DIY peć za topljenje. Domaća električna peć za topljenje metala DIY mini peć za topljenje aluminija
Domaća peć za taljenje može biti izrađena od grafita, cementa, tinjca ili pločica. Dimenzije peći ovise o naponu napajanja i izlaznom naponu transformatora.
Domaća peć za taljenje postupno se zagrijava, ali postiže značajnu toplinu. Za ovaj dizajn potrebno je na elektrode instalirati napon od 25 V. Ako se u dizajnu koristi industrijski transformator, tada bi razmak između elektroda trebao biti 160-180 mm.
Proces izrade domaće peći za taljenje
Možete napraviti peć za taljenje vlastitim rukama. Njegove dimenzije bit će 100x65x50 mm. U ovom dizajnu možete rastopiti 70-80 g srebra ili drugog metala. Takve mogućnosti za domaći uređaj za topljenje su vrlo dobre.
Materijali i alati:
- četke iz elektromotora velike snage;
- grafit;
- elektrodne šipke koje se koriste u lučnim pećima za taljenje;
- bakrene žice;
- nokti;
- tinjac;
- cementne pločice;
- cigla;
- metalna posuda;
- prah ugljičnog grafita;
- fina vodljiva žica;
- transformator;
- datoteka.
![]()
Da biste vlastitim rukama napravili peć za taljenje, za elektrode možete koristiti četke iz elektromotora velike snage. Imaju odličnu žicu za provođenje struje.
Ako ne možete kupiti takve kistove, možete ih sami napraviti od komada grafita. Možete koristiti elektrodnu šipku koja se koristi u pećima za lučno taljenje.
Na stranama ove šipke morate napraviti 2 rupe promjera 5 mm, a zatim, za povećanje čvrstoće, pažljivo ukucajte čavao odgovarajuće veličine. Da bi se poboljšao kontakt s grafitnim prahom, pomoću turpije potrebno je napraviti mrežasti zarez na unutarnjoj površini ovih elektroda.
Tinjac se koristi za izradu unutarnje površine stijenki peći. Ima slojevitu strukturu i stoga se može koristiti kao dobar toplinski izolacijski zaslon.
Vanjska površina konstrukcije mora biti obložena cementnim ili azbestnim pločama debljine 6-8 mm. Nakon postavljanja zidova, moraju se vezati bakrenom žicom.
Kao izolacijski stalak za uređaj treba koristiti ciglu. Ispod je postavljen metalni pladanj. Trebao bi biti emajliran i imati strane na stranama.
Zatim trebate napraviti ugljični grafitni prah. Može se pripremiti od nepotrebnih šipki. Bolje je raditi s turpijom ili pilom za metal.

Prilikom korištenja štednjaka grafitni prah postupno izgara pa ga je potrebno povremeno dolijevati.
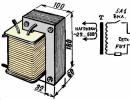
Za rad uređaja koristi se silazni transformator s naponom od 25 V.
U tom slučaju mrežni namot transformatora mora imati 620 zavoja bakrene žice promjera 1 mm. S druge strane, silazni namot trebao bi imati 70 zavoja bakrene žice. Ova žica mora imati izolaciju od stakloplastike i pravokutnog poprečnog presjeka dimenzija 4,2 x 2,8 mm.
Povratak na sadržaj
Kako napraviti transformator?
Ako ne možete kupiti transformator dovoljno velike snage, može se napraviti od nekoliko sličnih transformatora manje snage. Moraju biti projektirani za isti mrežni napon.
U tu svrhu potrebno je izlazne namotaje ovih transformatora spojiti paralelno.
Može se napraviti. Da biste to učinili, morate pripremiti metalne ploče u obliku slova L s unutarnjim presjekom od 60x32 mm. Mrežni namot takvog transformatora izrađen je od emajlirane žice s poprečnim presjekom od 1 mm. Trebao bi imati 620 zavoja. U ovom slučaju, silazni namot izrađen je od žice pravokutnog poprečnog presjeka dimenzija 4,2x2,8 mm. Trebao bi imati 70 zavoja.

Nakon postavljanja peći, spaja se na transformator pomoću bakrene žice debljine 7-8 mm. Žica mora imati vanjsku izolaciju kako tijekom rada pećnice ne bi došlo do kratkog spoja.
Kada je pećnica potpuno spremna za upotrebu, potrebno ju je dobro zagrijati. U tom slučaju organske tvari u strukturi trebaju izgorjeti. Tijekom ovog postupka, soba treba biti dobro prozračena.
Uređaj će raditi bez čađe. Nakon toga se provjerava rad peći. Ako sve radi u redu, možete započeti s radom uređaja.
Povratak na sadržaj
Kako se metal topi u peći?
Taljenje metala izvodi se na sljedeći način. Pomoću male lopatice (u sredini peći) morate napraviti malu rupu u grafitnom prahu, staviti tamo metalni otpad i zakopati ga.
Ako komadi metala koje treba otopiti imaju različite veličine, tada prije svega položite veliki komad. Nakon što se otopi dodajte male komadiće.
Kako biste provjerili je li se metal već otopio, možete malo zaljuljati jedinicu. Ako se prah mreška, to znači da se metal otopio.
Nakon toga morate pričekati dok se obradak ne ohladi, zatim ga okrenuti na drugu stranu i ponovno otopiti.
Ovaj postupak se mora ponoviti nekoliko puta dok metal ne poprimi oblik lopte. U tom slučaju smatra se da je taljenje metala obavljeno kvalitetno.

