เครื่องเลื่อยสายพานแบบปรับได้ ข้อแนะนำ วิธีการตั้งค่าเครื่องเลื่อยสายพานแบบปรับได้
กระบวนการปรับตั้งถือเป็นการดำเนินการที่เกี่ยวข้องกับการดัดฟันเลื่อยไปในทิศทางต่างๆ เพื่อลดแรงเสียดทานของแถบเลื่อยบนพื้นผิวด้านข้างของการตัดและป้องกันไม่ให้ถูกหนีบ สำหรับการเคลื่อนย้ายใบมีดในไม้อย่างอิสระ จำเป็นต้องตรวจสอบให้แน่ใจว่ามีความกว้างในการตัดเกินความหนาของใบมีดอย่างน้อย 30-60%
การเดินสายไฟแบ่งออกเป็นหลายประเภทและยังไม่มีการตั้งชื่อเนื่องจากผู้ผลิตเลื่อยเรียกพวกเขาต่างกัน
การตั้งค่ามาตรฐานมีลักษณะเฉพาะคือการสลับการงอของฟันในด้านต่างๆ

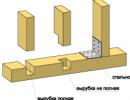
เมื่อลอกออก ฟันของใบเลื่อยจะแบ่งออกเป็นสามซี่ โดยสองซี่จะโค้งงอไปในทิศทางที่ต่างกัน และซี่ที่สามยังคงอยู่ที่เดิม


ส่วนใหญ่จะใช้ในการทำงานกับไม้เนื้อแข็ง รูปร่างสี่เหลี่ยมคางหมูของฟันทุกซี่ที่สามที่เหลืออยู่ตรงกลางใบเลื่อยจะกำหนดทิศทางของใบเลื่อยทั้งหมด
วิธีที่ยากที่สุดคือการจัดฟันให้เป็นลอน เนื่องจากฟันซี่ต่อๆ ไปในครึ่งคลื่นจะงอตามจำนวนที่เพิ่มขึ้นเรื่อยๆ

ไม่ว่าจะจัดฟันแบบใดก็ตาม ฟันจะไม่งอจากฐาน แต่จะมีการเยื้องจากฟัน 33-67% ของความสูงของฟัน แม้ว่าผู้ผลิตแต่ละรายจะกำหนดข้อกำหนดของตนเองเกี่ยวกับตัวบ่งชี้ที่เกี่ยวข้องกับการหย่าร้าง แต่ทั้งหมดก็ไม่เกิน 0.3-0.7 มม.
เป็นที่ยอมรับกันโดยทั่วไปในการตัดต้นไม้ด้วยไม้เนื้ออ่อนโดยใช้เลื่อยสายพานที่มีช่องว่างขนาดใหญ่ และไม้เนื้อแข็งจะมีช่องว่างเล็กๆ แต่ไม่ว่าในกรณีใด การแพร่กระจายควรเป็นแบบที่ทำให้การเลื่อยเกิดขึ้นโดยไม่มีการก่อตัวของลิ่มที่ตัดตรงกลาง
เมื่อจัดฟันแล้ว ฟันทุกซี่จะต้องงอในปริมาณเท่ากันโดยมีข้อผิดพลาดที่ยอมรับได้สูงสุดถึง 0.1 มม. หากการตั้งค่าไม่เหมือนกัน เลื่อยจะถูกดึงไปในทิศทางของการตั้งค่าที่ใหญ่กว่า
อุปกรณ์หย่าร้าง
สำหรับการหย่าร้าง มีอุปกรณ์การหย่าร้างแบบพิเศษที่โดดเด่นด้วยความหลากหลายและฟังก์ชันการทำงานที่ยอดเยี่ยม ปัจจุบัน ผู้เชี่ยวชาญหลายคนชื่นชมอุปกรณ์ตั้งเลื่อย KEDR ในด้านความน่าเชื่อถือ ความเรียบง่าย และใช้งานง่าย รวมถึงราคาที่ต่ำด้วย
เป็นเครื่องจักรแบบแมนนวลที่ให้ความแม่นยำของโครงร่างที่ 5 ไมครอน เครื่องนี้มีขาตั้งรองรับพิเศษเพื่ออำนวยความสะดวกในการใช้งาน การมีตัวบ่งชี้การหมุนบนเครื่องช่วยเพิ่มความแม่นยำสูงสุดให้กับเค้าโครง
การออกแบบอุปกรณ์ปรับ KEDR ที่คิดอย่างรอบคอบทำให้มั่นใจได้ว่าทรัพยากรทั้งหมดของเลื่อยที่ระบุโดยผู้ผลิตจะมีประสิทธิภาพและประสิทธิผล สามารถปรับได้อย่างง่ายดายตามพารามิเตอร์การตั้งค่าที่ต้องการเพื่อให้แน่ใจว่ามีความกว้างของการตัดที่เหมาะสมที่สุด เป็นผลให้คุณสามารถผ่านไปได้โดยใช้กำลังเครื่องยนต์น้อยลง เนื่องจากแรงเสียดทานระหว่างการเลื่อยลดลง
เครื่องตั้งค่านี้ง่ายดายและง่ายดายโดยให้การตั้งค่าที่มีแรงต้านทานการเลื่อยน้อยที่สุด
ไม้แต่ละชนิดมีความแข็งเฉพาะตัว ระยะพิทช์ของฟันเลื่อยควรแตกต่างกันไปขึ้นอยู่กับลักษณะเฉพาะนี้ สำหรับสุนัขพันธุ์แข็ง ขั้นตอนควรน้อยกว่านี้
แม้จะมีข้อได้เปรียบที่ชัดเจนของเครื่องนี้เหนืออุปกรณ์อื่น ๆ ที่มีวัตถุประสงค์คล้ายคลึงกัน แต่ก็มีราคาที่ไม่แพงซึ่งยังช่วยให้ได้รับการยอมรับเพิ่มขึ้นทั่วรัสเซีย
เครื่องตั้งเลื่อยสายพาน “KEDR” มีลักษณะทางเทคนิคดังต่อไปนี้:
- ขนาดโดยรวม - 28.5x12.1x36 ซม.
- ความกว้างของเลื่อยสำหรับการหย่าร้าง - สูงถึง 5 ซม.
- ระยะห่างของเลื่อยที่ตั้งไว้คือ 2.2 ซม.
- น้ำหนัก 5.2 กก.
ให้เราเตือนคุณเกี่ยวกับอุปกรณ์ที่ง่ายกว่าในการตั้งค่าเลื่อยเลือยตัดโลหะ การใช้เลื่อยสายพานมีความสัมพันธ์กับความแม่นยำต่ำและความเข้มของแรงงานสูง การใช้งานมีความสมเหตุสมผลเฉพาะในกรณีที่ไม่มีอุปกรณ์พิเศษ

สายไฟ
สัญญาณของการเลื่อยที่เหมาะสม
ความถูกต้องของการหย่าร้างสามารถตัดสินได้จากเนื้อหาของการตัดซึ่งเต็มไปด้วยส่วนผสม 2/3 เป็นขี้เลื่อยและ 1/3 เป็นอากาศ ในทางปฏิบัติสิ่งนี้แสดงให้เห็นความจริงที่ว่าเลื่อยที่มีการลาดตระเวนที่ถูกต้องจะอพยพมากกว่า 4/5 ของปริมาตรของค่าปรับไม้ออกจากการตัด
ด้วยการกระจายตัวของการตัดที่กว้างมาก ปริมาณอากาศจะเพิ่มขึ้น และในเวลาเดียวกัน การกำจัดของเสียก็แย่ลง ด้วยการแพร่กระจายของฟันขนาดเล็กกระดานจึงถูกปกคลุมด้วยชั้นขี้เลื่อยร้อนที่ถูกบีบอัดให้แน่น
ถ้าช่องว่างใหญ่เกินไป งานเลื่อยก็จะกระตุก ถ้าเล็กเกินไป ก็จะเป็นลอน เราถือว่าเป็นประโยชน์ที่จะเตือนอีกครั้งว่าเฉพาะส่วนบนของฟันเท่านั้นที่จะแยกออกจากกัน ดังนั้นการเลื่อยจะเกิดขึ้นเฉพาะกับมุมคมที่ด้านบนสุดของฟันเท่านั้น ก่อนที่จะตัด ใบเลื่อยจะถูกลับให้คมโดยต้องเอาโลหะออกน้อยที่สุด ซึ่งจริงๆ แล้วจำกัดอยู่ที่การเอาเสี้ยนออกเท่านั้น
เหตุใดเลื่อยจึงตัดได้ไม่ดี?
