.
Kemijsko uništavanje
Kemijska destrukcija nastaje kada je odabran pogrešan fluks, koji ne odgovara vrsti elemenata koji se spajaju električnim lemljenjem. Osim toga, može nastati ako se fuge ne operu na kraju procesa rada. To prijeti korozijom i uništenjem metalnog vodiča.
Ove informacije pomoći će vam razumjeti kako naučiti pravilno lemiti električne spojeve kako biste osigurali pouzdan kontakt.

Pripremni proces
U ovoj fazi pripremaju se električno lemilo i proizvodi koji se spajaju. Da biste utvrdili što je potrebno za lemljenje dijelova s lemilom, morate imati minimalni skup komponenti kod kuće. Sastoji se od električnog lemila, topitelja za razne materijale, lema i pomoćnog alata. Novo električno lemilo može se dimiti kada se prvi put uključi u struju. To je sasvim normalno - tako ulja za konzerviranje izgaraju na njegovom ubodu.
Vrhovi mogu imati različite oblike, pogodne za različite vrste lemljenja. Novi vrh je presvučen kositrom radi zaštite od habanja i oksidacije. Da biste to učinili, zagrijani vrh je uronjen u kolofonij, metal se rastopi na njemu, a zatim se utrlja na drveni blok. Kao rezultat ovog postupka, vrh bi trebao biti potpuno prekriven legurom. Tijekom procesa lemljenja, topilo postupno nagriza bakreni vrh, što zahtijeva periodično oštrenje i ponavljanje postupka kalajisanja.
Prije lemljenja kolofonijom i kositrom pomoću lemilice, područje se priprema. Dijelovi koji se koriste za električno lemljenje čiste se od onečišćenja i odmašćuju. Za to se koriste različita otapala na bazi acetona, benzina i drugih tekućina, a hrđa se uklanja mehanički. To je neophodno za brzo uklanjanje oksidirajućeg filma s površina koje se spajaju.
Kositrenje ili fluksiranje
Kositrenje uključuje pokrivanje površine proizvoda koji se spajaju tankim slojem lema. Ovaj postupak se koristi u pripremnom procesu, kao iu među i završnom. Pripremnim postupkom uvelike se olakšava konačno spajanje elemenata, jer se već pokositreni dijelovi lako leme.
Kositrenje krajeva žica različitih promjera jedan je od najčešćih postupaka lemljenja. Flux se nanosi na jezgru koja je očišćena od izolacije, nakon čega se vrhom s lemom prolazi duž njegove površine. Rastaljeni metal lako prelazi u jezgru i postupak kalajisanja je završen. Kako bi se poboljšao postupak, preporuča se mehaničko ogoljenje površine žica i kabela. Radio komponente ne zahtijevaju ovaj prethodni postupak i mogu se lako zalemiti na ploče.
Za različite metale koji se spajaju koriste se različiti topitelji. Osmišljeni su posebno za rad s određenim materijalima. Topila za električno lemljenje aluminija također su prikladna za proizvode od nehrđajućeg čelika. U tom slučaju potrebno je očistiti površinu proizvoda od njihovih ostataka nakon završetka lemljenja kako bi se izbjegla korozija.

Tehnika lemljenja
Rad se izvodi pomoću lemilice tako da se lem iz vrha ispušta na dio i izravno dovodi na podlogu elementa koji se lemi. Bez obzira na način lemljenja, dio se priprema, postavlja i učvršćuje u radnom položaju. Nakon toga, tretirano područje se navlaži fluksom, a električno lemilo se zagrijava. Video s detaljnim prikazom procesa pokazat će vam kako lemiti lemilom s kolofonijem.
Kada se lem iscijedi iz vrha, pritišće se na lemljeni element. Topilo vrije i postupno isparava, dopuštajući rastaljenom metalu da glatko teče od vrha do spoja. Translatornim pokretima uboda duž mjesta koje se spaja, metal se raspoređuje po području spoja i ravna se područje koje se tretira.
Dovod legure na mjesto lemljenja uključuje prethodno zagrijavanje elemenata na željenu temperaturu spoja. Nakon toga, lemilo dovodi rastaljeni metal s kraja na kraj između vrha i dijela. Ova metoda rada je prikladnija za velike dijelove.
Nakon korištenja različitih kiselih flukseva, potrebno ih je isprati kako bi se spoj zaštitio od korozije.