Ako trebate rastopiti piljevinu ili metalne strugotine od jeftinih metala, morate ih uliti u prašak i izvršiti normalno topljenje.
Skuplje ili plemenite metale treba staviti u staklenu medicinsku ampulu i rastaliti zajedno s tom ampulom. U tom slučaju na površini rastaljenog metala nastaje film od stakla koji se lako može ukloniti stavljanjem u vodu.
Metale koji se lako tope treba staviti u željezne posude. Ako je potrebno izraditi slitinu raznih metala, tada se u peć najprije stavlja onaj metal koji se slabije topi. Nakon što se otopi, dodajte topljivo. Na primjer, da biste dobili leguru bakra i kositra, prvo morate staviti bakar u prah, a zatim kositar. Da bi se dobila legura bakra i aluminija, prvo se tali bakar, a zatim aluminij.
Ovaj uređaj može topiti metale kao što su kositar, željezo, bakar, aluminij, nikal, srebro i zlato. Nakon taljenja metala se kuje. Kovan je na nakovnju pomoću čekića. U tom slučaju potrebno je često zagrijavati obradak na vatri do crvenog vrućina, a zatim ga ponovno udarati čekićem. Nakon toga, metal se stavlja u hladnu vodu i zatim ponovno udara čekićem dok izradak ne postigne potrebne dimenzije.
Ni u kojem slučaju ne smiju se taliti metali poput olova, magnezija, cinka, kadmija, kupronikla, budući da pri izgaranju stvaraju vrlo otrovni žuti dim koji štetno djeluje na ljudsko zdravlje. Ne možete topiti srebrne kontakte s releja i drugih uređaja jer sadrže do 50% kadmija.
Danas se indukcijske peći naširoko koriste u procesu taljenja metala. Struja proizvedena u polju induktora doprinosi zagrijavanju tvari, a ova značajka takvih uređaja nije samo osnovna, već i najvažnija. Prerada uzrokuje da tvar prolazi kroz nekoliko transformacija. Prvi stupanj transformacije je elektromagnetski stupanj, zatim slijedi električni stupanj, a zatim toplinski stupanj. Temperatura koju stvara peć koristi se praktički bez ostatka pa je ovo rješenje najbolje od svih ostalih. Mnogi bi mogli biti zainteresirani za proizvedenu peć. Zatim ćemo govoriti o mogućnostima implementacije takvog rješenja.
Vrste peći za taljenje metala
Ova vrsta opreme može se podijeliti u glavne kategorije. Prvi ima srčani kanal kao bazu, a metal se u takvim pećima postavlja prstenasto oko induktora. Druga kategorija nema takav element. Ova vrsta se naziva lončić, a metal se nalazi unutar samog induktora. Tehnički je nemoguće koristiti zatvorenu jezgru u ovom slučaju.
Osnovni principi
Peć za taljenje u ovom slučaju radi na temelju fenomena magnetske indukcije. I ima nekoliko komponenti. Induktor je najvažnija komponenta ovog uređaja. To je zavojnica, čiji vodiči nisu obične žice, već bakrene cijevi. Ovaj zahtjev nameće sam dizajn peći za taljenje. Struja koja prolazi kroz induktor stvara magnetsko polje koje utječe na lončić unutar kojeg se nalazi metal. U ovom slučaju materijal igra ulogu sekundarnog namota transformatora, odnosno kroz njega prolazi struja, zagrijavajući ga. Ovako dolazi do taljenja, čak i ako sami napravite indukcijsku peć. Kako izgraditi ovu vrstu peći i povećati njenu učinkovitost? Ovo je važno pitanje koje ima odgovor. Korištenje visokofrekventnih struja može značajno povećati učinkovitost opreme. Za to je prikladno koristiti posebne izvore napajanja.

Značajke indukcijskih peći
Ova vrsta opreme ima određene karakteristike koje su i prednosti i nedostaci.
Budući da raspodjela metala mora biti ravnomjerna, dobiveni materijal karakterizira dobra homogena masa. Ova vrsta peći radi tako da energiju prenosi kroz zone, a ujedno uvodi i funkciju fokusiranja energije. Dostupni su parametri kao što su kapacitivnost, radna frekvencija i način oblaganja, kao i regulacija temperature na kojoj se tali metal, što značajno olakšava proces rada. Postojeći tehnološki potencijal peći stvara visoku stopu taljenja, uređaji su ekološki prihvatljivi, potpuno sigurni za ljude i spremni za uporabu u svakom trenutku.
Najuočljiviji nedostatak takve opreme je teškoća čišćenja. Budući da se troska zagrijava isključivo zbog topline koju stvara metal, ova temperatura nije dovoljna za njezino potpuno iskorištenje. Velika razlika u temperaturi između metala i troske ne dopušta da proces uklanjanja otpada bude što jednostavniji. Kao još jedan nedostatak, uobičajeno je istaknuti razmak, zbog kojeg je uvijek potrebno smanjiti debljinu obloge. Zbog takvih radnji, nakon nekog vremena može postati neispravan.

Korištenje indukcijskih peći u industrijskim razmjerima
U industriji se najčešće nalaze lončane i kanalne indukcijske peći. U prvom se provodi topljenje bilo kojih metala u proizvoljnim količinama. Kontejneri za metal u takvim varijantama mogu primiti do nekoliko tona metala. Naravno, u ovom slučaju nemoguće je napraviti indukcijske peći za taljenje vlastitim rukama. Kanalne peći namijenjene su taljenju raznih vrsta obojenih metala, kao i lijevanog željeza.
Ova tema često zanima ljubitelje radijskog dizajna i radio tehnologije. Sada postaje jasno da je stvaranje indukcijskih peći vlastitim rukama sasvim moguće, a mnogi su to uspjeli. Međutim, za izradu takve opreme potrebno je implementirati rad električnog kruga koji bi sadržavao propisane radnje same peći. Takva rješenja zahtijevaju uključivanje onih koji su sposobni proizvesti valne oscilacije. Jednostavna indukcijska peć "uradi sam" prema shemi može se izgraditi pomoću četiri elektroničke svjetiljke u kombinaciji s jednom neonskom svjetiljkom, koja daje signal da je sustav spreman za rad.
U ovom slučaju, ručka AC kondenzatora se ne nalazi unutar uređaja. Zahvaljujući tome, možete napraviti indukcijsku peć vlastitim rukama. Dijagram uređaja detaljno opisuje mjesto svakog pojedinog elementa. Da li je uređaj dovoljno snažan provjerite pomoću odvijača koji bi se trebao užariti u samo nekoliko sekundi.

