Reguleeritav masin lintsae jaoks. Soovitused Kuidas seadistada lintsae reguleeritavat masinat
Seadistusprotsessiks loetakse toimingut, mis on seotud saehammaste painutamisega eri suundades, et vähendada saelindi hõõrdumist lõike külgpindadel ja vältida selle muljumist. Tera vabaks liikumiseks puidus on vaja tagada lõikelaius, mis ületab tera paksust vähemalt 30-60%.
Juhtmed on jagatud mitut tüüpi ja neil pole veel väljakujunenud nimesid, kuna saetootjad nimetavad neid erinevalt.
Standardseadet iseloomustab hammaste vahelduv painutamine eri külgedel.

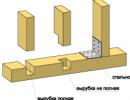
Ribamisel jagatakse saelehe hambad kolmeks, millest kaks painutatakse eri suundades ja kolmas jääb paigale.


Seda kasutatakse peamiselt kõva puiduga töötamisel. Iga kolmanda sae keskele jääva hamba trapetsikujuline kuju määrab kogu saelehe suuna.
Kõige keerulisem on laineline seadistus, kuna iga järgnev poollaine hammas paindub järjest suureneva summa võrra.

Mis tahes seadistusviisi korral ei paindu hammas alusest, vaid sellest on sisselõige 33–67% hamba kõrgusest. Hoolimata asjaolust, et iga tootja dikteerib lahutusega seotud näitajate osas oma nõuded, ei ületa need kõik 0,3–0,7 mm.
Pehme puiduga puid on üldiselt aktsepteeritud lintsaega, millel on suur vahe, ja kõva puiduga - väike vahe. Kuid igal juhul peaks levik olema selline, et saagimine toimuks ilma lõigatud kiilu moodustamiseta keskele.
Seadistamisel peavad kõik hambad olema sama palju painutatud lubatud veaga kuni 0,1 mm. Kui seadistus ei ole sama, tõmmatakse saag suurema seadistuse suunas.
Abielulahutuse seadmed
Abielulahutuse jaoks on spetsiaalsed lahutusseadmed, mis eristuvad suure mitmekesisuse ja funktsionaalsuse poolest. Tänapäeval hindavad paljud eksperdid sae seadistusseadet KEDR selle töökindluse, lihtsuse ja kasutusmugavuse ning madala hinna pärast.
See on käsitsi töötav masin, mis tagab paigutuse täpsuse 5 mikronit. Masin on selle kasutamise hõlbustamiseks varustatud spetsiaalsete tugialustega. Nupunäidiku olemasolu masinal maksimeerib paigutuse täpsust.
KEDR reguleerimisseadme hoolikalt läbimõeldud disain tagab kogu tootja poolt määratud sae ressursi produktiivse ja tõhusa kasutamise. Optimaalse lõikelaiuse tagamiseks saab seda hõlpsasti reguleerida vajalike seadistusparameetritega. Tänu sellele saate hakkama väiksema mootorivõimsusega, kuna saagimisel vähenevad hõõrdejõud.
See seadistusmasin võimaldab lihtsalt ja lihtsalt seadistada minimaalse saagimistakistusega.
Igal puiduliigil on iseloomulik kõvadus. Sõltuvalt sellest omadusest peaks saehammaste samm varieeruma. Kõvade tõugude puhul peaks samm olema väiksem.
Vaatamata selle masina ilmsetele eelistele teiste sarnase otstarbega seadmete ees, on sellel taskukohane hind, mis aitab kaasa ka selle kasvavale tuntusele kogu Venemaal.
Lintsaagide seadistamise masinal "KEDR" on järgmised tehnilised omadused:
- üldmõõtmed - 28,5x12,1x36 cm;
- abielulahutuse saagide laius - kuni 5 cm;
- seadistatavate saagide samm on 2,2 cm;
- kaal 5,2 kg.
Tuletame meelde ka lihtsamad seadmed rauasaagide seadistamiseks. Nende kasutamine lintsaagides on seotud madala täpsuse ja suure töömahukusega. Nende kasutamine on õigustatud ainult spetsiaalsete seadmete puudumisel.

Juhtmed
Õigesti seatud sae märgid
Lahutuse õigsust saab hinnata lõike sisu järgi, täidetud seguga, millest 2/3 on saepuru ja 1/3 õhk. Praktikas väljendub see selles, et õige luurega saag evakueerib lõikelt üle 4/5 puidupeente mahust.
Väga suure jaotusega lõikes suureneb õhu maht ja samal ajal halveneb jäätmete eemaldamine. Väikese hambalaiuga kaetakse plaat tihedalt kokkupressitud kuuma saepuru kihiga.
Kui vahe on liiga suur, on saagimine tõmblev, kui see on liiga väike, muutub see laineliseks. Peame kasulikuks veel kord meelde tuletada, et ainult hamba ülemine osa liigutatakse lahku, nii et saagimine toimub ainult terava nurgaga hamba ülemises osas. Enne lõikamist teritatakse saag minimaalse metallieemaldusega, piirdudes sõna otseses mõttes jäsemete eemaldamisega.