Vrste lemljenja
Za lemljenje električnim lemilima koriste se niskotemperaturni lemovi marke POS. Ovi kositro-olovni materijali su u obliku metalnih šipki. Prema GOST-u, ove tvrde legure imaju različite sadržaje kositra u svom sastavu. Ovisno o tome se označavaju (POS-61, POS-40, POS-30). Osim njih, proizvode se bezolovni i drugi neotrovni spojevi za lemljenje. Imaju višu točku taljenja i osiguravaju visoku tvrdoću spojeva.
Neke legure imaju nisku temperaturu širenja i koriste se za radioelemente i mikrosklopove brojnih ploča koje su posebno osjetljive na pregrijavanje. Aktivno korišteni uključuju sastave kositra i srebra tipa PSR, kao i kositar u čistom obliku. Za brojne lemljene dijelove postoje tablice s komponentama koje se koriste za spajanje.

Temperatura lemljenja
Temperatura zagrijavanja vrha električnog lemilice izravno određuje kvalitetu lemljenih elemenata. Nedovoljno zagrijavanje neće dopustiti da se metal širi po površini čak i kada koristite fluks. Takva će veza imati labavu strukturu i nisku čvrstoću.
Temperatura vrha treba biti 40 °C viša od vrijednosti temperature lemljenja, a za lemljene dijelove ovaj pokazatelj mora biti u rasponu od 40-80 °C. U tom se slučaju vrh za lemljenje zagrijava 60-120 °C iznad točke tališta lema. Na stanicama za lemljenje potrebna temperatura postavlja se posebnim regulatorom.
Za vizualno određivanje potrebnog zagrijavanja, kolofonij se koristi kao indikator. Trebalo bi puštati paru i kuhati, a na vrhu ostati u obliku malih kipućih kapljica.
Sigurnosne mjere
Tijekom procesa električnog lemljenja oslobađaju se kaustični plinovi koji su opasni po zdravlje, stoga se rad treba izvoditi u dobro prozračenom prostoru. Osim toga, tehnološki proces je popraćen periodičnim prskanjem rastaljenog metala i fluksa. Koristite posebne naočale za zaštitu očiju. Imajte na umu da električna lemilica s kablom zahtijevaju posebne mjere opreza jer imaju izložene metalne dijelove. Obratite posebnu pozornost na stanje izolacije žice za napajanje. Pazite da ne dođe u dodir s vrućim dijelovima električnog lemilice, što može dovesti do kratkog spoja i požara.
Lemljenje je popularno pri sastavljanju raznih električnih i radio uređaja. Omogućuje električno vodljivo povezivanje bakrenih žica i drugih bakrenih proizvoda međusobno, s komponentama električnog kruga i drugim metalnim dijelovima izrađenim od čistog bakra i bakrenih legura, kao i za lemljenje aluminija. Lemljenje je jednostavno, vrlo fleksibilno i omogućuje nizak kontaktni otpor komponenti koje se spajaju.
Bit tehnologije lemljenja je zagrijati kontaktnu zonu i zatim je ispuniti tekućim metalnim lemom s niskim talištem. Nakon hlađenja, talina osigurava električni kontakt. Prije lemljenja žica obično je potrebna dodatna obrada površina koje se spajaju (najčešće tzv. kalajisanje žica), što jamči dugotrajnu stabilnost.
U nedostatku vibracija i udarnih opterećenja za male dijelove, postiže se dobra čvrstoća spoja. U svim ostalim slučajevima lemite s dodatnom fiksacijom.
Što bi vam moglo trebati za lemljenje?
Za lemljenje je potreban izvor topline. Lemiti možete pomoću otvorenog plamena, električne spirale ili laserske zrake. Potonji vam omogućuje lemljenje čak i s čistim metalom. Kod kuće uglavnom koriste električno lemilo. Namijenjen je za:
- ugradnja i popravak raznih elektroničkih sklopova;
- projektiranje i popravak električne opreme;
- kalajisanje sloja lema na raznim metalnim proizvodima.
Lemilica
Lemimo ručnim lemilom, koji se koristi za:
- zagrijavanje spojenih komponenti;
- zagrijavanje lema dok ne prijeđe u tekuće stanje;
- nanošenje tekućeg lema na elemente koji se spajaju.