Osobitosti
Ako vlastitim rukama stvarate indukcijsku peć, čiji se princip rada i montaža proučavaju i provode prema odgovarajućoj shemi, trebali biste znati da na brzinu taljenja u ovom slučaju može utjecati jedan ili više čimbenika navedenih u nastavku. :
Frekvencija pulsa;
Histerezni gubici;
Generiranje snage;
Razdoblje oslobađanja topline;
Gubici povezani s pojavom vrtložnih struja.
Ako planirate izgraditi indukcijsku peć vlastitim rukama, tada kada koristite svjetiljke morate zapamtiti da njihova snaga treba biti raspoređena tako da su dovoljna četiri komada. Kada koristite ispravljač, dobit ćete mrežu od približno 220 V.
Upotreba štednjaka u kućanstvu
U svakodnevnom životu takvi se uređaji koriste prilično rijetko, iako se slične tehnologije mogu naći u sustavima grijanja. Mogu se vidjeti u obliku mikrovalnih pećnica i U okruženju novih tehnologija ovaj je razvoj našao široku primjenu. Na primjer, korištenje vrtložnih struja u indukcijskim štednjacima omogućuje vam kuhanje velikog broja jela. Budući da im treba vrlo malo vremena da se zagriju, plamenik se ne može uključiti ako ništa ne stoji na njemu. No, za korištenje tako posebnih i korisnih kuhala potrebno je posebno posuđe.

Proces izgradnje
Indukcija "uradi sam" sastoji se od induktora, koji je solenoid izrađen od vodom hlađene bakrene cijevi i lončića, koji može biti izrađen od keramičkih materijala, a ponekad i od čelika, grafita i drugih. U takvom uređaju možete taliti lijevano željezo, čelik, plemenite metale, aluminij, bakar, magnezij. Indukcijske peći "uradi sam" izrađuju se s kapacitetom lonca od nekoliko kilograma do nekoliko tona. Mogu biti vakuumski, plinski, otvoreni i kompresorski. Peći se napajaju strujom visoke, srednje i niske frekvencije.
Dakle, ako ste zainteresirani za izradu vlastite indukcijske peći, shema uključuje korištenje sljedećih glavnih komponenti: kupka za taljenje i indukcijska jedinica, koja uključuje kamen za ognjište, induktor i magnetsku jezgru. Kanalna peć se razlikuje od lončane peći po tome što se elektromagnetska energija pretvara u toplinsku energiju u kanalu za oslobađanje topline, u kojem uvijek mora postojati elektrovodljivo tijelo. Za početno pokretanje kanalne peći u nju se ulije rastaljeni metal ili se umetne šablona od materijala koji se može ispraviti u peći. Kada je topljenje završeno, metal nije potpuno isušen, ali ostaje "močvara", namijenjena za ispunjavanje kanala za oslobađanje topline za buduće pokretanje. Ako ćete vlastitim rukama izgraditi indukcijsku peć, tada je za lakšu zamjenu kamena ognjišta za opremu napravljena odvojiva.

Komponente peći
Dakle, ako ste zainteresirani za izradu mini indukcijske pećnice vlastitim rukama, onda je važno znati da je njegov glavni element grijaća spirala. U slučaju domaće verzije, dovoljno je koristiti induktor od gole bakrene cijevi promjera 10 mm. Za induktor se koristi unutarnji promjer od 80-150 mm, a broj zavoja je 8-10. Važno je da se zavoji ne dodiruju, a razmak između njih je 5-7 mm. Dijelovi induktora ne smiju doći u dodir s njegovim zaslonom; minimalni razmak mora biti 50 mm.
Ako planirate napraviti indukcijsku peć vlastitim rukama, trebali biste znati da se u industrijskim razmjerima voda ili antifriz koriste za hlađenje induktora. U slučaju niske snage i kratkotrajnog rada uređaja koji se stvara, možete bez hlađenja. Ali tijekom rada, induktor se jako zagrijava, a kamenac na bakru ne samo da može oštro smanjiti učinkovitost uređaja, već i dovesti do potpunog gubitka njegovih performansi. Nemoguće je samostalno napraviti hlađeni induktor, pa će ga trebati redovito mijenjati. Ne možete koristiti prisilno hlađenje zrakom, jer će kućište ventilatora postavljeno blizu zavojnice "privući" EMF, što će dovesti do pregrijavanja i smanjenja učinkovitosti peći.