Miks saag lõikab halvasti?
See võib olla tingitud hamba suurest teritusnurgast, millega kaasneb sae puitu sisenemisel üleshüpe. Siis kulgeb saagimine tavaliselt normaalselt päris lõpuni, kuid palgi väljapääsu juures kukub saag alla. Seda saagimisrežiimi nimetatakse "tõukamiseks", kuna saag on välja pressitud. Väljapääs on teritusnurga vähendamine 2-3 kraadi võrra.
Olulise teritusnurga ja ebapiisava laiuse korral teeb saag palgi sisenemise alguses ülespoole hüppe ja laua kuju osutub kõveraks "mõõgakujuliseks". Plaadi kvaliteet taastatakse teritusnurga 2 kraadi võrra vähendamise ja leviku suurendamisega. Laud näeb välja "nagu mõõk" isegi siis, kui saag "sukeldub" alla. See on väikese teritusnurga ja ebapiisava seadistuse ühine tagajärg. Sellest olukorrast saate välja, suurendades teritusnurka kahe kraadi võrra ja suurendades levikut.
Kui plaat on tugevalt kaetud katsudes lahtise saepuruga, viitab see väikesele jäljele, mis nõuab suurendamist ja samal ajal teritusnurga vähendamist.
Terava saega lainekujulise lõike põhjustab liiga väike vahe, mis tuleb viia normaalväärtuseni.
Tuima saega saagimisel, mida pole kunagi teritatud, hakkab see hamba soontes pragunema. Sama võib juhtuda ka siis, kui proovite lõigata puud saega, mille laius ei ole tööks piisav või kui jätkate saagimist niigi tuhmi teraga.
Sae tagaküljele võivad tekkida praod, kui vahemaa juhtrullikute tagumiste tõkete ja tera tagaosa vahel on liiga suur.
Saepuru terale “rullumise” nähtust täheldatakse siis, kui saehambad ei ole üksteisest liiga kaugel ja lõikes ei ole vajalikku õhuhulka. Sellisel juhul kuumeneb saag saepuruga hõõrdumise tõttu, mis põhjustab puidutolmu küpsemist saelehele.
Kui saepuru “rullimine” hõivab hamba sisepinna ja saeketas on puhas, võib seda seletada mitme põhjusega: kehv teritamine (liiga suur etteanne või paks materjali eemaldamine, mis põhjustab saematerjali halva kvaliteedi). hambaaugu pind), hammaste liiga suur teritusnurk või tuhmi sae jätkuv saagimine.
Mõnikord täheldatakse hambapesade küljel pragusid. Tavaliselt juhtub see siis, kui ümberlihvimise käigus eemaldatakse ühe käiguga palju metalli, mis viib hambaserva ülekuumenemiseni.
Paljusid probleeme saab vältida, kui pöörata terituskivile piisavalt tähelepanu ning seda pidevalt ja hoolikalt uuesti täita.
Peame meeles pidama, et ükskõik kui hästi masinat puidu lõikamiseks kasutatakse, on see vaid saeajam. Lõiketööde kvaliteet ja efektiivsus on 90% seotud sae nõuetekohase hooldusega ja vaid 10% masina üldisest seisukorrast.
Teritusnurga määrab hambaserva vertikaaljoonest lahkumise nurk. Soovitav teritusnurk on enamikul juhtudel 10-12 kraadi. Kui saetakse kõvasid kive ja külmunud puitu, siis peaks teritusnurk olema 8-10 kraadi. Pehmete kivimite saagimisel tõuseb see 12-15 o-ni.
Hammaste asetus mõjutab suuresti hamba lõikeserva omadusi. Peame meeles pidama, et hammaste teritamine vähendab nende kõrgust ja seega ka asetust.
Lintsae teritusparameetrid sõltuvalt saetava puidu tüübist on toodud allolevas tabelis.
| Har-ka terad |
Väga pehme tõud |
Keskmiselt pehmed tõud | |||
| Värske vaigune |
Värske vaiguta | Kuivatatud 3-5 aastat | Jäätis | ||
| Teritusnurk | 12-16 | 12-16 | 12 | 8-12 | 8-10 |
| Hammaste kõrgus | 6,4 mm* | 4,8 mm* | 4,8 mm* | 4,8 mm* | 4,5 mm* |
| Hammaste joondamine | 0,61-0,66 mm | 0,58-0,61 mm | 0,51-0,56 mm | 0,41-0,46 mm | 0,41-0,46 mm |
* — väikseim vastuvõetav väärtus.
Need tabeliandmed ei ole oma olemuselt ettekirjutavad, seetõttu on iga puiduliigi jaoks vajalik tööriista parameetrite individuaalne valimine. Saagimise kvaliteet ei ole seotud ainult nende näitajate eduka valikuga, vaid ka kasutuskohaga või siia saagimiseks tarnitava puidu kasvupiirkonnaga. Fakt on see, et isegi sama liigi puud võivad olenevalt piirkonnast olla erineva tiheduse ja vaigususega.
