Keevisliidete tüübid ja keevisõmbluste klassifikatsioon. Keevisõmblused: õmbluste ja liigeste liigid Keevisõmblused vastavalt välispinna kujule
Üks võimalus materjali osade ühendamiseks on keevitamine. Meetod on leidnud väga laialdast rakendust erinevates valdkondades. Seda suhteliselt odavat ja samas töökindlat meetodit kasutades saadakse püsiühendused. Võttes arvesse metallitüüpe, millest igaühel on oma keevitusomadused, töötingimuste erinevused ja liitenõuded, eristatakse erinevat tüüpi keevisõmblusi ja liitekohti.
Keevitustsoonid
Osaliselt sulanud teradega sulamistsoon on 0,1–0,4 mm põhimetallist. Kui metall selles tsoonis soojeneb, muutub selle struktuur nõelakujuliseks, väga habras ja madala tugevusega.
Termotsoon on jagatud neljaks osaks:

Peamine metallitsoon algab sektsioonist, mis on kuumutatud alla 450 °C. Siinne struktuur sarnaneb mitteväärismetalli struktuuriga, kuid teras kaotab kuumenemise tõttu oma tugevuse. Oksiidid ja nitriidid eralduvad mööda piiri, nõrgestades terade sidet. Selles kohas olev metall muutub vastupidavamaks, kuid sellel on vähem elastsust ja sitkust.
Keevisliidete ja -õmbluste klassifikatsioon
Õmbluste tüübid jagunevad sõltuvalt nende omadustest mitmesse kategooriasse. Välimuselt paistavad nad silma:
- Tavaline.
- Kumer.
- Nõgus.
Tüübi järgi võivad keevisõmblused olla ühepoolsed või kahepoolsed. Vastavalt söötude arvule - ühekordne ja mitmekordne. Kihtide arvu järgi: ühepoolne ja mitmekihiline (paksude metallide keevitamisel).
Samuti on pikkusega sorte:
- Ühepoolne pidev.
- Ühepoolne katkendlik.
- Kahepoolne kett.
- Kahepoolne male.
- Punktkeevisõmblused (loodud takistuskeevitusega).
Õmbluste tüübid vastavalt jõuvektorile:
- Põik - jõud on õmblusega risti.
- Pikisuunaline - õmblusega paralleelne jõud.
- Kaldus - jõud nurga all.
- Kombineeritud - nii põiki- kui ka pikisuunaliste õmbluste märgid.
Ruumilise asukoha järgi:

Vastavalt nende funktsioonidele jagunevad õmblused järgmisteks osadeks:
- Vastupidav.
- Vastupidav ja tihe.
- Suletud.
Laius:
- Keermeõmblused, mille laius praktiliselt ei ületa elektroodi läbimõõtu.
- Laiendatud õmblused tehakse varda põiki võnkuvate liigutustega.
Spetsiaalsed ühendused
 Tagumik. Kõige tavalisem variant, mis kujutab endast tavalist otsapindade või lehtede ühendust. Nende moodustamine nõuab minimaalselt aega ja metalli. Kui lehed on õhukesed, saab neid teha ilma kaldservadeta. Paksude toodete jaoks peate metalli keevitamiseks ette valmistama, kus peate keevitussügavuse suurendamiseks servad kalduma. See kehtib 8 mm või enama paksuse puhul. Kui paksus on üle 12 mm, on vaja kahepoolseid põkkühendusi ja kaldservi. Enamasti tehakse need ühendused horisontaalasendis.
Tagumik. Kõige tavalisem variant, mis kujutab endast tavalist otsapindade või lehtede ühendust. Nende moodustamine nõuab minimaalselt aega ja metalli. Kui lehed on õhukesed, saab neid teha ilma kaldservadeta. Paksude toodete jaoks peate metalli keevitamiseks ette valmistama, kus peate keevitussügavuse suurendamiseks servad kalduma. See kehtib 8 mm või enama paksuse puhul. Kui paksus on üle 12 mm, on vaja kahepoolseid põkkühendusi ja kaldservi. Enamasti tehakse need ühendused horisontaalasendis.
Tavrovoe. T-liited on T-kujulised ja võivad olla ühe- või kahepoolsed. Neid saab kasutada erineva paksusega toodete ühendamiseks. Kui väiksem osa on paigaldatud risti, kaldub elektrood keevitamise ajal kuni 60°. Paadi keevitamise lihtsama versiooni tegemiseks kasutage tihvte. See vähendab allalõigete tõenäosust. Tavaliselt kantakse õmblust ühe läbikäigu kohta. Tänapäeval toodetakse palju masinaid automaatseks T-keevituseks.
Nurgeline. Nende ühenduste servad (erineva nurga all) on sageli painutatud nii, et õmblus asetseb vajalikul sügavusel. Kahepoolne keevitamine muudab ühenduse tugevamaks.
kattuvad. Seda meetodit kasutatakse alla 1 cm paksuste lehtede keevitamiseks, mis asetatakse üksteise peale ja keedetakse mõlemalt poolt. Nende vahel ei tohiks olla niiskust. Parema nakkumise huvides keevitatakse liitekoht mõnikord otsast.
Õmbluse geomeetria
 S - tooriku paksus.
S - tooriku paksus.
E - laius.
B - toorikute vaheline vahe.
H on keevitatud ala sügavus.
T - paksus.
Q on kumera osa suurus.
P on arvutatud kõrgus, mis vastab ristjoonele läbimispunktist kuni suurima täisnurkse kolmnurga välimisse ossa kantud hüpotenuusini.
A on keevisõmbluse paksus, mis sisaldab kumeruse väärtust ja arvutuskõrgust.
K - jalg on kaugus ühe tooriku pinnast teise nurga piirini.
Q - ladestunud ala kumerus.
Valik
 Õmbluste ja keevisliidete tüübid erinevad omaduste poolest ja iga juhtumi jaoks valitakse eduka kombinatsiooni parameetrid. Esimene samm on ruumilise asukoha hindamine. Mida lihtsam on töö, seda parem on selle kvaliteet. Horisontaalseid õmblusi on lihtsam teha, nii et nad püüavad töödeldavaid detaile horisontaalselt paigutada. Mõnikord tuleb kvaliteedi tagamiseks osa mitu korda ümber pöörata.
Õmbluste ja keevisliidete tüübid erinevad omaduste poolest ja iga juhtumi jaoks valitakse eduka kombinatsiooni parameetrid. Esimene samm on ruumilise asukoha hindamine. Mida lihtsam on töö, seda parem on selle kvaliteet. Horisontaalseid õmblusi on lihtsam teha, nii et nad püüavad töödeldavaid detaile horisontaalselt paigutada. Mõnikord tuleb kvaliteedi tagamiseks osa mitu korda ümber pöörata.
Ühe käiguga keevitamine aitab saavutada paremat tugevust kui mitme läbimise korral. Seega on vaja tasakaalu mugavuse ja vahekäikude arvu vahel.
Kui tükid on paksud, lõigatakse servad ja pind töödeldakse puhta viimistluse saamiseks. Kõige lihtsamad on põkkliidese variandid, eelistatav on need valida, kuna fikseerimist on lihtsam tagada, et vältida valmisosade geomeetria moonutusi. Lisaks tüübi valikule pööratakse tähelepanu ka temperatuurirežiimile, sest keedualad võivad nihkuda ning toode ei küpse täielikult või sulab.
Keevisõmblused ja ühendused
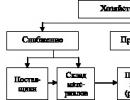
Püsiühendust, mis on tehtud keevitamise teel, nimetatakse keevitatud. See koosneb mitmest tsoonist (joonis 77):
keevisõmblus;
Fusioon;
Riis. 77. Keevisliidete tsoonid: 1 – keevisõmblus; 2 – sulandumine; 3 – termiline mõju; 4 – mitteväärismetall
termiline mõju;
Mitteväärismetallist.
Pikkuse järgi on keevisliited järgmised:
lühike (250–300 mm);
Keskmine (300–1000 mm);
Pikk (üle 1000 mm). Sõltuvalt keevisõmbluse pikkusest valitakse selle teostamise meetod. Lühikeste liigeste korral kulgeb õmblus algusest lõpuni ühes suunas; keskmiste sektsioonide jaoks on tüüpiline õmbluse paigaldamine eraldi sektsioonidesse ja selle pikkus peaks olema selline, et selle lõpetamiseks piisab tervest arvust elektroodidest (kaks, kolm); pikad ühendused keevitatakse ülalkirjeldatud pöördsammu meetodil.
Tüübi järgi jagunevad keevisliited (joonis 78) järgmisteks osadeks:
1. Tagumik. Need on kõige levinumad ühendused, mida kasutatakse mitmesugustes keevitusmeetodites. Neid eelistatakse, kuna neid iseloomustavad väikseimad sisepinged ja deformatsioonid. Reeglina keevitatakse lehtmetallist konstruktsioonid põkkliidete abil.

