Способы предупреждения коррозионного износа водогрейного котла. Виды коррозии паровых котельных агрегатов. Коррозия тракта питательной воды и конденсатопроводов
Низкотемпературной коррозии подвергаются поверхности нагрева трубчатых и регенеративных воздухоподогревателей, низкотемпературных экономайзеров, а также металлические газоходы и дымовые трубы при температурах металла ниже точки росы дымовых газов. Источником низкотемпературной коррозии является серный ангидрид SO 3 , образующий в дымовых газах пары серной кислоты, которая конденсируется при температурах точки росы дымовых газов. Нескольких тысячных долей процента SO 3 в газах достаточно для того, чтобы вызвать коррозию металла со скоростью, превышающей 1 мм/год. Низкотемпературная коррозия замедляется при организации топочного процесса с малыми избытками воздуха, а также при применении присадок к топливу и повышении коррозионной стойкости металла.
Высокотемпературной коррозии подвергаются топочные экраны барабанных и прямоточных котлов при сжигании твердого топлива, пароперегреватели и их крепления, а также экраны нижней радиационной части котлов сверхкритического давления при сжигании сернистого мазута.
Коррозия внутренней поверхности труб является следствием взаимодействия с металлом труб газов кислорода и углекислоты) или солей (хлоридов и сульфатов), содержащихся в котловой воде. В современных котлах сверхкритического давления пара содержание газов и коррозионноактивных солей в результате глубокого обессоливания питательной воды и термической деаэрации незначительно и основной причиной коррозии является взаимодействие металла с водой и паром. Коррозия внутренней поверхности труб проявляется в образовании оспин, язвин, раковин и трещин; наружная поверхность поврежденных труб может ничем не отличаться от здоровых.
К повреждениям в результате внутренней коррозии труб также относятся:
кислородная стояночная коррозия, поражающая любые участки внутренней поверхности труб. Наиболее интенсивно поражаются участки, покрытые водорастворимыми отложениями (трубы пароперегревателей и переходной зоны прямоточных котлов);
подшламовая щелочная коррозия кипятильных и экранных труб, возникающая под действием концентрированной щелочи вследствие упаривания воды под слоем шлама;
коррозионная усталость, проявляющаяся в виде трещин в кипятильных и экранных трубах в результате одновременного воздействия коррозионной среды и переменных термических напряжений.
Окалина образуется на трубах вследствие перегрева их до температур, значительно превышающих расчетные. В связи с ростом производительности котлоагрегатов в последнее время участились случаи выхода из строя труб пароперегревателей из-за недостаточной окалиностойкости к топочным газам. Интенсивное окалинообразование наиболее часто наблюдается при сжигании мазута.
Износ стенок труб происходит в результате истирающего действия угольной и сланцевой пыли и золы, а также струй пара, выходящих из поврежденных соседних труб или сопел обдувочных аппаратов. Иногда причиной износа и наклепа стенок труб служит дробь, применяемая для очистки поверхностей нагрева. Места и степень износа труб определяют наружным осмотром и измерением их диаметра. Фактическую толщину стенки трубы измеряют ультразвуковым толщиномером.
Коробление экранных и кипятильных труб, а также отдельных труб и участков настенных панелей радиационной части прямоточных котлов возникает при установке труб с неравномерным натягом, обрыве креплений труб, упуске воды и из-за отсутствия свободы для их тепловых перемещений. Коробление змеевиков и ширм пароперегревателя происходит главным образом вследствие обгорания подвесок и креплений, чрезмерного и неравномерного натяга, допущенного при установке или замене отдельных элементов. Коробление змеевиков водяного экономайзера происходит вследствие перегорания и смещения опор и подвесок.
Свищи, отдулины, трещины и разрывы могут появиться также в результате: отложения в трубах накипи, продуктов коррозии, технологической окалины, сварочного грата и других посторонних предметов, замедляющих циркуляцию воды и способствующих перегреву металла труб; наклепа дробью; несоответствия марки стали параметрам пара и температуре газов; внешних механических повреждений; нарушения режимов эксплуатации.
Наиболее активно коррозия экранных труб проявляется в местах концентрирования примесей теплоносителя. Сюда относятся участки экранных труб с высокими тепловыми нагрузками, где происходит глубокое упаривание котловой воды (особенно при наличии на испарительной поверхности пористых малотеплопроводных отложений). Поэтому в отношении предупреждения повреждений экранных труб, связанных с внутренней коррозией металла, нужно учитывать необходимость комплексного подхода, т.е. воздействия как на водно-химический, так и топочный режим.