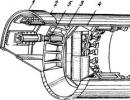
Lemilo, koje je prikazano na slici 1, sadrži:
- spiralni grijač izrađen od nichrome žice izolirane filmom od tinjca ili stakloplastike;
- bakreni vrh, koji se nalazi unutar spirale;
- plastična ili drvena ručka;
- kućište za postavljanje vrha lemilice i spirale.
Priključak na električnu mrežu vrši se kabelom duljine cca 1 m koji izlazi sa stražnje strane ručke kroz graničnik radijusa savijanja.
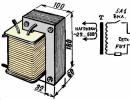
Drvena ili plastična drška je oblikovana kao jednostavna ručka. Elektronički sklopovi zalemljeni su proizvodima male snage opremljenim pištoljskim ručkama s gumbom za okidanje za brzo zagrijavanje vrha. Jedna verzija takvog alata prikazana je na slici 2.
 Slika 2. Radio lemilo tipa pištolj
Slika 2. Radio lemilo tipa pištolj Kućanska lemilica namijenjena su za spajanje na mrežu s naponima od 12 i 220 V.
Iz razloga električne sigurnosti, lemilice od 220 volti moraju biti opremljene 3-polnim utikačem koji osigurava pouzdano uzemljenje. Za opremu od 12 volti dovoljan je jednostavan plosnati utikač s 2 pina.
Lem
Lemljeni su lemom - slitinom kositra i olova, mogući su dodaci drugih metala. Lem dolazi u obliku cijevi ili žice različitih promjera. Cjevasti lem je napunjen kolofonijom iznutra; lemljenje s njim je praktičnije.
Olovo se dodaje leguri kako bi se smanjio trošak. Njegov specifični sadržaj varira, što se izravno odražava na marku. Na primjer, POS-61 (vrlo popularan tercijarni) znači:
- P – lem;
- OS – kositar-olovo;
- 61 – sa 61 posto udjela kositra.
U svakodnevnom životu lemi se legurama sa smanjenim udjelom kositra, preporučljivo je kalajisati posuđe pomoću POS-90.
Osim toga, mogu se lemiti mekim i tvrdim lemovima. Meki sastavi imaju talište manje od 450, ostali su klasificirani kao tvrdi. Talište lema POS-61 je 190 – 192 °C. Zbog teškoća zagrijavanja, visokotemperaturno lemljenje tvrdim lemovima ne izvodi se električnim alatima.
Aluminij se lemi pomoću sastava s dodatkom metala s niskim talištem: aluminija i kadmija. Zbog povećane toksičnosti, lemljenje s njima može se obaviti samo ako nema alternative.
Fluks
Moraju biti zalemljeni ispod pomoćne komponente koja osigurava:
- otapanje oksidnih filmova na površini dijelova koji se spajaju;
- dobro prianjanje legure za lemljenje na njih;
- poboljšavajući uvjete za razlivanje legure po površini u tankom sloju.
Obično se u tu svrhu koristi kolofonij, kao i sastavi koji se temelje na njegovoj mješavini s alkoholom, glicerinom i cinkom. Kolofonij ima točku omekšavanja malo iznad 50°C i vrije na 200°C. Kemijski gledano, kolofonij je prilično agresivan prema metalima i higroskopan; kada je zasićen vlagom, brzo povećava vodljivost. Ovisno o dodacima i njihovoj koncentraciji, pokazuje svojstva neutralnih ili aktivnih fluksa.

Kolofonij se prodaje u obliku praha, komadića ili otopine kolofonija.
Srebro, nehrđajući čelik i neki drugi metali mogu se lemiti samo pomoću posebnih topitelja (poznatih kao kiseli topitelji ili kiseline za lemljenje).
Neki instalateri koji leme žice, kako bi poboljšali kvalitetu usluge, provode predgrijavanje na tableti aspirina, čije pare djeluju kao fluks.
Paste za lemljenje
Lemna pasta je sastav lema i topitelja. Koristi se za lemljenje na teško dostupnim mjestima, kao i kod ugradnje bezolovnih elektroničkih elemenata. Sastav se nanosi na komponentu, koja se zatim jednostavno zagrijava ubodom.
Možete napraviti vlastitu tjesteninu. Da biste to učinili, strugotine od kositra se pomiješaju s tekućim topilom do konzistencije poput gela. Pasta se čuva u hermetički zatvorenoj posudi, rok trajanja zbog oksidacije kositra ne prelazi šest mjeseci.
