อุปกรณ์ง่ายๆ สำหรับการกรอม้วนผ้า การกรอกลับและการตัดวัสดุม้วน เวกเตอร์หรือไดรฟ์สเกลาร์
ถึงผู้ผลิตวัสดุสิ้นเปลือง!
หากคุณต้องการการตัดและกรอกลับที่รวดเร็วและมีคุณภาพสูง วัสดุรีดตามขนาดที่กำหนด (ผ้าไม่ทอ, สำลี), เพื่อการแปรรูปเป็นผลิตภัณฑ์สำเร็จรูปต่อไป (ทิชชู่เปียก, ทิชชู่เปียก, กระดาษทิชชู่ขนาดที่ไม่ได้มาตรฐาน ฯลฯ) - ติดต่อบริษัท LLC "เอเมลยัน ซาวอสติน".
วัสดุที่ใช้ในการผลิตส่วนใหญ่จะผลิตเป็นม้วนที่มีความยาวและความกว้างมาก การตัดและการกรอวัสดุรีดในบริษัทของเราดำเนินการด้วยเครื่องจักรพิเศษที่ช่วยให้คุณสามารถคลี่ม้วนที่มีเส้นผ่านศูนย์กลางสูงสุด 100 ซม. และความกว้างสูงสุด 120 ซม. และผลิตใหม่ที่มีเส้นผ่านศูนย์กลางสูงสุด 60 ซม. และ ความกว้าง 50 มม. เครื่องจักรมีการติดตั้งตัวนับความยาวแบบอิเล็กทรอนิกส์ อุปกรณ์สำหรับควบคุมความตึงของราง และฟังก์ชันอื่นๆ ที่ช่วยให้คุณทำงานทั้งหมดได้อย่างรวดเร็วและแม่นยำ
ต้องการสำหรับ การตัดวัสดุรีดเกิดขึ้นเมื่อการผลิตผ้ากอซ สำลี และผลิตภัณฑ์ผ้าไม่ทอต้องใช้ผ้าที่มีความกว้างไม่ได้มาตรฐานในปริมาณน้อย ในกรณีนี้ม้วนมาตรฐานจะถูกตัดด้วยเครื่องจักรพิเศษที่มีมีดพิเศษ อุปกรณ์เทคโนโลยีช่วยให้คุณรักษาขนาดที่แม่นยำและรับประกันการตัดที่สม่ำเสมออย่างสมบูรณ์แบบ
ลักษณะทางเทคนิคของวัสดุสำหรับการกรอและตัด
บริษัทเรารับประกัน
- ดำเนินการตามคำสั่งซื้อทันที รวมถึงปริมาณมาก
- คำแนะนำที่มีคุณสมบัติเหมาะสมในทุกประเด็นที่เกี่ยวข้องกับการแบ่งส่วน
- การยึดมั่นอย่างเคร่งครัดกับมิติข้อมูลที่ระบุ
- การควบคุมความหนาแน่นของขดลวด
- การปฏิบัติตามคำสั่งซื้อทันที
- เงื่อนไขความร่วมมือที่ดี
ประเภทวัสดุและราคาการตัดและกรอวัสดุรีด
การใช้วัสดุม้วนอย่างสมเหตุสมผลทำให้สามารถปรับต้นทุนวัสดุและการเงินสำหรับผลิตภัณฑ์การผลิตให้เกิดประโยชน์สูงสุด
หมวดหมู่: 1. เครื่องม้วนแบบธรรมดาซีเอ็นซีเปิดแนวนอนคดเคี้ยวซีรีส์ เครื่องม้วนแบบพิเศษส่วนตัว
เครื่องพิเศษสำหรับเปิดแนวนอนธรรมดา... 1.2. เครื่องจักรพิเศษ
เครื่องจักรพิเศษสำหรับไขลานแนวนอนแบบเปิดด้วย CNC... 1.3. เครื่องกรอกลับ
พร้อมระบบขับเคลื่อนไฟฟ้า... 1.4. การม้วนแบบคอมโพสิต... 1.5. ขดลวด ... 1.6. คดเคี้ยว "เรือ"... 1.7. คดเคี้ยว สื่อแม่เหล็ก ... 2. การพันขดลวดแบบทอรอยด์พร้อมรันเนอร์
เครื่องจักรที่มีรันเนอร์สำหรับวงแหวนตามอำเภอใจ... 2.1. การม้วนแบบทอรอยด์ของแกนเกียร์, คอยล์