Lintsaele suurema vastupidavuse ja kvaliteetse lõike saamiseks on vaja suure vaigusisaldusega puude saagimisel tera põhjalikult veega niisutada. Madala vaigusisaldusega puude saagimiseks mõeldud saed vajavad niisutamiseks seebilahust. Külma ilmaga on kõige parem sae niisutada diislikütusega.
Iga puidukaupmees, kes plaanib saeveskit osta, loodab loomulikult kasumit teenida. Kuid peate meeles pidama, et saeveski stabiilseks tööks on vaja kvaliteetseid saed ette valmistada. Pealegi tuleb seda teha peaaegu iga päev. Eelmistes artiklites rääkisime saagimisprotsessi seadistamisest, lintsaagide teritamise uuest meetodist ning hakkasime rääkima ka ühest keerulisemast protsessist saagide tööks ettevalmistamisel - hammaste seadistamise protsessist. Selles postituses räägime sellest protsessist lähemalt.
II. Käsitsi täiustatud hammaste seadmise meetod (pressitüüp)
Vältimaks seadmisel “kiigu” efekti, on vaja lintsae korpus enne tõukuri vajutamist hambale kinnitada nii, et see ei saaks liikuda. Seda saab teha ainult siis, kui kinnitada keha kindlalt kinnitatava hamba all oleva plaadiga.
Seda saab teha kõige lihtsamalt, eraldades sae korpuse kinnitamise ja tõukuri hambale vajutamise funktsioonid. Need masinad on müügis. Kahe liigutusega kordamööda eraldamine on aga väga ebamugav, kuigi põhimõtteliselt on see võimalik. Peaasi on aga see, et kuigi tootjad on “kiigu” probleemi lahendanud, on masin ise tehtud väga halvasti ja lisaks ka mõningate põhikomponentideta, mis ei võimalda siiski nii reguleeritavate õlgadega lintsaagi hästi reguleerida.
Masin, mis ühe klõpsuga järjest esmalt sae korpuse plaadiga jäigalt kinni kinnitab ja seejärel tõukuri hambale vajutab, on tehtud väga hästi ja kõigi vajalike komponentidega pääseks vaid IRN. Olime kümmekond aastat tagasi ühed esimestest, kes neilt sellise reguleeritava seadme ostsid. Seda kasutatakse siiani saagide seadistamiseks ja oleme sellega väga rahul.
Kui kolm aastat tagasi oma profiilkettaga teritusmasinaid müüma hakkasime, soovitasime sinna juurde IRN-i reguleerimismasinat. Kuid viimase pooleteise aasta jooksul on nende lahutatutega probleeme tekkima hakanud. Nende hind on kahekordistunud - 12 tuhandelt 25 tuhandele rublale ja mis kõige tähtsam, töö kvaliteet on halvenenud. Vähemalt paljud, kes võtsid selle reguleeritava tööriista meie teritusmasina osaks, pidid selle esmalt meile muutmiseks tooma, misjärel ei olnud neil enam lintsae reguleerimisega probleeme.
Tagamaks, et kasutajatel enam selliseid probleeme ei tekiks, oleme välja töötanud ja hakkame nüüd masstootma reguleeritavat masinat sümboli PC30/60 all.
III. Kahe hamba seadmine korraga
Masinaid, mis panevad korraga kaks hammast, valmistatakse järgmist tüüpi:
koos teritusmasinaga;
eraldi ainult reguleeritav masin, mis töötab mootoriga;
eraldi ainult käsitsi etteandega reguleeritav masin ratta (foto 1) või hoova kujul.
Foto 1. Vormis käsitsi etteandega reguleeritav masin
rattad
Selle variandi masinaid reklaamivad müüjad kõige tugevamalt, sest väidetavalt peaksid need teritaja tööd lihtsamaks tegema, pannes lintsae mõlemale küljele korraga kaks hammast. See on väga hea reklaami “nuudel” nende kõrvadele, kes pole ise lintsaagi püsti pannud. Need, kes on vähemalt korra sae tööks ette valmistanud, teavad väga hästi, et sae iga hammas seatakse individuaalselt. Tõukur tõmbab hammast alati tagasi vajalikust tagasilöögist suurema summa võrra. Kui tõukurit tagasi tõmmata, vetrub hammas alati teatud määral tagasi. Veelgi enam, isegi ühe sae puhul võib iga konkreetse hamba tagasitõmbumine kõikuda 5–25 indikaatorühiku vahel. Seetõttu peab teritaja vajaliku seadistusväärtuse saamiseks peaaegu alati tegema kaks või kolm vajutust, sageli igaüks erinevatele indikaatoriväärtustele (st erineva jõuga). On ka hambaid, mis vetruvad teistest kehvemini ja isegi ühe-kahe klõpsuga enne indikaatori lugemist, nagu ka vedruhammastel, jäävad need nõutavast komplektist suurematele väärtustele ja neid tuleb spetsiaalselt tagasi painutada.