Повреждения экранных труб в основном носят смешанный характер, их условно можно разделить на две группы:
1) Повреждения с признаками перегрева стали (деформация и утонение стенок труб в месте разрушения; наличие графитных зерен и т.д.).
2) Хрупкие разрушения без характерных признаков перегрева металла.
На внутренней поверхности многих труб отмечены значительные отложения двухслойного характера: верхний - слабосцепленный, нижний - окалинообразный, плотно сцепленный с металлом. Толщина нижнего слоя окалины составляет 0.4-0.75 мм. В зоне повреждения окалина на внутренней поверхности подвергается разрушению. Вблизи мест разрушений и на некотором удалении от них внутренняя поверхность труб поражена коррозионными язвинами и хрупкими микроповреждениями.
Общий вид повреждений свидетельствует о тепловом характере разрушения. Структурные изменения на лобовой стороне труб - глубокая сферидизация и распад перлита, образование графита (переход углерода в графит 45-85%) - свидетельствует о превышении не только рабочей температуры экранов, но и допустимой для стали 20 500 оС. Наличие FeO также подтверждает высокий уровень температур металла в процессе эксплуатации (выше 845 оК - т.е. 572 оС).
Хрупкие повреждения, вызванные водородом, обычно происходят в зонах с мощными тепловыми потоками, под толстыми слоями отложений, и на-клонных или горизонтальных трубах, а также на участках теплопередачи рядом с подкладными кольцами сварных швов либо другпмии устройства-ми, препятствующими свободному движению потоков..Опыт показал, что повреждения, вызванные водородом, происходят в котлах, работающих под давлением ниже 1000 фунт/кв. дюйм (6.9 МПа).
Повреждення под действием водорода обычно приводят к разрывам с тол-стыми краями. Другие механизмы, способствующие образованию разры-вов с толстыми краями, это коррозионное растрескивание под напряжени-ем, коррозионная усталость, разрывы под действием напряжений, а также (в некоторых редких случаях) сильнейший перегрев. Может оказаться за-труднительным визуально отличить разрушения, вызванные водородным повреждением, от других видов разрушений, однако здесь могут помочь не-которые их особенности.
Например, водородное повреждение почти всегда связано с образова-нием раковин в металле (см. меры предосторожности, приведенные в Гла-вах 4 и 6). Другие виды разрушений (за исключением, возможно, коррози-онной усталости, которая часто начинается в отдельных раковинах) обыч-но не связаны с сильной коррозией.
Аварии труб в результате водородного повреждения металла часто про-являются в виде образования в стенке трубы прямоугольного «окна», что не характерно для других видов разрушений.
Для оценки повреждаемости экранных труб следует учитывать, что металлургическое (исходное) содержание газообразного водорода в стали перлитного класса (в т.ч. ст.20) не превышает 0.5--1 см3/100г. При содержании водорода выше 4--5 см3/100г механические свойства стали существенно ухудшаются. При этом ориентироваться надо преимущественно на локальное содержание остаточного водорода, поскольку при хрупких разрушениях экранных труб резкое ухудшение свойств металла отмечается только в узкой зоне по сечению трубы при неизменно удовлетворительных структуре и механических свойствах прилегаемого металла на удалении всего 0.2-2мм.
Полученные значения средних концентраций водорода у кромки разрушения в 5-10 раз превышают его исходное содержание для ст.20, что не могло не оказать существенного влияния на повреждаемость труб.
Приведенные результаты свидетельствуют, что водородное охрупчивание оказалось решающим фактором повреждаемости экранных труб котлов КрТЭЦ.
Потребовалось дополнительное изучение, какой из факторов оказывает на этот процесс определяющее влияние: а) термоциклирование из-за дестабилизации нормального режима кипения в зонах повышенных тепловых потоков при наличии отложений на испарительной поверхности, а, как результат, - повреждение покрывающих ее защитных оксидных пленок; б) наличие в рабочей среде коррозионно активных примесей, концентрирующихся в отложениях у испарительной поверхности; в) совместное действие факторов "а" и "б".
Особо стоит вопрос о роли топочного режима. Характер кривых свидетельствует о скоплении водорода в ряде случаев вблизи наружной поверхности экранных труб. Это возможно прежде всего при наличии на указанной поверхности плотного слоя сульфидов, в значительной мере не проницаемых для водорода, диффундирующего от внутренней поверхности к наружной. Образование сульфидов обусловлено: высокой сернистостью сжигаемого топлива; набросом факела на экранные панели. Другой причиной наводораживания металла у наружной поверхности является протекание коррозионных процессов при контакте металла с дымовыми газами. Как показал анализ наружных отложений труб котлов, обычно имело место действие обеих приведенных причин.