นี่อาจเป็นผลมาจากมุมลับคมขนาดใหญ่ของฟันซึ่งมาพร้อมกับการกระโดดขึ้นเมื่อเลื่อยเข้าไปในไม้ จากนั้นการเลื่อยมักจะดำเนินไปตามปกติจนถึงจุดสิ้นสุด แต่เมื่อถึงทางออกของท่อนไม้เลื่อยก็จะตกลงมา โหมดการเลื่อยนี้เรียกว่า "การดัน" เนื่องจากเลื่อยถูกกดออก ทางออกคือลดมุมลับลง 2-3 องศา
ด้วยมุมลับคมที่สำคัญและการแพร่กระจายที่ไม่เพียงพอ เลื่อยที่จุดเริ่มต้นของการเข้าสู่ท่อนไม้จะกระโดดขึ้นด้านบนและรูปร่างของกระดานจะกลายเป็นโค้งใน "รูปร่างของดาบ" คุณภาพของกระดานกลับคืนมาโดยการลดมุมลับลง 2 องศา และเพิ่มการแพร่กระจาย กระดานจะกลายเป็น "เหมือนดาบ" แม้ว่าเลื่อยจะ "พุ่ง" ลงไปก็ตาม นี่เป็นผลร่วมกันจากมุมลับคมเล็กน้อยและการตั้งค่าไม่เพียงพอ คุณสามารถออกจากสถานการณ์นี้ได้โดยเพิ่มมุมลับคมขึ้นสององศาและเพิ่มการแพร่กระจาย
หากกระดานถูกปกคลุมไปด้วยขี้เลื่อยอย่างแน่นหนาซึ่งหลวมเมื่อสัมผัสแสดงว่ามีรอยเล็ก ๆ ซึ่งต้องเพิ่มขึ้นในขณะเดียวกันก็ลดมุมลับลงไปพร้อม ๆ กัน
การตัดในรูปแบบของคลื่นด้วยเลื่อยแหลมคมนั้นเกิดจากช่องว่างที่เล็กเกินไปซึ่งจะต้องทำให้เป็นค่าปกติ
การเลื่อยด้วยเลื่อยทื่อที่ไม่เคยลับคมมาก่อนจะทำให้เกิดรอยแตกตามร่องฟัน สิ่งเดียวกันนี้อาจเกิดขึ้นได้หากคุณพยายามตัดต้นไม้ด้วยเลื่อยที่มีการแพร่กระจายไม่เพียงพอสำหรับงานหรือหากคุณเลื่อยต่อไปด้วยใบมีดทื่ออยู่แล้ว
เลื่อยอาจเกิดรอยแตกร้าวที่ด้านหลังได้เมื่อระยะห่างระหว่างจุดหยุดด้านหลังของลูกกลิ้งนำทางและด้านหลังของใบมีดมากเกินไป
ปรากฏการณ์ขี้เลื่อย “กลิ้ง” บนใบเลื่อย เกิดขึ้นเมื่อฟันเลื่อยไม่ห่างกันเกินไป และไม่มีปริมาตรอากาศที่ต้องการในการตัด ในกรณีนี้ เลื่อยจะร้อนขึ้นเนื่องจากการเสียดสีกับขี้เลื่อย ซึ่งทำให้ฝุ่นไม้อบบนใบเลื่อย
หากขี้เลื่อย "กลิ้ง" ตรงบริเวณพื้นผิวด้านในของฟันและใบเลื่อยสะอาด สิ่งนี้สามารถอธิบายได้ด้วยเหตุผลหลายประการ: การลับคมไม่ดี (ป้อนมากเกินไปหรือเอาวัสดุออกหนาเกินไป ส่งผลให้คุณภาพของฟันไม่ดี พื้นผิวของช่องฟัน) มุมลับของฟันที่ใหญ่เกินไป หรือการเลื่อยทื่ออย่างต่อเนื่อง
บางครั้งอาจสังเกตเห็นรอยแตกที่ด้านข้างของเบ้าฟัน ซึ่งมักเกิดขึ้นเมื่อในระหว่างการลับคม โลหะจำนวนมากถูกเอาออกในการเจียรครั้งเดียว ซึ่งทำให้ขอบฟันเกิดความร้อนสูงเกินไป
ปัญหาต่างๆ มากมายสามารถหลีกเลี่ยงได้หากคุณใส่ใจกับหินลับมีดอย่างเพียงพอและเติมหินลับมีดอย่างต่อเนื่องและระมัดระวัง
เราต้องจำไว้ว่าไม่ว่าเครื่องตัดไม้จะใช้ดีแค่ไหนก็เป็นเพียงเครื่องเลื่อยเท่านั้น คุณภาพและประสิทธิภาพของงานตัด 90% เกี่ยวข้องกับการบำรุงรักษาเลื่อยอย่างเหมาะสม และเพียง 10% กับสภาพโดยรวมของเครื่องจักร
มุมลับคมถูกกำหนดโดยมุมที่ขอบฟันหลุดออกจากเส้นแนวตั้ง มุมลับที่ต้องการในกรณีส่วนใหญ่คือ 10-12 องศา หากเลื่อยไม้เนื้อแข็งและไม้แช่แข็ง มุมลับควรอยู่ที่ 8-10 องศา สำหรับการเลื่อยหินอ่อน เพิ่มเป็น 12-15 o
การตั้งตัวของฟันมีผลอย่างมากต่อคุณสมบัติของคมตัดของฟัน เราต้องจำไว้ว่าการลับฟันจะลดความสูงลง และส่งผลให้การตั้งค่าลดลงด้วย
พารามิเตอร์การลับคมของเลื่อยวงเดือนตามฟังก์ชันของประเภทของไม้ที่ตัดแสดงอยู่ในตารางด้านล่าง
| ฮาร์กา ใบมีด |
มาก อ่อนนุ่ม สายพันธุ์ |
พันธุ์อ่อนปานกลาง | |||
| สด เป็นยาง |
สดไม่เรซิน | แห้งนาน 3-5 ปี | ไอศครีม | ||
| มุมลับคม | 12-16 | 12-16 | 12 | 8-12 | 8-10 |
| ความสูงของฟัน | 6.4 มม.* | 4.8 มม.* | 4.8 มม.* | 4.8 มม.* | 4.5 มม.* |
| การจัดตำแหน่งฟัน | 0.61-0.66มม | 0.58-0.61มม | 0.51-0.56มม | 0.41-0.46มม | 0.41-0.46มม |
* — ค่าที่น้อยที่สุดที่ยอมรับได้