Nüüd peaks teile selgeks saama, et kahte hammast ühe klõpsuga korraga hästi eraldada on lihtsalt võimatu. Kuid masinad müüvad hästi ja mõned on tulemustega isegi rahul. Sae sellisele masinale seadistades peaksite alati teadma: te ei saa kunagi garanteeritud lintsae head seadistust. Abielulahutus on alati ettearvamatu. Käru väikeste etteannetega, suvaline partii enam-vähem võrdselt vedruga hammastega saagi, vahel saab uue puhta mehhanismiga normaalselt saagida. Kuid hiljem tekivad paratamatult probleemid. Kuid nad hakkavad nende probleemide põhjust otsima kõikjal, kuid mitte lahutuses, uskudes, et see on väga hea. Tootjad ei pane peaaegu kõigile nendele reguleeritavatele näitajatele isegi indikaatoreid. Selgitage seda sellega, et paigaldate kõik üks kord ja seejärel liigutate lihtsalt lahti: haamrid löövad alati ühtemoodi ja pole vaja kontrollida. Ja te kontrollite ja näete ise, kui suur on tegelikult lahutuse tähendus.
Lisaks mõjutavad nende masinate joondamise täpsust tugevalt samad põhjused, mis klassikalistes: mustuse sattumine mehhanismi, riskid tõukuri peatamisel ja tugiplaatidel. Eriti tugevalt mõjub seatava hambaosa kõrgus.
IV. Automaatne
Ainsa tõeliselt automaatse reguleerimismasina valmistab Wood-Mizer. Iga hammas seatakse sae ühele küljele pneumaatilise tõukuri abil, millel on mitu jõuga reguleeritavat lööki, jälgides pidevalt elektroonilise mikromeetri abil tegelikult saadud seadet. Järgmine tõukuri poolt seadistatav hammas söödetakse automaatselt alles pärast seda, kui indikaator näitab seatud väärtust. Pärast ühe külje lõpetamist masin peatub. Seejärel eemaldatakse saag masinast, keeratakse välja, paigaldatakse uuesti masinale ja seatakse saag teisele poole.
Masin oleks väga hea, kui mitte oma hinna eest. Täna on see ligikaudu 350 tuhat rubla, mis on põhjendamatu isegi teeninduskeskuste jaoks, rääkimata lihtsast saeveskist. Ja kuigi Wood-Mizeri firma esindajad väidavad, et nemad müüvad neid reguleeritavaid masinaid, siis mina isiklikult pole neid kunagi kasutuses näinud ja olen näinud ainult näitustel.
Soovitused reguleeritava masina tööks ettevalmistamiseks
Näitaja
Enne teritamist on vaja eemaldada puuklotsiga teritamise järel tekkinud purud, vastasel juhul annab indikaator vale näitu.
Kui teie indikaator mõõdab tollides, on parem asendada see kohe millimeetrites mõõdetava indikaatoriga, kuna üks indikaatori jaotus tollides vastab ligikaudu kahele ja poolele indikaatori jaotusele millimeetrites. Seega, kui teritaja teeb tolerantsi kahe jaotusega tollides, vastab see viiele jaotusele millimeetrites, mis on palju, ja vastupidi, kahe jaotuse tolerants millimeetrites vastab vaid poolele jaotusele tollides. Paigutus, kui indikaator on kalibreeritud millimeetrites, muutub täpsemaks. Saag lõikab ühtlaselt, ilma tõmblemiseta.
Indikaatorpea peaks liikuma sujuvalt, ilma kinnikiilumise või kinnijäämiseta.
Selleks, et hamba ots jääks tingimata vastu indikaatori otsa tasapinda, peab selle läbimõõt olema 7–10 mm.
Iga päev või vähemalt kord nädalas peate kontrollima indikaatori nulli. Selleks võtke klaas (seda on lihtsam teha) või metallplaat paksusega vähemalt 2 mm, pikkusega 100–150 mm (nii, et see toetuks tugipunktidele) ja laiusega 40–50 mm . Plaat asetatakse sae asemele, kinnitatakse vedruga koormatud tõkesti või stoppplaadiga, mis peaks suruma sae korpuse vastu statsionaarset plaati ja seatakse null.
Kuna klaas on peaaegu täiesti tasane, on null väga täpselt seatud, siin on peamine asi mitte üle vajutada, muidu klaas lihtsalt puruneb.

Paljud inimesed püüavad seda teha lintsae korpusel. Kuid kere on väga õhuke ja paindub kergesti 0,1–0,2 mm võrra, mis on silmale praktiliselt nähtamatu ning indikaatori viga sel viisil nulli üles või alla seadmisel võib ulatuda 10 või enama jaotuseni, mis on vastuvõetamatu, eriti kui toimub tõeline lahutus üle vastuvõetavate piiride. Tõelise väikese vahega (alla 0,45 mm) hakkab saag lõikes kinni jääma, laine moodustumisega kaotab see stabiilsuse. Kui tegelik komplekt on liiga suur (üle 0,75 mm), haarduvad hambad liiga sügavalt puitu ja sõlmede tiheduse järsu muutumise korral hakkab saag kiiremini lainetama, kuna isegi kerge tuhmusega. see tõmmatakse küljele.