Роль топочного режима проявляется также в коррозии экранных труб под действием чистой воды, которая чаще всего наблюдается на парогенераторах высокого давления. Очаги коррозии расположены обычно в зоне максимальных местных тепловых нагрузок и только на обогреваемой поверхности трубы. Это явление ведет к образованию круглых или эллиптических углублений диаметром больше 1 см.
Перегрев металла возникает наиболее часто при наличии отложений в связи с тем, что количество воспринятого тепла будет практически одинаковым как для чистой трубы, так и для трубы, содержащей накипь температура трубы будет разной.
Впервые наружная коррозия экранных труб была обнаружена на двух электростанциях у котлов высокого давления ТП-230-2, работавших на угле марки АШ и сернистом мазуте и находившихся до того в эксплуатации около 4 лет. Наружная поверхность труб подвергалась коррозионному разъеданию со стороны, обращенной в топку, в зоне максимальной температуры факела. 88
Разрушались преимущественно трубы средней (по ширине) части топки, непосредственно над зажигательным. поясом. Широкие и относительно неглубокие коррозионные язвы имели неправильную форму и часто смыкались между собой, вследствие чего поврежденная поверхность труб была неровной, бугристой. В середине наиболее глубоких язв появились свищи, и через них начали вырываться струи воды и пара.
Характерным было полное отсутствие такой коррозии на экранных трубах котлов среднего давления этих электростанций, хотя среднего давления находились там в эксплуатации значительно "более длительное время.
В последующие годы наружная коррозия экранных труб появилась и на других котлах высокого давления, работавших на твердом топливе. Зона коррозионных разрушений распространялась иногда на значительную высоту; в отдельные местах толщина стенок труб в результате коррозии уменьшалась до 2-3 мм. Было замечено также, что эта коррозия практически отсутствует в котлах высокого давления, работающих на мазуте.
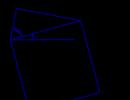
Наружная коррозия экранных труб была обнаружена у котлов ТП-240-1 после 4 лет эксплуатации, работающих при давлении в барабанах 185 ат. В этих котлах сжигался подмосковный бурый уголь, имевший влажность около 30%; мазут сжигали только при растопке. У этих котлов коррозионные разрушения также возникали в зоне наибольшей тепловой нагрузки экранных труб. Особенность процесса коррозии заключалась в том, что трубы разрушались как со стороны, обращенной в топку, так и со стороны, обращенной к обмуровке (рис. 62).
Эти факты показывают, что коррозия экранных труб зависит прежде всего от температуры их поверхности. У котлов среднего давления вода испаряется при температуре около 240° С; у котлов, рассчитанных на давление 110 ат, расчетная температура кипения воды равна 317° С; в котлах ТП-240-1 вода кипит при температуре 358° С. Температура наружной поверхности экранных труб обычно превышает температуру кипения примерно на 30-40° С.
Можно. предположить, что интенсивная наружная коррозия металла начинается при повышении его температуры до 350° С. У котлов, рассчитанных на давление 110 ат, эта температура достигается лишь с огневой стороны труб, а у котлов, имеющих давление 185 ат, она соответствует температуре воды в трубах. Именно поэтому коррозия экранных труб со стороны обмуровки наблюдалась только у этих котлов.
Подробное изучение вопроса было произведено на котлах ТП-230-2, работавших на одной из упомянутых электростанций . Там отбирались пробы газов и горя-
Щих частиц из факела на расстоянии около 25 мм от экранных труб. Близ фронтового экрана в зоне интенсивной наружной коррозии труб топочные газы почти не содержали свободного кислорода. Вблизи же заднего экрана, у которого наружная коррозия труб почти отсутствовала, свободного кислорода в газах было значительно больше. Кроме того, проверка показала, что в районе образования коррозии более 70% проб газов
Можно "предположить, что в присутствии избыточного кислорода сероводород сгорает и коррозии не происходит, Но при отсутствии избыточного кислорода сероводород вступает в химическое соединение с металлом труб. При этом образуется сульфид железа FeS. Этот продукт коррозии действительно был найден в отложениях на экранных трубах.
Наружной коррозии подвержена не только углеродистая сталь, но и хромомолибденовая. В частности, у котлов ТП-240-1 коррозия поражала экранные трубы, изготовленные из стали марки 15ХМ.
До сих пор отсутствуют проверенные мероприятия для полного предупреждения описанного вида коррозии. Некоторое уменьшение скорости разрушения. металла достигалось. после наладки процесса горения, в частности при увеличении избытка воздуха в топочных газах.