ข้อมูลแบบตารางเหล่านี้ไม่ได้ถูกกำหนดไว้โดยทั่วไป ดังนั้น การเลือกพารามิเตอร์เครื่องมือแต่ละรายการจึงมีความจำเป็นสำหรับไม้แต่ละประเภท คุณภาพของการเลื่อยไม่เพียงเกี่ยวข้องกันเฉพาะกับการเลือกตัวบ่งชี้เหล่านี้ให้ประสบความสำเร็จเท่านั้น แต่ยังรวมถึงสถานที่ที่ใช้งานหรือกับขอบเขตการเติบโตของไม้ที่ส่งมาที่นี่เพื่อการเลื่อยด้วย ความจริงก็คือแม้แต่ต้นไม้ที่เป็นสายพันธุ์เดียวกันก็สามารถมีความหนาแน่นและความเป็นยางที่แตกต่างกันได้ขึ้นอยู่กับภูมิภาค
เพื่อให้สายเลื่อยมีความทนทานมากขึ้นและเพื่อให้ได้การตัดคุณภาพสูง จำเป็นต้องทำให้ใบมีดเปียกด้วยน้ำอย่างทั่วถึงเมื่อเลื่อยต้นไม้ที่มีปริมาณเรซินสูง เลื่อยสำหรับเลื่อยต้นไม้ที่มีปริมาณเรซินต่ำจำเป็นต้องใช้สารละลายสบู่เพื่อทำให้เปียก ในสภาพอากาศหนาวเย็น ควรทำให้เลื่อยเปียกด้วยน้ำมันดีเซล
พ่อค้าไม้คนใดก็ตามที่วางแผนจะซื้อโรงเลื่อยย่อมหวังที่จะทำกำไร แต่คุณต้องจำไว้ว่าเพื่อให้การทำงานที่มั่นคงของโรงเลื่อยจำเป็นต้องเตรียมเลื่อยคุณภาพสูง นอกจากนี้จะต้องทำเกือบทุกวัน ในบทความก่อนหน้านี้ เราได้พูดคุยเกี่ยวกับการตั้งค่ากระบวนการเลื่อย เกี่ยวกับวิธีการใหม่ในการลับเลื่อยวงเดือน และเริ่มพูดถึงหนึ่งในกระบวนการที่ยากที่สุดในการเตรียมเลื่อยสำหรับงาน - กระบวนการตั้งฟัน ในโพสต์นี้เราจะพูดถึงกระบวนการนี้เพิ่มเติม
ครั้งที่สอง วิธีการจัดฟันที่ได้รับการปรับปรุงด้วยตนเอง (แบบกด)
เพื่อหลีกเลี่ยงผลกระทบ "สวิง" เมื่อตั้งค่า จำเป็นต้องยึดตัวเลื่อยวงเดือนก่อนที่จะกดตัวดันบนฟันเพื่อไม่ให้เคลื่อนที่ได้ ซึ่งสามารถทำได้โดยการหนีบลำตัวให้แน่นด้วยแผ่นใต้ฟันที่กำลังจัดไว้เท่านั้น
ซึ่งสามารถทำได้ง่ายที่สุดโดยแยกฟังก์ชันการยึดตัวเลื่อยและการกดตัวดันบนฟัน ขายเครื่องจักรเหล่านี้ อย่างไรก็ตาม ไม่สะดวกอย่างยิ่งที่จะแยกจากกันด้วยการเคลื่อนไหวสองครั้งตามลำดับ แม้ว่าโดยหลักการแล้วจะเป็นไปได้ก็ตาม แต่สิ่งสำคัญคือแม้ว่าผู้ผลิตจะแก้ไขปัญหา "การสวิง" ได้ แต่ตัวเครื่องเองก็ผลิตได้แย่มากและยังไม่มีส่วนประกอบพื้นฐานบางอย่างซึ่งยังไม่อนุญาตให้ปรับเลื่อยวงดนตรีได้ดีด้วยแขนที่ปรับได้ดังกล่าว
เครื่องจักรซึ่งคลิกเพียงครั้งเดียวตามลำดับจะยึดตัวเลื่อยอย่างแน่นหนาด้วยแผ่นจาน จากนั้นจึงกดตัวดันบนฟัน นั้นทำออกมาได้ดีมาก และด้วยส่วนประกอบที่จำเป็นทั้งหมด มีเพียง IRN เท่านั้นที่สามารถทำได้ เมื่อประมาณสิบปีที่แล้วเราเป็นหนึ่งในคนกลุ่มแรกๆ ที่ซื้ออุปกรณ์แบบปรับได้ดังกล่าวจากพวกเขา มันยังคงใช้ในการเลื่อยและเราพอใจกับมันมาก
เมื่อเราเริ่มขายเครื่องลับมีดที่มีแผ่นโปรไฟล์เมื่อสามปีที่แล้ว เราแนะนำให้ใช้เครื่องลับมีด IRN ควบคู่ไปด้วย แต่ในช่วงครึ่งปีที่ผ่านมาปัญหาเริ่มเกิดขึ้นกับคนหย่าร้างเหล่านี้ ราคาสำหรับพวกเขาเพิ่มขึ้นสองเท่า - จาก 12,000 เป็น 25,000 รูเบิลและที่สำคัญที่สุดคือคุณภาพของฝีมือแย่ลง อย่างน้อย หลายๆ คนที่นำเครื่องมือแบบปรับได้นี้มาเป็นส่วนหนึ่งของเครื่องลับคมของเราต้องนำมาให้เราแก้ไขก่อน หลังจากนั้นพวกเขาก็ไม่มีปัญหาในการปรับเลื่อยสายพานอีกต่อไป
เพื่อให้แน่ใจว่าผู้ใช้จะไม่มีปัญหาดังกล่าวอีกต่อไป เราได้พัฒนาและตอนนี้กำลังเริ่มผลิตเครื่องจักรแบบปรับได้จำนวนมากภายใต้สัญลักษณ์ PC30/60
สาม. การตั้งฟันสองซี่พร้อมกัน
เครื่องจักรที่จัดฟันสองซี่พร้อมกันนั้นผลิตขึ้นในประเภทต่อไปนี้:
พร้อมด้วยเครื่องลับคม
แยกเฉพาะเครื่องที่ปรับได้ซึ่งขับเคลื่อนด้วยเครื่องยนต์
แยกเฉพาะเครื่องที่ปรับได้พร้อมฟีดแบบแมนนวลในรูปแบบของล้อ (รูปภาพ 1) หรือคันโยก
รูปภาพที่ 1 เครื่องปรับได้พร้อมฟีดแบบแมนนวลในรูปแบบ
ล้อ