Indikaatori vertikaalnurka reguleeritakse sama plaadi abil. Pärast plaadi kinnitamist peatustega peaks indikaatori ots tihedalt ja ilma vahedeta plaadi külge sobima (joonis 1).
Fikseeritud ja teisaldatavad plaadid
Plaatide tasapinnad peavad olema ristkülikukujulised, ilma painde, kulumise ja mustuseta. Fikseeritud plaadi ots, millele hammas surutakse, peab olema sirge, kulumata.
Enne iga paigutust tuleb plaat puhastada, vastasel juhul rikub sellele kleepunud mustus kindlasti paigutust ja muudab selle ebaühtlaseks.
Ankrupunktid
Töö edenedes kuluvad tugipunktid, neisse tekivad sooned, millesse võib aeg-ajalt lintsae tagumine osa kinni jääda ja hambad sätitakse erinevale kõrgusele. Saag lõikab jõnksatavalt. Kulunud toed tuleb välja vahetada.
Vedruga peatused
Jälgige, et hammast kinnistamiseks vajutades ei suruks lintsae korpus statsionaarsest plaadist eemale, see tähendab, et piirete vedrud on piisavalt tugevad, et seda kinni hoida. Kui kere ikkagi eemaldub, proovige vedru spetsiaalsete kruvidega pingutada.
Samuti peate jälgima nende peatuste otste kulumist. Nad peaksid suruma keha kogu tasapinnaga. Kui jätate selle vahele, saate kiiksu.
Proovige sundida teritajat nii, et see ei võimalda lõikamisel rohkem kui kahte või kolme jaotust. Siis lõikab saag kaua ja kvaliteetselt. Kuid nagu praktika näitab, tehakse tavaliselt viie kuni kümne jaotuse tolerants.
Sel juhul võib ka kõige parem lintsaag hakata pärast esimest palki muretsema.
Juhtmete kontrollimiseks müüakse odavaid indikaatoreid eraldi. Kui soovite, et teie teritaja oleks juhtmestiku osas vastutustundlikum, ostke see seade ja kasutage seda vähemalt mõnikord.
Väga oluline on seadistada sae algne asend reguleeritavas seadmes (joonis 2). Paljud inimesed asetavad madalama tasandi piki hambaõõnsust. See ei ole õige. Hammas seatakse juurest kaarekujuliselt. See on väga suur hoob, nii et isegi kerge tuhmusega ja sõlmede korral läheb saag tõenäoliselt kohe ärevile. Alumine piir tuleb määrata sõltuvalt sae tüübist, võttes arvesse, et mida madalam see on, seda stabiilsem on saag lõikes. Kuid peate alati meeles pidama: mida tugevamalt on kõvastunud hammas sae korpuses fikseeritud, seda suurem peaks olema vahemaa. Vastasel juhul lähed lahutuse ajal lihtsalt hambad katki.
Püsiv kõvadus - 3 mm.
Flex back - Hard Edge, Hard Back nõrgaks hammaste fikseerimiseks - 3,5 mm.
Flex back - Hard Edge, Hard Back keskmise ja tugeva hambafiksatsiooniga - 4 mm.
Kuid isegi õige kõrguse seadistuse korral, kui statsionaarse plaadi tugitasapind on kortsus, saate ikkagi raadiuse (joonis 2a) ja vastava lõikekvaliteedi. Fikseeritud plaadi tasapinnad peavad olema siledad, siis paindub hamba ots piki katkendlikku joont ja omandab seeläbi maksimaalse vastupidavuse koormustele (joonis 2b).
Hambatõukur
Tõukuri piirang peaks olema umbes 2 mm allpool hamba ülaosast, siis toimub seadistamine tavapäraselt.
Tähelepanu. Hambaid tuleks eemale liigutada mitte ühe tugeva survega, vaid kahe-kolme mitte väga tugeva survega. Siis asetate hambad alati õigesti ja ei lõhu ühtegi.
Kui olete kõvastunud hamba painutanud, painutades seda tagasi, peate sellest haarama, et see ei puruneks, mitte lõikeservast, vaid veidi madalamalt, tagant.
Isegi hea teritaja ei tea ülalkirjeldatud põhjustel kunagi, kas ta on lintsae õigesti paigutanud. On vaja, et teritaja vaataks pärast komplekti ühes suunas kiiresti uuesti 7–15 hambast koosnevat komplekti. Kui lahutus vastab väärtustele, mis see peaks olema, siis on kõik korras ja võite edasi minna. Kui ta näeb muid numbreid, on tal vaja kiiresti masin korda teha, muidu tekib nõiaring. Saag lõikab halvasti, lainetab, kogeb tugevat pinget, naaseb kiiresti teritaja juurde ja töömaht suureneb. Kolme kuni viie lintsae asemel päevas on tal vaja teha 10–15. Saed lõikavad vähe ja lähevad kiiresti katki. Selle tulemusena on ühe vale toimingu tõttu kõik kahjumis: omanik kaotab saagide pealt raha, teritaja ei tule töömahuga toime, raamija ei saa normaalselt töötada.