27. КОРРОЗИЯ ЭКРАНОВ ПРИ СВЕРХВЫСОКОМ ДАВЛЕНИИ
В этой книге вкратце рассказано об условиях работы металла паровых котлов современных электростанций. Но прогресс энергетики в СССР продолжается, и теперь вступает в строй большое число новых котлов, рассчитанных на более высокие давления и температуры пара. В этих условиях большое значение имеет практический опыт эксплуатации нескольких котлов ТП-240-1, работающих с 1953-1955 гг. при давлении 175 ат (185 ат в барабане). Весьма ценны, >в частности, сведения о коррозии их экранов.
Экраны этих котлов были подвержены коррозии как с наружной, так и с внутренней стороны. Их наружная коррозия описана в предыдущем параграфе этой главы, разрушение же внутренней поверхности труб не похоже ни на один из описанных выше видов коррозии металла
Разъедание происходило в основном с огневой стороны верхней части наклонных труб холодной воронки и сопровождалось появлением коррозионных раковин (рис. 63,а). В дальнейшем число таких раковин увеличивалось, и возникала сплошная полоса (иногда две параллельные. полосы) разъеденного металла (рис. 63,6). Характерным являлось также отсутствие коррозии в зоне сварных стыков.
Внутри труб имелся налет рыхлого шлама толщиной 0,1-0,2 мм, состоявшего в основном из окислов железа и меди. Увеличение коррозионного разрушения металла не сопровождалось увеличением толщины слоя шлама, следовательно, коррозия под слоем шлама не была основной причиной разъедания внутренней поверхности экранных труб.
В котловой воде поддерживался режим чистофосфатной щелочности. Фосфаты вводились в котел не.непрерывно, а периодически.
Большое значение имело то обстоятельство, что температура металла труб периодически резко.повышалась и иногда была выше 600° С (рис. 64). Зона наиболее частого и максимального повышения температуры совпадала с зоной наибольшего разрушения металла. Снижение давления в котле до 140-165 ат (т. е. до давления, при котором работают новые серийные котлы) не изменяло характера временного повышения температуры труб, но сопровождалось значительным снижением максимального значения этой температуры. Причины такого периодического повышения температуры огневой стороны наклонных труб холодной. воронки еще подробно не изучены.
|
В настоящей книге рассматриваются конкретные вопросы, связанные с работой стальных деталей парового котла. Но для изучения этих сугубо практических вопросов необходимо знать общие сведения, касающиеся строения стали и ее " свойств. В схемах, показывающих строение металлов, атомы иногда изображают в виде соприкасающихся друг с другом шаров (рис. 1). Такие схемы показывают расстановку атомов в металле, но в них трудно наглядно показать расположение атомов друг относительно друга. Эрозией называется постепенное разрушение поверхностного слоя металла под влиянием механического воздействия. Наиболее распространенным видом эрозии стальных элементов - парового котла является их истирание твердыми частицами золы, движущейся вместе с дымовыми газами. При длительном истирании происходит постепенное уменьшение толщины стенок труб, а затем их деформация и разрыв под действием внутреннего давления. |

Что такое Гидро-Икс:
Гидро-Икс (Hydro-X) называют изобретенный в Дании 70 лет назад метод и раствор, обеспечивающие необходимую коррекционную обработку воды для систем отопления и котлов как водогрейных, так и паровых с низким давлением пара (до 40 атм). При использовании метода Гидро-Икс в циркулирующую воду добавляется только один раствор, поставляемый к потребителю в пластиковых канистрах или бочках в уже готовом для использования виде. Это позволяет не иметь на предприятиях специальных складов для химических реагентов, цеха для приготовления необходимых растворов и т. п.
Использование Гидро-Икс обеспечивает поддержание необходимой величины рН, очистку воды от кислорода и свободной углекислоты, предотвращение появления накипи, а при ее наличии отмывку поверхностей, а также предохранение от коррозии.
Гидро-Икс представляет собой прозрачную желтовато-коричневую жидкость, однородную, сильно щелочную, с удельным весом около 1,19 г/см при 20 °С. Ее состав стабилен и даже при длительном хранении не имеет место разделение жидкости или выпадение осадка, так что нет нужды в перемешивании перед употреблением. Жидкость не огнеопасна.
Достоинства метода Гидро-Икс – простота и эффективность водоподготовки.
При работе водонагревательных систем, включающих теплообменники, водогрейные или паровые котлы, как правило, производится их подпитка добавочной водой. Для предотвращения появления накипи необходимо осуществлять водоподготовку с целью уменьшения содержания шлама и солей в котловой воде. Водоподготовка может быть осуществлена, например, за счет использования умягчающих фильтров, применения обессоливания, обратного осмоса и др. Даже после такой обработки остаются проблемы, связанные с возможным протеканием коррозии. При добавке в воду каустической соды, тринатрийфосфата и т. п., также остается проблема коррозии, а для паровых котлов и загрязнение пара.