Riis. 78. Keevisliidete tüübid: a – põkk; b – tee; c – nurgeline; g – kattumine

Riis. 78 (lõpp). d – piludega; e – lõpp; g – ülekatetega; 1–3 – mitteväärismetall; 2 – kate: 3 – elektrilised needid; h – elektrineetidega
Selle ühenduse peamised eelised, mida saab arvestada äärte hoolika ettevalmistamise ja reguleerimisega (äärte nüristumise tõttu on välditud läbipõlemine ja metalli lekkimine keevitusprotsessi ajal ning nende paralleelsuse säilitamine tagab kvaliteetne ühtlane õmblus), on järgmised:
Mitteväärismetalli ja ladestatud metalli minimaalne tarbimine;
Lühim keevitamiseks vajalik ajavahemik;
Valmis ühendus võib olla sama tugev kui mitteväärismetall.
Sõltuvalt metalli paksusest saab kaarkeevitamise ajal servi lõigata pinna suhtes erinevate nurkade all:
Täisnurga all, kui ühendate teraslehti paksusega 4–8 mm. Sel juhul jäetakse nende vahele 1–2 mm vahe, mis hõlbustab servade alumiste osade keevitamist;
Täisnurga all, kui metall paksusega kuni 3 ja kuni 8 mm on ühendatud vastavalt ühe- või kahepoolse keevitusega;
Ühepoolse kaldservaga (V-kujuline), kui metalli paksus on 4–26 mm;
Kahepoolse kaldpinnaga (X-kujuline), kui lehtede paksus on 12–40 mm ja see meetod on eelmisest säästlikum, kuna ladestunud metalli kogus väheneb peaaegu 2 korda. See tähendab elektroodide ja energia säästmist. Lisaks on kahepoolsed kalded keevitamise ajal vähem vastuvõtlikud deformatsioonile ja pingele;
Kaldnurka saab vähendada 60°-lt 45°-le, kui keevitate üle 20 mm paksuseid lehti, mis vähendab ladestunud metalli mahtu ja säästab elektroode. 4 mm vahe olemasolu servade vahel tagab metalli vajaliku läbitungimise.
Erineva paksusega metalli keevitamisel kaldub paksema materjali serv tugevamini. Kui kaarkeevitusega ühendatavad osad või lehed on olulise paksusega, kasutatakse topsikujulist serva ettevalmistust ning paksusega 20–50 mm ühepoolset ja paksusega üle 50 mm. mm, viiakse läbi kahepoolne ettevalmistus.
Ülaltoodu on tabelis selgelt näidatud. 44.
2. Laps keevisõmblused, mida kasutatakse kõige sagedamini konstruktsioonide kaarkeevitamisel, mille metalli paksus on 10–12 mm. Eelmisest ühendusest eristab seda võimalust see, et servi pole vaja spetsiaalselt ette valmistada – tuleb need lihtsalt ära lõigata. Kuigi vuukide metalli kokkupanek ja ettevalmistamine ei ole nii koormav, tuleb arvestada sellega, et alus- ja ladestatud metalli kulu võrreldes põkkvuugitega suureneb. Töökindluse tagamiseks ja lehtede vahele sattuvast niiskusest tingitud korrosiooni vältimiseks keevitatakse sellised ühendused mõlemalt poolt. Teatud tüüpi keevitamisel kasutatakse ainult seda võimalust, eriti punktkontakti ja rullkeevituse puhul.
3. T-vardad, mida kasutatakse laialdaselt kaarkeevitamisel. Nende jaoks on servad ühelt või mõlemalt poolt faasitud või ilma faasita. Erinõuded esitatakse ainult vertikaalse lehe valmistamisele, millel peab olema võrdselt kärbitud serv. Ühe- ja kahepoolsete kaldpindade puhul jätavad vertikaalse lehe servad vertikaal- ja horisontaaltasapinna vahele 2–3 mm vahe, et keevitada vertikaalne leht täies paksuses. Ühepoolne kaldenurk tehakse siis, kui toote konstruktsioon on selline, et seda ei ole võimalik mõlemalt poolt keevitada.
Tabel 44
Põkkühenduse valimine sõltuvalt metalli paksusest