เครื่องจักรสำหรับตัวเลือกนี้ได้รับการโฆษณาโดยผู้ขายมากที่สุด เพราะพวกเขาควรจะทำให้การทำงานของเครื่องเหลาง่ายขึ้นโดยการติดฟันสองซี่พร้อมกันทั้งสองด้านของเลื่อยสายพาน ถือเป็นโฆษณา “บะหมี่” ที่ดีมาก สำหรับคนไม่เคยตั้งวงเลื่อยเอง ผู้ที่เคยเตรียมเลื่อยไว้ใช้งานอย่างน้อยหนึ่งครั้งรู้ดีว่าฟันแต่ละซี่บนเลื่อยนั้นถูกแยกออกจากกัน ฟันจะถูกดึงกลับโดยผู้ดันเสมอในปริมาณที่มากกว่าระยะถอยที่ต้องการ เมื่อดึงดันกลับ ฟันจะสปริงกลับตามจำนวนที่กำหนดเสมอ ยิ่งกว่านั้น แม้แต่เลื่อยเดียว การเด้งกลับของฟันแต่ละซี่ก็สามารถผันผวนได้ระหว่าง 5 ถึง 25 หน่วยตัวบ่งชี้ ดังนั้นเครื่องเหลามักจะต้องกดสองหรือสามครั้งโดยมักจะใช้ค่าตัวบ่งชี้ที่แตกต่างกันในแต่ละครั้ง (นั่นคือด้วยแรงที่แตกต่างกัน) เพื่อให้ได้ค่าการตั้งค่าที่ต้องการ นอกจากนี้ยังมีฟันที่สปริงแย่กว่าฟันซี่อื่น ๆ และถึงแม้จะคลิกหนึ่งหรือสองครั้งก่อนที่ตัวบ่งชี้จะอ่าน เช่นเดียวกับฟันที่มีสปริงดี ฟันเหล่านั้นก็จะยังคงอยู่ในค่าที่มากกว่าชุดที่ต้องการ และจะต้องโค้งงอไปด้านหลังเป็นพิเศษ
ตอนนี้ควรชัดเจนสำหรับคุณว่าเป็นไปไม่ได้เลยที่จะแยกฟันสองซี่ในคราวเดียวด้วยการคลิกเพียงครั้งเดียว แต่เครื่องจักรก็ขายดีและบางคนถึงกับพอใจกับผลลัพธ์ที่ได้ เมื่อตั้งเลื่อยบนเครื่องดังกล่าว คุณควรรู้อยู่เสมอ: คุณจะไม่มีทางรับประกันการตั้งค่าเลื่อยวงเดือนที่ดีได้ การหย่าร้างจะไม่สามารถคาดเดาได้เสมอ ด้วยการป้อนแคร่เพียงเล็กน้อย ซึ่งเป็นชุดเลื่อยแบบสุ่มที่มีฟันที่มีสปริงรองรับไม่มากก็น้อยเท่ากัน บางครั้งคุณก็สามารถเลื่อยได้ตามปกติด้วยกลไกใหม่ที่สะอาด แต่ปัญหาย่อมเกิดขึ้นในภายหลังอย่างหลีกเลี่ยงไม่ได้ แต่เริ่มมองหาสาเหตุของปัญหาเหล่านี้ทุกที่แต่ไม่ใช่ในการหย่าร้างโดยเชื่อว่าเป็นสิ่งที่ดีมาก ผู้ผลิตไม่ได้ใส่ตัวบ่งชี้ไว้กับตัวบ่งชี้ที่ปรับได้เกือบทั้งหมดเหล่านี้ด้วยซ้ำ อธิบายเรื่องนี้โดยบอกว่าคุณติดตั้งทุกอย่างเพียงครั้งเดียวแล้วจึงแยกออกจากกัน ค้อนจะตีในลักษณะเดียวกันเสมอและไม่จำเป็นต้องตรวจสอบ และคุณตรวจสอบด้วยตัวเองว่าความหมายของการหย่าร้างนั้นแพร่กระจายไปมากเพียงใด
นอกจากนี้ ความถูกต้องของการจัดตำแหน่งที่เกิดขึ้นในเครื่องจักรเหล่านี้ยังได้รับอิทธิพลอย่างมากจากเหตุผลเดียวกันกับในเครื่องคลาสสิก: มีสิ่งสกปรกเข้าไปในกลไก ความเสี่ยงบนตัวหยุดแบบดันและแผ่นรองรับ ความสูงของส่วนของฟันที่กำลังจัดจะมีผลอย่างมาก
IV. อัตโนมัติ
เครื่องปรับอัตโนมัติอย่างแท้จริงเพียงเครื่องเดียวที่ผลิตโดย Wood-Mizer ฟันแต่ละซี่จะถูกวางไว้ที่ด้านหนึ่งของเลื่อยโดยใช้เครื่องดันแบบนิวแมติกที่มีการเป่าที่ปรับแรงได้หลายแบบพร้อมการตรวจสอบค่าจริงที่ได้รับจริงโดยไมโครมิเตอร์อิเล็กทรอนิกส์อย่างต่อเนื่อง ฟันซี่ถัดไปสำหรับการตั้งค่าโดยผู้ดันจะถูกป้อนโดยอัตโนมัติหลังจากที่ตัวบ่งชี้แสดงค่าที่ตั้งไว้เท่านั้น หลังจากเสร็จด้านหนึ่งเครื่องก็หยุด จากนั้นนำเลื่อยออกจากเครื่อง หมุนออก ติดตั้งใหม่บนเครื่อง และเลื่อยไว้อีกด้านหนึ่ง
เครื่องคงจะดีมากถ้าไม่สมราคา วันนี้มีมูลค่าประมาณ 350,000 รูเบิลซึ่งไม่ยุติธรรมแม้แต่กับศูนย์บริการไม่ต้องพูดถึงโรงเลื่อยธรรมดา และถึงแม้ว่าตัวแทนของบริษัท Wood-Mizer จะอ้างว่าขายเครื่องจักรแบบปรับได้เหล่านี้ แต่โดยส่วนตัวแล้วฉันไม่เคยเห็นมันใช้งานเลยและเคยเห็นมันในงานนิทรรศการเท่านั้น
ข้อแนะนำในการเตรียมเครื่องปรับระดับในการทำงาน
ตัวบ่งชี้
ก่อนที่จะลับคมจำเป็นต้องเอาเสี้ยนที่เกิดขึ้นหลังจากการลับด้วยบล็อกไม้ออกมิฉะนั้นตัวบ่งชี้จะให้การอ่านที่ไม่ถูกต้อง
หากตัวบ่งชี้ของคุณวัดเป็นนิ้ว ควรแทนที่ทันทีด้วยตัวบ่งชี้ที่มีหน่วยเป็นมิลลิเมตร เนื่องจากส่วนหนึ่งของตัวบ่งชี้เป็นนิ้วจะเท่ากับประมาณสองครึ่งครึ่งของตัวบ่งชี้ในหน่วยมิลลิเมตร ดังนั้น เมื่อเครื่องลับคมสามารถระบุพิกัดความเผื่อของสองส่วนในหน่วยนิ้วได้ ค่านี้จะสอดคล้องกับห้าส่วนในหน่วยมิลลิเมตร ซึ่งถือว่ามาก และในทางกลับกัน พิกัดความเผื่อของสองส่วนในหน่วยมิลลิเมตรจะสัมพันธ์กับเพียงครึ่งของหน่วยนิ้วเท่านั้น เค้าโครงเมื่อปรับเทียบตัวบ่งชี้เป็นมิลลิเมตรจะมีความแม่นยำมากขึ้น เลื่อยตัดได้สม่ำเสมอไม่กระตุก
หัวตัวบ่งชี้ควรเคลื่อนที่ได้อย่างราบรื่นโดยไม่ติดขัดหรือติดขัด
เพื่อให้ปลายฟันต้องชิดกับระนาบของส่วนท้ายของตัวบ่งชี้ จะต้องมีเส้นผ่านศูนย์กลาง 7 - 10 มม.
