Αυλάκια φρεζαρίσματος - πώς να εκτελέσετε τη λειτουργία αποτελεσματικά; Φρέζα ώμου και σχισμής Μέσω φρεζαρίσματος κλειδαριάς
Φρέζα ώμου και αυλακιού
ΠΡΟΣ ΤΗΝκατηγορία:
Εργασίες φρεζαρίσματος
Φρέζα ώμου και αυλακιού
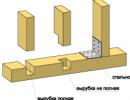
Μια προεξοχή είναι μια εσοχή που περιορίζεται από δύο αμοιβαία κάθετα επίπεδα που σχηματίζουν ένα σκαλοπάτι. Το τμήμα μπορεί να έχει μία, δύο ή περισσότερες προεξοχές. Ένα αυλάκι είναι μια εσοχή σε ένα τμήμα, που περιορίζεται από επίπεδα ή διαμορφωμένες επιφάνειες. Ανάλογα με το σχήμα της εσοχής, οι αυλακώσεις χωρίζονται σε ορθογώνιες, σε σχήμα Τ και σε σχήμα. Οι αυλακώσεις οποιουδήποτε προφίλ μπορούν να είναι διαμπερείς, ανοιχτές ή με έξοδο και κλειστές.
Η επεξεργασία των ώμων και των αυλακώσεων είναι μία από τις εργασίες που εκτελούνται σε φρέζες. Οι φρεζαρισμένοι ώμοι και οι αυλακώσεις υπόκεινται σε διαφορετικές τεχνικές απαιτήσεις ανάλογα με τον σκοπό, τη σειριακή παραγωγή, την ακρίβεια διαστάσεων, την ακρίβεια θέσης και την τραχύτητα της επιφάνειας. Όλες αυτές οι απαιτήσεις καθορίζουν τη μέθοδο επεξεργασίας.
Το φρεζάρισμα των ώμων και των αυλακώσεων πραγματοποιείται με μύλους με δίσκους, καθώς και με ένα σετ δίσκων κοπής. Επιπλέον, οι ώμοι μπορούν να αλέσουν με τελικούς μύλους.
Φρέζες και αυλακώσεις με δισκοκόπτες. Οι κοπτήρες δίσκων έχουν σχεδιαστεί για την επεξεργασία επιπέδων, ώμων και αυλακώσεων. Οι δισκοκόπτες διακρίνονται μεταξύ συμπαγών και εισαγόμενων δοντιών. Οι κόφτες συμπαγούς δίσκου χωρίζονται σε σχισμή (ST SEV 573-77), με αυλακώσεις (GOST 8543-71), τριών όψεων με ίσια δόντια (GOST 3755-78), τριών όψεων με μικρά και κανονικά δόντια πολλαπλών κατευθύνσεων. Οι φρέζες με ένθετα δόντια κατασκευάζονται τριών όψεων (GOST 1669-78). Οι αυλακωτοί κόφτες δίσκων έχουν δόντια μόνο στο κυλινδρικό μέρος· χρησιμοποιούνται για φρεζάρισμα ρηχών αυλακώσεων. Ο κύριος τύπος κοπτικών δίσκων είναι τριών όψεων. Έχουν δόντια στην κυλινδρική επιφάνεια και στα δύο άκρα. Χρησιμοποιούνται για την επεξεργασία προεξοχών και βαθύτερων αυλακώσεων. Παρέχουν υψηλότερη κατηγορία τραχύτητας για τα πλευρικά τοιχώματα μιας αυλάκωσης ή ώμου. Για τη βελτίωση των συνθηκών κοπής, οι κοπτήρες δίσκων τριών όψεων είναι εξοπλισμένοι με κεκλιμένα δόντια με εναλλασσόμενες κατευθύνσεις αυλάκωσης, δηλαδή το ένα δόντι έχει δεξιά κατεύθυνση αυλάκωσης και το άλλο δίπλα του έχει κατεύθυνση προς τα αριστερά. Επομένως, τέτοιοι κόφτες ονομάζονται πολυκατευθυντικοί: Χάρη στην εναλλασσόμενη κλίση των δοντιών, οι αξονικές συνιστώσες της δύναμης κοπής του δεξιού και του αριστερού δοντιού εξισορροπούνται αμοιβαία. Αυτοί οι κόφτες έχουν δόντια και στις δύο άκρες. Το κύριο μειονέκτημα των δίσκων τριών όψεων είναι η μείωση του πλάτους μετά το πρώτο άλεσμα κατά μήκος του άκρου. Όταν χρησιμοποιείτε ρυθμιζόμενους κόφτες, που αποτελούνται από δύο μισά του ίδιου πάχους με επικαλυπτόμενα δόντια στην υποδοχή, μετά το τρίψιμο είναι δυνατή η επαναφορά του αρχικού μεγέθους. Αυτό επιτυγχάνεται με τη χρήση αποστατών κατάλληλου πάχους από φύλλο χαλκού ή ορείχαλκου, οι οποίοι τοποθετούνται στην υποδοχή μεταξύ των κοπτικών.

Ρύζι. 1. Προεξοχές

Ρύζι. 2. Τύποι αυλακώσεων ανά σχήμα

Ρύζι. 3. Ανθρωποθυρίδες: διαμπερείς, με έξοδο και κλειστές
Οι κόφτες δίσκων με ένθετα μαχαίρια εξοπλισμένα με πλάκες σκληρού κράματος είναι τριών όψεων (GOST 5348-69) και διπλής όψης. Για αυλάκια φρεζαρίσματος χρησιμοποιούνται δισκοκόπτες τριών όψεων και για ώμους και επίπεδα φρεζαρίσματος δύο όψεων. Τα μαχαίρια εισαγωγής στερεώνονται στο σώμα και των δύο τύπων κοπτικών χρησιμοποιώντας αξονικές αυλακώσεις και σφήνα με γωνία 5°. Το πλεονέκτημα αυτής της μεθόδου στερέωσης μαχαιριών ένθετου είναι η ικανότητα αντιστάθμισης της φθοράς και του στρώματος που αφαιρείται κατά την εκ νέου λείανση. Η αποκατάσταση του μεγέθους σε διάμετρο επιτυγχάνεται με την αναδιάταξη των μαχαιριών κατά μία ή περισσότερες αυλακώσεις και σε πλάτος - με την αντίστοιχη επέκταση των μαχαιριών. Οι κόφτες τριών όψεων έχουν μαχαίρια με εναλλασσόμενη κλίση με γωνία 10°, για διπλής όψης - προς μία κατεύθυνση με γωνία κλίσης 10° (για κοπτικά δεξιά και αριστερά).
Η χρήση δίσκων κοπής τριών όψεων με ένθετα καρβιδίου δίνει την υψηλότερη παραγωγικότητα κατά την επεξεργασία αυλακώσεων και ώμων. Ένας κόφτης δίσκου "κρατά" το μέγεθος καλύτερα από έναν κόφτη άκρων.
Επιλογή του τύπου και του μεγέθους των δίσκων κοπής. Ο τύπος και το μέγεθος του κοπτικού δίσκου επιλέγονται ανάλογα με το μέγεθος των επιφανειών που επεξεργάζονται και το υλικό του τεμαχίου εργασίας. Για δεδομένες συνθήκες επεξεργασίας, επιλέγεται ο τύπος του κόφτη, το υλικό του τμήματος κοπής και οι κύριες διαστάσεις - B, D, d και z. Για το φρεζάρισμα εύκολα επεξεργασμένων υλικών και υλικών μέσης δυσκολίας επεξεργασίας με μεγάλο βάθος άλεσης, χρησιμοποιούνται κόφτες με κανονικά μεγάλα δόντια. Κατά την επεξεργασία υλικών που κόβονται δύσκολα και το φρεζάρισμα με μικρά βάθη κοπής, συνιστάται η χρήση κοπτικών με κανονικά και λεπτά δόντια.
Η διάμετρος του κόφτη πρέπει να επιλέγεται όσο το δυνατόν μικρότερη, καθώς όσο μικρότερη είναι η διάμετρος του κόφτη, τόσο μεγαλύτερη είναι η ακαμψία και η αντοχή του στους κραδασμούς. Επιπλέον, όσο αυξάνεται η διάμετρος, αυξάνεται η αντοχή του.

Ρύζι. 4. Επιλογή της διαμέτρου των δίσκων κοπής
Στο Σχ. 5, α, β δείχνει ένα διάγραμμα φρεζαρίσματος δύο ώμων σε ένα μέρος. Το φρεζάρισμα των ώμων με δισκοκόπτες, όπως προαναφέρθηκε, πραγματοποιείται συνήθως με δισκοκόπτη διπλής όψης. Στην περίπτωσή μας όμως θα πρέπει να επιλέξουμε δισκοκόφτη τριών όψεων, αφού πρέπει να επεξεργαστούμε με τη σειρά έναν ώμο σε κάθε πλευρά του εξαρτήματος.