5. Piluline, mida kasutatakse juhtudel, kui normaalse pikkusega ülekatteõmblus ei anna vajalikku tugevust. Selliseid ühendusi on kahte tüüpi - avatud ja suletud. Pilu tehakse hapnikulõikuse abil.
6. Ots (külg), milles lehed asetatakse üksteise peale ja keevitatakse otstest.
7. Ülekatetega. Sellise ühenduse loomiseks ühendatakse lehed ja vuuk kaetakse ülekattega, mis loomulikult toob kaasa täiendava metallikulu. Seetõttu kasutatakse seda meetodit juhtudel, kui põkk- või ülekatte keevisõmblust ei ole võimalik teha.
8. Elektriliste neetidega. See ühendus on tugev, kuid mitte piisavalt tihe. Selleks puuritakse pealmine leht ja tekkiv auk keevitatakse nii, et jääks kinni ka alumine leht.
Kui metall pole liiga paks, pole puurimine vajalik. Näiteks automaatse sukelkaare keevitamise korral sulatatakse keevituskaare toimel ülemine leht lihtsalt.
Keevisliidese konstruktsioonielementi, mis selle teostamise ajal moodustub sulametalli kristalliseerumise tõttu piki kütteallika liikumisjoont, nimetatakse keevisõmbluseks. Selle geomeetrilise kuju elemendid (joonis 79) on järgmised:
Laius(b);
Kõrgus (h);
Sääre suurus (K) nurga-, süleri- ja T-liigeste jaoks.
Keevisõmbluste klassifikatsioon põhineb erinevatel omadustel, mis on toodud allpool.

Riis. 79. Keevisõmbluse geomeetrilise kuju elemendid (laius, kõrgus, jala suurus)
1. Ühenduse tüübi järgi:
tagumik;
Nurgeline (joonis 80).

Riis. 80. Nurgaõmblus
Filletkeevisõmblusi kasutatakse teatud tüüpi keevisliidete jaoks, eriti rist-, põkk-, nurga- ja katteliidete jaoks.
Sellise õmbluse külgi nimetatakse jalgadeks (k), tsoon ABCD joonisel fig. 80 näitab õmbluse kumeruse astet ja seda ei võeta keevisühenduse tugevuse arvutamisel arvesse. Selle teostamisel peavad jalad olema võrdsed ning külgede OD ja BD vaheline nurk oleks 45°.
2. Keevituse tüübi järgi:
Kaarkeevitusõmblused;
Automaatsed ja poolautomaatsed sukelkaarkeevitusõmblused;
Gaasiga kaitstud kaarkeevitusõmblused;
Elektrolaki keevitusõmblused;
Vastupidavuskeevitusõmblused;
Gaaskeevitusõmblused.
3. Vastavalt ruumilisele asendile (joonis 81), milles keevitatakse:

Riis. 81. Keevisõmblused olenevalt nende ruumilisest asendist: a – põhi; b – horisontaalne; c – vertikaalne; g – lagi
Horisontaalne;
Vertikaalne;
Lagi.
Kõige lihtsam on teha alumine õmblus, kõige keerulisem on lae õmblus.
Viimasel juhul läbivad keevitajad spetsiaalse väljaõppe ja lae õmblust on lihtsam teha gaaskeevitusega kui kaarkeevitusega.
4. Pikkuse järgi:
Pidev;
Katkendlik (joonis 82).

Riis. 82. Katkendlik keevisõmblus
Katkendlikke õmblusi praktiseeritakse üsna laialdaselt, eriti juhtudel, kui puudub vajadus (tugevusarvutused ei hõlma pideva õmbluse tegemist) tooteid tihedalt ühendada.
Ühendatud sektsioonide pikkus (l) on 50–150 mm, nende vahe on ligikaudu 1,5–2,5 korda suurem kui keevitustsoon ja koos moodustavad need õmbluse sammu (t).
5. Kumerusastme, st välispinna kuju järgi (joon. 83):
Tavaline;
kumer;
Nõgus.
Kasutatava elektroodi tüüp määrab keevisõmbluse kumeruse (a'). Suurim kumerus on iseloomulik õhukese kattekihiga elektroodidele, samas kui paksuga kaetud elektroodid tekitavad normaalseid õmblusi, kuna neid iseloomustab sulametalli suurem voolavus.

Riis. 83. Keevisõmblused, mis erinevad välispinna kuju poolest: a – tavaline; b – kumer c – nõgus
Eksperimentaalselt tehti kindlaks, et õmbluse tugevus kumeruse suurenedes ei suurene, eriti kui ühendus “töötab” muutuva koormuse ja vibratsiooni korral. Seda olukorda selgitatakse järgmiselt: suure kumerusega õmbluse tegemisel on võimatu saavutada sujuvat üleminekut õmbluse helmest mitteväärismetallile, nii et selles kohas on õmbluse serv justkui lõigatud, ja pinged koonduvad peamiselt siia.
Selle koha muutuva ja vibratsioonilise koormuse tingimustes võib keevisliide hävida. Lisaks nõuavad kumerad keevisõmblused suuremat elektroodi metalli, energia ja ajakulu, st see on ebaökonoomne variant.
6. Vastavalt konfiguratsioonile (joonis 84):
Sirgjoon;
Sõrmus;

Riis. 84. Mitmesuguse konfiguratsiooniga keevisõmblused: a – sirged; b – rõngas
Vertikaalne;
Horisontaalne.
7. Seoses mõjuvate jõududega (joonis 85):
külgnevad;
Nägu;
Kombineeritud;
Kaldus. Välisjõudude toimevektor võib olla paralleelne õmbluse teljega (tüüpiline külgjõudude jaoks), risti õmbluse teljega (otsjõudude jaoks), kulgeda telje suhtes nurga all (kaldjõudude korral) või kombineerida külg- ja otsajõudude suund (kombineeritud jõudude puhul).
8. Vastavalt sula keevismetalli hoidmise meetodile:
Ilma voodri ja patjadeta;
Eemaldatavatel ja allesjäänud teraspatjadel;