Stalak za lemljenje
Leme se vrhom zagrijanim na visoku temperaturu, pa se u pauzama alat ostavlja na postolju. Za snažne lemilice, napravljen je s dva nosača: stražnji za ručku, prednji za tijelo. Nosači su postavljeni na podlogu od šperploče koja se koristi za:
- ugradnja kutije kolofonija;
- skladištenje žice za lemljenje (primjer je prikazan na slici 3);
- čišćenje vrha.
Slika 3 pokazuje da postolje ne zahtijeva oskudne materijale i da se može izraditi ručno.
 Slika 3. Domaći stalak za snažno lemilo
Slika 3. Domaći stalak za snažno lemilo Za uređaje male snage često se koristi stožasti držač (pravilan ili spiralan, koji je također prikazan na slici 3) u koji se alat umeće s vrhom.
Stariji modeli postolja opremljeni su regulatorom radne temperature i LCD zaslonom za prikaz temperature vrha, slika 4. Takav alat za lemljenje često se naziva lemna stanica.
 Riža. 4. Primjer lemne stanice s indikatorom
Riža. 4. Primjer lemne stanice s indikatorom Pletenica za uklanjanje lema
Lemljeni su pletenicom u slučajevima kada je potrebno ukloniti lem s tiskane ploče prilikom demontaže dijelova. To je gusta mreža tankih bakrenih žica obloženih fluksom.
Princip rada temelji se na površinskom učinku: mreža "upija" lem otopljen na tiskanoj ploči zbog kapilarnih sila.
Uobičajena širina pletenice je oko 5 mm, isporučuje se u rolama u omotaču promjera približno 5 cm.
Vanjska pletenica starog savitljivog koaksijalnog kabela može obavljati funkciju odlemljivanja.
Sigurnosne mjere
Usklađenost sa sigurnosnim mjerama opreza:
- pomaže u zaštiti od toplinskih opeklina;
- sprječava požar;
- štiti od strujnog udara.
Prije nego počnete lemiti, trebali biste provjeriti radi li kabel za napajanje ispravno. Žalac ne smije dodirivati uzde ili druge predmete. Lemilo uvijek mora biti postavljeno na postolje. Zabranjeno je dirati njegovo tijelo, alat možete uzeti samo za dršku.
Priprema
Radno mjesto
Lemljenje se uvijek provodi pod normalnom općom rasvjetom (ne lošijom od 500 luksa); ako je potrebno stvoriti ugodnije uvjete, koristi se lokalni izvor rasvjete.
Treba osigurati dobru ventilaciju. Najbolji rezultati postižu se napom; u njegovom nedostatku, povremeno lemite kako biste prozračili prostoriju od para kolofonije (svakog sata tijekom intenzivnog rada).
Odabir lemilice prema snazi
Lemite pomoću lemilica različite snage. Obično se pretpostavlja da:
- lemilice male snage (20 – 50 W) prikladne su za rad s elektronikom i omogućuju vam lemljenje tankih žica;
- instrument od 100 W debljine ne veće od 1 mm;
- 200 W ili više omogućuje vam lemljenje tako masivnih dijelova koji u početku zahtijevaju upotrebu snažnih lemilica.
Snagu uređaja lako je procijeniti vizualno: lemilo od 50 W ispada da je malo veće od nalivpera, dok lemilo od 200 W ima ukupnu duljinu od oko 35-40 cm.
Lemilo za rad
Prije prve uporabe uklonite ostatke tvorničke masti iz kućišta. Njihovo izgaranje dovodi do pojave dima i neugodnog mirisa. Stoga se lemilo uključuje preko produžnog kabela, izlažući ga vani kroz prozor četvrt sata.
Zatim se vrh lemilice kuje čekićem: sabijanjem bakra produljuje se vijek trajanja. Vrh uboda je oblikovan:
- pod kutom ili rezom - za rad na licu mjesta (primjer je prikazan na slici 5);
- u obliku noža - s takvim ubodom nekoliko kontakata lemljeno je istovremeno (tipično za mikro krugove);
- posebni - koriste se za lemljenje nekih vrsta radio komponenti.