คุณต้องตรวจสอบศูนย์ของตัวบ่งชี้ทุกวันหรืออย่างน้อยสัปดาห์ละครั้ง ในการทำเช่นนี้ให้ใช้แก้ว (ทำง่ายกว่า) หรือแผ่นโลหะที่มีความหนาอย่างน้อย 2 มม. ความยาว 100 - 150 มม. (เพื่อให้วางอยู่บนจุดรองรับ) และความกว้าง 40 - 50 มม. . วางแผ่นไว้แทนที่เลื่อย โดยยึดด้วยตัวหยุดแบบสปริงหรือแผ่นหยุด ซึ่งควรกดตัวเลื่อยเข้ากับแผ่นที่อยู่นิ่ง และตั้งค่าศูนย์ไว้
เนื่องจากกระจกเกือบจะแบนราบเรียบอย่างสมบูรณ์ จึงมีการตั้งค่าศูนย์อย่างแม่นยำ สิ่งสำคัญที่นี่คืออย่ากดทับมากเกินไป ไม่เช่นนั้นกระจกจะแตกง่าย

หลายคนพยายามทำสิ่งนี้บนตัวเลื่อยวงเดือน แต่ตัวเครื่องมีความบางมากและโค้งงอได้ง่าย 0.1 - 0.2 มม. ซึ่งแทบมองไม่เห็นด้วยตาและข้อผิดพลาดของตัวบ่งชี้เมื่อตั้งค่าศูนย์ขึ้นหรือลงในลักษณะนี้สามารถเข้าถึง 10 หรือมากกว่าแผนกซึ่งเป็นที่ยอมรับไม่ได้โดยเฉพาะอย่างยิ่งถ้า มีการหย่าร้างที่แท้จริงเกินขอบเขตที่ยอมรับได้ ด้วยช่องว่างเล็ก ๆ จริง (น้อยกว่า 0.45 มม.) เลื่อยจะเริ่มจับยึดในการตัดทำให้สูญเสียความมั่นคงเมื่อเกิดคลื่น หากชุดจริงมีขนาดใหญ่เกินไป (มากกว่า 0.75 มม.) ฟันจะเจาะไม้ลึกเกินไปและเมื่อความหนาแน่นของปมเปลี่ยนแปลงอย่างรวดเร็วเลื่อยจะเริ่มกระเพื่อมเร็วขึ้นเนื่องจากแม้จะมีความทื่อเล็กน้อย มันจะถูกดึงไปด้านข้าง
มุมแนวตั้งของตัวบ่งชี้จะถูกปรับโดยใช้แผ่นเดียวกัน หลังจากยึดแผ่นด้วยตัวหยุดแล้ว ปลายของตัวบ่งชี้ควรแน่นพอดีและไม่มีช่องว่างกับแผ่น (รูปที่ 1)
แผ่นคงที่และเคลื่อนย้ายได้
ระนาบของแผ่นเปลือกโลกจะต้องเป็นรูปสี่เหลี่ยมผืนผ้า ไม่มีการโค้งงอ การสึกหรอ และสิ่งสกปรก ปลายของแผ่นยึดที่ฟันกดต้องตรงและไม่สึกหรอ
ก่อนแต่ละเลย์เอาต์ ต้องทำความสะอาดเพลต ไม่เช่นนั้นสิ่งสกปรกที่ติดอยู่จะทำให้เลย์เอาต์เสียหายและทำให้ไม่สม่ำเสมอ
จุดยึด
ในขณะที่งานดำเนินไป จุดรองรับจะเสื่อมสภาพและมีร่องปรากฏขึ้น ซึ่งด้านหลังของเลื่อยสามารถติดได้เป็นครั้งคราว และฟันจะถูกจัดไว้ที่ความสูงที่แตกต่างกัน เลื่อยจะตัดกระตุก ต้องเปลี่ยนส่วนรองรับที่สวมใส่
ตัวหยุดแบบสปริง
ตรวจสอบให้แน่ใจว่าเมื่อกดฟันเพื่อตั้งค่า ตัวเลื่อยวงเดือนไม่ได้ถูกกดออกจากแผ่นที่อยู่นิ่ง นั่นคือสปริงของตัวหยุดมีความแข็งแรงเพียงพอที่จะยึดไว้ หากตัวเครื่องยังคงเคลื่อนตัวออก ให้ลองขันสปริงให้แน่นด้วยสกรูพิเศษ
คุณต้องตรวจสอบการสึกหรอของส่วนปลายของจุดหยุดเหล่านี้ด้วย ควรกดลำตัวให้ทั่วทั้งระนาบ พลาดงานนี้โดนสวิงแน่นอน
พยายามบังคับที่ลับมีดไม่ให้มีการแบ่งส่วนเกินสองหรือสามส่วนเมื่อตัด จากนั้นใบเลื่อยก็จะตัดได้เป็นเวลานานและมีคุณภาพสูง แต่ดังที่แสดงให้เห็นในทางปฏิบัติ โดยปกติแล้วจะมีความอดทนประมาณห้าถึงสิบดิวิชั่น
ในกรณีนี้ แม้แต่เลื่อยสายพานที่ดีที่สุดก็สามารถเริ่มกังวลได้หลังจากบันทึกครั้งแรก
ตัวบ่งชี้ราคาไม่แพงจำหน่ายแยกต่างหากเพื่อตรวจสอบสายไฟ หากคุณต้องการให้ที่ลับมีดรับผิดชอบเรื่องสายไฟมากขึ้น ให้ซื้ออุปกรณ์นี้และใช้งานอย่างน้อยบางครั้ง
การกำหนดตำแหน่งเริ่มต้นของเลื่อยในอุปกรณ์ที่ปรับได้เป็นสิ่งสำคัญมาก (รูปที่ 2) หลายๆ คนวางระดับล่างไว้ตามช่องฟัน มันไม่ถูกต้อง ฟันตั้งเป็นส่วนโค้งจากราก นี่เป็นคันโยกที่มีขนาดใหญ่มากดังนั้นแม้จะมีความทื่อเล็กน้อยและเมื่อเป็นปมก็มีแนวโน้มว่าเลื่อยจะกระวนกระวายใจทันที ต้องตั้งค่าขีดจำกัดล่างขึ้นอยู่กับประเภทของเลื่อย โดยคำนึงว่ายิ่งต่ำกว่า เลื่อยก็จะยิ่งมีความเสถียรในการตัดมากขึ้น แต่คุณต้องจำไว้เสมอ: ยิ่งฟันที่แข็งกระด้างติดอยู่กับตัวเลื่อยยิ่งแข็งแรงเท่าไรก็ยิ่งมีระยะห่างมากขึ้นเท่านั้น มิฉะนั้นในระหว่างการหย่าร้างคุณก็จะฟันหัก
ความแข็งคงที่ - 3 มม.
Flex back - Hard Edge, Hard Back สำหรับการยึดฟันที่ไม่แข็งแรง - 3.5 มม.
Flex back - Hard Edge, Hard Back พร้อมการยึดฟันปานกลางและแข็งแรง - 4 mm.
แต่ถึงแม้จะมีการตั้งค่าความสูงที่ถูกต้อง โดยระนาบรองรับของเพลตที่อยู่นิ่งยู่ยี่ คุณจะยังคงได้รับรัศมี (รูปที่ 2a) และคุณภาพการตัดที่สอดคล้องกัน จำเป็นที่ระนาบของแผ่นยึดคงที่จะต้องเรียบจากนั้นปลายฟันจะโค้งงอไปตามเส้นที่หักและทำให้ได้รับความต้านทานต่อโหลดสูงสุด (รูปที่ 2b)
ที่ดันฟัน
ตัวหยุดแบบกดควรอยู่ต่ำกว่าด้านบนของฟันประมาณ 2 มม. จากนั้นการตั้งค่าจะดำเนินการตามปกติ
ความสนใจ. ควรแยกฟันออกจากกันไม่ใช่ด้วยแรงกดเพียงครั้งเดียว แต่ด้วยฟันสองหรือสามซี่ที่ไม่แรงมาก จากนั้นคุณจะเว้นระยะห่างของฟันอย่างถูกต้องและจะไม่หักแม้แต่ซี่เดียว
หากคุณงอฟันที่แข็งแล้วงอไปด้านหลัง คุณต้องจับมัน เพื่อไม่ให้ฟันหัก ไม่ใช่ที่คมตัด แต่จะต่ำกว่าเล็กน้อยที่ด้านหลัง