Nüüd teate, kuidas lintsaagi korralikult tööks ette valmistada. Oluline on meeles pidada, et saeveski ostetakse kasumi saamiseks. Seetõttu on iga saeveski jaoks vaja kvaliteetseid saed iga päev ette valmistada. Saematerjali lintsaagidega saagimine annab teile tõesti hea sissetuleku, kui seda õigesti teha. Järgmised artiklid on pühendatud saeveski seadistustele ja sellele, kuidas sisendada oma töötajatesse oskust toota ainult kõrgekvaliteedilist maksimaalse toodanguga saematerjali.
Puidu esmaseks töötlemiseks kasutatakse saeveskeid, mille abil lõigatakse toorik vajaliku suuruse ja kujuga elementideks. Üks levinumaid puidu lõikamise masinaid on lintsaag, millel on teiste tüüpide ees mitmeid eeliseid.
Selleks, et lõiketera töötaks võimalikult kaua, vajab see perioodilist hooldust. See hõlmab lintsaelehtede teritamist ja lõikamist. Need toimingud tuleb läbi viia tõrgeteta, vastasel juhul muutub tera väga kiiresti tuhmiks ja masina tootlikkus väheneb oluliselt. Sellise lindi jätkuv kasutamine võib põhjustada selle hävimise.
Juhtmete otstarve
Lintsaeveski laialipaiskumine täidab väga olulist funktsiooni – vähendab oluliselt lõikelaiuse suurendamise kaudu tera ja puidust tooriku vahelist hõõrdumist. See saavutatakse hammaste painutamisel tera suhtes. Kuid aja jooksul muudavad lõikeelemendid töö ajal oma asukohta, mis viib lõike suuruse vähenemiseni. Selle tulemusena suureneb hõõrdumine oluliselt ja see võib põhjustada võrgu hammustamist.
Hooldusoperaator peab teadma, kuidas lintsaagi õigesti seadistada. Parameetrite mittejärgimine võib põhjustada lainelõikamist ja tera eemaldamist. Lisaks tuleb jälgida hammaste painutamise teatud järjestust.
Nagu juhised ütlevad, tuleks lintsaagide lõikamist teha ainult spetsiaalsel masinal, mille konstruktsioonis on kurvi suuruse määramiseks näidik. Sel juhul tuleks kõik hambad ühepalju kõrvale nihutada. Levitamisvahemik on 0,3–0,7 mm.
Juhtmete tüübid. Operatsiooni sooritamise nüansid
Enne lintsaele lõike tegemist tuleks esmalt otsustada painde tüübi üle. Kokku on mitut tüüpi:
- klassikaline pettus. See erineb selle poolest, et hambad painduvad vaheldumisi eri suundades. See tähendab, et üks element paindub vasakule, teine paremale;
- puhastamine Veidi erinev esimesest variandist. Selle olemus seisneb selles, et kaks hammast liiguvad eri suundades, samas kui kolmas jääb muutumatuks. Sel viisil lintsaeveski püstitamine toimub lehtpuu lõikamisel;
- laineline. Kõige raskem teostatav meetod. Siin on iga hamba paindeväärtus individuaalne, mis annab lõikeserva lainelise konfiguratsiooni.
Enne lintsaeveskites lahutust peaksite kaaluma mitmeid olulisi nüansse:
- painde suurus kõigil hammastel peab olema sama (ei kehti lainelise meetodi puhul);
- lõikeelement peaks painduma mitte aluses, vaid ainult selles osas;
- jõudu tuleb rakendada rangelt määratletud punktile.
Nüüd sellest, kuidas saeveskite jaoks lintsaagi õigesti seadistada. Nagu juba märgitud, tehakse see toiming spetsiaalse masinaga. Töö olemus taandub asjaolule, et lõuend on raami sisse kinnitatud. Seejärel indikaator kalibreeritakse. Järgmisena paigaldatakse kang, mida kasutatakse painutamiseks (valitakse jõu rakendamise koht).
Pärast paigaldustööd painutab operaator hammast, jälgides samal ajal selle painde suurust indikaatori abil. Seejärel liigub lint kaadris ja toimingut korratakse, kuid erineva lõikeelemendiga.
Lintsae ettevalmistamisel pole tähtsusetu selle hammaste joondamine. Saame oma klientidelt selle kohta palju küsimusi. Vastame teie küsimustele:
Tänapäeval on turg täis erinevate modifikatsioonidega saagide seadistusmasinaid, kuid 95% neist on loodud selleks, et tootjale (müüjale), kuid mitte ostjale raha teenida, ja ka selleks, et sundida ostjat ostma lintsaagi. nii tihti kui võimalik.
Miks?
Vastus on lihtne, nende ettevõtete pakutavatel masinatel on nõrgad saekinnitusüksused, lõtk ja põhikomponentide halb keevitamine.