Ρύζι. 5. Τρίψιμο ώμου με δισκοκόπτη
Εγκατάσταση μηχανής φρεζαρίσματος μέσω ορθογώνιων αυλακώσεων με χρήση δισκοκοπτικών. Κατά το φρεζάρισμα των ώμων, η ακρίβεια του πλάτους του ώμου δεν εξαρτάται από το πλάτος του κόφτη. Πρέπει να πληρούται μόνο μία προϋπόθεση: το πλάτος του κόφτη πρέπει να είναι μεγαλύτερο από το πλάτος του ώμου (αν είναι δυνατόν, όχι περισσότερο από 3-5 mm).
Όταν φρεζάρετε ορθογώνιες αυλακώσεις, το πλάτος του δίσκου κοπής πρέπει να είναι ίσο με το πλάτος της αύλακας που φρεζάρετε στην περίπτωση που η διαρροή των ακραίων δοντιών είναι μηδέν. Εάν υπάρχει διαρροή των δοντιών κοπής, το μέγεθος της αυλάκωσης που έχει φρεζάρει ένας τέτοιος κόφτης θα είναι αντίστοιχα μεγαλύτερο από το πλάτος του κόφτη. Αυτό θα πρέπει να λαμβάνεται υπόψη, ειδικά κατά την επεξεργασία αυλακώσεων που έχουν ακριβές πλάτος.
Η ρύθμιση του βάθους κοπής μπορεί να πραγματοποιηθεί σύμφωνα με τις σημάνσεις. Για να επισημανθούν με σαφήνεια οι γραμμές σήμανσης, το τεμάχιο εργασίας είναι προ-βαμμένο με διάλυμα κιμωλίας και εφαρμόζονται εσοχές (πυρήνες) στη γραμμή που σχεδιάζεται από έναν γραμμωτή επιφάνειας χρησιμοποιώντας μια κεντρική διάτρηση. Η ρύθμιση του βάθους κοπής κατά μήκος της γραμμής σήμανσης πραγματοποιείται με δοκιμαστικά περάσματα. Ταυτόχρονα, βεβαιωθείτε ότι ο κόφτης κόβει μόνο τις μισές εσοχές από την κεντρική διάτρηση.
Κατά τη ρύθμιση μιας μηχανής για την επεξεργασία αυλακώσεων, είναι πολύ σημαντικό να τοποθετήσετε σωστά τον κόφτη σε σχέση με το προς επεξεργασία τεμάχιο. Στην περίπτωση που το τεμάχιο εργασίας είναι εγκατεστημένο σε ειδική συσκευή, η θέση του σε σχέση με τον κόφτη καθορίζεται από την ίδια τη συσκευή.
Η ακριβής εγκατάσταση των κοπτικών σε δεδομένο βάθος πραγματοποιείται χρησιμοποιώντας ειδικές ρυθμίσεις ή διαστάσεις που παρέχονται στη συσκευή. Στο Σχ. Το σχήμα 6 δείχνει διαγράμματα για την εγκατάσταση κοπτικών σε μέγεθος χρησιμοποιώντας ρυθμίσεις. Η διάσταση 1 είναι μια πλάκα από σκληρυμένο χάλυβα (Εικ. 6, α) ή ένα τετράγωνο (Εικ. 6, β, γ), στερεωμένη στο σώμα της συσκευής. Ένας αισθητήρας μέτρησης πάχους 3-5 mm τοποθετείται μεταξύ του σετ και της κοπτικής ακμής του δοντιού κοπής για να αποφευχθεί η επαφή του δοντιού κοπής με τη σκληρυμένη επιφάνεια του σετ. Εάν η επεξεργασία της ίδιας επιφάνειας πραγματοποιείται σε δύο περάσματα (τραχύτητα και φινίρισμα), τότε χρησιμοποιούνται ανιχνευτές διαφορετικού πάχους για την τοποθέτηση κοπτικών ίδιων διαστάσεων.
Επωμίδες και αυλακώσεις φρεζαρίσματος με σετ δίσκων κοπής. Κατά την επεξεργασία μιας παρτίδας πανομοιότυπων εξαρτημάτων, μπορεί να πραγματοποιηθεί ταυτόχρονη άλεση δύο ώμων, δύο ή περισσότερων αυλακώσεων από ένα σετ κοπτικών. Για να επιτευχθεί η απαιτούμενη απόσταση μεταξύ των ώμων και των αυλακώσεων, τοποθετείται ένα αντίστοιχο σύνολο δακτυλίων στερέωσης στον άξονα μεταξύ των κοπτικών.
Κατά την επεξεργασία των τεμαχίων εργασίας με ένα σετ κοπτικών, τοποθετείται ένας κόφτης σύμφωνα με τις διαστάσεις, καθώς η σχετική θέση του σετ στο μανδρέλι επιτυγχάνεται με την επιλογή δακτυλίων στερέωσης. Όταν εγκαθιστούν κοπτήρες σε ένα δεδομένο μέγεθος, καταφεύγουν στη χρήση ειδικών προτύπων εγκατάστασης. Για την ακριβή τοποθέτηση των κοπτικών, χρησιμοποιούνται επίπεδα-παράλληλα ακραία μπλοκ και στοπ ενδείξεων. Στο Σχ. Το σχήμα 7 δείχνει ένα διάγραμμα της διάταξης των ενδεικτικών στοπ σε μια οριζόντια φρέζα για την ακριβή τοποθέτηση των κοπτικών κατά τις εγκάρσιες και κάθετες κινήσεις του τραπεζιού. Χρησιμοποιώντας μια τέτοια συσκευή, μπορείτε να ανεβοκατεβάζετε το τραπέζι κατά ένα δεδομένο ποσό με επιταχυνόμενη κίνηση, χωρίς να φοβάστε ότι θα κάνετε λάθος στην καταμέτρηση.
Η σκοπιμότητα επεξεργασίας ώμων και αυλακώσεων με ένα σετ κοπτικών μπορεί να καθοριστεί με βάση το συνολικό χρόνο που δαπανάται (χρόνος υπολογισμού) ανά μέρος για τις συγκριτικές επιλογές για την επεξεργασία αυλακώσεων.
Φρέζες και αυλακώσεις με τελικούς μύλους. Οι ώμοι και οι αυλακώσεις μπορούν να κατεργαστούν με τελικούς μύλους σε κάθετες και οριζόντιες φρέζες. Οι τελικοί μύλοι (GOST 17026-71*) είναι σχεδιασμένοι για την επεξεργασία επιπέδων, ώμων και αυλακώσεων. Κατασκευάζονται με κυλινδρικά και κωνικά στελέχη. Οι τελικοί μύλοι κατασκευάζονται με κανονικά και μεγάλα δόντια. Οι μύλοι με κανονικά δόντια χρησιμοποιούνται για ημι-τελική κατεργασία και τελική κατεργασία ώμων και αυλακώσεων. Μύλοι με μεγάλα δόντια χρησιμοποιούνται για τραχύτητα.
Οι μύλοι αδροποίησης με οπίσθια δόντια (GOST 4675-71) προορίζονται για την ακατέργαστη επεξεργασία τεμαχίων που λαμβάνονται με χύτευση και σφυρηλάτηση.
Οι μύλοι καρβιδίου (GOST 20533-75-20539-75) κατασκευάζονται σε δύο τύπους: εξοπλισμένοι με κορώνες καρβιδίου για διαμέτρους 10-20 mm και βιδωτές πλάκες (για διαμέτρους 16-50 mm).
Ρύζι. 6. Εφαρμογή εγκαταστάσεων φρεζαρίσματος
Επί του παρόντος, τα εργοστάσια εργαλείων παράγουν μύλους συμπαγούς καρβιδίου με διάμετρο 3-10 mm και τελικούς μύλους με ένα τμήμα εργασίας συμπαγούς καρβιδίου συγκολλημένο σε ένα χαλύβδινο κωνικό στέλεχος. Η διάμετρος των κοπτικών είναι 14-18 mm, ο αριθμός των δοντιών είναι τρία. Η χρήση κοπτικών καρβιδίου είναι ιδιαίτερα αποτελεσματική κατά την επεξεργασία αυλακώσεων και ώμων σε τεμάχια κατεργασίας από σκληρυμένους και δύσκολους στην κοπή χάλυβες.
Η ακρίβεια των αυλακώσεων σε πλάτος κατά την επεξεργασία τους με εργαλεία μέτρησης, όπως δίσκοι και τελικοί μύλοι, εξαρτάται σε μεγάλο βαθμό από την ακρίβεια των χρησιμοποιούμενων κοπτικών, καθώς και από την ακρίβεια, την ακαμψία των φρέζων και από τη διαρροή του κόφτη μετά στερέωση στον άξονα. Το μειονέκτημα ενός εργαλείου μέτρησης είναι η απώλεια του ονομαστικού του μεγέθους λόγω φθοράς και μετά από εκ νέου λείανση. Για τους ακραίους μύλους, μετά το πρώτο άλεσμα κατά μήκος μιας κυλινδρικής επιφάνειας, το μέγεθος της διαμέτρου παραμορφώνεται και αποδεικνύεται ότι είναι ακατάλληλα για την απόκτηση του ακριβούς πλάτους της αυλάκωσης.
Μπορείτε να πάρετε το ακριβές μέγεθος του πλάτους της αυλάκωσης επεξεργάζοντάς το σε δύο περάσματα: τραχύτητα και φινίρισμα. Κατά τη διάρκεια του φινιρίσματος, ο κόφτης θα βαθμονομήσει το αυλάκι μόνο σε πλάτος, διατηρώντας το μέγεθός του για μεγάλο χρονικό διάστημα.
Πρόσφατα, εμφανίστηκαν τσοκ για τη στερέωση τελικών μύλων, επιτρέποντας την εγκατάσταση ενός κόφτη με ρυθμιζόμενη εκκεντρότητα, δηλαδή ρυθμιζόμενη εξαγωγή. Στο Σχ. Το Σχήμα 8 δείχνει ένα τσοκ τσοκ που χρησιμοποιείται στο Σύλλογο Εργαλειομηχανών του Λένινγκραντ που πήρε το όνομά του. Y. M. Sverdlova. Η τρύπα στο σώμα του τσοκ τρυπιέται έκκεντρα κατά 0,3 mm σε σχέση με το στέλεχος του. Σε αυτή την τρύπα εισάγεται ένα χιτώνιο για κολέτες με την ίδια εκκεντρότητα σε σχέση με την εσωτερική διάμετρο. Ο δακτύλιος είναι στερεωμένος στο σώμα με δύο μπουλόνια. Όταν το χιτώνιο περιστρέφεται με ένα παξιμάδι και τα μπουλόνια χαλαρώνουν ελαφρά, εμφανίζεται μια υπό όρους αύξηση της διαμέτρου του κόφτη (μία διαίρεση ανά άκρο αντιστοιχεί σε αύξηση της διαμέτρου του κόφτη κατά 0,04 mm).
Κατά την κατεργασία αυλακώσεων με ακραίο μύλο, τα ροκανίδια πρέπει να κατευθύνονται προς τα πάνω κατά μήκος της ελικοειδούς αυλάκωσης, έτσι ώστε να μην χαλάσουν την κατεργασμένη επιφάνεια ή να προκαλέσουν σπάσιμο του δοντιού κοπής. Αυτό είναι δυνατό στην περίπτωση που η κατεύθυνση της ελικοειδούς αυλάκωσης συμπίπτει με την κατεύθυνση περιστροφής του κοπτήρα, δηλαδή όταν βρίσκονται στην ίδια κατεύθυνση. Ωστόσο, η αξονική συνιστώσα της δύναμης κοπής Px θα κατευθυνθεί προς τα κάτω για να ωθήσει τον κόφτη έξω από την υποδοχή του άξονα. Επομένως, κατά την κατεργασία αυλακώσεων, ο κόφτης πρέπει να στερεώνεται με μεγαλύτερη ασφάλεια από ό,τι κατά τη μηχανική κατεργασία ανοιχτού επιπέδου με ακραίο μύλο. Η φορά περιστροφής του κόφτη και της ελικοειδούς αυλάκωσης, όπως στην περίπτωση της μηχανικής κατεργασίας με πρόσοψη και κυλινδρικούς κόφτες, θα πρέπει να είναι αντίθετη, καθώς στην περίπτωση αυτή η αξονική συνιστώσα της δύναμης κοπής θα κατευθύνεται προς την υποδοχή της ατράκτου και τείνει να σφίξει το μανδρέλι με τον κόφτη στην υποδοχή του άξονα.