แม้แต่เครื่องลับที่ดีด้วยเหตุผลที่อธิบายไว้ข้างต้น ก็ไม่เคยรู้เลยว่าเขาวางตำแหน่งเลื่อยวงไว้ถูกต้องหรือไม่ จำเป็นที่เครื่องเหลาหลังจากดำเนินการชุดไปในทิศทางเดียวแล้ว ให้มองดูชุดฟัน 7 - 15 ซี่อีกครั้งอย่างรวดเร็ว หากการหย่าร้างสอดคล้องกับค่านิยมที่ควรจะเป็นก็แสดงว่าทุกอย่างเป็นไปตามลำดับและคุณก็สามารถเดินหน้าต่อไปได้ หากเขาเห็นตัวเลขอื่นเขาจะต้องวางเครื่องอย่างเร่งด่วนไม่เช่นนั้นจะเกิดวงจรอุบาทว์ เลื่อยตัดได้ไม่ดี, ระลอกคลื่น, ประสบกับความเครียดอย่างรุนแรง, กลับไปสู่เครื่องเหลาอย่างรวดเร็วและปริมาณงานเพิ่มขึ้น แทนที่จะใช้เลื่อยวงเดือนสามถึงห้าครั้งต่อวัน เขาต้องทำ 10 ถึง 15 เลื่อย เลื่อยตัดได้น้อยและหักเร็ว เป็นผลให้เนื่องจากการดำเนินการที่ไม่ถูกต้องเพียงครั้งเดียวทุกคนจึงสูญเสีย: เจ้าของเสียเงินกับเลื่อย, เครื่องลับไม่สามารถรับมือกับปริมาณงานได้, ช่างทำกรอบไม่สามารถทำงานได้ตามปกติ
ตอนนี้คุณรู้วิธีเตรียมเลื่อยวงดนตรีให้พร้อมทำงานอย่างถูกต้องแล้ว สิ่งสำคัญคือต้องจำไว้ว่าซื้อโรงเลื่อยเพื่อหากำไร ดังนั้นสำหรับโรงเลื่อยใด ๆ จำเป็นต้องเตรียมเลื่อยคุณภาพสูงทุกวัน การเลื่อยไม้ด้วยเลื่อยสายพานสามารถสร้างรายได้ให้คุณอย่างมากหากทำอย่างถูกต้อง บทความต่อไปนี้จะกล่าวถึงการตั้งค่าของโรงเลื่อยและวิธีการปลูกฝังให้พนักงานของคุณมีทักษะในการผลิตเฉพาะไม้แปรรูปคุณภาพสูงที่ให้ผลผลิตสูงสุด
สำหรับการแปรรูปไม้เบื้องต้นจะใช้โรงเลื่อยโดยตัดชิ้นงานเป็นองค์ประกอบตามขนาดและรูปร่างที่ต้องการ เครื่องจักรตัดไม้ที่นิยมใช้กันมากที่สุดชนิดหนึ่งคือเลื่อยวงเดือนซึ่งมีข้อดีเหนือประเภทอื่นๆ หลายประการ
เพื่อให้ใบมีดตัดทำงานได้ยาวนานที่สุด จำเป็นต้องมีการบำรุงรักษาเป็นระยะ ซึ่งรวมถึงการลับคมและตัดแต่งใบเลื่อยสายพาน การดำเนินการเหล่านี้จะต้องดำเนินการโดยไม่ล้มเหลว มิฉะนั้นใบมีดจะทื่ออย่างรวดเร็วและประสิทธิภาพของเครื่องจักรจะลดลงอย่างมาก การใช้เทปดังกล่าวต่อไปอาจนำไปสู่การทำลายได้
วัตถุประสงค์ของการเดินสายไฟ
การแพร่กระจายของเลื่อยวงเดือนทำหน้าที่ที่สำคัญมาก - ช่วยลดแรงเสียดทานระหว่างใบมีดและชิ้นงานไม้ได้อย่างมากโดยการเพิ่มความกว้างของการตัด ทำได้โดยการดัดฟันให้สัมพันธ์กับใบมีด แต่เมื่อเวลาผ่านไป ในระหว่างการทำงาน องค์ประกอบการตัดจะเปลี่ยนตำแหน่ง ซึ่งทำให้ขนาดของการตัดลดลง เป็นผลให้แรงเสียดทานเพิ่มขึ้นอย่างมาก และอาจทำให้ใยกัดได้
ผู้ปฏิบัติงานบำรุงรักษาจำเป็นต้องรู้วิธีการตั้งค่าเลื่อยวงเดือนอย่างเหมาะสม การไม่ปฏิบัติตามพารามิเตอร์อาจนำไปสู่การตัดคลื่นและการถอดใบมีดออก นอกจากนี้ต้องสังเกตลำดับการดัดฟันตามลำดับ
ตามคำแนะนำบอกว่าเลื่อยสายพานควรทำบนเครื่องพิเศษที่มีตัวบ่งชี้ในการออกแบบเพื่อกำหนดขนาดของโค้งงอเท่านั้น ในกรณีนี้ ควรย้ายฟันทุกซี่ไปด้านข้างในปริมาณเท่ากัน ช่วงการแพร่กระจายแตกต่างกันไปตั้งแต่ 0.3 ถึง 0.7 มม.
ประเภทของสายไฟ ความแตกต่างของการดำเนินการ
ก่อนที่จะทำการตัดเลื่อยวงเดือน คุณควรตัดสินใจเลือกประเภทของการโค้งงอก่อน มีทั้งหมดหลายประเภท:
- การหลอกลวงแบบคลาสสิก มันแตกต่างตรงที่ฟันจะโค้งงอไปในทิศทางที่ต่างกัน นั่นคือองค์ประกอบหนึ่งโค้งไปทางซ้าย ส่วนที่สองไปทางขวา
- กำลังเคลียร์ แตกต่างจากตัวเลือกแรกเล็กน้อย สาระสำคัญของมันคือฟันสองซี่เคลื่อนไปในทิศทางที่ต่างกัน ในขณะที่ฟันซี่ที่สามยังคงไม่เปลี่ยนแปลง การตั้งโรงเลื่อยสายพานในลักษณะนี้ทำได้เมื่อตัดไม้เนื้อแข็ง
- หยัก. วิธีที่ยากที่สุดในการดำเนินการ ในที่นี้ ค่าการดัดงอของฟันแต่ละซี่จะแยกจากกัน ซึ่งจะทำให้คมตัดมีลักษณะเป็นคลื่น
ก่อนที่จะทำการหย่าร้างในโรงเลื่อยวงดนตรีคุณควรพิจารณาถึงความแตกต่างที่สำคัญหลายประการ:
- ปริมาณการโค้งงอของฟันทุกซี่จะต้องเท่ากัน (ใช้ไม่ได้กับวิธีหยัก)
- องค์ประกอบการตัดไม่ควรงอที่ฐาน แต่เพียงบางส่วนเท่านั้น
- จะต้องออกแรงไปยังจุดที่กำหนดอย่างเคร่งครัด
ตอนนี้เกี่ยวกับวิธีการติดตั้งเลื่อยวงเดือนสำหรับโรงเลื่อยอย่างเหมาะสม ตามที่ระบุไว้แล้ว การดำเนินการนี้ดำเนินการบนเครื่องพิเศษ สาระสำคัญของงานมาจากการที่ผืนผ้าใบได้รับการแก้ไขในเฟรม จากนั้นตัวบ่งชี้จะถูกปรับเทียบ จากนั้นจึงติดตั้งคันโยกที่จะใช้ในการโค้งงอ (เลือกสถานที่ที่ใช้แรง)
หลังจากงานติดตั้ง ผู้ปฏิบัติงานจะงอฟัน ขณะเดียวกันก็ตรวจสอบปริมาณการงอของมันโดยใช้ตัวบ่งชี้ จากนั้นเทปจะเคลื่อนที่เข้าไปในเฟรมและดำเนินการซ้ำ แต่มีองค์ประกอบการตัดที่แตกต่างกัน
สิ่งสำคัญในการเตรียมเลื่อยวงเดือนก็คือการจัดแนวฟัน เราได้รับคำถามมากมายจากลูกค้าของเราเกี่ยวกับเรื่องนี้ เราตอบคำถามของคุณ:
ปัจจุบันตลาดเต็มไปด้วยเครื่องจักรสำหรับตั้งเลื่อยที่มีการดัดแปลงต่างๆ แต่ 95% ถูกสร้างขึ้นเพื่อสร้างรายได้ให้กับผู้ผลิต (ผู้ขาย) แต่ไม่ใช่สำหรับผู้ซื้อและเพื่อบังคับให้ผู้ซื้อซื้อเลื่อยวงดนตรีด้วย บ่อยเท่าที่เป็นไปได้.