Generator
Prilikom sastavljanja indukcijske peći vlastitim rukama, krug uključuje korištenje tako važnog elementa kao generatora izmjenične struje. Ne pokušavajte napraviti štednjak ako ne poznajete osnove radioelektronike barem na razini polukvalificiranog radioamatera. Izbor strujnog kruga generatora treba biti takav da ne proizvodi široki spektar struje.
Korištenje indukcijskih peći
Ova vrsta opreme naširoko se koristi u područjima kao što su ljevaonice, gdje je metal već očišćen i treba mu dati određeni oblik. Također možete nabaviti neke legure. Također su postali široko rasprostranjeni u proizvodnji nakita. Jednostavno načelo rada i mogućnost sastavljanja indukcijske peći vlastitim rukama omogućuju vam povećanje isplativosti njegove uporabe. Za ovo područje mogu se koristiti uređaji kapaciteta lonca do 5 kilograma. Za male proizvodnje ova će opcija biti optimalna.
U ovom ću vam vodiču reći kako sam koristio cigle za izradu peći za topljenje noževa za toplinsku obradu.
Nedavno sam se počeo baviti izradom noževa i dio procesa uključivao je toplinsku obradu metala. Gledao sam razne upute kako napraviti talionicu, gdje su bušilicom s palicom bušili rupe, ali odlučio sam sve napraviti jednostavnije i jeftinije.
Za izradu rupe koristio sam pilu za metal, ravni odvijač i rašpicu. Koristio sam cement iz peći da spojim cigle. Nadalje sam shvatio da to nije apsolutno potrebno, ali za mene je bilo vrijedno potrošenog novca.
Korak 1: Kupite cigle

Morate kupiti tri cigle otporne na toplinu (kasnije ćete saznati zašto baš tri). Vrlo se lako mrve i lome, što olakšava rad s njima.
Korak 2: Označite krugove




Prvo što sam napravio bilo je da sam položio jednu ciglu na drugu i označio im središte. Zatim sam tražio kružne objekte koji bi se mogli koristiti kao predložak za označavanje kruga. Unutarnja rola selotejpa i bit za izradu rupa od 5,5 cm savršeno su mi poslužili.Već sam rekao da ovaj bit nije potreban za projekt i koristio sam ga samo kao predložak za crtanje kruga.
Možete potražiti bilo koju okruglu stvar pri ruci, poput čaše. Morate dobiti veliku rupu s jedne strane i nešto manju rupu s druge - to će dovesti do ovoga. Da će rupa biti stožastog oblika. Nema potrebe da se trudite da bude savršen - samo učinite sve što je točnije moguće.
Korak 3: Spajanje krugova



Sada povezujem prednju rupu sa stražnjom rupom pomoću ravnala. Rezultat možete vidjeti na posljednjoj fotografiji.
Korak 4: Ispilite utore u ciglama



Sada, pomoću pile za metal, radim rezove duž duljine cigle, a razmak između njih (na oko) je otprilike 5-7 mm. Materijal se vrlo lako podaje i svi rezovi se mogu napraviti za oko 5 minuta, čak štoviše, trebalo mi je toliko vremena jer sam pilio pažljivo, pokušavajući doći što bliže iscrtanim radijusima. Počeo bih piliti, a zatim provjeriti koliko sam blizu crtama.
Još jednom ponavljam da ne morate sve raditi savršeno - možete ići malo dalje od linije, samo obratite pozornost na ovaj proces. Obavezno nosite zaštitne naočale, rukavice i respirator jer materijal od cigle nije baš zdrav, a piljenje proizvodi vrlo fini prah koji vam može ući u pluća.
Korak 5: Razbijanje particija



Nakon što ste napravili sve rezove, uzmite ravni odvijač i zabodite ga u utore. Koristite ga kao klin za izbijanje potrebnih dijelova. Cigla ne pruža otpor i vrlo se lako lomi.
Korak 6: Formiranje rupa


Nakon što su sve velike pregrade izlomljene, uzmite rašpicu i oblikujte rupu u pravilniji oblik. Obična okrugla turpija će vam najvjerojatnije odgovarati za ovaj postupak. Ne pritiskajte prejako, samo lagano, ravnomjerno pritiskajte. Koristite krugove koje ste prethodno nacrtali na ciglama kao vodeće linije.
Korak 7: Završna obrada rupe



Zatim sam poravnao cigle i pogledao na kojim područjima treba raditi. Opet sam pokušao napraviti što okrugliju rupu. Nisam se trudio da bude savršen. Jednostavno sam ga zaokružio na prihvatljiv oblik.
Korak 8: Cement za spajanje cigli

Za spajanje cigli koristio sam cement iz peći. Kovačnica će koristiti propanski plamenik koji neće premašiti maksimalno ograničenje mojeg cementa od 1500 stupnjeva Celzijusa. Ako spajate cigle sličnim mortom, pročitajte upute za to.
Korak 9: Nanesite cement



Slijedite upute za nanošenje cementa na spojeve.
Korak 10: Spajanje cigli


Nanio sam malo cementa i na strane cigli. Nakon što sam spojio cigle zajedno, stavio sam limenku boje na vrh kao uteg. Prema uputama, cement se veže unutar jednog sata.
Korak 11: Pecite cement



Prema uputama, nakon sušenja, morate peći cement na 260 stupnjeva Celzijusa. Stavio sam cigle u svoj plinski roštilj, upalio plamenik, pričekao dok nije bila odgovarajuća temperatura, uključio drugi plamenik i pričekao malo, a zatim ponovio s trećim plamenikom. Mjerač roštilja pokazivao je 260 stupnjeva, ali cigle su dosegle samo 150 stupnjeva, pa sam ih odnio izravno na grijanje i upotrijebio laserski termometar da provjerim dok nisu bile na odgovarajućoj temperaturi. Nakon što je mjerač pokazao da su cigle dosegle 260 stupnjeva, ugasio sam plamenike i zatvorio poklopac roštilja, ostavivši kovačnicu da se ohladi na sobnu temperaturu.
Korak 12: Izbušite rupu u kovačnici


Zatim sam, koristeći svrdlo istog promjera kao mlaznica propanske baklje (1 cm u mom slučaju), izbušio rupu pod kutom, oko 3 cm od ruba na ulaznoj strani kovačnice. Sama mlaznica plamenika je pod kutom. Imajte ovo na umu kada bušite rupu - neće vam se svidjeti ako je kut preširok ili je rupa nezgodna. Postavio sam mlaznicu plamenika na ciglu da vidim koji bi kut bio idealan za mene.
Korak 13: Testiranje sirene