Riis. 85. Keevisõmblused mõjuvate jõudude suhtes: a – külg; b – lõpp; c – kombineeritud; g – kaldus
Vask-, räbusti-vask-, keraamilistel ja asbestvooderdustel, räbusti- ja gaasipatjadel.
Esimese keevisõmbluse kihi pealekandmisel on peamine, et vedelat metalli saaks keevisvannis kinni hoida.
Lekkimise vältimiseks kasutage:
Teras-, vask-, asbest- ja keraamilised vooderdised, mis asetatakse juureõmbluse alla. Tänu neile on võimalik tõsta keevitusvoolu, mis tagab servade läbitungimise ja garanteerib osade 100% läbitungimise. Lisaks hoiavad vooderdised sulametalli keevisvannis, vältides põletuste teket;
Keevitatud servade vahelised sisetükid, mis täidavad samu funktsioone kui tihendid;
Õmbluse juure palistamine ja keevitamine vastasküljelt, püüdmata saavutada läbitungimist;
Räbusti-, räbusti-vask- (sukelkaarkeevitamiseks) ja gaas- (käsi-, automaat- ja argoon-kaarkeevitus) padjad, mis tuuakse või söödetakse õmbluse esimese kihi alla. Nende eesmärk on vältida metalli voolamist keevisvannist välja;
Tagakõmbluste tegemisel lukustada vuugid, mis väldivad põletusi õmbluse juurekihis;
Spetsiaalsed elektroodid, mille kattekiht sisaldab spetsiaalseid komponente, mis suurendavad metalli pindpinevust ja ei lase sellel ülevalt alla vertikaalõmbluste tegemisel keevisvannist välja voolata;
Pulsikaar, mille tõttu toimub metalli lühiajaline sulamine, mis aitab kaasa keevismetalli kiiremale jahutamisele ja kristalliseerumisele.
9. Sellel küljel, millele õmblus on paigaldatud (joonis 86):
Ühepoolne;
Kahepoolne.
10. Keevitatud materjalide puhul:
Süsinik- ja legeerterastel;

Riis. 86. Keevisõmblused, erinevad oma asukoha poolest: a - ühepoolne; b – kahepoolne
Värvilistel metallidel;
bimetallil;
Vahtpolüstüreenil ja polüetüleenil.
11. Vastavalt ühendatavate osade asukohale:
terava või nüri nurga all;
täisnurga all;
Ühes lennukis.
12. Sadestunud metalli mahu järgi (joonis 87):
Tavaline;
Nõrgenenud;
Tugevdatud.
13. Toote asukoha järgi:
Pikisuunaline;
Põiksuunaline.
14. Vastavalt keevitatavate konstruktsioonide kujule:
tasastel pindadel;
Sfäärilistel pindadel.
15. Ladestatud helmeste arvu järgi (joonis 88):
Ühekihiline;
Mitmekihiline;
Mitmikpass.
Enne keevitamist tuleb liidetavate toodete, konstruktsioonide või osade servad korralikult ette valmistada, kuna õmbluse tugevus sõltub nende geomeetrilisest kujust

Riis. 87. Keevisõmblused, mis erinevad ladestunud metalli mahu poolest: a – nõrgenenud; b – normaalne; c – tugevdatud

Riis. 88. Keevisliidete arvu poolest erinevad keevisõmblused: a – ühekihilised; b – mitmekihiline; c – mitmekihiline multipass
Vormi ettevalmistamise elemendid on (joonis 89):
Serva lõikenurk (?), mis tuleb teha, kui metalli paksus on üle 3 mm. Kui jätate selle toimingu vahele, on võimalikud sellised negatiivsed tagajärjed nagu keevisliidese ristlõike läbitungimise puudumine, metalli ülekuumenemine ja läbipõlemine. Servade lõikamine võimaldab keevitada mitme kihina väikese ristlõikega, tänu millele paraneb keevisliite struktuur ning vähenevad sisepinged ja deformatsioonid;

Riis. 89. Kroomi valmistamise elemendid
Vahe ühendatavate servade vahel (a). Kehtestatud pilu õigsus ja valitud keevitusrežiim määrab, kui täielik on läbitungimine läbi vuugi ristlõike keevisõmbluse esimese (juure) kihi moodustamisel;
Servade nüristamine (S) on vajalik selleks, et anda juurkeevitusprotsessile teatud stabiilsus. Selle nõude eiramine põhjustab keevitamise ajal metalli läbipõlemist;
Lehe kaldpinna pikkus, kui paksus on erinev (L). See element võimaldab sujuvat ja järk-järgulist üleminekut paksemalt osalt õhukesele, mis vähendab või välistab pingete kontsentratsiooni ohu keeviskonstruktsioonides;
Servade nihe üksteise suhtes (?). Kuna see vähendab ühenduse tugevusomadusi ning aitab kaasa ka metalli läbitungimise puudumisele ja pingelaikude tekkele, kehtestab GOST 5264–80 vastuvõetavad standardid, eelkõige ei tohiks nihe olla suurem kui 10% metallist. paksus (maksimaalselt 3 mm).
Seega peavad keevitamiseks valmistumisel olema täidetud järgmised nõuded:
Puhastage servad mustusest ja korrosioonist;
Eemaldage sobiva suurusega faasid (vastavalt GOST-ile);
Seadistage vahe vastavalt GOST-ile, mis on välja töötatud teatud tüüpi ühenduse jaoks.
Mõnda tüüpi servadest on juba varem juttu olnud (kuigi neid käsitleti teisest aspektist) põkkliidete kirjeldamisel, kuid sellegipoolest tuleb sellele veel kord keskenduda (joon. 90).
Ühe või teise servatüübi valiku määravad mitmed tegurid:
keevitusmeetod;
metalli paksus;
Toodete, osade jms ühendamise meetod.
Iga keevitusmeetodi jaoks on välja töötatud eraldi standard, mis määrab ära servade ettevalmistamise vormi, õmbluse suuruse ja lubatud kõrvalekalded. Näiteks käsitsi kaarkeevitus toimub vastavalt standardile GOST 5264–80, kontaktkeevitus - vastavalt standardile GOST 15878–79, elektriräbu keevitamine - vastavalt standardile GOST 15164–68 jne.

Riis. 90. Keevitamiseks ettevalmistatud servade tüübid: a – mõlema serva faasiga; b – ühe serva kaldnurgaga; c – ühe serva kahe sümmeetrilise kaldnurgaga; d – kahe sümmeetrilise kahe serva kaldnurgaga; d – kahe serva kõvera kaldega; e – kahe kahe serva sümmeetrilise kumera kaldnurgaga; g – ühe serva kaldnurgaga; h – ühe serva kahe sümmeetrilise kaldnurgaga
Lisaks on olemas standard keevisõmbluse graafilise tähise jaoks, eriti GOST 2.312–72. Selleks kasutage kaldjoont ühesuunalise noolega (joonis 91), mis tähistab õmbluse piirkonda.
Keevisõmbluse omadused, soovitatav keevitusmeetod ja muu teave on esitatud kaldnoolega ühendatud horisontaalse riiuli kohal või all. Kui õmblus on nähtav, st see on esiküljel, siis on õmbluse omadused antud riiuli kohal, kui nähtamatu - selle all.