ทำไม
คำตอบนั้นง่ายมาก เครื่องจักรที่บริษัทเหล่านี้นำเสนอมีอุปกรณ์ยึดเลื่อยที่อ่อนแอ ระยะฟันเฟือง และการเชื่อมส่วนประกอบหลักได้ไม่ดี
ตัวอย่าง:
วางเลื่อยไว้ในเลื่อยแบบปรับได้ กดด้ามจับไปข้างหน้าเพื่อให้เข็มของเครื่องดัดฟันเลื่อยให้ได้ค่าที่เหมาะสม (ดูไฟบอกสถานะที่มาพร้อมกับชุดอุปกรณ์) และเครื่องแทนการดัดฟัน ไปข้างหน้าให้ได้ค่าที่เหมาะสม งอก้นเลื่อยไปด้านหลัง และฟันอยู่ในตำแหน่งไปข้างหน้าตามที่ควรจะเป็น แต่สิ่งนี้ทำให้เกิดเอฟเฟกต์กระดานหกซึ่งทำให้เลื่อยเสียรูป และเครื่องมือดังกล่าวจะใช้งานไม่ได้หลังจากนั้น เวลาอันสั้น.
เนื่องจากฟันแต่ละซี่บนเลื่อยเป็นคนละซี่ และหลังจากตั้งให้สปริงแตกต่างกันแล้ว เลื่อยหนึ่งซี่จึงควรใช้เวลาประมาณ 20-25 นาที เพื่อปรับมุมเบี่ยงเบนของฟันแต่ละซี่ได้สูงสุด
ในเครื่องส่วนใหญ่ ตัวบ่งชี้อาจแสดงความเบี่ยงเบนของฟันที่ถูกต้อง แต่ความเป็นจริงยังห่างไกลจากสิ่งนี้
เนื่องจากเครื่องจักรไม่สามารถสร้างความแม่นยำได้ สามารถตรวจสอบได้อย่างง่ายดายโดยการวางตัวบ่งชี้แบบแมนนวลสำหรับการวัดฟันเลื่อยที่ติดกับฟัน (ผลิตในประเทศเยอรมนี) ซึ่งจะแสดงระดับการเบี่ยงเบนของฟันได้อย่างแม่นยำที่สุด ผลลัพธ์ที่ได้จะทำให้คุณน่าหดหู่ใจ
นอกจากนี้ยังมีเครื่องจักรในท้องตลาดที่แยกฟันสองซี่ในเวลาเดียวกัน องค์กรบริการและบุคคลที่ต้องการ "ความเร็วอย่างบ้าคลั่ง" ชื่นชอบการซื้อสิ่งนี้มาก
แต่........!
ขอย้ำอีกครั้งว่าเครื่องจักรเหล่านี้ไม่ได้ให้ความแม่นยำตามที่ต้องการ แต่ละครั้งจะเกิดข้อผิดพลาดที่ไม่สามารถคาดเดาได้
มีคำตอบง่ายๆ สำหรับคำถามว่าทำไมจึงเป็นเช่นนี้:
เนื่องจากคันโยกที่แยกฟันออกจากกันนั้นได้รับการกำหนดค่าให้มีการเคลื่อนไหวเพียงครั้งเดียว (การโก่งตัว) และไม่สามารถกดฟันได้ตรงตามที่ต้องการ ดังนั้นฟันแต่ละซี่จะมีการตั้งค่าที่แตกต่างกัน
จะออกจากสถานการณ์นี้ได้อย่างไรเพื่อให้การหย่าร้างถูกต้องและการเตรียมเลื่อยและการเลื่อยในภายหลังจะไม่ทำให้เกิดอาการปวดหัว?
ทุกวันนี้ในตลาดมีเครื่องจักรที่มีการยึดตัวเลื่อยที่ชัดเจนในรูปแบบของการกดนั่นคือด้วยการกดเพียงครั้งเดียวที่คุณยึดเลื่อยการยึดนั้นแข็งมากจนคุณไม่สามารถเคลื่อนย้ายได้ถ้าคุณต้องการ และด้วยการกดครั้งที่สอง คุณจะเคลื่อนฟันออกจากกันและกดตามที่ต้องการ การกดจะกำจัดโหมดการแกว่ง (ตัวอย่างดังที่แสดงไว้ด้านบน) และผลลัพธ์ก็คือ คุณจะได้เลื่อยที่เซ็ตตัวได้อย่างสมบูรณ์แบบ
นอกจากนี้ เมื่อเตรียมเลื่อย คุณควรคำนึงถึงประเภทของไม้ด้วย:
*ไม้เนื้อแข็งเนื้ออ่อน: (มุมลับคม 12-16 องศา ความสูงของฟันขั้นต่ำ 4.8 มม. ชุดฟัน 0.54-0.66 มม.)
*ต้นสนอ่อน, ยางปานกลาง: (มุมลับคม 12-15 องศา, ความสูงของฟันขั้นต่ำ 4.8 มม., ชุดฟัน 0.52-0.66 มม.)
*ต้นสนอ่อน ปริมาณเรซินสูง: (มุมลับคม 12-16 องศา ความสูงของฟันขั้นต่ำ 4.8 มม. ชุดฟัน 0.52-0.60 มม.)
*ไม้เนื้อแข็ง: (มุมลับคม 8-12 องศา ความสูงของฟันขั้นต่ำ 4.5 มม. ชุดฟัน 0.41-0.46 มม.)
*ไม้เนื้อแข็งเนื้ออ่อน แช่แข็ง: (มุมลับคม 8-12 องศา ความสูงของฟันขั้นต่ำ 4.5 มม. ชุดฟัน 0.46-0.56 มม.)
*พระเยซูเจ้าอ่อน เนื้อเรซินปานกลาง แช่แข็ง: (มุมลับคม 8-12 องศา ความสูงของฟันขั้นต่ำ 4.5 มม. ชุดฟัน 0.41-0.46 มม.)
*พระเยซูเจ้าเนื้ออ่อน มีเรซินสูง แช่แข็ง: (มุมลับคม 10-12 องศา ความสูงของฟันขั้นต่ำ 4.8 มม. ชุดฟัน 0.41-0.51 มม.)
*ไม้เนื้อแข็ง แช่แข็ง: (มุมลับคม 8-12 องศา ความสูงของฟันขั้นต่ำ 4.5 มม. ชุดฟัน 0.41-0.46 มม.)
เนื่องจากเมื่อเลื่อยหินบางประเภท เลื่อยจะต้องมีมุมลับที่แตกต่างกันและค่าเบี่ยงเบนชุดฟันที่แตกต่างกัน เมื่อนั้นเลื่อยก็จะตัดได้อย่างสมบูรณ์แบบ ไร้คลื่น และมีคุณภาพสูง
ตอนนี้เรามาพูดถึงวิธียืดอายุเลื่อย:
โดยเฉลี่ยแล้วเลื่อยจะมีอายุการใช้งาน 25-30 ลบ.ม. หลังจากนั้นเกิดการแตกร้าวหรือแม้กระทั่งเลื่อยก็ใช้งานต่อไปไม่ได้โดยสิ้นเชิง
มีสองเหตุผลหลักสำหรับสิ่งนี้:
ไม่พบการจัดตำแหน่งที่ต้องการ และการลับเลื่อยไม่ถูกต้อง
เครื่องลับคมเลื่อยในท้องตลาดมีสองประเภท ได้แก่ เครื่องธรรมดาพร้อมล้อขัด และเครื่องหน้ากว้างพร้อมล้อเพชร
อะไรคือความแตกต่าง?