Достаточно простым методом, предотвращающим появление накипи и коррозию, является метод Гидро-Икс, согласно которому добавляется в котловую воду небольшое количество уже приготовленного раствора, содержащего 8 органических и неорганических компонентов. Достоинства метода заключаются в следующем:
– раствор поступает к потребителю в уже готовом для использования виде;
– раствор в небольших количествах вводится в воду либо вручную, либо с помощью насоса-дозатора;
– при использовании Гидро-Икс нет необходимости применять другие химические вещества;
– в котловую воду подается примерно в 10 раз меньше активных веществ, чем при применении традиционных методов обработки воды;
Гидро-Икс не содержит токсичных компонентов. Кроме гидроксида натрия NaOH и тринатрийфосфата Na3PO4 все остальные вещества извлечены из нетоксичных растений;
– при использовании в паровых котлах и испарителях обеспечивается чистый пар и предотвращается возможность вспенивания.
Состав Гидро-Икс.
Раствор включает восемь различных веществ как органических, так и неорганических. Механизм действия Гидро-Икс носит комплексный физико-химический характер.
Направление воздействия каждой составляющей примерно следующее.
Гидроксид натрия NaOH в количестве 225 г/л уменьшает жесткость воды и регулирует значение рН, предохраняет слой магнетита; тринатрийфосфат Na3PO4 в количестве 2,25 г/л – предотвращает образование накипи и защищает поверхность из железа. Все шесть органических соединений в сумме не превышают 50 г/л и включают лигнин, танин, крахмал, гликоль, альгинат и маннуронат натрия. Общее количество базовых веществ NaOH и Na3PO4 при обработке воды Гидро-Икс очень мало, примерно в десять раз меньше, чем используют при традиционной обработке, согласно принципу стехиометрии.
Влияние компонентов Гидро-Икс скорее физическое, чем химическое.
Органические добавки служат следующим целям.
Альгинат и маннуронат натрия используются вместе с некоторыми катализаторами и способствуют осаждению солей кальция и магния. Танины поглощают кислород и создают защитный от коррозии слой железа. Лигнин действует подобно танину, а также способствует удалению имеющейся накипи. Крахмал формирует шлам, а гликоль препятствует вспениванию и уносу капель влаги. Неорганические соединения поддерживают необходимую для эффективного действия органических веществ слабо щелочную среду, служат индикатором концентрации Гидро-Икс.
Принцип действия Гидро-Икс.
Решающую роль в действии Гидро-Икс оказывают органические составляющие. Хотя они присутствуют в минимальных количествах, за счет глубокого диспергирования их активная реакционная поверхность достаточно велика. Молекулярный вес органических составляющих Гидро-Икс значителен, что обеспечивает физический эффект притягивания молекул загрязнителей воды. Этот этап водоподготовки протекает без химических реакций. Поглощение молекул загрязнителей нейтрально. Это позволяет собрать все такие молекулы, как создающие жесткость, так и соли железа, хлориды, соли кремниевой кислоты и др. Все загрязнители воды осаждаются в шламе, который подвижен, аморфен и не слипается. Это предотвращает возможность образования накипи на поверхностях нагрева, что является существенным достоинством метода Гидро-Икс.
Нейтральные молекулы Гидро-Икс поглощают как положительные, так и отрицательные ионы (анионы и катионы), которые в свою очередь взаимно нейтрализуются. Нейтрализация ионов непосредственно влияет на уменьшение электрохимической коррозии, поскольку этот вид коррозии связан с различным электрическим потенциалом.
Гидро-Икс эффективен против коррозионно опасных газов – кислорода и свободной углекислоты. Концентрация Гидро-Икс в 10 ррт вполне достаточна, чтобы предотвратить этот вид коррозии независимо от температуры среды.
Каустическая сода может привести к появлению каустической хрупкости. Применение Гидро-Икс уменьшает количество свободных гидроксидов, значительно снижая риск каустической хрупкости стали.
Без остановки системы для промывки процесс Гидро-Икс позволяет удалить старые существующие накипи. Это происходит благодаря наличию молекул лигнина. Эти молекулы проникают в поры котловой накипи и разрушают ее. Хотя все же следует отметить, что, если котел сильно загрязнен, экономически целесообразнее провести химическую промывку, а затем уже для предотвращения накипи использовать Гидро-Икс, что уменьшит его расход.
Образовавшийся шлам собирается в шламонакопителях и удаляется из них путем периодических продувок. В качестве шламонакопителей могут использоваться фильтры (грязевики), через которые пропускается часть возвращаемой в котел воды.