จำหน่ายเครื่องแหวนบน... 2.2. การหดตัวของขดลวดทอรอยด์ในแนวตั้ง
เครื่องดึงกลับแนวตั้ง... 2.3. ฉนวนของคอยล์ทอรอยด์
เครื่องจักร CNC สำหรับพันฉนวนบนวงแหวน... 2.4. ฉนวนทอรอยด์และคอยล์
เครื่องจักร CNC สำหรับฉนวนและทอร์ก... 2.5. การพันแบบ Toroidal โดยไม่ต้องใช้คอยล์รันเนอร์
เครื่องม้วนวงแหวนสุ่ม... 2.6. เครื่องม้วนแบบพิเศษของ Toroidal
สำหรับการพันวงแหวน... 2.7. การใช้ฉนวนบนสายไฟ เครื่องจักรสำหรับการติดฉนวนกับ... 3. ไขลานด้วยผู้ให้บริการเพียงรายเดียว
เครื่องจักรสำหรับพันพุกด้วยเครื่อง CNC หนึ่งเครื่อง... 3.1. การไขลานด้วยผู้ให้บริการสองคน
เครื่องจักรสำหรับพันพุกพร้อมตัวพา CNC สองตัว... 4. คอมเพล็กซ์ที่คดเคี้ยว
คอมเพล็กซ์ที่คดเคี้ยว เส้น... 4.1. เครื่องโรตารี่...4.2. เครื่องรีดเฉพาะทาง... 4.3. เครื่องจ่ายสารอิเล็กทรอนิกส์...4.4. อุปกรณ์ป้อนวัสดุขนาดยาว... 4.5. การติดตั้งเครื่องตัดพลาสม่าและเลเซอร์สำหรับโลหะ เครื่องตัดพลาสม่าและเลเซอร์สำหรับโลหะ M... 4.6. เครื่องจักรสำหรับการพันขดลวด LV/HV ทรานส์ฟอร์มเมอร์สฟอยล์(เทป)... 4.7. การผลิตกระบอกสูบจากกระดาษแข็งไฟฟ้า เครื่องจักร... 4.9. เครื่องจักรแบบหมุน... 5. โครงการและการพัฒนา ส่วนนี้ไม่ได้รับการอัปเดตมานานกว่าสามปีใน St... 5.1 DKI - เซ็นเซอร์ตรวจสอบฉนวน.... 5.2. DTM - เครื่องตัดสายอาร์ก... 5.3. LASER VISION SYSTEM... 6. เครื่องนับรอบ (พัลส์)... 7. ชุดควบคุม... 8. อุปกรณ์ขดลวดไร้แรงเฉื่อย... 8.1. อุปกรณ์ไขลานเฉื่อย... 8.2. อุปกรณ์ไขลานที่ใช้งานอยู่... 8.3. อุปกรณ์ม้วนวัสดุม้วน... 8.3. สถานที่ทำงานของผู้ปฏิบัติงาน ...8.4. กลไกการเคลื่อนย้ายตัวรอก... 8.5. อุปกรณ์ท่อไอเสีย... 9. อุปกรณ์ปรับความตึง... 9.1. ขดลวดของตัวเก็บประจุ... 10. อุปกรณ์ แมนเดรล อุปกรณ์ ตัวนำ... 10.1. เกจวัดความยาว - เมตรวัดความยาว - อุปกรณ์วัดความยาวของวัสดุความยาว... 10.2. อุปกรณ์สำหรับวัดการกรอสายไฟ เคเบิล เทป ขอบเฟอร์นิเจอร์ด้วยระบบแมนนวล... 10.3. กรัมมิเตอร์... 11. อุปกรณ์เสริม... 11.1. ซอฟต์แวร์... 13. บริการ ... 14. การบรรจุและการจัดส่ง...16.รุ่นเครื่องที่ออกก่อน 2017 ปี...16.1. อุปกรณ์ไขลานที่ผลิตมาก่อน 2017 ปี...16.2. เอกสารเก่าของเครื่องกรอกลับแบบขับเคลื่อนด้วยไฟฟ้า... 17. T V O ... 18. คำแนะนำวิดีโอ ... 19. ตารางการติดต่อระหว่างรุ่นเครื่องและอะนาล็อกที่นำเข้า ...