Riis. 91. Keevisõmbluste graafiline tähistus
Keevisõmbluse tähised sisaldavad ka lisatähiseid (joonis 92).
Erinevat tüüpi keevitamiseks kasutatakse tähttähistusi:
Kaarkeevitus - E, kuid kuna see tüüp on kõige levinum, ei pruugi tähte joonistel näidata;
Gaaskeevitus – G;
Elektroslakkeevitus – Ш;
Keevitamine inertgaasi keskkonnas – I;
Plahvatuskeevitus – Vz;
Plasmakeevitus – Pl;
Takistuskeevitus – Kt;
Süsinikdioksiidis keevitamine – U;
Hõõrdekeevitus – Tr;
Külmkeevitus - X.
Vajadusel (kui kasutatakse mitut keevitusmeetodit) asetatakse ühe või teise tüübi tähistamise ette kasutatud keevitusmeetodi tähttähis:

Riis. 92. Keevisõmbluse lisatähistused: a – katkendlik keevisõmblus koos lõikude aheljadaga; b – katkendlik õmblus koos malelaua sektsioonide jadaga; c – õmblus mööda suletud kontuuri; d – õmblus mööda avatud kontuuri; d – paigaldusõmblus; e – õmblus eemaldatud tugevdusega; g – mitteväärismetallile sujuva üleminekuga õmblus
Käsiraamat – P;
Poolautomaatne – P;
Automaatne – A.
Sukelkaar – F;
Aktiivses gaasis keevitamine kulutava elektroodiga - UP;
Inertgaasi keevitamine kulutava elektroodiga - IP;
Inertgaasis keevitamine mittekuluva elektroodiga - IN.
Keevisliidete jaoks on olemas ka spetsiaalsed tähttähised:
tagumik – C;
Tavrovoe – T;
Ring – N;
Nurk - U. Kasutades tähtede järel olevaid numbreid, määratakse keevituskoha number GOST-i järgi keevitamiseks.
Eelnevat kokku võttes võib nentida, et keevisõmbluste tähised arenevad välja teatud struktuuriks (joon. 93).
Keevitamine tagab metallide püsivad ühendused, luues elementide vahel tugevad aatomitevahelised sidemed (kui need on deformeerunud). Eksperdid teavad, millised keevitusmasinad on olemas. Nende abil saadud õmblused on võimelised ühendama identseid ja erinevaid metalle, nende sulameid, lisanditega osi (grafiit, keraamika, klaas) ja plastmassi.
Klassifitseerimise alus
Eksperdid on välja töötanud keevisõmbluste klassifikatsiooni vastavalt järgmisele põhimõttele:
- nende rakendamise meetod;
- välised omadused;
- kihtide arv;
- asukoht ruumis;
- pikkus;
- eesmärk;
- laius;
- keevitatud toodete töötingimused.
Vastavalt teostusmeetodile võivad keevisõmblused olla ühepoolsed või kahepoolsed. Välised parameetrid võimaldavad neid klassifitseerida tugevdatud, tasapinnalisteks ja nõrgestatud, mida eksperdid nimetavad kumeraks, normaalseks ja nõgusaks. Esimesed tüübid suudavad pikka aega vastu pidada staatilistele koormustele, kuid need pole piisavalt ökonoomsed. Nõgusad ja normaalsed vuugid taluvad hästi dünaamilisi või vahelduvaid koormusi, kuna üleminek metallilt õmblustele on sujuv ning neid hävitada võiva pingekontsentratsiooni oht jääb alla 1. indikaatori.

Keevitamine, võttes arvesse kihtide arvu, võib olla ühekihiline või mitmekihiline ning käikude arvu poolest võib see olla ühe- või mitmekäiguline. Mitmekihilisi ristmikke kasutatakse paksude metallide ja nende sulamitega töötamiseks ning vajadusel soojustsooni vähendamiseks. Läbipääs on soojusallika liikumine (1 kord) detailide pindamise või keevitamise ajal ühes suunas.
Bead on keevismetalli tükk, mida saab keevitada ühe käiguga. Keevituskiht on metallist ristmik, millel on mitu helmest, mis asuvad samal ristlõike tasemel. Ruumiasendi järgi jagunevad õmblused madalamateks, horisontaalseteks, vertikaalseteks, paadikujulisteks, poolhorisontaalseteks, poolvertikaalseteks, lae- ja poollagedeks. Katkevuse või järjepidevuse tunnus räägib ulatusest. Esimesi tüüpe kasutatakse põkkõmbluste jaoks.
Klassifitseerimise põhimõtted
Tugevad ühendused võivad olla lühikesed, keskmised või pikad. Seal on tihendatud, vastupidavad ja vastupidavad õmblused (vastavalt nende otstarbele). Laius aitab neid liigitada järgmistesse tüüpidesse:
- laiendatud, mis tehakse elektroodi põiksuunaliste võnkuvate liigutustega;
- niit, mille laius võib veidi ületada elektroodi läbimõõtu või sellega kokku langeda.
Tingimused, milles keevitatud tooteid tulevikus kasutatakse, viitavad sellele, et liitekohad võivad olla töötavad ja mittetöötavad. Esimesed taluvad hästi koormusi, teisi kasutatakse keevistoote osade ühendamiseks. Keevisliited jagunevad põikisuunalisteks (mille suund on õmbluse teljega risti), pikisuunalisteks (teljega paralleelses suunas), kaldus (suunaga telje suhtes nurga all) ja kombineeritud (kasutus). põik- ja pikisuunalised keevisõmblused).