Vrijeme je da testiramo kovačnicu i tu nam treba treća cigla. Nalazi se iza kovačnice i djeluje kao regulator. Još uvijek trebam eksperimentirati s ovim procesom, ali ono što mogu reći je da ako pokrijete rupu. Kovačnica se ne zagrijava jako. Ako ciglu postavite pod kutom, dopuštajući zraku da prođe u kovačnicu, tada se kovačnica više zagrijava. Također sam otkrio da različiti položaji cigli čine zvuk trube drugačijim. U zatvorenom videu zvuk nije nimalo impresivan, ali ako malo otvorite rupu, kovačnica proizvodi zvuk sličan tutnjavi rakete, a što je zvuk glasniji, kovačnica je vruća.
Korak 14: Pogovor




Uzeo sam komad mekog čelika da vidim hoće li se užariti. Na fotografijama možete vidjeti da sam u tome uspio. Ne znam koliko je potrebno jer sam isprobao različite kutove za treću ciglu, ali čelik se zagrijao brže nego što sam očekivao. Na zadnjoj fotografiji možete vidjeti sjaj nakon što sam ugasio plamenik. Također želim napomenuti da mlaznica plamenika određuje koliko će biti visoka temperatura u kovačnici. Sa svojom mini pećnicom uspješno sam žario komad čelika i kalio nož.
Također sam uspio stvoriti tehniku Mokume-gane kombinirajući 8 komada čelika. Na kraju sam bio vrlo zadovoljan rezultatima i u budućnosti ću pronaći način da svoju vlastitu talionicu aluminija umotam u metal kako bih produžio njen životni vijek - cigle su vrlo krhke i raspadnu se pod svakim jačim udarcem. Također je važno napomenuti da se vanjska površina opeke zagrijava do otprilike 120-190 stupnjeva Celzijusa, stoga nemojte postavljati kovačnicu na zapaljive materijale. Također bi bilo dobro imati aparat za gašenje požara u blizini kovačnice.
Taljenje metala najbolje je obaviti na posebnoj opremi nakon odgovarajuće teorijske obuke ili pod vodstvom iskusnog radnika u ljevaonici - ovo je, da tako kažem, idealna opcija. U slučaju da vam prvo, drugo i treće nisu dostupni, a okolnosti vas tjeraju da se amaterski bavite ljevaonicom, možete pokušati sami izgraditi peć za taljenje. Talentirani metalurg, Evgeniy Yaroslavovich Khomutov, preporučuje izradu domaće visokotemperaturne peći prema vlastitom dizajnu.
Osnova konstrukcije peći bit će standardna vatrootporna cijev koja se nalazi u kompletu za zidanje od vatrootporne šamotne gline. Duljina cijevi treba biti 300 mm. Na oba ruba cijevi izbušene su dvije rupe za zaključavanje za pričvršćivanje nikromske niti koja će služiti kao grijaći element. Duljina žice može se izračunati pomoću formule:
L=RxS/str,
Gdje:
R je otpor grijaćeg elementa, određen Ohmovim zakonom;
S - dio nichrome žice;
p - otpor nikroma jednak 1,2;
L je potrebna duljina.
Žica je pričvršćena u prvoj bravi, a zatim se uzima komad bilo kojeg užeta promjera 1-2 mm, koji će služiti kao "dirigent" pri namatanju nikromske žice, štiteći zavoje nikroma od međusobnog kratkog spoja. “Provodnik” i nikromirana žica su čvrsto spiralno namotani na cijev, drugi kraj žice je pričvršćen u drugu bravu, a cijela namotana spirala premazana je “tekućim staklom” (uredskim ljepilom).
Kada se silikatno ljepilo malo osuši, "dirigent" se uklanja, a na cijevi će ostati samo spirala nichrome niti pričvršćena ljepilom. Nakon što se "tekuće staklo" potpuno osuši, cijev se omota u više slojeva azbesta. Sljedeća faza izgradnje peći bit će možda najteža - ovo je izgradnja senzora temperature. Činjenica je da gotovi termoelementi, naširoko korišteni u tehnologiji, sadrže plemenite metale i stoga su skupi. Evgeniy Yaroslavovich predlaže shemu za proizvodnju domaćeg termoelementa izrađenog od jeftinijih materijala - žica od kromela i alumela. Istina, temperaturni prag za rad takvog termoelementa je nešto više od tisuću stupnjeva, ali za topljenje zlata i srebra ova temperatura je sasvim dovoljna. Dva komada spomenutih žica su upletena zajedno, duljina uvojka treba biti 5-10 mm. Za lemljenje žica, autor razvoja predlaže prilično neuobičajenu metodu: žica koja dolazi iz latr-a (podesivog transformatora) spojena je na jedan slobodni kraj uvojka, latr regulator je postavljen na nulu, a mješavina grafitnog praha i boraks u omjeru 5:1 izlije se na bilo koju dielektričnu površinu. .
Druga žica iz latreta dovodi se do mjesta lemljenja, kao što je prikazano na slici. Zatim, prema autoru, dolazi najuređeniji trenutak: struja se primjenjuje nekoliko sekundi. Signal za dovršetak lemljenja je pojava kuglice taline koja se sastoji od dva metala na mjestu kontakta. Radni dio termoelementa je spreman, preostaje ga samo montirati na poklopac peći, spojiti na milivoltmetar za pet stotina milivolti i ponovno kalibrirati ljestvicu, koristeći, kao smjernicu, tališta različitih čistih metali. Ova operacija se već izvodi u pećnici koja radi.
Senzor temperature (lijevo): 1 - latr, 2 - prvi kontakt na stezaljci, 3 - drugi kontakt iz latra, 4,5 - žice od alumela i kroma, 6 - dielektrična čaša, 7 - mješavina grafita i boraksa, 8 - uvojak dviju zalemljenih žica.
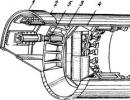
Za dovršetak izgradnje peći preostaje samo izraditi gornji poklopac od šamotne gline i donji ili, kako ga još zovu, dno, koji je napravljen od šamotne opeke. Cijeli sklop peći izgledat će kao što je prikazano na sl. Dodatno, pećnica može biti opremljena prozorom za gledanje od kvarcnog stakla.