 Slika 5. Primjer univerzalnog oštrenja vrha lemilice i pravilnog održavanja njegovog radnog područja
Slika 5. Primjer univerzalnog oštrenja vrha lemilice i pravilnog održavanja njegovog radnog područja Prije nego počnete lemiti, trebali biste očistiti vrh od oksidnog filma. Ovaj postupak se provodi fino zrnatim brusnim papirom ili baršunastom turpijom, kao i kemijski: uranjanje u kolofonij. Očišćeni vrh se pokositri lemom.
Ako je potrebno, možete lemiti na točki snažnim lemilom. Da biste to učinili, bakrena žica promjera 0,5 - 1 mm namotana je na vrh, koristeći svoj slobodni kraj za zagrijavanje lema.
Dijelovi za lemljenje
Uvijek se leme u nekoliko faza. Prvo pripremite površinu metalnog vodiča:
- uklanjanje oksidnog filma nakon čega slijedi odmašćivanje;
- kalajisanje (nanošenje sloja kositra na kontaktne površine).
Zatim možete spojiti dijelove.
Iskorištene žice obavezno očistite.
Oksidni film uklanja se turpijom, brusnim papirom ili oštricom noža. Kod savitljivih žica obrađuje se svaka žica.
Izolacija emajlirane žice se skida povlačenjem po površini PVC cijevi na koju se pritisne zagrijanim vrhom.
Znak spremnosti je ravnomjerno sjajna površina bez zaostalog oksidnog filma.
Uvijek se leme s odmašćivanjem, tj. obrišite površinu krpom koja ne ostavlja dlačice ili salvetom navlaženom acetonom ili bijelim špiritom.
Nove žice nemaju oksidni film. Servisiraju se odmah nakon skidanja izolacije.
Potrebno je kalajisati bakreni vodič pomoću fluksa; nakon zagrijavanja, lem treba prekriti površinu metala tankim slojem. Ako postoje kvržice, ne preporučuje se lemljenje, žica se postavlja okomito, prolazeći lemilom od vrha do dna. Višak rastaljenog lema teče na vrh.
Po potrebi se kombiniraju postupci čišćenja i servisiranja. Da biste to učinili, stavite žicu premazanu smolom u brusni papir, zagrijte je dok je okrećete.
Kvaliteta nekih vrsta fluksa opada tijekom dugotrajnog skladištenja, kao i pod utjecajem vlage u zraku. Stoga su takvi tokovi lemljeni s dodatnom kontrolom roka trajanja.
Tehnika lemljenja žica korak po korak
Lemljenje žica izvodi se u sljedećem redoslijedu:
- Uklonite izolaciju u duljini od 3-5 cm (na žicama većeg promjera dužina skinutog dijela je veća).
- Po potrebi očistite i odmastite spojene vodiče.
- Formirajte čvrsti uvojak žica.
- Obradite dobiveni spoj fluksom.
- Nanesite lem na vrh i zalemite uvijanje, zagrijavanje se nastavlja dok se potpuno ne raširi; ponovite nekoliko puta ako je potrebno. Lem treba ispuniti sve šupljine spoja kao što je prikazano na slici 6.
- Dobiveni spoj je izoliran.
 Slika 6. Zalemljene pune žice
Slika 6. Zalemljene pune žice Lemljenje aluminijskih žica jedna s drugom, kao i s bakrenim žicama, nema temeljnih razlika, osim složenijeg postupka održavanja.
Metoda korak po korak za lemljenje radio komponenti na ploču
Tipično, radiokomponente i tvorničke tiskane pločice imaju vodove i staze s strujom koje su obložene kositrom. Mogu se lemiti bez prethodnog kalajisanja. Daske se mogu konzervirati samo ako ih sami napravite.
Postupak lemljenja uključuje sljedeće korake:
- Koristeći pincetu, savijte izvode pod željenim kutom, a zatim ih umetnite u rupe na ploči.
- Popravite dio pincetom.
- Sakupite lem na vrh, uronite ga u kolofonij i postavite ga na spojnu točku između vodiča i ploče kao što je prikazano na slici 7. Nakon zagrijavanja površina, lem teče na staze na ploči, izvod elementa i kontakte mikro kruga, ravnomjerno raspoređene po njima pod utjecajem sila površinske napetosti .
- Dio se drži u željenom položaju pincetom dok se lem ne stvrdne.
- Nakon završetka lemljenja obavezno operite ploču alkoholom i/ili acetonom.