Ρύζι. 8. Τσοκ για αυλακώσεις μέτρησης φρεζαρίσματος με τυπικούς κόφτες

Ρύζι. 9. Φρεζάρισμα κεκλιμένου επιπέδου σε μέγγενη

Ρύζι. 10. Άλεσμα της εσοχής του μέρους του σώματος
Άλλοι τύποι εργασιών που εκτελούνται από τελικούς μύλους. Εκτός από την επεξεργασία ώμων και αυλακώσεων, οι τελικοί μύλοι χρησιμοποιούνται για την εκτέλεση άλλων εργασιών σε κάθετες και οριζόντιες φρέζες.
Οι τελικοί μύλοι χρησιμοποιούνται για την επεξεργασία ανοιχτών επιπέδων: κάθετα, οριζόντια και κεκλιμένα. Στο Σχ. Το σχήμα 9 δείχνει φρεζάρισμα ενός κεκλιμένου επιπέδου σε μια γενική μέγγενη. Οι τεχνικές επεξεργασίας επιπέδων με τελικούς μύλους δεν διαφέρουν από τις τεχνικές επεξεργασίας ώμων και αυλακώσεων. Οι τελικοί μύλοι μπορούν να χρησιμοποιηθούν για την επεξεργασία διαφόρων εσοχών (πριζών). Στο Σχ. Το Σχήμα 10 δείχνει το φρεζάρισμα μιας κοιλότητας με τη χρήση ενός ακραίου μύλου. Η άλεση των εσοχών στο τεμάχιο εργασίας πραγματοποιείται σύμφωνα με τις σημάνσεις. Είναι πιο βολικό να κάνετε πρώτα προκαταρκτική φρεζάρισμα του περιγράμματος της εσοχής (χωρίς να φτάσετε στις γραμμές σήμανσης) και στη συνέχεια το τελικό φρεζάρισμα του περιγράμματος.
Σε περιπτώσεις όπου είναι απαραίτητο να φρεζάρετε ένα παράθυρο αντί για μια εσοχή, είναι απαραίτητο να τοποθετήσετε ένα κατάλληλο υπόστρωμα κάτω από το τεμάχιο εργασίας, ώστε να μην καταστρέψετε τη μέγγενη όταν βγει ο μύλος.
Φρέζες με άκρο μύλο. Οι ώμοι μπορούν να αλέσουν τόσο σε κάθετες όσο και σε οριζόντιες φρέζες. Η επεξεργασία εξαρτημάτων με συμμετρικά τοποθετημένους ώμους μπορεί να πραγματοποιηθεί στερεώνοντας τα τεμάχια εργασίας σε περιστροφικά τραπέζια δύο θέσεων. Μετά το φρεζάρισμα του πρώτου ώμου, το εξάρτημα περιστρέφεται κατά 180° και τοποθετείται στη δεύτερη θέση για να αλέσει τον δεύτερο ώμο.
ΠΡΟΣ ΤΗΝκατηγορία:
Εργασίες φρεζαρίσματος
Κλειδιά φρεζαρίσματος σε άξονες
Οι συνδέσεις με κλειδί είναι πολύ συνηθισμένες στη μηχανολογία. Μπορούν να είναι με πρισματικά, τμηματικά, σφηνοειδή και άλλα βασικά τμήματα. Τα σχέδια εργασίας του άξονα πρέπει να περιέχουν διαστάσεις για άξονα με κλειδί φτερού και για άξονα με κλειδί τμήματος.
Οι δίοδοι κλειδιού χωρίζονται σε διαμπερείς, ανοιχτές (με έξοδο) και κλειστές. Το φρεζάρισμα των κλειδιών είναι μια πολύ υπεύθυνη λειτουργία. Η φύση της προσαρμογής των εξαρτημάτων που ταιριάζουν με τον άξονα εξαρτάται από την ακρίβεια του κλειδιού. Ισχύουν αυστηρές τεχνικές απαιτήσεις για φρεζάρισμα κλειδιών. Το πλάτος του κλειδιού πρέπει να γίνει σύμφωνα με τη 2η ή 3η κατηγορία ακρίβειας: το βάθος της κλειδαριάς πρέπει να γίνει σύμφωνα με την 5η κατηγορία ακρίβειας. Το μήκος της αυλάκωσης για το κλειδί είναι σύμφωνα με την 8η κατηγορία ακρίβειας. Η μη συμμόρφωση με αυτές τις απαιτήσεις κατά το φρεζάρισμα των κλειδιών συνεπάγεται εργασίες τοποθέτησης εντατικής εργασίας κατά τη συναρμολόγηση - πριόνισμα κλειδιών ή άλλων εξαρτημάτων ζευγαρώματος.
Εκτός από τις παραπάνω απαιτήσεις, όσον αφορά την ακρίβεια του κλειδιού, υπάρχει επίσης απαίτηση σχετικά με την ακρίβεια της θέσης του και την τραχύτητα της επιφάνειας του. Οι πλευρικές όψεις του κλειδιού πρέπει να βρίσκονται συμμετρικά σε σχέση με το επίπεδο που διέρχεται από τον άξονα του άξονα. Η επιφανειακή τραχύτητα των πλευρικών τοιχωμάτων πρέπει να είναι εντός της 5ης κατηγορίας τραχύτητας και μερικές φορές υψηλότερη.
Συγκρίνοντας τις ανοχές στα κοπτικά με τις ανοχές στο μέγεθος του κλειδιού, μπορεί κανείς να πειστεί για τη δυσκολία δημιουργίας αυλακιού της απαιτούμενης ακρίβειας σε μηχανήματα που χρησιμοποιούν εργαλεία μέτρησης. Ας πάρουμε ως παράδειγμα ένα αυλάκι με πλάτος 12 psh
Η πρακτική δείχνει ότι για την κατεργασία ενός κλειδιού, πρέπει να επιλεγεί προσεκτικά ένα αυλάκι που ταιριάζει στο πεδίο ανοχής του PN. κόπτες και κάνουν δοκιμαστικά περάσματα. Στη σειριακή και στη μαζική παραγωγή, τείνουν να αντικαθιστούν τις συνδέσεις με κλειδί με σχισμή όποτε είναι δυνατόν.
Οι αυλακωτοί κόφτες δίσκων (ST SEV 573-77) προορίζονται για φρεζάρισμα ρηχών αυλακώσεων. Έχουν δόντια μόνο στο κυλινδρικό μέρος.
Οι αυλακωτοί κόφτες που υποστηρίζονται σύμφωνα με το GOST 8543-71 προορίζονται επίσης για την επεξεργασία αυλακώσεων. Ακονίζονται μόνο στην μπροστινή επιφάνεια. Το πλεονέκτημα αυτών των κοπτικών είναι ότι δεν χάνουν το πλάτος τους μετά το άλεσμα. Διατίθενται σε διαμέτρους από 50 έως 100 mm, από 4 έως 16 mm.
Οι κλειδοκόπτες σύμφωνα με το GOST 9140-78 χρησιμοποιούνται για φρεζάρισμα κλειδιών και κατασκευάζονται με κυλινδρικό και κωνικό στέλεχος. Οι κλειδοκόφτες έχουν δύο δόντια κοπής με κοπή στο τέλος
κοινές άκρες που εκτελούν την κύρια εργασία κοπής. Οι κοπτικές άκρες του κόφτη δεν κατευθύνονται προς τα έξω, όπως ένα τρυπάνι, αλλά στο σώμα του εργαλείου. Τέτοιοι κόφτες μπορούν να λειτουργήσουν με αξονική τροφοδοσία (όπως τρυπάνι) και με διαμήκη τροφοδοσία. Το εκ νέου ακόνισμα των κοπτικών πραγματοποιείται κατά μήκος των ακραίων δοντιών, με αποτέλεσμα η διάμετρος του κοπτήρα να παραμένει πρακτικά αμετάβλητη. Αυτό είναι πολύ σημαντικό για την κατεργασία αυλακώσεων.
Οι φρέζες με κυλινδρικό στέλεχος κατασκευάζονται για διαμέτρους από 2 έως 20 mm, με κωνικό στέλεχος - από 16 έως 40 mm. Επί του παρόντος, τα εργοστάσια εργαλείων παράγουν κλειδοκόπτες από συμπαγές καρβίδιο με διάμετρο 3, 4, 6, 8 και 10 mm με γωνία ελικοειδούς αυλού 20° από κράμα VK8. Αυτοί οι κόφτες χρησιμοποιούνται κυρίως για την κατεργασία σκληρυμένων χάλυβων και υλικών που κόβονται δύσκολα. Η χρήση αυτών των κοπτικών σάς επιτρέπει να αυξήσετε την παραγωγικότητα της εργασίας κατά 2-3 φορές και να αυξήσετε την κατηγορία τραχύτητας της επεξεργασμένης επιφάνειας.
Οι κόφτες στελέχους για υποδοχές για κλειδιά τμημάτων σύμφωνα με το GOST 6648-68* προορίζονται για φρεζάρισμα όλων των υποδοχών για κλειδιά τμημάτων με διάμετρο 4-5 mm.
Οι τοποθετημένοι κόφτες για αυλακώσεις για τμηματικά κλειδιά σύμφωνα με το GOST 6648-68* προορίζονται για φρεζάρισμα όλων των αυλακώσεων για τμηματικά κλειδιά με διάμετρο 55-80 mm.
Ασφάλιση τεμαχίων εργασίας. Τα κενά άξονων για φρεζάρισμα των κλειδιών και τα επίπεδα μέσα σε αυτά στερεώνονται άνετα σε πρίσματα. Για μικρά τεμάχια εργασίας, αρκεί ένα πρίσμα. Για μεγαλύτερα μήκη άξονα, το τεμάχιο εργασίας είναι τοποθετημένο σε δύο πρίσματα. Η σωστή τοποθέτηση του πρίσματος στο τραπέζι της μηχανής εξασφαλίζεται από ένα τένοντα στη βάση του πρίσματος, το οποίο ταιριάζει στην αυλάκωση του τραπεζιού, όπως φαίνεται στο σχήμα στα δεξιά. Οι άξονες στερεώνονται με σφιγκτήρες. Για να αποφευχθεί η εκτροπή του άξονα κατά τη στερέωση, είναι απαραίτητο να διασφαλίσετε ότι οι σφιγκτήρες στηρίζονται στον άξονα πάνω από τα πρίσματα. Κάτω από τους σφιγκτήρες θα πρέπει να τοποθετηθεί ένα λεπτό χάλκινο ή ορειχάλκινο παρέμβυσμα ώστε να μην καταστρέφεται η τελική επεξεργασμένη κυλινδρική επιφάνεια του άξονα. Στο Σχ. Το σχήμα 4 δείχνει μια μέγγενη για τη στερέωση αξόνων. Η μέγγενη μπορεί να στερεωθεί στο τραπέζι είτε στη θέση που φαίνεται στο σχήμα, είτε μπορεί να περιστραφεί κατά 90°. Είναι επομένως κατάλληλα για τη στερέωση αξόνων τόσο σε οριζόντιες όσο και σε κάθετες φρέζες. Ο άξονας είναι τοποθετημένος με μια κυλινδρική επιφάνεια σε ένα πρίσμα και, όταν ο χειροτροχός περιστρέφεται, συσφίγγεται με σιαγόνες που περιστρέφονται γύρω από τα δάχτυλα. Το πρίσμα μπορεί να εγκατασταθεί σε μέγγενη στην άλλη πλευρά του άξονα μεγαλύτερης διαμέτρου. Το στοπ χρησιμοποιείται για τη ρύθμιση του άξονα κατά μήκος του.