Näide:
Asetate sae reguleeritavasse saha, surute käepidemega ettepoole, nii et masina nõel painutab saehammast õigesse väärtusse (vaadake komplektiga kaasasolevat indikaatorit), ja masin selle asemel, et hammast painutada. ettepoole õige väärtuseni, painutab sae põhja tagasi ja hammas asetseb ettepoole nii nagu peab, kuid see tekitab kiiguefekti, mis viib sae deformatsioonini ja selline tööriist on pärast seda kasutuskõlbmatu. lühikest aega.
Kuna sae iga hammas on individuaalne ja peale seadmist vetrub erinevalt, peaks ühe sae jaoks kuluma umbes 20-25 minutit, et iga hamba kõrvalekaldenurka maksimaalselt reguleerida.
Enamikul masinatel võib indikaator näidata hamba õiget kõrvalekallet, kuid tegelikkus on sellest kaugel
Kuna masin lihtsalt ei suuda täpsust toota. Seda saab hõlpsasti kontrollida, asetades hammaste vastu seatud käsitsi saehammaste mõõtmise indikaatori (valmistatud Saksamaal), mis näitab hammaste kõrvalekalde taset kõige täpsemalt, tulemus on masendav.
Turul on ka masinaid, mis eraldavad kaks hammast korraga. Teenindusorganisatsioonid ja üksikisikud, kes vajavad "hullu kiirust", armastavad seda väga.
AGA........!
Jällegi, need masinad ei taga nõutavat täpsust; iga kord on viga ettearvamatu.
Küsimusele, miks see nii on, on lihtne vastus:
Kuna hoovad, mis liigutavad hammast lahku, on konfigureeritud ainult ühe liikumisjõu (painde) jaoks ja neil ei ole võimalust hammast täpselt nii nagu vaja vajutada. Vastavalt sellele seatakse iga hammas erinevalt.
Kuidas sellest olukorrast välja tulla, et lahutus oleks täpne ning saagide ettevalmistamine ja sellele järgnev saagimine peavalu ei tooks?
Tänapäeval on turul masinad, millel on selge sae korpuse fikseerimine pressi kujul, see tähendab, et ühe vajutusega kinnitate sae, kinnitus on nii jäik, et te ei saa seda soovi korral liigutada, ja teise vajutusega liigutad hamba laiali ja vajutad nii nagu nõuab, press kaotab pöörderežiimi (näide on toodud ülalpool) ja tulemuseks saad ideaalselt seatud sae.
Samuti peaksite sae ettevalmistamisel arvestama puidu tüübiga:
*Pehmed lehtpuud: (teritusnurk 12-16 kraadi, minimaalne hambakõrgus 4,8mm, hammaste komplekt 0,54-0,66mm)
*Pehmed okaspuud, keskmiselt vaigused: (teritusnurk 12-15 kraadi, minimaalne hambakõrgus 4,8mm, hammaste komplekt 0,52-0,66mm)
*Pehmed okaspuud, kõrge vaigusisaldus: (teritusnurk 12-16 kraadi, minimaalne hambakõrgus 4,8mm, hammaste komplekt 0,52-0,60mm)
*lehtpuit: (teritusnurk 8-12 kraadi, minimaalne hambakõrgus 4,5mm, hammaste komplekt 0,41-0,46mm)
*Pehme lehtpuu, külmutatud: (teritusnurk 8-12 kraadi, minimaalne hambakõrgus 4,5mm, hammaste komplekt 0,46-0,56mm)
*Pehmed okaspuud, keskmiselt vaigused, külmutatud: (teritusnurk 8-12 kraadi, minimaalne hambakõrgus 4,5 mm, hammaste komplekt 0,41-0,46 mm)
*Pehmed okaspuud, kõrge vaigusisaldusega, külmutatud: (teritusnurk 10-12 kraadi, minimaalne hambakõrgus 4,8mm, hammaste komplekt 0,41-0,51mm)
*lehtpuit, külmutatud: (teritusnurk 8-12 kraadi, minimaalne hambakõrgus 4,5mm, hammaste komplekt 0,41-0,46mm)
Kuna teatud tüüpi kivi saagimisel peab sael olema erinev teritusnurk ja erinev hammaste seadistuse hälve. Alles siis lõikab saag ideaalselt, laineteta ja kvaliteetselt.
Nüüd räägime sellest, kuidas sae eluiga pikendada:
Keskmiselt peab saag vastu 25-30 m3, misjärel tekib rebend või isegi saag on edasiseks tööks täiesti kasutuskõlbmatu.
Sellel on kaks peamist põhjust:
Nõutavat joondamist ei järgita ja saag ei ole õigesti teritatud.
Turul on kahte tüüpi saeteritusmasinaid, lihtsad abrasiivkettaga masinad ja täisprofiiliga masinad teemantkettaga.
Mis vahe on?
Abrasiivkettaga masin teritab saagi ainult mööda esi- ja tagaserva ning sellise masinaga saagi hästi teritamiseks on vaja kõrgelt kvalifitseeritud töötajaid, kes on võimelised tegema rutiinseid töid. Kuna sellist masinat tuleb reguleerida mitte ainult enne sae teritamist, vaid sageli ja isegi teritamise ajal, teenindab sellise teritusmasinaga saag teile vajalikku 20 m3, misjärel see muutub kasutuskõlbmatuks.