Kuuma metalli hoidmise meetod võimaldab meil jagada järgmisteks osadeks:
- allesjäänud ja eemaldatavatel teraspatjadel;
- ilma täiendavate vooderdisteta, padjad;
- vasest, vasest, asbestist või keraamikast valmistatud vooderdistel;
- gaasi- ja räbustipatjadel.
Elementide keevitamise protsessis kasutatav materjal liigitatakse värviliste metallide, terase (sulam või süsinik), vinüülplasti ja bimetallide ühenditeks.
Olenevalt keevitatavate toodete osade asukohast üksteise suhtes on liitekohad täisnurga all, nüri- või teravnurga all ja asuvad samas tasapinnas.
Püsiühendused, mis tekivad keevitamise ajal, on järgmised:
- nurk;
- tagumik;
- T-vardad;
- ring või lõpp.
Ehitustöödel kasutatakse nurgavaateid. Need hõlmavad elementide usaldusväärset ühendamist, mis asuvad üksteise suhtes teatud nurga all ja on keevitatud servade ristmikul.
Tagumiktüübid on leidnud rakendust keevitusmahutites või torustikes. Nende abiga keevitatakse osad otstega, mis asuvad samal pinnal või samas tasapinnas. Pindade paksus ei pea olema sama.
Kattuvad tüübid kasutatakse metallmahutite valmistamisel, ehitustöödel ja keevitusmahutites. See tüüp eeldab, et üks element asetseb teise peal, paikneb sarnasel tasapinnal, kattuvad osaliselt üksteisega.
Keevitustööde käigus saadakse mitmesuguseid tüüpe, mis on võimelised ühendama mitte ainult metalle, vaid ka muid erinevaid materjale. Püsisõlmeks ühendatud elemendid moodustavad ühenduse, mille saab jagada mitmeks osaks.
Keevitustsoonid
Keevitusprotsessi käigus saadud ühendus on jagatud järgmisteks tsoonideks:
- Sulamiskoht on mitteväärismetalli ja saadud keevisõmbluse metalli vaheline piir. Selles tsoonis on terad, mis erinevad oma struktuuri poolest mitteväärismetalli olekust. See ilmneb osalise sulamise tõttu keevitusprotsessi ajal.
- Termiliselt mõjutatud ala on mitteväärismetalli tsoon, mis ei ole sulanud, kuigi selle struktuur on metalli kuumutamisel muutunud.
- Keevisõmblus on sektsioon, mis tekkis metalli jahutamise käigus kristalliseerumisel.
Keevitusliidete tüübid
Sõltuvalt ühendatud toodete asukohast üksteise suhtes jagunevad ühendused järgmisteks tüüpideks:

- Tagumik. Konstruktsioonielementide ühendamine toimub samal tasapinnal, kusjuures nende otsad on üksteise vastas. Olenevalt ühendatavate osade erinevast paksusest võivad otsad liikuda üksteise suhtes vertikaalselt.
- Gusset. Sel juhul on otsad joondatud nurga all. Keevitusprotsess viiakse läbi osade külgnevatel servadel.
- Kattuv ühendus. Keevitamiseks mõeldud osad paiknevad paralleelselt osalise kattumisega.
- Ühenduse lõpetamine. Keevitatavad elemendid joondatakse üksteisega paralleelselt ja ühendatakse otstest.
- T-liigend. Sel juhul külgneb ühe osa ots teise küljega nurga all.
Keevisliiteid iseloomustavad ka keevisõmbluste tüübid, mida saab teatud kriteeriumide järgi kvalifitseerida.
Keevisõmbluse parameetrid
Kõiki saadud keevisõmblusi saab iseloomustada mitme parameetri abil:
- laius on suurus õmbluse piiride vahel, mis on joonistatud nähtavate sulamisjoontega;
- õmbluse juur on selle tagakülg, mis asub esiosast maksimaalsel kaugusel;
- kumerus - määratakse õmbluse kõige kumeramas osas ja seda näitab kaugus mitteväärismetalli tasapinnast suurima eendi piirini;
- nõgusus - see indikaator on asjakohane, kui see esineb keevisõmbluses, sest tegelikult on see defekt; see parameeter määratakse kohas, kus õmblusel on suurim läbipaine - nõgususe suurust mõõdetakse sellest kuni mitteväärismetalli tasapinnani;
- õmbluse jalg - see esineb ainult nurgas ja T-liigendites; Seda indikaatorit mõõdetakse lühima vahemaaga ühe keevitatud detaili külgpinnast teise pinna õmbluse piirjooneni.
Õmbluste tüübid vastavalt teostusviisile

Keevitusõmbluste tüübid ruumilise asukoha ja pikkuse järgi
Seal on järgmised keevitusasendid:
- madalam, kui keevisõmblus on alumisel horisontaaltasapinnal, st maapinna suhtes 0º nurga all;
- horisontaalne, keevitussuund on horisontaalne ja osa võib olla 0º kuni 60º nurga all;
- vertikaalne, selles asendis on keevitatav pind tasapinnal 60º kuni 120º ja keevitamine toimub vertikaalsuunas;
- lagi, kui tööd tehakse 120–180º nurga all, see tähendab, et keevitusõmblused asuvad kapteni kohal;
- "paadis" kehtib see asend ainult nurkade või T-liigeste kohta, osa asetatakse nurga alla ja keevitamine toimub "nurgas".
Jaotus pikkuse järgi:
- pidev, peaaegu kõik õmblused tehakse sel viisil, kuid on ka erandeid;
- katkendlikud õmblused, need esinevad ainult nurgaliidetes; Seda tüüpi kahepoolseid õmblusi saab teha kas male- või kettmustriga.
Serva lõikamine

Seda disainifunktsiooni kasutatakse juhul, kui keevitamiseks kasutatava metalli paksus on suurem kui 7 mm. Servade korrastamine on metalli eemaldamine kindla kujuga servadelt. See protsess viiakse läbi põkkõmbluste ühekäigulise keevitamise teel. See on vajalik õige keevisõmbluse saamiseks. Mis puutub paksu materjali, siis lõikamine on vajalik selleks, et algselt sulatada juurekäik ja seejärel, kasutades järgmisi keevitatud helmeid, täites ühtlaselt õõnsust, keevitada metall kogu paksuse ulatuses.
Serva lõikamist saab teha, kui metalli paksus on vähemalt 3 mm. Kuna selle madalam väärtus põhjustab läbipõlemist. Lõikamist iseloomustavad järgmised konstruktsiooniparameetrid: vahe - R; lõikenurk - α; tuimus - lk. Nende parameetrite asukoht on näidatud keevisõmbluse joonisel.
Servade lõikamine suurendab kulumaterjalide hulka. Seetõttu püüavad nad seda väärtust igal võimalikul viisil minimeerida. Disaini järgi on see jagatud mitmeks tüübiks:
- V-kujuline;
- X-kujuline;
- Y-kujuline;
- U-kujuline;
- piludega.
Lõikeservade omadused
Keevitatud materjali väikese paksusega 3 kuni 25 mm kasutatakse tavaliselt ühepoolset V-kujulist soont. Kaldnurka saab teostada mõlemas otsas või ühel neist. Soovitav on keevitada metalli paksusega 12-60 mm, kasutades kahepoolset X-kujulist soont. Nurk α X, V kujuga lõikamisel võrdub 60º, kui kaldenurk tehakse ainult ühes servas, siis on α väärtus 50º. 20-60 mm paksuse korral on ladestunud metalli kõige ökonoomsem tarbimine U-kujulise lõikamisega. Kaldus võib olla tehtud ka ühest või mõlemast otsast. Nüristus on 1-2 mm ja vahe väärtus on 2 mm. Suure metalli paksuse (üle 60 mm) puhul on kõige tõhusam meetod servade pilu lõikamine. See protseduur on keevisliidete jaoks väga oluline, see mõjutab mitmeid keevisõmblustegureid:

Standardid ja GOST-id
- Käsitsi õmblused ja ühendused vastavalt standardile GOST 5264-80 sisaldavad tüüpe, keevitamiseks mõeldud mõõtmeid, mis on kaetud elektroodidega kõigis ruumilistes asendites. See ei hõlma ainult terastorustikke.
- Terasest torustike keevitamine. GOST 16037-80 - määratleb mehhaniseeritud keevitusmeetodi peamised tüübid, servade ettevalmistamise, projekteerimismõõtmed.
- vasest ja vase-nikli sulamitest. GOST 16038-80.
- Alumiiniumi kaarkeevitus. GOST 14806-80 - kuju, mõõtmed, servade ettevalmistamine alumiiniumi ja selle sulamite käsitsi ja mehhaniseeritud keevitamiseks, protsess viiakse läbi kaitsvas keskkonnas.
- Sukeldunud. GOST 8713-79 - keevisõmblused ja ühendused tehakse automaatse või mehhaniseeritud rippkeevitusega, räbustipadjal. Kehtib metalli paksusega 1,5 kuni 160 mm.
- Alumiiniumi keevitamine inertgaasides. GOST 27580-88 - standard käsitsi, poolautomaatse ja seda teostatakse mittetarbitava elektroodiga inertgaasides koos täitematerjaliga ja kehtib alumiiniumi paksusele 0,8 kuni 60 mm.
Keevisõmbluse tähistus
Vastavalt regulatiivsetele dokumentidele on keevisõmbluste olemasolu näidatud üldvaates või peal. Keevitusõmblused kuvatakse pidevate joontena, kui need on nähtavad. Ja kui see on vastupidi, siis katkendlike segmentidega. Nendelt joontelt tõmmatakse juhid ühesuunaliste nooltega. Keevitusõmbluste sümbol on valmistatud riiulist juhist. Kui õmblus on esiküljel, tehakse kiri riiuli kohale. Vastupidises versioonis asub tähistus riiuli all. See sisaldab teavet õmbluse kohta järgmises järjestuses:
- Abimärgid. Juhi ja riiuli ristumiskohas võib olla ikoon:
○ - suletud õmblus;
┐ - õmbluse keevitamine tehakse paigaldamise ajal.

- nende konstruktsioonielemendid ja GOST-ühendused.
- Õmbluse nimi vastavalt standardile.
- Keevitusmeetod vastavalt regulatiivsetele standarditele.
- Jalg on näidatud; see punkt kehtib ainult nurgaliidete kohta.
- Õmbluse katkestus, kui see on olemas. Siin on näidatud keevitussektsioonide samm ja asukoht.
- Lisaväärtusega lisaikoonid. Vaatleme neid eraldi.
Abisümbolid
Need märgid kantakse ka riiuli peale, kui keevisõmblus on joonisel nähtav, ja selle alla, kui see on nähtamatu:
- ---õmbluse tugevduse eemaldamine;
- pinnatöötlus, mis tagab sujuva ülemineku mitteväärismetallile, välistades longuse ja ebatasasused;
- õmblus on tehtud mööda avatud joont; see märk kehtib ainult joonisel nähtavate keevisõmbluste kohta;
- keevisliite pinnatöötluse puhtus.
Kui kõik konstruktsiooni õmblused on valmistatud sama GOST-i järgi, neil on samad servade ettevalmistused ja konstruktsiooni mõõtmed, on tähistus ja keevitusstandard näidatud tehnilistes nõuetes. Disainis ei pruugi olla kõiki, kuid suur hulk identseid õmblusi. Seejärel jagatakse need rühmadesse ja määratakse igas rühmas eraldi seerianumbrid. Täielik tähistus on näidatud ühel õmblusel. Ülejäänutele antakse ainult seerianumbrid. Rühmade arv ja nende õmbluste arv tuleb märkida regulatiivsesse dokumentatsiooni.
Neid kasutatakse nii madalehituses kui ka suurte majade, büroo- ja spordikeskuste ehitamisel. Keevitamise abil ühendatakse 2 või enam osa 1-ks. See loob tugeva ja usaldusväärse õmbluse, mis võib kesta kaua ilma detaili kui terviku purunemata või kahjustamata.
Lisaks saab keevisliiteid ja -õmblusi kasutada nii homogeenset tüüpi terasest metalldetailide kui ka erinevatest sulamitest valmistatud elementide ühendamiseks. Sellise keeruka töö jaoks on vaja valida õige keevitustehnoloogia, voolutugevus ja kulumaterjalid (elektroodid). Lisaks peab keevitajal olema piisav kogemus ja oskused, et vältida detaili põlemist ning vältida tarbetut pinget ja deformatsiooni edasisel töötamisel.
Keevisõmbluste klassifikatsioon
Kõik keevisliited on standarditud spetsiaalse dokumentatsiooniga, mis määratleb keevitamise mõisted, alad ja kohad. Kirjeldatud terminoloogia kehtib tehnilise dokumentatsiooni kohta, mis lisatakse õmbluste valmimisel. Samad mõisted on ära toodud õppe- ja metoodilistes juhendites, mida kasutatakse keevitajate koolitamiseks, samuti täiend- ja täiendõppeks.