Ρύζι. 1. Άξονας με κλειδαριές

Ρύζι. 2. Διάταξη πεδίων ανοχής για μπρελόκ και κόφτη

Ρύζι. 3. Ασφάλιση του άξονα στους οίσμους

Ρύζι. 4. Μέγγενη για στερέωση αξόνων
Στο Σχ. Το σχήμα 5 δείχνει ένα μαγνητικό πρίσμα με μόνιμο μαγνήτη. Το σώμα του πρίσματος αποτελείται από δύο μέρη, μεταξύ των οποίων τοποθετείται ένας μαγνήτης οξειδίου του βαρίου. Για να στερεώσετε τον κύλινδρο, απλώς γυρίστε τη λαβή του διακόπτη κατά 90°. Η δύναμη σύσφιξης είναι αρκετά επαρκής για φρεζάρισμα κλειδαριών, επίπεδων κ.λπ. στους κυλίνδρους.Ταυτόχρονα με τη στερέωση του εξαρτήματος, το πρίσμα έλκεται στην επιφάνεια στήριξης του τραπεζιού της μηχανής.
Τρίψιμο μέσω κλειδαριών. Οι κλειδαριές αλέθονται μετά το φινίρισμα της κυλινδρικής επιφάνειας. Διαμέσου και ανοιχτές αυλακώσεις με αυλάκωση που εξέρχεται γύρω από έναν κύκλο, η ακτίνα του οποίου είναι ίση με την ακτίνα του κόφτη, επεξεργάζονται με δισκοκόπτες. Η υπέρβαση του πλάτους της αυλάκωσης σε σύγκριση με το πλάτος του κόφτη είναι 0,1 mm ή περισσότερο. Μετά το ακόνισμα των κοπτικών σχισμών δίσκου, το πλάτος του κόφτη μειώνεται ελαφρώς, επομένως η χρήση κοπτικών είναι δυνατή μόνο μέχρι ορισμένα όρια, μετά τα οποία χρησιμοποιούνται για άλλες εργασίες όταν το μέγεθος του πλάτους δεν είναι τόσο σημαντικό.
Στο Σχ. Το σχήμα 6 δείχνει την εγκατάσταση του τεμαχίου εργασίας και του κόφτη κατά το φρεζάρισμα ενός διαμπερούς κλειδιού. Κατά την εγκατάσταση ενός κόφτη σε έναν άξονα, είναι απαραίτητο να βεβαιωθείτε ότι ο κόφτης έχει ελάχιστη διαρροή στο άκρο. Το τεμάχιο εργασίας στερεώνεται σε μέγγενη μηχανής με χάλκινες ή ορειχάλκινες σιαγόνες.
Με μια σωστά τοποθετημένη μέγγενη, δεν χρειάζεται να ελεγχθεί η ακρίβεια της εγκατάστασης του άξονα που είναι στερεωμένος σε αυτήν. Ο κόφτης πρέπει να τοποθετηθεί έτσι ώστε να βρίσκεται συμμετρικά σε σχέση με το διαμετρικό επίπεδο που διέρχεται από τον άξονα του άξονα. Για να εκπληρώσετε αυτήν την προϋπόθεση, χρησιμοποιήστε την ακόλουθη τεχνική. Μετά τη στερέωση του κόφτη και τον έλεγχο της εξόδου του με έναν δείκτη, ο κόφτης τοποθετείται πρώτα στο διαμετρικό επίπεδο του άξονα. Η ακριβής εγκατάσταση πραγματοποιείται με τετράγωνο και παχύμετρο.
Για να τοποθετήσετε τον κόφτη, είναι απαραίτητο να τον τοποθετήσετε στην εγκάρσια κατεύθυνση στο μέγεθος S από την πλευρά ενός από τα άκρα του άξονα που προεξέχουν πάνω από τη μέγγενη. Ελέγξτε αυτό το μέγεθος με ένα παχύμετρο. Στη συνέχεια, τοποθετήστε ένα τετράγωνο στην άλλη πλευρά του άξονα, όπως φαίνεται στο Σχ. 7 διακεκομμένη γραμμή και ελέγξτε ξανά το μέγεθος S.

Ρύζι. 5. Μαγνητικό πρίσμα στερέωσης αξόνων
ταυτόχρονα σηκώστε αργά το τραπέζι μέχρι να ακουμπήσει τον κόφτη και μετακινήστε το στη διαμήκη κατεύθυνση. Αφού καθορίσετε τη στιγμή επαφής του κόφτη με τον άξονα, απομακρύνετε το τραπέζι από κάτω από τον κόφτη. Απενεργοποιήστε το μηχάνημα και περιστρέψτε την κατακόρυφη λαβή τροφοδοσίας για να ανυψώσετε το τραπέζι στο βάθος της κλειδαριάς.
Φρεζάρισμα κλειστών κλειδιών. Το φρέζα κλειστών κλειδιών μπορεί να γίνει σε οριζόντιες φρέζες. Για να ασφαλίσετε τον άξονα, χρησιμοποιήστε ειδικές μέγγενες ή πρίσματα που κεντρίζουν τον εαυτό σας. Δεδομένου ότι η εγκατάσταση φρεζαρίσματος σύμφωνα με το Σχ. 9, αλλά διαφέρει από την εγκατάσταση στο Σχ. 9, β μόνο από τη θέση του άξονα, θα αναλύσουμε μόνο τη σειρά άλεσης του κλειδιού σε μια οριζόντια φρέζα.

Ρύζι. 9. Φρεζάρισμα κλειστών κλειδιών
Ένας άλλος τρόπος εγκατάστασης ("bullseye") ενός μύλου με κλειδί ή άκρου στο διαμετρικό επίπεδο του κοπτήρα είναι ο εξής. Ο άξονας τοποθετείται όσο το δυνατόν ακριβέστερα (με το μάτι) σε σχέση με τον κόφτη και ο περιστρεφόμενος κόφτης έρχεται αργά σε επαφή με τον υπό επεξεργασία άξονα μέχρι να εμφανιστεί ένα ελάχιστα αισθητό ίχνος του κόφτη στην επιφάνεια του άξονα. Εάν αυτό το σημάδι λαμβάνεται με τη μορφή πλήρους κύκλου, τότε αυτό σημαίνει ότι ο κόφτης βρίσκεται στο διαμετρικό επίπεδο του άξονα. Εάν το σημάδι έχει το σχήμα ενός ημιτελούς κύκλου, τότε είναι απαραίτητο να μετακινήσετε τον πίνακα.
Ρύθμιση στο βάθος αυλάκωσης. Ο υπό επεξεργασία άξονας, το διαμετρικό επίπεδο του οποίου συμπίπτει με τον άξονα του κόφτη, έρχεται σε επαφή με τον κόφτη. Σε αυτή τη θέση του πίνακα, σημειώστε την ένδειξη του καντράν της εγκάρσιας ή κάθετης βίδας τροφοδοσίας και, στη συνέχεια, μετακινήστε ή σηκώστε το τραπέζι στο βάθος κοπής Β.
Τα κλειστά κλειδιά που επιτρέπουν την εφαρμογή αλέθονται με έναν από τους δύο τρόπους:
α) χειροκίνητη κοπή σε ορισμένο βάθος και διαμήκη μηχανική τροφοδοσία, στη συνέχεια κοπή ξανά στο ίδιο βάθος και διαμήκη τροφοδοσία, αλλά σε διαφορετική κατεύθυνση·
β) χειροκίνητη κοπή σε όλο το βάθος της αυλάκωσης και περαιτέρω μηχανική διαμήκη τροφοδοσία. Αυτή η μέθοδος χρησιμοποιείται όταν φρεζάρετε με κοπτήρες κλειδιού με διάμετρο άνω των 12-14 mm.

Ρύζι. 10. Διάγραμμα τοποθέτησης ακραίου μύλου σε διάμετρο! επίπεδο άξονα
Το πλάτος της κλειδαριάς θα πρέπει να ελέγχεται χρησιμοποιώντας ένα μετρητή σύμφωνα με την ανοχή που καθορίζεται στο σχέδιο.
Το φρεζάρισμα των ανοιχτών κλειδιών με μια αυλάκωση που εξέρχεται κατά μήκος ενός κύκλου, η ακτίνα του οποίου είναι ίση με την ακτίνα του κόφτη, πραγματοποιείται χρησιμοποιώντας κοπτήρες δίσκου. Οι αυλακώσεις στις οποίες η αυλάκωση δεν επιτρέπεται να βγει κατά μήκος της ακτίνας του κύκλου φρεζάρονται με κοπτικά άκρου ή κλειδιού.
Το φρεζάρισμα των αυλακώσεων των κλειδιών τμήματος πραγματοποιείται με τη χρήση κορμού ή τοποθετημένων κοπτικών για κλειδιά τμημάτων, η διάμετρος των οποίων πρέπει να είναι ίση με τη διπλάσια ακτίνα της αυλάκωσης. Η τροφοδοσία πραγματοποιείται σε κάθετη κατεύθυνση, κάθετα στον άξονα του άξονα (Εικ. 11).
Φρέζα αξόνων σε μηχανές φρεζαρίσματος κλειδιών. Για την απόκτηση αυλακώσεων ακριβείας σε πλάτος, η επεξεργασία πραγματοποιείται σε ειδικές μηχανές φρεζαρίσματος με τροφοδοσία εκκρεμούς, που εργάζονται με κλειδοκόπτες δύο δοντιών. Με αυτή τη μέθοδο, ο κόφτης κόβει 0,2-0,4 mm και φρεζάρει την αυλάκωση σε όλο το μήκος, στη συνέχεια κόβει ξανά στο ίδιο βάθος όπως στην προηγούμενη περίπτωση και φρεζάρει ξανά το αυλάκι σε όλο το μήκος, αλλά σε διαφορετική κατεύθυνση. Από εδώ προέρχεται το όνομα της μεθόδου - "τροφοδοσία εκκρεμούς".

Ρύζι. 11. Κλειδιά φρεζαρίσματος για τμηματικά κλειδιά

Ρύζι. 12. Σχέδιο για κλειδαριές φρεζαρίσματος με τη μέθοδο «τροφοδοσίας εκκρεμούς».