Важно, чтобы образовавшийся под действием Гидро-Икс шлам по возможности удалялся ежедневными продувками котла. Величина продувки зависит от жесткости воды и типа предприятия. В начальный период, когда происходит очистка поверхностей от уже имеющегося шлама и в воде находится значительное содержание загрязняющих веществ, продувка должна быть больше. Продувка проводится полным открытием продувочного клапана на 15-20 секунд ежедневно, а при большой подпитке сырой воды 3-4 раза в день.
Гидро-Икс может применяться в отопительных системах, в системах централизованного теплоснабжения, для паровых котлов невысокого давления (до 3,9 МПа). Одновременно с Гидро-Икс никакие другие реагенты не должны быть использованы, кроме сульфита натрия и соды. Само собой разумеется, что реагенты для добавочной воды не относятся к этой категории.
В первые несколько месяцев эксплуатации расход реагента следует несколько увеличить, с целью устранения существующей в системе накипи. Если есть опасение, что пароперегреватель котла загрязнен отложениями солей, его следует очистить другими методами.
При наличии внешней системы водоподготовки необходимо выбрать оптимальный режим эксплуатации Гидро-Икс, что позволит обеспечить общую экономию.
Передозировка Гидро-Икс не сказывается отрицательно ни на надежности работы котла, ни на качестве пара для паровых котлов и влечет лишь увеличение расхода самого реагента.
Паровые котлы
В качестве добавочной воды используется сырая вода.
Постоянная дозировка: 0,2 л Гидро-Икс на каждый метр кубический добавочной воды и 0,04 л Гидро-Икс на каждый метр кубический конденсата.
В качестве добавочной воды умягченная вода.
Начальная дозировка: 1 л Гидро-Икс на каждый метр кубический воды в котле.
Постоянная дозировка: 0,04 л Гидро-Икс на каждый метр кубический добавочной воды и конденсата.
Дозировка для очистки котла от накипи: Гидро-Икс дозируется в количестве на 50 % больше постоянной дозы.
Системы теплоснабжения
В качестве подпиточной воды – сырая вода.
Начальная дозировка: 1 л Гидро-Икс на каждый метр кубический воды.
Постоянная дозировка: 1 л Гидро-Икс на каждый метр кубический подпиточной воды.
В качестве подпиточной воды – умягченная вода.
Начальная дозировка: 0,5 л Гидро-Икс на каждый метр кубический воды.
Постоянная дозировка: 0,5 л Гидро-Икс на каждый метр кубический подпиточной воды.
На практике дополнительная дозировка основывается на результатах анализов величины рН и жесткости.
Измерение и контроль
Нормальная дозировка Гидро-Икс составляет в сутки примерно 200-400 мл на тонну добавочной воды при средней жесткости 350 мкгэкв/дм3 в расчете на СаСО3, плюс 40 мл на тонну обратной воды. Это, разумеется, ориентировочные цифры, а более точно дозирование может быть установлено контролем за качеством воды. Как уже отмечалось, передозировка не нанесет никакого вреда, но правильная дозировка позволит экономить средства. Для нормальной эксплуатации проводится контроль жесткости (в расчете на СаСО3), суммарной концентрации ионогенных примесей, удельной электропроводности, каустической щелочности, показателя концентрации водородных ионов (рН) воды. Благодаря простоте и большому диапазону надежности Гидро-Икс может применяться как ручным дозированием, так и в автоматическом режиме. При желании потребитель может заказать систему контроля и компьютерного управления процессом.
Система железо – водяной пар термодинамически неустойчива. Взаимодействие этих веществ может протекать с образованием магнетита Fe 3 O 4 или вюстита FeO:
|
| |
 ;
;Анализ реакций (2.1) – (2.3) свидетельствует о своеобразном разложении водяного пара при взаимодействии с металлом с образованием молекулярного водорода, который не является следствием собственно термической диссоциации водяного пара. Из уравнений (2.1) – (2.3) следует, что при коррозии сталей в перегретом паре в отсутствие кислорода на поверхности может образоваться только Fe 3 О 4 или FeO.
При наличии в перегретом паре кислорода (например, в нейтральных водных режимах, с дозированием кислорода в конденсат) в перегревательной зоне возможно образование гематита Fe 2 O 3 за счет доокисления магнетита.
Считают, что коррозия в паре, начиная с температуры 570 °С, является химической. В настоящее время предельная температура перегрева для всех котлов снижена до 545 °С, и, следовательно, в пароперегревателях происходит электрохимическая коррозия. Выходные участки первичных пароперегревателей выполняют из коррозионно-стойкой аустенитной нержавеющей стали, выходные участки промежуточных пароперегревателей, имеющие ту же конечную температуру перегрева (545 °С), – из перлитных сталей. Поэтому коррозия промежуточных пароперегревателей обычно проявляется в сильной степени.