Domaća peć za taljenje (desno): 1 - azbestna toplinska izolacija, 2 - šamotna cijev, 3 - nichrome spirala, 4 - gornji poklopac, 5 - otvori za nichrome navoje 6 - termoelementi 7 - milivoltmetar 8 - ispod od šamotnih opeka.
Ako će se šarža puniti izravno u peć, a ne u lonce, tada unutarnju površinu peći treba premazati grafitnom pastom pomiješanom s "tekućim staklom". Ovaj lubrikant je dovoljan za nekoliko radnih kupaćih kostima. Valja napomenuti da je topljenje i lijevanje metala jedan od najopasnijih procesa, u kojem nepoštivanje sigurnosnih pravila može dovesti do ozbiljnih ozljeda. Taljenje se može izvesti samo na opremi koja dobro funkcionira. Sva oprema za topljenje mora biti unaprijed pripremljena i postavljena na mjestima pogodnim za rad.
Topljenje treba provoditi sa zaštitnim naočalama. Stavite smjesu u vrući lončić pomoću limene lopatice, čije dimenzije omogućuju sigurno izvođenje ovog postupka. Za miješanje taline i uklanjanje troske koristite posebnu grafitnu ili kvarcnu mješalicu, čija duljina treba osigurati jednostavnost upotrebe i pouzdanu zaštitu ruku od opeklina. Potreban je poseban oprez pri lijevanju metala u kalupe. Osim činjenice da je potrebna vještina, morate provjeriti je li kalup pravilno postavljen i stupanj podmazivanja. Prekomjerna količina maziva može uzrokovati prskanje metala. Kako bi se to spriječilo, područje stola za lijevanje mora imati rub. Talionica je dužna raditi u zaštitnoj pregači od kože, cerade ili pusta. Ingote treba izvaditi iz kalupa i ohladiti pomoću azbestnih rukavica. Možete izgraditi stacionarnu peć za taljenje metala.
Za stvaranje takve peći bilo bi prikladno koristiti iskustvo drevnih ljevaonica: metalurzi su započeli s relativno jednostavnim tehnikama. Ove tehnike su se zatim koristile nekoliko tisuća godina u većini područja Starog svijeta, au nekima se koriste sve do danas. Najstarije peći često su se sastojale od jednostavne jame obložene okomito postavljenim pločama. Peći za taljenje bile su naizgled vrlo raznolike, ali ih je vrlo, vrlo teško rekonstruirati. Činjenica je da je svaki od ovih uređaja izgrađen prvenstveno za jedno jedino taljenje, a zatim se raspao kako bi se izvukao rastaljeni metal. Arheologija nam o ovom pitanju ne može puno reći. Etnografija daje mnogo više materijala.
Vjerojatno o jednom od najprimitivnijih dizajna peći koje su koristili Zului, Bryant piše: "...Pitali smo starije domoroce koji su kao djeca sigurno vidjeli ovaj proces, ali imali su samo vrlo nejasna sjećanja na njega. Taljenje izvedena je na posebnom mjestu, dalje od kuće i kovačnice.U zemlji je iskopana plitka rupa, na njeno dno je stavljena glinena zdjela promjera oko 50 cm, na vrh je nasut sloj drvenog ugljena. zdjelu, a na ugljen se nasipao sloj željezne rude, smrvljene na veličinu drobljenog kamena.Ruda i ugljen nasipani su u slojevima sve dok se nije dobila dovoljno visoka hrpa, koja se pokrivala zadnjim vrhom. sloj drvenog ugljena. Kraj mlaznice postavljen je ispod donjeg sloja ugljena i počeo je upumpavati zrak. Postupno se metal u rudi rastalio, tekao prema dolje i skupljao u zdjelu na dnu jame. Troska i kamenac koji se nakupio na površini metala je uklonjen, kamenac je prebačen u druge oblike, prethodno ukopane u čvrstu zemlju.
Druga važna komponenta taljenja bilo je, naravno, gorivo – drveni ugljen. U polupustinjskim i pustinjskim područjima vađenje goriva bilo je prilično težak problem. Zbog toga je velika metalurška proizvodnja mogla nastati samo u područjima s bujnom vegetacijom. Drveni ugljen je bio posebno pripremljen - nije svako drvo bilo prikladno za to, a to se pretvorilo u vrlo odgovornu operaciju. Učenik i nasljednik Aristotela, izvrsni starogrčki botaničar Teorast (370.-285. pr. Kr.) posvetio je poseban odjeljak drvenom ugljenu u svojim temeljnim “Istraživanjima o biljkama”: “Najbolji ugljen dobiva se iz najgušćih stijena, na primjer... hrast i jagoda. Ugljen od ovih stabala je vrlo tvrd: stoga gori vrlo dugo i daje toplinu više od svih drugih ugljena. Stoga se upotrebljava u rudnicima srebra za taljenje rude... Drvo za ugljen mora biti sirovi.Najbolji se ugljen dobiva od drveća kad je ono u samoj pori, a osobito ako mu je vrh odsječen: kod takvih je stabala njihova gustoća, količina zemljane tvari i vlage u jednoličnom omjeru... Za spaljivanje ugljena, biraju se i sijeku ravne i glatke cjepanice, jer za "Kod loženja moraju biti što čvršće poslagane. Kad je cijela "peć" uokolo pokrivena, drva se postupno pale i motkama miješaju."
Zanimljiva je pažnja s kojom je izvješće napisano, a posebno je istaknuta činjenica da među posječenim stablima nema suvih stabala. Vjerojatno su najranije peći bile bez prisilnog propuha. Vrućinu je raspirivao vjetar, pa su se obično gradile na vrhovima planina. Jačina eksplozije regulirana je kamenim pločama koje su služile za blokiranje ili malo otvaranje vatre. Prisilno puhanje bilo je, naravno, korak naprijed u metalurškoj tehnologiji. Zrak se pumpao mijehovima koji se i danas nalaze u seoskim kovačnicama. Dolazili su u raznim dizajnima.
Jednu od vrsta takvog krzna koje su koristili indijski metalurzi prošlog stoljeća opisao je John Percy: „Uzimaju kožu koze ili jelena, koja se skida sa životinje na način da se samo stražnji dio rez. Rupe koje odgovaraju nogama su zašivene, a bambus je vezan u otvor za vrat. mlaznica. Rep je prerezan po dužini, a samo su uglovi ovog proreza zašiveni; tako se dobije prilično uzak i dugačak prorez , koji služi za protok zraka u krzno. Izvana su bambusove šipke čvrsto pričvršćene na rubove ovog proreza, uz pomoć kojih ih je zgodno otvarati i zatvarati "Dakle, ovaj otvor djeluje kao ventil . Jakim trljanjem kože maslacem ili kiselim mlijekom daje joj se odgovarajuća mekoća. Za svaku peć su prilagođena najmanje dva mijeha kojima upravlja jedna osoba."