Ρύζι. 13. Έλεγχος του μεγέθους του αυλακιού με χρήση μετρητών
Στο τέλος του φρεζαρίσματος, ο άξονας επιστρέφει αυτόματα στην αρχική του θέση και η διαμήκης τροφοδοσία της κεφαλής φρεζαρίσματος απενεργοποιείται. Αυτή η μέθοδος είναι η πιο ορθολογική για την κατασκευή αξόνων με κλειδί σε σειριακή και μαζική παραγωγή, καθώς παράγει ένα ακριβές αυλάκι που εξασφαλίζει εναλλαξιμότητα στη σύνδεση με κλειδί. Επιπλέον, δεδομένου ότι ο κόφτης λειτουργεί με ακμές κοπής, είναι πιο ανθεκτικός, αφού δεν φθείρεται κατά μήκος της περιφέρειας. Το μειονέκτημα αυτής της μεθόδου είναι ότι χρειάζεται πολύ περισσότερος χρόνος σε σύγκριση με το φρεζάρισμα σε ένα ή δύο περάσματα.
Το φρεζάρισμα των αυλακώσεων σε αυτοματοποιημένες μηχανές φρεζαρίσματος κλειδιού με μη μετρημένο εργαλείο πραγματοποιείται με μια ταλαντευόμενη (ταλαντούμενη) κίνηση του εργαλείου. Προσαρμόζοντας το εύρος ταλάντωσης από το μηδέν στην απαιτούμενη τιμή, είναι δυνατό να φρεζάρετε κλειδαριές με την απαιτούμενη ακρίβεια πλάτους.
Κατά το φρεζάρισμα με ταλάντωση, το πλάτος του κόφτη είναι μικρότερο από το πλάτος του αυλακιού που υποβάλλεται σε κατεργασία. Έτσι, το μηχάνημα MA-57 προορίζεται για το φρεζάρισμα ανοιχτών κλειδιών σε άξονες ηλεκτρικού κινητήρα χρησιμοποιώντας κοπτήρες δίσκων τριών όψεων σε αυτοματοποιημένη παραγωγή. Το μηχάνημα 6D92 έχει σχεδιαστεί για φρεζάρισμα κλειστών κλειδιών με χρήση μη διαστάσεων τελικών μύλων. Το απαιτούμενο πλάτος αυλάκωσης επιτυγχάνεται λόγω του γεγονότος ότι στον κόφτη δίνεται μια ταλαντευόμενη κίνηση προς την κατεύθυνση κάθετη στη διαμήκη τροφοδοσία. Το μηχάνημα μπορεί να ενσωματωθεί σε μια αυτόματη γραμμή.
Έλεγχος διαστάσεων αυλακώσεων και αυλακώσεων. Ο έλεγχος των διαστάσεων των αυλακώσεων και των αυλακώσεων μπορεί να γίνει με τη χρήση οργάνων μέτρησης γραμμής (δαγκάνες βερνιέ, αριθμός βάθους δαγκάνας) και μετρητές. Η μέτρηση και η μέτρηση των διαστάσεων των αυλακώσεων με τη χρήση εργαλείων γενικής χρήσης δεν διαφέρει από τη μέτρηση άλλων γραμμικών διαστάσεων (μήκος, πλάτος, πάχος, διάμετρος). Το πλάτος της αυλάκωσης μπορεί να ελεγχθεί από στρογγυλά και ελάσματα οριακού μετρητή βύσματος. Στο Σχ. 13, a δείχνει τον έλεγχο του πλάτους της αυλάκωσης, δεδομένου του μεγέθους 20+cm mm. Σε αυτήν την περίπτωση, η πλευρά διέλευσης του διαμετρήματος έχει μέγεθος 20,0 mm και η μη διέλευση έχει μέγεθος 20,1 mm.
Η συμμετρία της θέσης του κλειδιού σε σχέση με τον άξονα του άξονα ελέγχεται από ειδικά πρότυπα και συσκευές.
ΣΤΟΧΟΣ ΤΗΣ ΕΡΓΑΣΙΑΣ
-
ΘΕΩΡΗΤΙΚΕΣ ΔΙΑΤΑΞΕΙΣ
Επιλογή τρόπων κοπής.
Οι συνιστώμενες συνθήκες κοπής όταν οι σχισμές φρεζαρίσματος δίνονται στον πίνακα. 2 και 3. Με βάση τις συνθήκες επεξεργασίας (υλικό εξαρτήματος, εργαλείο κοπής, ακρίβεια και τραχύτητα επιφάνειας), οι απαιτούμενες ταχύτητες κοπής και τροφοδοσίες για κάθε τεχνολογική μετάβαση προσδιορίζονται με πίνακα. Προκειμένου να μειωθεί ο βοηθητικός χρόνος για την αλλαγή των τρόπων κοπής, είναι επιθυμητό ένας μεγαλύτερος αριθμός τεχνολογικών μεταβάσεων να έχουν τους ίδιους τρόπους κοπής.
Με βάση την αποδεκτή τιμή του πίνακα της ταχύτητας κοπής, προσδιορίζουμε τον αριθμό των στροφών του άξονα του μηχανήματος χρησιμοποιώντας τον τύπο:
![]() (1)
(1)
όπου n είναι ο αριθμός των περιστροφών του άξονα, σ.α.λ
Ταχύτητα φρεζαρίσματος V, m/min
D-διάμετρος κοπτήρα, mm
Η προκύπτουσα τιμή του n προσαρμόζεται στην πλησιέστερη τιμή διαβατηρίου και διευκρινίζεται η πραγματική ταχύτητα κοπής.
| Πλάτος αυλάκωσης ή ώμου σι, mm | Σκληρότητα του επεξεργασμένου υλικού, NV | Επεξεργασμένο υλικό | |||||
| Ατσάλι | Χυτοσίδηρος | ||||||
| Βάθος κοπής t, mm | |||||||
| ≤3 | ≤5 | >5 | ≤3 | ≤5 | >5 | ||
| Δίσκοι κοπής από χάλυβα υψηλής ταχύτητας | |||||||
| - | ≤229 | 0,06-0,10 | 0,07 - 0,12 | ||||
| - | 230 -287 | 0,04 - 0,08 | 0,06 - 0,10 | ||||
| - | >287 | 0,03 - 0,06 | 0,04 - 0,08 | ||||
| Δίσκοι κόφτες με ένθετα καρβιδίου | |||||||
| ≤229 | 0,06-0,10 | 0,07 - 0,12 | |||||
| - | 230 -287 | 0,04 - 0,08 | 0,06 - 0,10 | ||||
| - | > 287 | 0,03 - 0,06 | 0,04 - 0,08 | ||||
| Μύλοι υψηλής ταχύτητας χάλυβα | |||||||
| ≤287 | 0,15 - 0,25 | 0,12 - 0,2 | 0,1 -0,15 | - | - | - | |
| ≤287 | 0,12 - 0,2 | 0,1 -0,15 | 0,08 - 0,12 | - | - | - | |
| ≤287 | 0,1 -0,15 | 0,08 - 0,1 | 0,06-0,1 | - | - | - | |
| Τελικοί μύλοι με ένθετα καρβιδίου | |||||||
| ≤287 | - | - | - | 0,12-0,18 | 0,10-0,15 | 0,08-0,01 | |
| >287 | - | - | - | 0,01 - 0,15 | 0,04-0,10 | 0,05-0,08 |
| Υλικό του τμήματος εργασίας του κοπτικού εργαλείου | Βάθος κοπής, t, mm | Ταχύτητα κοπής mm/min κατά την τροφοδοσία ενός δοντιού κοπής, mm/δόντι. | ||||||||||||||
| 0,02 | 0,04 | 0,06 | 0,1 | 0,15 | 0,2 | 0,3 | 0,02 | 0,04 | 0,06 | 0,01 | 0,15 | 0,2 | 0,3 | 0,4 | ||
| Ατσάλι | Χυτοσίδηρος | |||||||||||||||
| Δίσκοι κόφτες | ||||||||||||||||
| Χάλυβας υψηλής ταχύτητας | - | - | ||||||||||||||
| Σκληρό κράμα | 420 350 280 | 340 310 250 | 310 280 220 | 280 220 180 | 220 160 140 | 120 100 | - | 200 160 140 | 180 140 120 | 140 110 | 110 100 | 110 90 | 100 80 | - | ||
| Χάλυβας κοπτήρες υψηλής ταχύτητας | ||||||||||||||||
| Χάλυβας υψηλής ταχύτητας | - | - | - | - | - | 40 30 22 15 | 25 18 13 | - | - | - | ||||||
| Κυλινδρικοί κόφτες | ||||||||||||||||
| Σκληρό κράμα | 50* >50* | - | - | . | - | - | - | - | . | . |
* Πλάτος αυλάκωσης ή προεξοχής, σι
z - αριθμός δοντιών κοπής
n - ταχύτητα άξονα, σ.α.λ
Η προκύπτουσα τιμή S M προσαρμόζεται στο πλησιέστερο μηχάνημα σύμφωνα με το διαβατήριο.
ΑΡΧΙΚΑ ΣΤΟΙΧΕΙΑ ΓΙΑ ΕΡΓΑΣΤΗΡΙΑΚΕΣ ΕΡΓΑΣΙΕΣ
6.1 Βασικά δεδομένα του μοντέλου οριζόντιας φρέζας 6P80G:
6.2 Κενό - εξάρτημα για γενική χρήση μηχανολογίας με παράλληλα επίπεδα και τετράγωνο περίγραμμα σε κάτοψη με ορθές γωνίες χωρίς οπές. Ο προτεινόμενος σχεδιασμός του εξαρτήματος φαίνεται στο Σχ. 8. Υλικό εξαρτημάτων - μεσαίου σκληρού χάλυβα: χάλυβας 35 GOST 1050-88. Χυτοσίδηρος SCH 20 GOST 1412-88 είναι δυνατός. Το αρχικό τεμάχιο μπορεί να είναι σφυρηλάτηση (από χάλυβα) ή απλή χύτευση (από χυτοσίδηρο). Επιτρέπονται - μεγάλα τετράγωνα τμήματα θερμής έλασης σύμφωνα με το GOST 2591-88.