В результате воздействия пара на сталь на ее первоначально чистой поверхности постепенно образуется так называемый топотактический слой, плотно сцепленный с самим металлом и потому защищающий его от коррозии. С течением времени на этом слое нарастает второй так называемый эпитактический слой. Оба эти слоя для уровня температур пара до 545 °С представляют собой магнетит, но структура их не одинакова – эпитактический слой крупнозернист и не защищает от коррозии.
Скорость разложения пара
мгН 2 /(см 2 ч)

Рис. 2.1. Зависимость скорости разложения перегретого пара
от температуры стенки
Влиять на коррозию перегревательных поверхностей методами водного режима не удается. Поэтому основная задача водно-химического режима собственно пароперегревателей заключается в систематическом наблюдении за состоянием металла пароперегревателей с целью недопущения разрушения топотактического слоя. Это может происходить за счет попадания в пароперегреватели и осаждения в них отдельных примесей, особенно солей, что возможно, например, в результате резкого повышения уровня в барабане котлов высокого давления. Связанные с этим отложения солей в пароперегревателе могут привести как к повышению температуры стенки, так и к разрушению защитной оксидной топотактической пленки, о чем можно судить по резкому возрастанию скорости разложения пара (рис. 2.1).
3.3. Коррозия тракта питательной воды и конденсатопроводов
Значительная часть коррозионных повреждений оборудования тепловых электростанций приходится на долю тракта питательной воды, где металл находится в наиболее тяжелых условиях, причиной чего является коррозионная агрессивность соприкасающихся с ним химически обработанной воды, конденсата, дистиллята и смеси их. На паротурбинных электростанциях основным источником загрязнения питательной воды соединениями меди является аммиачная коррозия конденсаторов турбин и регенеративных подогревателей низкого давления, трубная система которых выполнена из латуни.
Тракт питательной воды паротурбинной электростанции можно разделить на два основных участка: до термического деаэратора и после него, причем условия протекания в них коррозии резко различны. Элементы первого участка тракта питательной воды, расположенные до деаэратора, включают трубопроводы, баки, конденсатные насосы, конденсатопроводы и другое оборудование. Характерной особенностью коррозии этой части питательного тракта является отсутствие возможности истощения агрессивных агентов, т. е. угольной кислоты и кислорода, содержащихся в воде. Вследствие непрерывного поступления и движения новых порций воды по тракту происходит постоянное пополнение их убыли. Непрерывное удаление части продуктов реакции железа с водой и приток свежих порций агрессивных агентов создают благоприятные условия для интенсивного протекания коррозионных процессов.
Источником появления кислорода в конденсате турбин являются присосы воздуха в хвостовой части турбин и в сальниках конденсатных насосов. Подогрев воды, содержащей О 2 и СО 2 в поверхностных подогревателях, расположенных на первом участке питательного тракта, до 60–80 °С и выше приводит к серьезным коррозионным повреждениям латунных труб. Последние становятся хрупкими, и нередко латунь после нескольких месяцев работы приобретает губчатую структуру в результате ярко выраженной избирательной коррозии.
Элементы второго участка тракта питательной воды – от деаэратора до парогенератора – включают питательные насосы и магистрали, регенеративные подогреватели и экономайзеры. Температура воды на этом участке в результате последовательного подогрева воды в регенеративных подогревателях и водяных экономайзерах приближается к температуре котловой воды. Причиной коррозии оборудования, относящегося к этой части тракта, является главным образом воздействие на металл растворенной в питательной воде свободной углекислоты, источником которой является добавочная химически обработанная вода. При повышенной концентрации ионов водорода (рН < 7,0), обусловленной наличием растворенной углекислоты и значительным подогревом воды, процесс коррозии на этом участке питательного тракта развивается преимущественно с выделением водорода. Коррозия имеет сравнительно равномерный характер.
При наличии оборудования, изготовленного из латуни (подогреватели низкого давления, конденсаторы), обогащение воды соединениями меди по пароконденсатному тракту протекает в присутствии кислорода и свободного аммиака. Увеличение растворимости гидратированной окиси меди происходит за счет образования медно-аммиачных комплексов, например Сu(NH 3) 4 (ОН) 2 . Эти продукты коррозии латунных трубок подогревателей низкого давления начинают разлагаться на участках тракта регенеративных подогревателей высокого давления (п. в. д.) с образованием менее растворимых окислов меди, частично осаждающихся на поверхности трубок п. в. д. Медистые отложения на трубках п. в. д. способствуют их коррозии во время работы и длительной стоянки оборудования без консервации.