Keevisõmbluste klassifikatsioonitabel.
Kasutades üldtunnustatud lühendeid, on isegi ühenduste märgistamise dokumentatsiooni või üldise spetsifikatsiooni puudumisel võimalik kindlaks teha, milline keevisühendus tehakse ehituskonstruktsiooni konkreetses kohas. Aktsepteeritakse järgmisi kokkuleppeid: põkkkeevisühendusi tähistatakse tavaliselt tähega "C"; kattuva keevisõmbluse tegemisel tähistatakse neid tähega "H"; kui on olemas T-liited, tähistatakse spetsifikatsioonis tähega "T"; nurk. liigesed - "U".
Põhimõtteliselt saab keevisliiteid ja õmblusi jagada mitme kriteeriumi järgi:
Lõpliku ristlõike kuju järgi:
- Tagumikuosad, st keevitavad osad, asetatakse piki ühte tasapinda.
- Nurgeline, kui metallosad on üksteise suhtes nurga all ja selle suurus ei oma tähtsust.
- Piludega, kui üksteise peale asetatud osad on vastastikku sulanud. Sel juhul on üks osadest (ülemine) täielikult sulanud ja keevisühenduse teine osa (alumine) on ainult osaliselt sulanud. Õmblus ise on neet. Seda ühendust nimetatakse ka elektriliseks neetühenduseks.
Vastavalt keevituskonfiguratsioonile:
- otsekohene iseloom;
- kõverjooneline välimus;
- rõnga tüüp.

Vastavalt keevisühenduse kestusele:
- Ühendused tehtud pideva õmblusega. Nende pikkus on 300 mm kuni 1 m või rohkem.
- Mida täidetakse katkendlikult. Sellisel juhul võib õmbluse asukoht olla ketis, malelaua mustris, olenevalt detaili konstruktsioonilistest iseärasustest ja nõuetest.
Vastavalt kasutatud keevitustehnoloogia meetodile:
- kaarkeevitus ilma lisavahendeid (gaas, räbust) kasutamata;
- gaasi (näiteks argooni) sisaldavas keskkonnas teostatud keevitamine.
Kasutatud keevituselementide arvu järgi:
- ühepoolne;
- kahesuunaline ühendus;
- mitmekihiline.
Vastavalt keevitamise tulemusena tekkinud metalli kogusele:
- normaalne;
- tugevdatud;
- nõrgenenud.
Tavaliselt ei ole ranget jaotust igat tüüpi klassifikaatoriteks. Töötamise ajal saab keevisliiteid tugevdada sirgjooneliselt. See tähendab, et kombinatsioonid võivad olla väga mitmekesised, sõltuvalt metallkonstruktsiooni keerukusest, jäikuse ja töökindluse nõuetest, kulumaterjalide saadavusest ja keevitaja oskustest.
Keevisliidete omadused

Peamised keevisliidete tüübid.
Sõltuvalt sellest, kuidas see lõpuks välja peaks tulema, on vaja arvesse võtta selle rakendamise ja täitmistehnoloogia iseärasusi.
Põkkkeevisühendused on osade ühendamine üksteisega sulatamise teel. Osad asetatakse samale tasapinnale ja kõige sagedamini kasutatakse kaarkeevitust. Pealegi saab selliseid õmblusi kasutada erinevate servadega osade ühendamiseks. Keevitamise servade töötlemine sõltub lehe paksusest. Kui töö käigus on vaja ühendada erineva paksusega detaile, siis tuleks jämedam serv viltustada, et see sobiks väiksemaga. See tagab kindla õmbluse.
Keevitamisel kasutatavate servade tüübi järgi võib põkkkeevisühendused jagada järgmisteks osadeks:
- osad, millel pole serva kaldjoont. Nende paksus peaks olema 3-5 mm;
- elemendid, millel on kumer serv;
- osad, mille serv moodustab tähe "U", nende paksus on 20-60 mm;
- X-kujulise servaga osad, metalli paksus 12-40 mm.
Lisateave ühenduste kohta
Põkk-keevisõmblustel on madalaim pingeväärtus ja need deformeeruvad vähem. See määrab nende sagedase kasutamise. Põkkvuugi tegemisel kulub metalli minimaalselt, tööks ettevalmistamine peab toimuma hoolikalt ja hoolikalt.

T-kujulised elemendid on metallosade ühendused, kui üks neist asub teisega risti. Tulemuseks on T-tähe kujuline liigend. Selle tüübi puhul võib õmblus ise asuda ühel või mõlemal küljel. Kõik sõltub jäikuse nõuetest, töö teostamise tehnilisest ja konstruktiivsest võimekusest. T-varraste süsteeme kasutatakse sõrestike, erinevat tüüpi sammaste ja riiulite raamide kokkupanemiseks. Lisaks on see ühendus hea talade keevitamiseks.
Nurgaühendused tehakse juhtudel, kui konstruktsiooni elemendid ei talu olulist pinget. Näiteks konteinerite ja paakide keevitamisel. Vajaliku töökindluse ja tugevuse tagamiseks ei tohiks keevitatud metalli paksus ületada 1-3 mm. Nurgaühenduses kantakse osad üksteisele vajaliku nurga all ja keevitatakse. Nurga suurus ei oma tähtsust. Õmblus on tehtud mõlemalt poolt pidevaks, et niiskus ei saaks sinna sisse tungida.
Ringliigendid tekivad siis, kui osad paiknevad üksteisega paralleelselt. Õmblus asub metallelementide külgpindadel. Metalli servad ei vaja erinevalt põkkmeetodist täiendavat töötlemist. Nii põhi- kui ka ladestatud metalli kulud on märkimisväärsed.

Konstruktsiooni enda paksus selle töötlusega ei ületa 12 mm. Et vältida niiskuse tungimist ühendust endasse, tuleb see teha mõlemalt poolt.
T-kujuliste liigeste, lapiühenduste ja nurgaliidete õmblusi saab teha väikeste segmentide kujul, st punktmeetodil. Kui on vaja teha eelhoiuseid, tehakse need ümara kujuga. Need. tekivad siis, kui üks osa sulab täielikult ja teine osa osaliselt.
Lisapunktid
Tuntud meetodeid kaarkeevituse teostamiseks ilma servade täiendava töötlemiseta saab teostada metalli paksusega 4 mm käsitsitööl, 18 mm mehhaniseeritud tööl. Seega, kui on vaja käsitsi kaaretehnikas keevitada olulise paksusega osi, tuleb servi täiendavalt töödelda.
Ühenduse geomeetria elemendid hõlmavad elementide vahel olevat pilu, lõikenurka, kaldenurka ja keevitamisel osalevate osade kõrvalekallet üksteise suhtes. Kaldusnurk määrab lõikenurga, mis on määrav kaare vajaliku ligipääsu tagamiseks kogu õmbluse sügavusele, mis tähendab õmbluse enda täielikku teostamist. Sõltuvalt ühenduse tüübist ja töötlemismeetodist on nurk üldiselt vahemikus 20–60 °, tolerantsiga 5 °. Vahe suurus on 0-4 mm.