Ρύζι. 8 Σχεδιασμός του τεμαχίου εργασίας.
6.3 Έντυπα επιχειρησιακών καρτών σύμφωνα με το GOST 3.1404-86, έντυπα 2, 2α έως 3 και κάρτες σκίτσων σύμφωνα με το GOST 3.1105-84, έντυπα 7 και 7α για την επεξεργασία τεχνολογικής τεκμηρίωσης ως παράρτημα της έκθεσης.
ΔΙΑΔΙΚΑΣΙΑ ΕΚΤΕΛΕΣΗΣ ΤΗΣ ΕΡΓΑΣΙΑΣ
7.1. Ενημέρωση για την ασφάλεια.
7.2. Προπαρασκευαστικό στάδιο.
7.2.1 Μελετήστε τη γενική διάταξη του μηχανήματος και των χειριστηρίων. Θυμούνται τις κινήσεις των οργάνων εργασίας, που μπορεί να είναι κύριες (εργαστικές) και βοηθητικές. Σχεδιάζεται ένα γενικό διάγραμμα διάταξης του μηχανήματος, το οποίο στη συνέχεια θα συμπεριληφθεί ως αναπόσπαστο μέρος στην έκθεση εργασίας.
7.2.2 Μελετήστε την τεχνολογική διαδικασία κατασκευής ενός δεδομένου εξαρτήματος, εμβαθύνοντας λεπτομερώς στο περιεχόμενο της λειτουργίας, στους τρόπους επεξεργασίας και στον έλεγχο των τελικών διαστάσεων. Σχεδιάστε ένα σκίτσο του τεμαχίου εργασίας.
7.2.3 Εξετάστε το περιεχόμενο της εργασίας για τη ρύθμιση και τη διαμόρφωση του μηχανήματος ώστε να εκτελεί μια δεδομένη λειτουργία.
7.2.4 Λάβετε υπόψη τα εργαλεία κοπής και μέτρησης και τον τεχνολογικό εξοπλισμό που αναφέρονται στην τεχνική διαδικασία.
7.3 Εκτελεστικό στάδιο.
7.3.1 Χρησιμοποιώντας τον χάρτη λειτουργικών διαδικασιών, το μηχάνημα ρυθμίζεται και διαμορφώνεται.
7.3.1.1 Εγκατάσταση του κόφτη. Πρώτα, ο κόφτης στερεώνεται στον άξονα και στη συνέχεια αυτό το σετ, χρησιμοποιώντας έναν λεπτό άξονα που περνά μέσα στον άξονα, στερεώνεται με το ένα άκρο στο κιβώτιο ταχυτήτων και το άλλο στη στήριξη του βραχίονα ανάρτησης.
7.3.1.2 Εγκατάσταση της συσκευής στο τραπέζι του μηχανήματος. Χρησιμοποιώντας μια συσκευή ανύψωσης και μεταφοράς, η περιστροφική μέγγενη κατεβάζεται στο τραπέζι του μηχανήματος και ασφαλίζεται με ειδικά μπουλόνια, οι κεφαλές των οποίων βρίσκονται στις αυλακώσεις σχήματος Τ του τραπεζιού, καθώς και ροδέλες και παξιμάδια.
7.3.1.3 Μετά την ενεργοποίηση του μηχανήματος, ελέγξτε τη λειτουργικότητα των εξαρτημάτων εργασίας που παρέχουν τις κύριες κινήσεις: περιστροφή του άξονα, διαμήκης, εγκάρσια και κάθετη κίνηση του τραπεζιού και της κονσόλας του.
7.3.1.4 Η ρύθμιση του μηχανήματος για τον ρυθμισμένο τρόπο λειτουργίας συνίσταται στη ρύθμιση του σφονδύλου του κουτιού ταχύτητας στην ταχύτητα περιστροφής του άξονα κοπής και στη ρύθμιση της τροφοδοσίας του τραπεζιού χρησιμοποιώντας τη λαβή στο κουτί τροφοδοσίας.
7.3.1.5 Η εγκατάσταση και η στερέωση του τεμαχίου σε μέγγενη πραγματοποιείται σύμφωνα με τις τεχνολογικές βάσεις που υποδεικνύονται στο διάγραμμα λειτουργίας.
7.3.2 Η τοποθέτηση του τραπεζιού σε σχέση με τον κόφτη σε κατακόρυφο επίπεδο πραγματοποιείται χρησιμοποιώντας τη «μέθοδο του τσιπ δοκιμής». Για να το κάνετε αυτό, τοποθετώντας το τεμάχιο εργασίας κάτω από τον κόφτη, σηκώστε το τραπέζι μέχρι να αγγίξει τα δόντια του κοπτήρα και, στη συνέχεια, μετακινήστε το στο πλάι. Κατά μήκος του κάθετου καντράν τροφοδοσίας του τραπεζιού, το τραπέζι ανυψώνεται στο ύψος του βάθους κοπής για τραχύ φρεζάρισμα.
7.3.3 Το τραπέζι τοποθετείται σε σχέση με τον κόφτη στο οριζόντιο επίπεδο κατά μήκος του επιτραπέζιου εγκάρσιου επιλογέα τροφοδοσίας.
7.3.4 Πραγματοποιείται πρόχειρο φρεζάρισμα του αυλακιού και το τραπέζι της μηχανής μετακινείται στην αρχική του θέση.
7.3.5 Μετρήστε με ακρίβεια το μέγεθος αυλάκωσης που προκύπτει και μετακινήστε κάθετα το τραπέζι προς τα πάνω κατά την ποσότητα που λείπει στο καθορισμένο μέγεθος (βάθος αυλάκωσης).
7.3.6 Φινίρισμα φρεζαρίσματος και έλεγχος της επιφάνειας και των διαστάσεων του αυλακιού μετά την επεξεργασία.
7.3.7 Κατά την επεξεργασία ενός εξαρτήματος, τα πραγματικά δεδομένα για τους τρόπους κοπής, τα εργαλεία κοπής και μέτρησης εισάγονται στις κατάλληλες στήλες του χάρτη λειτουργίας.
7.4 Εκτελέστε το γραφικό μέρος της εργασίας: ένα λειτουργικό σκίτσο, μεμονωμένες τεχνικές για τη ρύθμιση και τη ρύθμιση του μηχανήματος, ένα γενικό διάγραμμα διάταξης του μηχανήματος, ένα σκίτσο του τεμαχίου εργασίας.
ΕΠΕΞΕΡΓΑΣΙΑ ΑΥΛΑΚΩΝ ΜΕ ΑΛΕΩΣΗ
Η διαδικασία άλεσης είναι μια από τις κύριες στις υπάρχουσες τεχνολογικές διαδικασίες για την κατεργασία εξαρτημάτων και μηχανισμών μηχανών. Οι μηχανές φρεζαρίσματος κόβουν τεμάχια εργασίας, επίπεδα μύλου, αυλακώσεις, προεξοχές, επεξεργάζονται καμπύλες και ελικοειδείς επιφάνειες περιστρεφόμενων σωμάτων και κόβουν νήματα. Από όλες τις μεθόδους επεξεργασίας αυλακώσεων, οι διάφοροι τύποι φρεζαρίσματος είναι πιο διαδεδομένοι. Το φρεζάρισμα πραγματοποιείται με διάφορους κόφτες: - δισκοκόπτες τριών όψεων και διπλής όψεως, κοπτήρες άκρων, γωνιακοί κόφτες κ.λπ. είναι δυνατόν να επιτευχθεί τραχύτητα R a = 6,3 1,6 μm. Η ακρίβεια της επεξεργασίας αυλακώσεων αντιστοιχεί σε βαθμούς ακρίβειας 8-14.
Κατά το φρεζάρισμα, κατά κανόνα, το εργαλείο κοπής δέχεται περιστροφική κίνηση και το τεμάχιο εργασίας που είναι στερεωμένο στο εξάρτημα λαμβάνει μεταφορική κίνηση προς την κατεύθυνση τροφοδοσίας.
Κατά την επεξεργασία αυλακώσεων, μαζί με την ποιότητα (τραχύτητα) των επεξεργασμένων επιφανειών, είναι απαραίτητο να διασφαλιστεί:
Ακρίβεια συντονισμού διαστάσεων.
Ακρίβεια του σχήματος της επεξεργασμένης επιφάνειας (αυλάκι, προεξοχή, αυλάκωση).
Η ακρίβεια της θέσης της επιφάνειας που επεξεργάζεται σε σχέση με άλλες καθορισμένες επιφάνειες του τμήματος (παραλληλισμός, ομοαξονικότητα, καθετότητα).
Το φρεζάρισμα αυλακώσεων για μεσαίου μεγέθους εξαρτήματα πραγματοποιείται σε οριζόντιες και κάθετες φρέζες.
ΣΤΟΧΟΣ ΤΗΣ ΕΡΓΑΣΙΑΣ
Μάθετε να αναπτύσσετε τεχνολογικές διαδικασίες για εργασίες φρεζαρίσματος σε σύγχρονες μηχανές φρεζαρίσματος και αποκτήστε δεξιότητες στη ρύθμιση αυτών των μηχανών για την επεξεργασία αυλακώσεων σε εξαρτήματα για γενικές εφαρμογές μηχανικής.
Εξοικειωθείτε με τις θεωρητικές αρχές σχετικά με την τεχνολογία και τις μεθόδους φρεζαρίσματος αυλακώσεων.
Εξοικειωθείτε με την οριζόντια φρέζα, τα εργαλεία κοπής, τον εργαστηριακό εξοπλισμό, τα εργαλεία, τα αξεσουάρ και άλλα υλικά.
- Εξοικειωθείτε με τη μεθοδολογία και τη διαδικασία εκτέλεσης εργαστηριακών εργασιών.
Με βάση τα αρχικά δεδομένα, σχεδιάστε μια τεχνολογική διαδικασία για το φρεζάρισμα ενός αυλακιού.
Εκτελέστε προσαρμογή μηχανής και δοκιμαστική επεξεργασία ενός δεδομένου εξαρτήματος.
Προετοιμασία έκθεσης εργαστηριακών εργασιών με την παρουσίαση της απαραίτητης τεχνολογικής τεκμηρίωσης, που πραγματοποιείται σύμφωνα με τις απαιτήσεις των προτύπων ESKD και ESTD.
Απαντήστε στις ερωτήσεις αυτοδιαγνωστικού ελέγχου.
ΘΕΩΡΗΤΙΚΕΣ ΔΙΑΤΑΞΕΙΣ

Όταν φρεζάρετε αυλακώσεις και αυλακώσεις, είναι συχνά προτιμότερο να χρησιμοποιείτε δίσκους κοπής τριών όψεων αντί για τελικούς μύλους.
- Οι επεξεργασμένες αυλακώσεις ή αυλακώσεις μπορούν να έχουν διαφορετικές γεωμετρίες - να είναι κοντές ή μεγάλες, ανοιχτές ή κλειστές, ίσιες ή καμπύλες, βαθιές ή ρηχές, φαρδιές ή στενές
- Συνήθως η επιλογή του εργαλείου καθορίζεται από το πλάτος και το βάθος της αυλάκωσης και, σε κάποιο βαθμό, το μήκος της
- Ο τύπος του μηχανήματος και η σειριακή παραγωγή καθορίζουν ποιος κόφτης πρέπει να χρησιμοποιηθεί - μύλος, μακριά άκρη ή δίσκος
- Οι κόφτες δίσκων τριών όψεων είναι μια πιο αποτελεσματική λύση για την κατεργασία μεγάλων και βαθιών σχισμών, ειδικά όταν χρησιμοποιούνται οριζόντιες μηχανές. Ωστόσο, ο πολλαπλασιασμός των κατακόρυφων μηχανών φρεζαρίσματος και των κέντρων μηχανουργικής κατεργασίας σημαίνει ότι οι τελικοί μύλοι και οι μύλοι με μακριά άκρα χρησιμοποιούνται επίσης συχνά για μια σειρά εφαρμογών αυλάκωσης
Σύγκριση διαφορετικών τύπων κοπτικών
Τρίπλευρο φρεζάρισμα
+ Ανοιχτές αυλακώσεις+ Βαθιές αυλακώσεις
+ Ρυθμιζόμενο πλάτος/ανοχές
+ Φρέζα με σετ κοπτικών
+ Τμήμα
+ Ευρεία γκάμα διαφορετικών πλάτους/βάθους
– Κλειστές αυλακώσεις
– Μόνο ευθείες αυλακώσεις
– Εκκένωση τσιπ

Τέλος μύλοι
+ Κλειστές αυλακώσεις+ Ρηχά αυλάκια
+ Μη γραμμικές υποδοχές
+ Ευελιξία (πρόσθετες μέθοδοι):
- Τροχοειδή φρεζάρισμα σχισμών σε μέρη κατασκευασμένα από υλικά που κόβονται δύσκολα (σκληρυμένοι χάλυβες, κράματα ανθεκτικά στη θερμότητα κ.λπ.)
- Βυθισμένο φρέζα για την επίλυση προβλημάτων όταν εργάζεστε με μεγάλους προεξοχές
- Δυνατότητα εκτέλεσης άλλων τύπων ημιτελικής ή λεπτής φρεζαρίσματος
- Οι τελικοί μύλοι μπορούν να χρησιμοποιηθούν για κάτι περισσότερο από άλεσμα με αυλακώσεις
– Υψηλές δυνάμεις κοπής
– Τάση σε δόνηση κατά το πάτημα