เครื่องจักรที่มีล้อขัดจะลับเลื่อยตามขอบด้านหน้าและด้านหลังเท่านั้น และเพื่อที่จะลับเลื่อยได้ดีด้วยเครื่องจักรดังกล่าว คุณต้องมีบุคลากรที่มีคุณสมบัติสูงซึ่งสามารถปฏิบัติงานประจำได้ เนื่องจากจำเป็นต้องปรับเครื่องดังกล่าวไม่เพียงแต่ก่อนที่จะลับคมเลื่อย แต่บ่อยครั้งและแม้กระทั่งในระหว่างการลับคม เลื่อยที่มีเครื่องลับคมดังกล่าวจะให้บริการคุณตามที่ต้องการ 20 ลบ.ม. หลังจากนั้นจะไม่สามารถใช้งานได้
เครื่องโปรไฟล์แบบเต็มลับเลื่อยไม่เพียงแต่ตามขอบด้านหน้าและด้านหลังเท่านั้น แต่ยังตลอดทั้งโปรไฟล์ นอกจากนี้ เมื่อลับคม จะใช้สารหล่อเย็นเพื่อไม่ให้ใบเลื่อยไหม้ นอกเหนือจากการลับใบเลื่อยแล้ว เครื่องยังทำงานอีกด้วย คุณสมบัติเช่นการเจียร เมื่อลับคมด้วยเครื่องที่มีล้อขัด รอยแตกขนาดเล็กจะพัฒนาอย่างแรงมาก ซึ่งทำให้เลื่อยแตกในเวลาต่อมา เครื่องจักรแบบเต็มโปรไฟล์จะบดเลื่อยเพื่อให้รอยแตกขนาดเล็กหายไป ดังนั้นอายุการใช้งานของเลื่อยจึงสูงถึง ~60 ลบ.ม. แทนที่จะเป็น 20-30 และยังช่วยลดความเครียดจากเลื่อยด้วย ซึ่งเป็นสิ่งสำคัญมากที่ฟันแต่ละซี่จะ มีโปรไฟล์เหมือนกันซึ่งจะเพิ่มความมั่นคงของเลื่อยในการตัด
เลื่อยควรใช้งานได้ไม่เกิน 1-1.5 ชั่วโมง หลังจากนั้นจึงนำออก พลิกกลับด้าน และแขวนไว้บนตะปูเป็นเวลา 24 ชั่วโมง เพื่อลดความตึงเครียด ไม่จำเป็นต้องลับเลื่อยหลังการเปลี่ยนแต่ละครั้ง ยิ่งมากขึ้น บ่อยครั้งที่คุณลับให้เลื่อยเร็วขึ้น คุณสมบัติการตัดของเลื่อยจะคงไว้อย่างน้อย 1-2 กะ
จำเป็นต้องตรวจสอบการวางแนวอย่างต่อเนื่อง หากในระหว่างกระบวนการเลื่อย ผู้ปฏิบัติงานรู้สึกว่าโรงเลื่อยกำลังเดินช้า ให้ถอดเลื่อยออก และก่อนอื่นให้ตรวจสอบการวางแนวของเลื่อย ซึ่งเป็นฐานราก
สำหรับการแปรรูปไม้เบื้องต้นจะใช้โรงเลื่อยโดยตัดชิ้นงานเป็นองค์ประกอบตามขนาดและรูปร่างที่ต้องการ เครื่องจักรตัดไม้ที่นิยมใช้กันมากที่สุดชนิดหนึ่งคือเลื่อยวงเดือนซึ่งมีข้อดีเหนือประเภทอื่นๆ หลายประการ
เพื่อให้ใบมีดตัดทำงานได้ยาวนานที่สุด จำเป็นต้องมีการบำรุงรักษาเป็นระยะ ซึ่งรวมถึงการลับคมและตัดแต่งใบเลื่อยสายพาน การดำเนินการเหล่านี้จะต้องดำเนินการโดยไม่ล้มเหลว มิฉะนั้นใบมีดจะทื่ออย่างรวดเร็วและประสิทธิภาพของเครื่องจักรจะลดลงอย่างมาก การใช้เทปดังกล่าวต่อไปอาจนำไปสู่การทำลายได้
วัตถุประสงค์ของการเดินสายไฟ
การแพร่กระจายของเลื่อยวงเดือนทำหน้าที่ที่สำคัญมาก - ช่วยลดแรงเสียดทานระหว่างใบมีดและชิ้นงานไม้ได้อย่างมากโดยการเพิ่มความกว้างของการตัด ทำได้โดยการดัดฟันให้สัมพันธ์กับใบมีด แต่เมื่อเวลาผ่านไป ในระหว่างการทำงาน องค์ประกอบการตัดจะเปลี่ยนตำแหน่ง ซึ่งทำให้ขนาดของการตัดลดลง เป็นผลให้แรงเสียดทานเพิ่มขึ้นอย่างมาก และอาจทำให้ใยกัดได้
ผู้ปฏิบัติงานบำรุงรักษาจำเป็นต้องรู้วิธีการตั้งค่าเลื่อยวงเดือนอย่างเหมาะสม การไม่ปฏิบัติตามพารามิเตอร์อาจนำไปสู่การตัดคลื่นและการถอดใบมีดออก นอกจากนี้ต้องสังเกตลำดับการดัดฟันตามลำดับ
ตามคำแนะนำบอกว่าเลื่อยสายพานควรทำบนเครื่องพิเศษที่มีตัวบ่งชี้ในการออกแบบเพื่อกำหนดขนาดของโค้งงอเท่านั้น ในกรณีนี้ ควรย้ายฟันทุกซี่ไปด้านข้างในปริมาณเท่ากัน ช่วงการแพร่กระจายแตกต่างกันไปตั้งแต่ 0.3 ถึง 0.7 มม.
ประเภทของสายไฟ ความแตกต่างของการดำเนินการ
ก่อนที่จะทำการตัดเลื่อยวงเดือน คุณควรตัดสินใจเลือกประเภทของการโค้งงอก่อน มีทั้งหมดหลายประเภท:
- การหลอกลวงแบบคลาสสิก มันแตกต่างตรงที่ฟันจะโค้งงอไปในทิศทางที่ต่างกัน นั่นคือองค์ประกอบหนึ่งโค้งไปทางซ้าย ส่วนที่สองไปทางขวา
- กำลังเคลียร์ แตกต่างจากตัวเลือกแรกเล็กน้อย สาระสำคัญของมันคือฟันสองซี่เคลื่อนไปในทิศทางที่ต่างกัน ในขณะที่ฟันซี่ที่สามยังคงไม่เปลี่ยนแปลง การตั้งโรงเลื่อยสายพานในลักษณะนี้ทำได้เมื่อตัดไม้เนื้อแข็ง
- หยัก. วิธีที่ยากที่สุดในการดำเนินการ ในที่นี้ ค่าการดัดงอของฟันแต่ละซี่จะแยกจากกัน ซึ่งจะทำให้คมตัดมีลักษณะเป็นคลื่น
ก่อนที่จะทำการหย่าร้างในโรงเลื่อยวงดนตรีคุณควรพิจารณาถึงความแตกต่างที่สำคัญหลายประการ:
- ปริมาณการโค้งงอของฟันทุกซี่จะต้องเท่ากัน (ใช้ไม่ได้กับวิธีหยัก)
- องค์ประกอบการตัดไม่ควรงอที่ฐาน แต่เพียงบางส่วนเท่านั้น
- จะต้องออกแรงไปยังจุดที่กำหนดอย่างเคร่งครัด
ตอนนี้เกี่ยวกับวิธีการติดตั้งเลื่อยวงเดือนสำหรับโรงเลื่อยอย่างเหมาะสม ตามที่ระบุไว้แล้ว การดำเนินการนี้ดำเนินการบนเครื่องพิเศษ สาระสำคัญของงานมาจากการที่ผืนผ้าใบได้รับการแก้ไขในเฟรม จากนั้นตัวบ่งชี้จะถูกปรับเทียบ จากนั้นจึงติดตั้งคันโยกที่จะใช้ในการโค้งงอ (เลือกสถานที่ที่ใช้แรง)
หลังจากงานติดตั้ง ผู้ปฏิบัติงานจะงอฟัน ขณะเดียวกันก็ตรวจสอบปริมาณการงอของมันโดยใช้ตัวบ่งชี้ จากนั้นเทปจะเคลื่อนที่เข้าไปในเฟรมและดำเนินการซ้ำ แต่มีองค์ประกอบการตัดที่แตกต่างกัน