- Dodatno, nadziru odsutnost kratkih spojeva komponenti ploče uzrokovanih kapljicama lema.
 Slika 7. Lemljenje izvoda radijskih komponenti na tiskanoj pločici
Slika 7. Lemljenje izvoda radijskih komponenti na tiskanoj pločici Za bolju fiksaciju, preporučljivo je naoštriti čeljusti pincete ili koristiti poseban alat poput onog prikazanog na slici 8.
Višak olova uklanja se bočnim rezačima.
 Riža. 8. Mogućnost pinceta za lemljenje
Riža. 8. Mogućnost pinceta za lemljenje Na ponovno korištenim pločama, rupe za pričvršćivanje čiste se od ostataka lemljenja drvenom čačkalicom.
Prilikom rada preporučljivo je pridržavati se sljedećih pravila:
- vrh je usmjeren paralelno s ravninom ploče;
- zbog opasnosti od pregrijavanja radijskih komponenti, kao i ljuštenja strujnih staza zbog pregrijavanja, ploče se leme ne više od 2 sekunde;
- Prije nanošenja lema vrh treba očistiti od oksida.
Mogući problemi s lemljenjem
Ako imate određenu brzo stečenu vještinu, lemljenje osigurava dobar kontakt. Nekoliko se problema lako identificira vizualno. To uključuje:
- slabo zagrijavanje spojenih komponenti ili tzv. hladno lemljenje - lem dobiva karakterističnu mutnu boju, mehanička čvrstoća kontakta se smanjuje, brzo se sruši;
- pregrijavanje komponenti - lem uopće ne pokriva površine, tj. praktički nema veze;
- pomicanje komponenti koje se spajaju dok se lem potpuno ne skrutne - vidljiv oštar prekid u filmu stvrdnutog lema, nema veze.
Uklanjanje ovih nedostataka provodi se ponovnim lemljenjem.
Zaključak
Lemljeni priključci pružaju visoku kvalitetu u kombinaciji s lakoćom izrade. Postupak je jednostavan za provedbu (možete naučiti kako lemiti za nekoliko sati), ali morate pažljivo izvršiti nekoliko uzastopnih operacija, pažljivo slijedeći tehnologiju rada.
Možete ispravno lemiti samo ako imate radni alat.
Mogući problemi tijekom lemljenja Uvijek lemite uz strogo pridržavanje sigurnosnih propisa.
Video upute za lemljenje
Ovaj članak će vam pomoći da naučite kako pravilno lemiti s lemilom ako ga prije niste držali u rukama. Lemilo je zaista neophodna stvar ako ste radio amater, sistem administrator, želite sami popravljati kućnu elektroniku ili ako želite naučiti nešto novo i korisno.
Važno je razumjeti da ako danas trebate ponovno lemiti žice u kućanskim aparatima ili lemiti matičnu ploču u računalu, čitanje jednog članka očito neće biti dovoljno. Unatoč prividnoj jednostavnosti, rad s lemilom je gotovo umjetnost koja zahtijeva brigu, iskustvo i mirnu ruku. Prije nego što lemite bilo što za žicu koja ima vrijednost, trebali biste se dobro uvježbati na potrošnom materijalu.
Princip rada lemilice
Razumijevanje rada lemilice nije teško. Grijaći element se zagrijava do visoke temperature ( 300 i više stupnjeva). Lemljenje je proces upijanja posebne tvari (lema). Ima nižu točku taljenja od žice za lemljenje.
Lemilo topi lem, koji ispunjava sve mikropore metala, u interakciji s njima na molekularnoj razini. Kada se ohladi, "lijepi" se i stvara stabilnu vezu između dva dijela žice.
Lemilo i alat potreban za rad
Odgovarajući na pitanje "kako lemiti s lemilom", potrebno je dotaknuti temu alata i potrošnog materijala potrebnog za lemljenje. Dakle, za ispravno i učinkovito lemljenje trebat će vam:
- Samo lemilo
- Poseban stalak
- Lem
- Dodatni alati
Lemilica
Postoji mnogo različitih modela potrebnih za rješavanje širokog spektra tehničkih problema. Ali glavni kriterij je snaga. Na temelju snage podijeljeni su u nekoliko vrsta:
- 3-10 W. Ovo su modeli s najmanjom snagom. Namijenjeni su za lemljenje najmanjih i najosjetljivijih mikro krugova
- 20-40 W. Pripadaju kategoriji "kućanstva" ili amaterskog radija. Uz njihovu pomoć možete lemiti žicu, tranzistor ili neki drugi dio
- 60-100 W. Ako su žice koje zahtijevaju lemljenje vrlo debele, ova vrsta će biti dovoljna. Često ga koriste ljubitelji automobila ili profesionalni mehaničari
- 100 W i više. Ovim lemilom možete zalemiti debelu žicu, tavu ili čak hladnjak automobila. Koriste ih samo profesionalci i iz očitih razloga nisu primjenjivi u svakodnevnom životu.