Sovjetski arheolog Ja. I. Sunčugašev, radeći u drevnim talionicama bakra u Tuvi, otkrio je peć originalnog dizajna koja datira iz ranog željeznog doba. Na kamenu ploču postavljen je lonac s "pogačom" od ugljena i rude. Ispod peći su talionici ugradili dodatno ložište koje je osiguravalo zagrijavanje peći. Tamo je izvedena eksplozija. Vjerojatno je svaki put rastavljen samo gornji dio peći: lonac je podijeljen, a iz njega je izvađen ingot blister bakra. Taj je ingot uvijek imao oblik jednostrane leće, odnosno ponavljao je oblik posude. Bakar se tali na temperaturi od 1083°C. Dakle, da bi se dobio bakreni ingot, talionica je morala postići barem ovu temperaturu.
U eksperimentu koji je proveo, na primjer, Coghlen, takav ingot nije uspio jer se temperatura pokazala nedovoljnom. Bakar je bio više poput spužve. Metalurška kovačnica izumljena je mnogo kasnije - očito ne prije rimskog doba. Princip metalurške granice ovdje je ostao isti, ali cijela konstrukcija nije svaki put rastavljena. Rastaljeni bakar je ili pušten iz ložišta peći ili uklonjen zajedno sa troskom nakon hlađenja. Posljednja verzija kovačnice bila je primitivnija. U slučaju da zanatski rudar, kao rezultat traženja negdje u golemim prostranstvima Sibira, treba taliti blister bakar iz bakrenih ruda koje je pronašao, slijedeće preporuke nudi isti autor gore spomenute knjige. Bakar se najlakše tali iz oksidiranih rudnih minerala, ali su naslage takvih obično tanke i prilično rijetke. Najčešći minerali bakrenog sulfida sadrže mnogo sumpora. Za dobivanje blister bakra potrebno je ukloniti sumpor.
Vrući ugljični dioksid, koji je tako uspješno otimao bakru kisik u oksidiranim mineralima, pokazao se nemoćnim oduzeti mu sumpor u sulfidima. Pojavila se potreba za primjenom novih, složenijih metoda metalurške obrade. Najveća poteškoća u metalurškoj obradi bakrenih pirita je što su bakar i sumpor najbliži kemijski rođaci. U prirodi gotovo da nema reagensa koji bi mogli "privući" sumpor na sebe više od bakra i, shodno tome, odvojiti ih. Zbog toga je proces taljenja bakra iz halkopirita dugotrajan. Za taljenje bakra iz minerala bakrenog sumpora bilo je potrebno izvesti najmanje tri uzastopne operacije, od kojih je svaka imala isti cilj: smanjiti količinu sumpora u međuproduktu i povećati sadržaj bakra. Na sreću povjesničara metalurgije, 1831. godine u Indiji je opisano vrlo primitivno taljenje kalkopirita, koje se odvijalo nešto drugačije. Ruda se spaljivala u maloj hrpi, gdje je balega služila kao gorivo. To pečenje je trajalo od večeri do jutra dok pečena ruda nije pocrvenjela. Vjerojatno je ovo najstariji tip takvog procesa i, usput rečeno, najkonzervativniji, budući da je bio široko korišten početkom našeg stoljeća čak iu europskim zemljama, samo je veličina spaljenih gomila rude postala veći. Ovako dobiveni blister bakar uvijek je sadržavao značajnu količinu nečistoća, a prije svega željeza.
U prošlim i sadašnjim stoljećima, blister bakar je još uvijek morao biti podvrgnut rafinaciji, odnosno pročišćavanju. Prije otprilike 100 godina, grubi rastaljeni bakar bio je upuhan zrakom ili kisikom radi oksidacije. Zatim se “zafrkavalo” drvenim motkama da bakar prokuha i većina nečistoća ode u trosku. S dimom je izlazio i višak sumpora, a ruda je djelomično oksidirala. Spaljivanje u ogromnim gomilama nastavilo se tjednima. U 19. i 20. stoljeću, na primjer, bilo je potrebno od jednog i pol do tri mjeseca da se gomila potpuno spali. Tek nakon toga je pržena ruda pretopljena u "bakreni kamen" - mat. I treća operacija bila je pretaljivanje mat bez međupečenja u blister bakar. Talitelji (vapnenac ili kvarcit) su dodavani u punjenje za taljenje radi boljeg šljakanja nečistoća.
Odredite potrebnu veličinu vaše pećnice. Za lijevanje malih predmeta koji teže manje od 1-2 kilograma, kao što su ručni pečati itd., bit će dovoljna komora za taljenje od 30 cm (12 inča) s lončićem od 1 litre.