При недостаточно глубокой термической деаэрации питательной воды язвенная коррозия наблюдается преимущественно на входных участках экономайзеров, где кислород выделяется вследствие заметного повышения температуры питательной воды, а также в застойных участках питательного тракта.
Теплоиспользующая аппаратура потребителей пара и трубопроводы, по которым возвращается производственный конденсат на ТЭЦ, подвергаются коррозии под действием содержащихся в нем кислорода и угольной кислоты. Появление кислорода объясняется контактом конденсата с воздухом в открытых баках (при открытой схеме сбора конденсата) и подсосами через неплотности в оборудовании.
Основными мероприятиями для предотвращения коррозии оборудования, расположенного на первом участке тракта питательной воды (от водоподготовительной установки до термического деаэратора), являются:
1) применение защитных противокоррозионных покрытий поверхностей водоподготовительного оборудования и бакового хозяйства, которые омываются растворами кислых реагентов или коррозионно-агрессивными водами с использованием резины, эпоксидных смол, лаков на перхлорвиниловой основе, жидкого найрита и силикона;
2) применение кислотостойких труб и арматуры, изготовленных из полимерных материалов (полиэтилена, полиизобутилена, полипропилена и др.) либо стальных труб и арматуры, футерованных внутри защитными покрытиями, наносимыми методом газопламенного напыления;
3) применение труб теплообменных аппаратов из коррозионно-стойких металлов (красная медь, нержавеющая сталь);
4) удаление свободной углекислоты из добавочной химически обработанной воды;
5) постоянный вывод неконденсирующихся газов (кислорода и угольной кислоты) из паровых камер регенеративных подогревателей низкого давления, охладителей и подогревателей сетевой воды и быстрый отвод образующегося в них конденсата;
6) тщательное уплотнение сальников конденсатных насосов, арматуры и фланцевых соединений питательных трубопроводов, находящихся под вакуумом;
7) обеспечение достаточной герметичности конденсаторов турбин со стороны охлаждающей воды и воздуха и контроль за присосами воздуха с помощью регистрирующих кислородомеров;
8) оснащение конденсаторов специальными дегазационными устройствами с целью удаления кислорода из конденсата.
Для успешной борьбы с коррозией оборудования и трубопроводов, расположенных на втором участке тракта питательной воды (от термических деаэраторов до парогенераторов), применяются следующие мероприятия:
1) оснащение ТЭС термическими деаэраторами, выдающими при любых режимах работы деаэрированную воду с остаточным содержанием кислорода и углекислоты, не превышающим допустимые нормы;
2) максимальный вывод неконденсирующихся газов из паровых камер регенеративных подогревателей высокого давления;
3) применение коррозионно-стойких металлов для изготовления соприкасающихся с водой элементов питательных насосов;
4) противокоррозионная защита питательных и дренажных баков путем нанесения неметаллических покрытий, стойких при температурах до 80–100 °С, например асбовинила (смеси лака этиноль с асбестом) или лакокрасочных материалов на основе эпоксидных смол;
5) подбор коррозионно-стойких конструкционных металлов, пригодных для изготовления труб регенеративных подогревателей высокого давления;
6) постоянная обработка питательной воды щелочными реагентами с целью поддержания заданного оптимального значения рН питательной воды, при котором подавляется углекислотная коррозия и обеспечивается достаточная прочность защитной пленки;
7) постоянная обработка питательной воды гидразином для связывания остаточного кислорода после термических деаэраторов и создания ингибиторного эффекта торможения перехода соединений железа с поверхности оборудования в питательную воду;
8) герметизация баков питательной воды путем организации так называемой закрытой системы, чтобы предотвратить попадание кислорода с питательной водой в экономайзеры парогенераторов;
9) осуществление надежной консервации оборудования тракта питательной воды во время его простоя в резерве.
Эффективным методом снижения концентрации продуктов коррозии в конденсате, возвращаемом на ТЭЦ потребителями пара, является введение в отборный пар турбин, направляемый потребителям, пленкообразующих аминов – октадециламина или его заменителей. При концентрации этих веществ в паре, равной 2–3 мг/дм 3 , можно снизить содержание окислов железа в производственном конденсате в 10–15 раз. Дозирование водной эмульсии полиаминов с помощью насоса-дозатора не зависит от концентрации в конденсате угольной кислоты, так как действие их не связано с нейтрализующими свойствами, а основано на способности этих аминов образовывать на поверхности стали, латуни и других металлов нерастворимые и несмачиваемые водой пленки.