Täisprofiilmasin teritab saagi mitte ainult esi- ja tagaserva, vaid kogu profiili ulatuses, samuti kasutatakse teritamisel jahutusvedelikku, et saag ära ei põleks, lisaks sae teritamisele teostab masin ka sellised omadused nagu lihvimine, Abrasiivse kettaga masinaga teritamisel tekivad väga tugevalt mikropraod, mis järgnevalt põhjustavad sae rebenemise. Täisprofiilne masin lihvib sae nii, et mikropraod kaovad, seejuures võib sae kasutusiga ulatuda 20-30 m3 asemel kuni ~60 m3 ning lisaks võtab see sae pinge maha, mis on väga oluline, iga hammas jääb on sama profiiliga, mis suurendab sae stabiilsust lõikes.
Saag peaks töötama mitte rohkem kui 1-1,5 tundi, misjärel see eemaldatakse, pööratakse pahupidi ja riputatakse 24 tunniks naelale, et pingete leevendamiseks ei ole vaja saagi pärast iga vahetust teritada, seda enam sageli teritad, mida kiiremini sae tapad, sae lõikeomadused säilivad vähemalt 1-2 vahetust rohkem.
Joondamist on vaja pidevalt kontrollida, kui operaator tunneb saagimise ajal, et saeveski liigub aeglaselt, eemaldage saag ja kontrollige ennekõike sae joondust, see on vundament.
Puidu esmaseks töötlemiseks kasutatakse saeveskeid, mille abil lõigatakse toorik vajaliku suuruse ja kujuga elementideks. Üks levinumaid puidu lõikamise masinaid on lintsaag, millel on teiste tüüpide ees mitmeid eeliseid.
Selleks, et lõiketera töötaks võimalikult kaua, vajab see perioodilist hooldust. See hõlmab lintsaelehtede teritamist ja lõikamist. Need toimingud tuleb läbi viia tõrgeteta, vastasel juhul muutub tera väga kiiresti tuhmiks ja masina tootlikkus väheneb oluliselt. Sellise lindi jätkuv kasutamine võib põhjustada selle hävimise.
Juhtmete otstarve
Lintsaeveski laialipaiskumine täidab väga olulist funktsiooni – vähendab oluliselt lõikelaiuse suurendamise kaudu tera ja puidust tooriku vahelist hõõrdumist. See saavutatakse hammaste painutamisel tera suhtes. Kuid aja jooksul muudavad lõikeelemendid töö ajal oma asukohta, mis viib lõike suuruse vähenemiseni. Selle tulemusena suureneb hõõrdumine oluliselt ja see võib põhjustada võrgu hammustamist.
Hooldusoperaator peab teadma, kuidas lintsaagi õigesti seadistada. Parameetrite mittejärgimine võib põhjustada lainelõikamist ja tera eemaldamist. Lisaks tuleb jälgida hammaste painutamise teatud järjestust.
Nagu juhised ütlevad, tuleks lintsaagide lõikamist teha ainult spetsiaalsel masinal, mille konstruktsioonis on kurvi suuruse määramiseks näidik. Sel juhul tuleks kõik hambad ühepalju kõrvale nihutada. Levitamisvahemik on 0,3–0,7 mm.
Juhtmete tüübid. Operatsiooni sooritamise nüansid
Enne lintsaele lõike tegemist tuleks esmalt otsustada painde tüübi üle. Kokku on mitut tüüpi:
- klassikaline pettus. See erineb selle poolest, et hambad painduvad vaheldumisi eri suundades. See tähendab, et üks element paindub vasakule, teine paremale;
- puhastamine Veidi erinev esimesest variandist. Selle olemus seisneb selles, et kaks hammast liiguvad eri suundades, samas kui kolmas jääb muutumatuks. Sel viisil lintsaeveski püstitamine toimub lehtpuu lõikamisel;
- laineline. Kõige raskem teostatav meetod. Siin on iga hamba paindeväärtus individuaalne, mis annab lõikeserva lainelise konfiguratsiooni.
Enne lintsaeveskites lahutust peaksite kaaluma mitmeid olulisi nüansse:
- painde suurus kõigil hammastel peab olema sama (ei kehti lainelise meetodi puhul);
- lõikeelement peaks painduma mitte aluses, vaid ainult selles osas;
- jõudu tuleb rakendada rangelt määratletud punktile.
Nüüd sellest, kuidas saeveskite jaoks lintsaagi õigesti seadistada. Nagu juba märgitud, tehakse see toiming spetsiaalse masinaga. Töö olemus taandub asjaolule, et lõuend on raami sisse kinnitatud. Seejärel indikaator kalibreeritakse. Järgmisena paigaldatakse kang, mida kasutatakse painutamiseks (valitakse jõu rakendamise koht).
Pärast paigaldustööd painutab operaator hammast, jälgides samal ajal selle painde suurust indikaatori abil. Seejärel liigub lint kaadris ja toimingut korratakse, kuid erineva lõikeelemendiga.