Odaberite materijale koji će izdržati temperature nastale u vašoj pećnici. U našem primjeru koristimo drveni ugljen kao gorivo jer je dostupan i jeftin. Njegova temperatura izgaranja (kalorična vrijednost) u struji zraka je oko 1250 stupnjeva Celzijusa. Istodobno, temperatura izgaranja ugljena u struji zraka prelazi 1650 stupnjeva Celzijusa, pa je drveni ugljen prikladniji kao gorivo za peć za taljenje sastavljenu od lako dostupnih konstrukcijskih materijala - uostalom, čak će se i čelik rastopiti u plamenu puhanog ugljena. sa zrakom. Za izradu komore za taljenje koristimo pocinčane čelične limove debljine 14.
Napravite dva cilindra od svog materijala. Slika prikazuje cilindre visoke oko 30 centimetara (12 inča), smotane od pločastog materijala, iako se aluminij lako može pretopiti u limenke za boju ili metalne kante za smeće. Ali takve nepouzdane posude će nakon nekoliko zagrijavanja postati neupotrebljive, pa je bolje, uz malo truda, napraviti pouzdaniju posudu koja će izdržati broj zagrijavanja koji ste planirali.
- Unutarnji cilindar bi trebao biti dovoljno velik da u njega stane vaš lončić za taljenje, dok još uvijek ostavlja mjesta za gorivo oko lončića; također bi trebao biti dovoljno dubok da ovaj cilindar zajedno s loncem možete pokriti poklopcem, kao što će biti opisano u nastavku. Lonac promjera 20 centimetara (8 inča) trebat će komoru promjera 36 centimetara (14 inča), a ako je dubina lonca također 20 centimetara (8 inča), tada visina komore mora biti na najmanje 30 centimetara (12 inča).
- Vanjska stijenka komore (veći cilindar) je dizajnirana da pruži dodatnu sigurnost u slučaju topljenja unutarnje stijenke, kao i da bolje izolira unutarnju komoru. Vanjska komora bi trebala biti 10 cm (4 inča) većeg promjera i najmanje 5-10 cm (nekoliko inča) viša od unutarnje komore. Prema gornjem dijagramu, promjer vanjskog cilindra je 41 cm (16 in), a njegova visina je 41-46 cm (16-18 in).
Pričvrstite vanjski cilindar na metalno dno. To se može učiniti zavarivanjem ili uvrtanjem. Ako je veličina dna znatno veća od promjera cilindra, to će strukturu učiniti stabilnijom i sigurnijom.
Postavite dno vanjskog cilindra na vatrostalne opeke, pazeći da bude što stabilnije. Ove cigle otporne na toplinu poduprijet će vašu peć tijekom topljenja i izolirati njezino vruće dno.
Umetnite unutarnji cilindar u vanjski, pazeći da stane točno u sredinu. Prostor između stijenki cilindara može se ispuniti vatrostalnom vapnenom žbukom ili suhim pijeskom, što će strukturi dati O veća stabilnost; možete jednostavno pričvrstiti cilindre jedan u odnosu na drugi metalnim klinovima.
Izbušite ili izrežite rupu promjera oko 6 cm (2 1/4 inča) u vanjskom i unutarnjem cilindru blizu dna, koso prema unutra i prema gore, tako da zrak može slobodno strujati u lončić, osiguravajući kisik gorućem gorivu.
Izrežite metalnu cijev promjera 6 cm i duljine pola metra ili više (radit će metalna cijev tankih stijenki za žice) - služit će za dovod zraka u komoru za taljenje; zavarite ga na rupu u vanjskom cilindru ili ga pričvrstite vijcima.
Izrežite krug od metalnog lima dovoljno velik da potpuno prekrije vrh komore. Izrežite rupu 15X15 cm (6X6 inča) u ovom krugu kako biste omogućili slobodno cirkuliranje zraka i dodavanje metala u lončić; izrezani komad poslužit će kao poklopac. Za praktičnost, možete pričvrstiti poklopac lancem na vanjsku stijenku pećnice, a također pričvrstiti ručku na poklopac.
Napravite lončić (lonac za taljenje). Možete koristiti odgovarajući metalni cilindar iz stare termosice ili kotao od nehrđajućeg čelika. Da biste iz lončića mogli izlijevati rastaljeni metal, na njega pričvrstite čeličnu ručku koja bi virila s vrha komore za taljenje.
Spojite puhalo na metalnu cijev postavljenu ranije blizu dna kućišta. Možete koristiti staro sušilo za kosu ili puhač lišća male snage, pričvrstivši ih na cijev trakom. Ako nemate sušilo za kosu ili stroj, poslužit će bilo koji uređaj koji će osigurati potreban protok zraka kroz cijev. Međutim, imajte na umu da preveliki protok zraka može dovesti do intenzivnog i brzog izgaranja ugljena, a nedovoljan protok zraka će potisnuti izgaranje i neće vam osigurati potrebnu temperaturu.