Ako planirate lemiti radio komponente, to će biti dovoljno 25 vata alat. Za lemljenje obične žice, snaga bi trebala biti dovoljna, ali za svakodnevnu upotrebu vrijedi odabrati model u 35 W i viši.
Stalci se često prodaju u kompletu. Ne samo da čuvaju vaš radni stol od mrlja od lemljenja, već vam također omogućuju da uvijek kontrolirate položaj alata. Prilikom rada treba biti na rubu stola. Važno je pratiti kabel za napajanje.
Lem
Ova posebna legura s niskim talištem obično koristi sljedeće tvari:
- Kositar
- voditi
- Kadmij
Ili bilo koji drugi metal s odgovarajućim talištem. Najtopljiviji imaju talište do 80 stupnjeva, a najstabilniji su preko 900.
Fluks
Ovo je naziv posebne tvari koja djeluje kao poveznica između lemljenja i metala žice. Pomaže prianjanju lema, te ga uspješno štiti od oksidacije i pomaže odmašćivanje. Najpopularniji brend je LTI 120.
Ako je potrebno, to se može učiniti samostalno. Da biste to učinili, samo otopite kolofonij u alkoholu (oko 60 do 40%) i temeljito protresite.
Dodatni alat
Za udobno i sigurno lemljenje pomoću lemilice trebate nabaviti sljedeće predmete:
- Rezači žice. Oni grizu žicu, uklanjaju izolaciju i podupiru dio tijekom rada.
- Turpija - za čišćenje grijaćeg dijela lemilice
- Skalpel s pincetom. Pomoći će vam da izbjegnete opekline prstiju pri radu s malim dijelovima.
Početak rada
Novo lemilo mora biti očišćeno i pokositreno. Treba ga uključiti u mrežu 15-20 minuta. U ovom slučaju tvorničko mazivo često počinje izgorjeti, a sam alat može malo pušiti, to nije velika stvar.
Nakon zagrijavanja, radnu površinu pažljivo očistite turpijom, a zatim je odmah umočite u lem. Važno je ne dopustiti da oksidira. Alat je sada spreman za upotrebu.
Važno je da je vrh vašeg alata izrađen od metal-keramike. Ne može se obraditi datotekom. Za to postoji posebna vlažna krpa, kojom morate nježno prebrisati površinu.
Kako lemiti žicu: proces
Vrlo je važno pripremiti površinu. Na njemu ne bi smjelo biti stranih tvari, poput masti, boje, laka ili ostataka izolacije. Uspjeh svih radova ovisi o čistoći. Ako nešto ima, treba pažljivo očistiti skalpelom i obrisati da ne ostane prašina.
Zatim uzmite malo lema s vrhom i pažljivo ga zalemite na pravo mjesto. Ovo nije vrlo kompliciran proces, ali zahtijeva "tvrdu" ruku, a prvi put vjerojatno nećete dobiti lijep i uredan lem.
Tijekom rada vrijedi zapamtiti nekoliko pravila:
- Lemljenje mora biti brzo
- Ako ne možete zalemiti žice odmah, trebali biste ih pustiti da se ohlade prije drugog pokušaja. Ovo se dvostruko odnosi na radio komponente ili mikrosklopove
- Kraj alata treba primijeniti cijelom površinom, postupak će biti najučinkovitiji
Kako sigurnije lemiti žice? Trebali biste ih uvijati prije početka postupka. Nakon hlađenja, izolirani su električnom trakom kako bi se izbjegli kratki spojevi tijekom rada.
Dobar lem je sjajan, ravnomjeran i bez ikakvih pukotina. Tada će trajati što je duže moguće i nećete imati problema s uređajem.