Τρίπλευρο φρεζάρισμα

Οι δισκοκόπτες τριών κατευθύνσεων είναι πιο αποτελεσματικοί όταν κόβουν μεγάλες, βαθιές, ανοιχτές υποδοχές και παρέχουν βέλτιστη σταθερότητα και παραγωγικότητα σε αυτόν τον τύπο φρεζαρίσματος. Για την ταυτόχρονη επεξεργασία πολλών αυλακώσεων σε ένα επίπεδο, η λειτουργία μπορεί να πραγματοποιηθεί με ένα σετ κοπτικών.
Χαρακτηριστικά της εφαρμογής

- Το μέγεθος του κόφτη, το βήμα των δοντιών και η θέση του κόφτη μαζί πρέπει να διασφαλίζουν ότι τουλάχιστον ένα δόντι είναι πάντα σε πλέγμα
- Ελέγξτε το πάχος του τσιπ για να επιτύχετε τη βέλτιστη τροφοδοσία ανά δόντι
- Όταν φρεζάρετε σε δύσκολες συνθήκες, ελέγξτε τις απαιτήσεις ισχύος και ροπής. Κατά την τοποθέτηση ενός κόφτη σε έναν άξονα, η ακαμψία του τελευταίου και η ποσότητα της προεξοχής προσαρμογής είναι εξαιρετικά σημαντικά.
- Είναι απαραίτητο να εξασφαλιστεί η ακαμψία και η αξιοπιστία της στερέωσης του εξαρτήματος και του ίδιου του μανδρελιού, προκειμένου να αντέχουν τις δυνάμεις κοπής του αντίθετου φρεζαρίσματος
Φρέζα:
- Προτιμώμενη μέθοδος άλεσης
- Χρησιμοποιήστε ένα άκαμπτο στοπ προς την κατεύθυνση των εφαπτομενικών δυνάμεων κοπής για να αποτρέψετε τη μετατόπιση του τεμαχίου εργασίας Η κατεύθυνση τροφοδοσίας συμπίπτει με την κατεύθυνση των δυνάμεων κοπής, γεγονός που επιβάλλει υψηλές απαιτήσεις στην ακαμψία του μηχανήματος και την απουσία κενών στη σφαιρική βίδα
Πάνω φρεζάρισμα:
- Μια καλή εναλλακτική όταν δεν υπάρχει επαρκής ακαμψία ή όταν εργάζεστε με υλικά που κόβονται δύσκολα
- Είναι μια καλή λύση όταν προκύπτουν προβλήματα με την εκκένωση τσιπ κατά την κοπή βαθιών αυλακώσεων.
Φρέζα με χειροκίνητο τροχό:
- Μια πρόσθετη μέθοδος φρεζαρίσματος για χαμηλή ακαμψία συστήματος και ανεπαρκή χαρακτηριστικά ισχύος μηχανής
- Τοποθετήστε τον χειροτροχό όσο το δυνατόν πιο κοντά στο εργαλείο
- Η αύξηση της αξιοπιστίας της σύσφιξης του τεμαχίου εργασίας συμβάλλει πάντα σε καλά αποτελέσματα κατεργασίας
Ανοιχτές υποδοχές φρεζαρίσματος με δίσκους τριών όψεων

Υπολογισμός τροφοδοσίας ανά δόντι
Ένας κρίσιμος παράγοντας κατά το φρεζάρισμα με δίσκους τριών όψεων είναι η επίτευξη κατάλληλης τροφοδοσίας ανά δόντι, φά z. Η ανεπαρκής τροφοδοσία ανά δόντι προκαλεί σοβαρές ελλείψεις, επομένως πρέπει να δίνεται ιδιαίτερη προσοχή κατά τον υπολογισμό.
Τροφοδοσία ανά δόντι φάΤο z πρέπει να μειώνεται κατά το φρεζάρισμα βαθιών σχισμών και να αυξάνεται κατά το φρεζάρισμα ρηχών σχισμών για να διατηρείται το συνιστώμενο μέγιστο πάχος τσιπ. Για παράδειγμα, όταν φρεζάρετε ένα πλήρες πλάτος σχισμής χρησιμοποιώντας τη γεωμετρία M30, το αρχικό μέγιστο πάχος του τσιπ θα πρέπει να είναι 0,12 mm.
Σημείωση: Δεδομένου ότι δύο ένθετα συνεργάζονται κατά το φρεζάρισμα ολόκληρου του πλάτους μιας σχισμής, ο μισός αριθμός ενθέτων χρησιμοποιείται για τον υπολογισμό της τροφοδοσίας z n.
| έναμι/ ρεανώτατο όριο (%) | φά z (mm/δόντι) | η ex (mm) |
| 25 | 0,14 | 0,12 |
| 10 | 0,20 | 0,12 |
| 5 | 0,28 | 0,12 |
Βάθος κοπής
Για βαθύτερες αυλακώσεις, μπορείτε να παραγγείλετε έναν ειδικό κόφτη. Κατά την κατεργασία βαθιών αυλακώσεων, μειώστε την τροφοδοσία ανά δόντι. Εάν το αυλάκι είναι ρηχό, αυξήστε την τροφοδοσία.
Σημείωση: Το βάθος της κατεργασμένης αυλάκωσης μπορεί να περιοριστεί από τη διάμετρο του μανδρελιού, τα χαρακτηριστικά αντοχής της άρθρωσης του κλειδιού και τις συνθήκες για την εκκένωση του τσιπ.
Χρήση σφονδύλου σε οριζόντιες μηχανές

Με το φρεζάρισμα τριών όψεων, ένας μικρός αριθμός δοντιών δικτυώνεται, γεγονός που προκαλεί κραδασμούς κατά τη διαδικασία κοπής. Αυτό έχει αρνητικό αντίκτυπο στο αποτέλεσμα της επεξεργασίας και στην παραγωγικότητα.
- Η τοποθέτηση ενός σφονδύλου σε μια κληματαριά φρεζαρίσματος είναι συχνά μια αποτελεσματική μέθοδος καταπολέμησης των κραδασμών. Τα προβλήματα που προκαλούνται από την ανεπαρκή ισχύ, τη ροπή και τη σταθερότητα του μηχανήματος συχνά επιλύονται με τη σωστή χρήση σφονδύλους.
- Η ανάγκη χρήσης σφονδύλου είναι μεγαλύτερη, όσο χαμηλότερη είναι η ισχύς του μηχανήματος που προορίζεται για επεξεργασία ή τόσο υψηλότερο είναι το επίπεδο φθοράς του
- Τοποθετήστε τον χειροτροχό όσο το δυνατόν πιο κοντά στο εργαλείο.
- Η χρήση σφόνδυλου κάνει την επεξεργασία πιο ομαλή, γεγονός που με τη σειρά του οδηγεί σε μειωμένο θόρυβο και κραδασμούς και αυξάνει τη διάρκεια ζωής του εργαλείου.
- Ο σφόνδυλος συνιστάται να χρησιμοποιείται σε συνδυασμό με τη μέθοδο άλεσης
- Για να αυξήσετε περαιτέρω τη σταθερότητα κατά τη λειτουργία ενός κόφτη δίσκων 3 όψεων, χρησιμοποιήστε τον μεγαλύτερο δυνατό χειροτροχό για την εφαρμογή.
- Ως σφόνδυλος, μπορείτε να χρησιμοποιήσετε αρκετούς χαλύβδινους δίσκους με οπές που αντιστοιχούν στη διάμετρο του μανδρελιού φρεζαρίσματος
Επεξεργασία αυλακώσεων με σετ κοπτικών με κλιμακωτά δόντια
Οι κόφτες 2 κλειδιών μπορούν να κλιμακωθούν για να επιτρέψουν την ταυτόχρονη κοπή πολλαπλών σχισμών. Η μετατόπιση των κοπτικών σε σχέση μεταξύ τους βοηθά στην αποφυγή κραδασμών. Μειώνεται επίσης η ανάγκη για σφόνδυλους.

Φρέζα στενών και ρηχών σχισμών και αυλακώσεων


Οι κόφτες γενικής χρήσης διαθέτουν ένθετα πολλαπλών άκρων σε διάφορα σχήματα που ταιριάζουν στους περισσότερους τύπους ρηχών αυλακώσεων. Οι συνήθεις εφαρμογές περιλαμβάνουν αυλάκια άλεσης εσωτερικού κυκλώματος και δακτυλίου Ο, καθώς και μικρές ευθείες ή κυκλικές εξωτερικές αυλακώσεις, ειδικά σε μη περιστρεφόμενα μέρη.
Εσωτερική αυλάκωση

- Κατά την κυκλική άλεση, είναι απαραίτητο να προγραμματίσετε την ομαλή είσοδο του εργαλείου στην κοπή.
- Εξετάστε την αναλογία της διαμέτρου του κοπτήρα προς τη διάμετρο της οπής, ρεντο/ ρε w. Όσο μικρότερη είναι αυτή η αναλογία, τόσο μεγαλύτερο είναι το μήκος της γραμμής επαφής μεταξύ του εργαλείου και του υλικού που επεξεργάζεται.
Αύλακα με τελικούς μύλους

Οι ακραίοι μύλοι χρησιμοποιούνται όταν είναι απαραίτητο να δημιουργηθούν κοντές, ρηχές αυλακώσεις, ιδιαίτερα κλειστές υποδοχές και τσέπες, και κλειδαριές. Οι τελικοί μύλοι είναι τα μόνα εργαλεία που μπορούν να φρεζάρουν κλειστές σχισμές με τα ακόλουθα χαρακτηριστικά:
- Ευθεία, κυρτή ή υπό γωνία
- Πλάτος από τη διάμετρο του κόφτη που χρησιμοποιείται
Η βαρύτερη φρεζάρισμα με σχισμή γίνεται συχνά με κόπτες μακριών άκρων.
Επιλογή εργαλείου
Φρέζες από άκρη και μακριά
| | | | | |
| Μύλοι άκρων στερεού καρβιδίου | Τελικοί μύλοι για φρεζάρισμα ώμου | Κόφτες μακριών άκρων | Τελικοί μύλοι με αντικαταστάσιμες κεφαλές | |
| Μέγεθος ατράκτου/μηχανής | ISO 30, 40, 50 | ISO 40, 50 | ISO 40, 50 | ISO 30, 40, 50 |
| Απαιτήσεις σταθερότητας | Υψηλός | Μέση τιμή | Υψηλός | Χαμηλός |
| Τραχύτητα | Πολύ καλά | καλα | Πολύ καλά | Αποδεκτό |
| Φινίρισμα | Πολύ καλά | καλα | Αποδεκτό | Πολύ καλά |
| Βάθος κοπής έναΠ | Μεγάλο | Μέση τιμή | Μεγάλο | Μικρό |
| Ευστροφία | Πολύ καλά | καλα | Αποδεκτό | Πολύ καλά |
| Εκτέλεση | Πολύ καλά | καλα | Πολύ καλά | καλα |
Χαρακτηριστικά της εφαρμογής
- Χρησιμοποιήστε endmills για ελαφριά κοπή με μεγάλη προβλέψιμη διάρκεια ζωής του εργαλείου σε συνδυασμό με τσοκ υψηλής απόδοσης
- Για να αποκτήσετε τη χαμηλότερη δυνατή προεξοχή, ελαχιστοποιήστε την απόσταση από το τσοκ μέχρι την κοπτική άκρη
- Για να αποκτήσετε ικανοποιητικό πάχος τσιπς, εξασφαλίστε σωστή τροφοδοσία ανά δόντι Για να αποφύγετε τα λεπτά ρινίσματα, τα οποία μπορεί να προκαλέσουν κραδασμούς, γρέζια και κακό φινίρισμα επιφάνειας, χρησιμοποιήστε κόφτες με χοντρές θέσεις στα δόντια.
- Για βέλτιστη αναλογία διαμέτρου/μήκους και σταθερότητα, χρησιμοποιήστε το εργαλείο με τη μεγαλύτερη δυνατή διάμετρο
- Για να επιτύχετε την πιο ευνοϊκή δράση κοπής, χρησιμοποιήστε φρεζάρισμα αναρρίχησης
- Βεβαιωθείτε ότι τα τσιπ έχουν εκκενωθεί από το αυλάκι. Χρησιμοποιήστε πεπιεσμένο αέρα για να αποφύγετε τη συσσώρευση τσιπ
- Για βέλτιστη σταθερότητα και στήριξη στην κατεύθυνση του άξονα, χρησιμοποιήστε τη σύνδεση Coromant Capto®
Αύλακα με τελικούς μύλους

Κατά το φρεζάρισμα ενός αυλακιού ή μιας σχισμής, που συχνά ονομάζεται φρέζα πλήρους πλάτους, επεξεργάζονται τρεις επιφάνειες:
- Οι σχισμές που είναι κλειστές και στα δύο άκρα - τσέπες - απαιτούν τελικούς μύλους ικανούς για αξονική τροφοδοσία
- Το φρεζάρισμα σε όλο το πλάτος μιας σχισμής με έναν τελικό μύλο είναι μια πολύπλοκη λειτουργία. Το αξονικό βάθος κοπής πρέπει γενικά να είναι 70% του μήκους της κοπτικής ακμής. Η ακαμψία του μηχανήματος και η εκκένωση τσιπ θα πρέπει επίσης να λαμβάνονται υπόψη κατά τον καθορισμό της βέλτιστης μεθόδου για την κατεργασία μιας σχισμής.
- Οι τελικοί μύλοι είναι ευαίσθητοι στις δυνάμεις κοπής. Οι περιοριστικοί παράγοντες μπορεί να περιλαμβάνουν παραμόρφωση και κραδασμούς, ειδικά σε υψηλές ταχύτητες κατεργασίας και μεγάλες προεξοχές.
Κατεργασία κλειδιών
Αυτή η λειτουργία απαιτεί ειδικές οδηγίες εκτός από τις γενικές συστάσεις για επίπεδα φρεζαρίσματος και αυλακώσεις. Η κατεύθυνση των δυνάμεων κοπής και η απόκλιση του εργαλείου κατά το φρεζάρισμα μιας κλειστής κλειδαριάς δεν επιτρέπουν τη λήψη ακριβούς ορθογώνιας διατομής. Η ακρίβεια μηχανικής κατεργασίας μπορεί να αυξηθεί εάν χρησιμοποιήσετε έναν κόφτη ελαφρώς μικρότερης διαμέτρου και επεξεργαστείτε το αυλάκι σε δύο περάσματα:
- Κλειδαριές φρεζαρίσματος - τραχύ φρεζάρισμα σε όλο το πλάτος της κλειδαριάς
- Φρέζα ώμου - επεξεργασία μιας αυλάκωσης κατά μήκος του περιγράμματος με τη μέθοδο της αντίθετης φρεζαρίσματος για να εξασφαλιστεί η καθετότητα των τοίχων.
Στα στάδια φινιρίσματος της κατεργασίας, είναι απαραίτητο να εργαστείτε με μικρό βάθος κοπής για να ελαχιστοποιηθεί η παραμόρφωση του εργαλείου, που είναι καθοριστικός παράγοντας για την ποιότητα της κατεργασμένης επιφάνειας και τη γεωμετρική ακρίβεια του αυλακιού (γωνία 90°).


Κλειδιά φρεζαρίσματος σε δύο περάσματα
Μέθοδοι για τη δρομολόγηση μιας κλειστής υποδοχής ή τσέπης σε ένα συμπαγές τεμάχιο εργασίας

Κατά την προετοιμασία για τη δρομολόγηση μακριών, στενών, πλήρους πλάτους σχισμών, η πιο κοινή μέθοδος ανοίγματος τσέπης μετά τη διάτρηση είναι η γραμμική βύθιση.
– Οι βαθιές αυλακώσεις επεξεργάζονται σε πολλά περάσματα
Τροχοειδή φρεζάρισμα
 + Χαμηλές δυνάμεις ακτινικής κοπής – λιγότερο επιρρεπείς σε κραδασμούς
+ Χαμηλές δυνάμεις ακτινικής κοπής – λιγότερο επιρρεπείς σε κραδασμούς+ Ελάχιστη απόκλιση κατά το φρεζάρισμα βαθιών αυλακώσεων
+ Παραγωγική μέθοδος για:
- επεξεργασία χάλυβων υψηλής σκληρότητας και ανθεκτικών στη θερμότητα κραμάτων (ISO H και S)
- Εφαρμογές ευαίσθητες σε κραδασμούς
+ Καλή εκκένωση τσιπ
+ Παράγεται λίγη θερμότητα
– Απαιτείται περισσότερος προγραμματισμός
Βυθιζόμενη άλεση
 + Δείχνει εξαιρετική απόδοση όταν είναι επιρρεπής σε κραδασμούς:
+ Δείχνει εξαιρετική απόδοση όταν είναι επιρρεπής σε κραδασμούς: - με μακριά προεξοχή εργαλείου
- όταν φρεζάρετε βαθιές σχισμές
- σε περίπτωση ανεπαρκούς ακαμψίας του μηχανήματος ή εγκατάστασης
– Απαιτείται υπόλοιπο φρεζαρίσματος/φινιρίσματος
– Το φρεζάρισμα με τελικούς μύλους μπορεί να προκαλέσει δυσκολίες εκκένωσης τσιπ
– Περιορισμένη επιλογή εργαλείων
Τραχύ φρεζάρισμα σχισμών με κόφτες μακριών άκρων
- Οι κόφτες υψηλού ποσοστού αφαίρεσης μετάλλων χρησιμοποιούνται συνήθως για τραχύτητα
- Οι πιο κοντές εκδόσεις έχουν τη δυνατότητα να φρεζάρουν τόσο βαθιά όσο η διάμετρος του κοπτήρα σε σταθερές και ισχυρές φρέζες
- Για τέτοιες εργασίες επιλέξτε μηχανές με κώνο 50, καθώς η λειτουργία κοπτικών αυτού του τύπου συνοδεύεται από υψηλές ακτινικές δυνάμεις κοπής
- Ελέγξτε τις απαιτήσεις ισχύος και ροπής καθώς αυτοί είναι συχνά οι περιοριστικοί παράγοντες για βέλτιστα αποτελέσματα
- Επιλέξτε το βέλτιστο βήμα των δοντιών για κάθε τύπο επέμβασης

Τα μακρύτερα σχέδια κοπής είναι κυρίως
σχεδιασμένο για επεξεργασία άκρων (κατά μήκος του περιγράμματος).
| Βήμα | μεγάλο | Μ  | H  |
| Περιοχή εφαρμογής | Μακριές συναρμολογήσεις | Παγκόσμιος | Σύντομες συναρμολογήσεις |
| Φρέζα ώμου | Μεγάλο βάθος έναΠ/ έναμι | Μέσο βάθος έναΠ/ έναμι | Μικρό βάθος έναΠ/ έναμι |
| Μικρό βάθος έναΠ/ έναμι | Περιορισμοί | __ | |
| v s m/min | | | |
Τα αξεσουάρ για ένα δρομολογητή χειρός μπορούν να επεκτείνουν τη λειτουργικότητα των ηλεκτρικών εργαλείων χειρός και να κάνουν τη χρήση τους πιο βολική, άνετη και ασφαλή. Τα σειριακά μοντέλα τέτοιων συσκευών είναι αρκετά ακριβά, αλλά μπορείτε να εξοικονομήσετε χρήματα για την αγορά τους και να φτιάξετε συσκευές για τον εξοπλισμό ενός δρομολογητή ξύλου με τα χέρια σας.
Διάφοροι τύποι εξαρτημάτων μπορούν να μετατρέψουν έναν δρομολογητή χειρός σε ένα πραγματικά καθολικό εργαλείο.
Το κύριο καθήκον που επιλύουν τα εργαλεία φρεζαρίσματος είναι να διασφαλίσουν ότι το εργαλείο είναι τοποθετημένο σε σχέση με την επιφάνεια που εργάζεται στην απαιτούμενη χωρική θέση. Μερικά από τα πιο συχνά χρησιμοποιούμενα εξαρτήματα φρέζας διατίθενται στάνταρ με τα φρέζα. Αυτά τα μοντέλα που έχουν έναν εξαιρετικά εξειδικευμένο σκοπό αγοράζονται ξεχωριστά ή κατασκευάζονται στο χέρι. Ταυτόχρονα, πολλές συσκευές για ένα ξύλινο δρομολογητή έχουν τέτοιο σχεδιασμό που η κατασκευή τους μόνοι σας δεν παρουσιάζει ιδιαίτερα προβλήματα. Για τις σπιτικές συσκευές για ένα δρομολογητή χειρός, δεν χρειάζεστε καν σχέδια - τα σχέδιά τους θα είναι αρκετά.
Ανάμεσα στα αξεσουάρ για ένα ξύλινο δρομολογητή που μπορείτε να φτιάξετε μόνοι σας, υπάρχουν πολλά δημοφιλή μοντέλα. Ας τους ρίξουμε μια πιο προσεκτική ματιά.
Ριπ φράχτη για ίσιες και καμπύλες κοπές
Είναι δυνατό να διασφαλιστεί η σταθερότητα του δρομολογητή κατά την επεξεργασία στενών επιφανειών χωρίς ειδικές συσκευές. Αυτό το πρόβλημα επιλύεται χρησιμοποιώντας δύο σανίδες, οι οποίες είναι προσαρτημένες και στις δύο πλευρές του τεμαχίου εργασίας με τέτοιο τρόπο ώστε να σχηματίζουν ένα επίπεδο με την επιφάνεια στην οποία είναι κατασκευασμένη η αυλάκωση. Κατά τη χρήση αυτής της τεχνολογικής τεχνικής, ο ίδιος ο δρομολογητής τοποθετείται χρησιμοποιώντας μια παράλληλη στάση.