Sigurnosne mjere opreza
Kako lemiti lemilicom, a da se ne opečete? Moraju se poštivati sigurnosne mjere opreza. Rad s lemilom nije najbolje vrijeme za iskušavanje sreće kršenjem sigurnosnih pravila. Postoji nekoliko jednostavnih savjeta:
- Očistite radnu površinu od stranih tijela
- Uklonite pretjerano znatiželjnu djecu i životinje iz sobe
- Pazite na kabel - ako ga dodirnete nogom ili rukom, postoji opasnost od opeklina
- Ako u prostoriji ima stranaca, upozorite ih da radite s uključenim lemilom.
- Flux - samo malo. Ako ga upotrijebite previše, može vam se poprskati po ruci ili u najgorem slučaju direktno u oči.
- Svaki put ne biste trebali uzeti više lema od 2 obroka. Ako pretjerate, može kapnuti na stol, ruku ili još gore - na zalemljeni čip.
Slijedeći ova jednostavna pravila, zaštitit ćete se od krajnje neugodnih posljedica. Ako svoj posao shvatite ozbiljno i ne ostavljate svoj stroj za lemljenje bez nadzora, ne bi trebalo biti nikakvih problema.
Ispravno zalemite žice
Daljnji rad cijelog uređaja ovisi o tome kako je žica lemljena. Iskusni majstori daju niz savjeta za visokokvalitetno i pouzdano lemljenje:
- Ako nema dovoljno lema, neće moći ispravno držati dijelove zajedno i ispuniti sve praznine
- Ako na vrhu nema dovoljno fluksa, mjesto lemljenja ispada heterogeno i neravnomjerno, što negativno utječe na rezultat. To se može dogoditi kada se instrument zagrije, tada kolofonij ispari prije nego što je lemljenje završeno.
- Kada kolofonijuma ima previše, može prskati i dodirivati susjedne kontakte ili žice, au najgorem slučaju doći vam na ruku
S iskustvom dolazi mogućnost zagrijavanja lemilice na željenu temperaturu i korištenje točno onoliko lema koliko je potrebno. Održavajući savršenu ravnotežu, lem samostalno poprima željeni oblik i pravilno teče oko kontakata. Upravo tome trebamo težiti.
Najbolje je koristiti lemilice koje imaju termostat. Tada je lako održavati željenu temperaturu, što pozitivno utječe na proces i rezultat rada. Lemilo bez regulatora može se brzo pregrijati, a njegov vrh može pocrniti od oksidacije. Zatim ga morate povremeno isključiti. Održavanje potrebne temperature je vrlo teško, a lemljenje nije dovoljno kvalitetno.
Kako učinkovito lemiti pomoću lemilice?
Najbolji način da naučite kako nešto učiniti je vježbanje. Lemljenje nije iznimka. Postoje brojne vježbe koje će vam pomoći u svladavanju ovog nedvojbeno složenog, ali korisnog instrumenta.
Trebali biste uzeti golu ili izoliranu žicu (za vježbanje skidanja izolacije) i prerezati je na 12 identičnih dijelova. Da ne bi bili premali, optimalna duljina je 30-40 centimetara(prije rezanja).
Nakon rezanja, trebate uzeti lemilo i oblikovati kocku od ovih praznina, koristeći samo lemilo i kliješta. To će vam omogućiti da osjetite instrument i naviknete se koristiti ga. Zatim gotovu ohlađenu kocku treba uzeti na dlan i stisnuti u šaku. Rad je zadovoljavajući ako priraslice ostanu netaknute. Ovo se može vježbati kako bi vaše vještine bile na visokoj razini, čak i ako ste iskusni profesionalac i sigurni u sebe.
Druga metoda obuke za rad s lemilom zahtijeva tanku žicu i ogoljeni kabel. Potrebno ga je omotati oko žice, a zatim pažljivo zalemiti pomoću lemilice i kliješta. Trebali biste vježbati dok prvi put ne uspijete dobro zalemiti žice. Nakon toga trebali biste započeti normalan odgovoran posao.
Redovito vježbanje omogućit će vam da vrlo brzo postignete značajan napredak u lemljenju. Za kratko vrijeme moći ćete sami popraviti svoj radio, ožičenje (uz oprez) ili druge kućanske uređaje. Ali prije toga, trebali biste ovu stvar povjeriti stručnjacima kako ne biste riskirali skupe stvari.