การกรอกลับและการตัดแผ่นกระดาษ ฟิล์ม ฟอยล์ หรือวัสดุไม่ทอเป็นสิ่งจำเป็นสำหรับการจัดเก็บขนาดกะทัดรัด ความสะดวกในการขนส่ง การแปรรูปและการใช้วัสดุในภายหลัง
สำหรับการม้วนด้วยลม มีการใช้เครื่องกรอกลับและเครื่องตัด ซึ่งจะพันแผ่นใยทีละชั้นบนปลอกหรือบนเพลาโดยตรง เมื่อทำการม้วน ตัวขับเคลื่อนของเครื่องจักรจะดึงรางให้ตึง และความตึงนี้จะสร้างแรงกดดันภายในม้วน โดยมุ่งในแนวรัศมีไปยังศูนย์กลางของม้วนและเป็นสัดส่วนกับแรงดึง แสดงเป็นหน่วยแรงต่อความกว้างของราง และเป็นสัดส่วนผกผันกับ รัศมี. แรงกดดันนี้จะยึดชั้นต่างๆ ไว้ด้วยกันและทำให้เกิดการเสียดสีระหว่างชั้นเหล่านั้น แรงเสียดทานระหว่างชั้นต่างๆ จะเป็นสัดส่วนกับพื้นที่สัมผัสและค่าสัมประสิทธิ์แรงเสียดทานของวัสดุ โดยจะส่งแรงบิดจากเพลา (ปลอก) ไปยังชั้นบนของม้วน และสร้างความตึงเครียดในรางระหว่างการพัน แรงเสียดทานป้องกันไม่ให้ชั้นลื่นไถลและช่วยรักษารูปร่างของม้วนระหว่างการขนส่งและการเก็บรักษา
ความตึงเครียดของเว็บ
ผืนผ้าใบแต่ละผืนมีความไม่สม่ำเสมอในทิศทางตามขวางหรือตามยาว โดยที่มองเห็นผืนผ้าใบจะมีลักษณะ "เป็นถุง" โดยการใช้แรงตึงบนผืนผ้าใบ เราจะขึงมันและขจัดความไม่สม่ำเสมอเหล่านี้ออก และผืนผ้าใบก็จะสม่ำเสมอยิ่งขึ้น จากนั้นภายใต้ความตึงเครียด ผืนผ้าใบจะมีความแข็งมากขึ้น และช่วยขจัดความหย่อนคล้อย เช่น ระหว่างเพลา ในที่สุด ความตึงเครียดจะสร้างแรงเสียดทานระหว่างชั้นต่างๆ หลังจากการม้วน และช่วยกำหนดจำนวนบาดแผลที่เกิดขึ้นในช่วงเวลาหนึ่ง (ทราบความเร็ว ความหนา และความกว้างของวัสดุ)
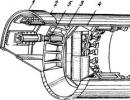
รูปที่ 1 พารามิเตอร์หลักของเครื่องตัด
จะทราบความตึงของรางที่ถูกต้องได้อย่างไร? ตามการปฏิบัติ มันถูกตั้งค่าเป็นแรงตึงสูงสุดเท่ากับ 15-20% ของค่าที่สอดคล้องกับแรงแตกหักของวัสดุ สำหรับ 90% ของกล่อง ความตึงที่อนุญาตจะอยู่ในช่วง 50-550 N/m และใน 95% ของกล่องอยู่ในช่วง: 20 ถึง 2000 N/m คุณสามารถเห็นด้วยหรือไม่เห็นด้วยกับการประมาณการเชิงปริมาณที่ให้ไว้ แต่นี่เป็นแนวทางปฏิบัติ และจะช่วยในการเลือกระบบขับเคลื่อนของเครื่องจักร
จะป้องกันการลื่นไถลได้อย่างไร?
วัสดุที่มีแรงเสียดทานต่ำต้องใช้แรงมากขึ้นเพื่อป้องกันการลื่นไถล ชั้นที่อยู่ใกล้แกนกลางมีพื้นที่สัมผัสที่จำกัดมากกว่าชั้นที่อยู่ด้านบนของม้วน และม้วนแคบจะมีพื้นที่สัมผัสระหว่างชั้นน้อยกว่าม้วนกว้างและจะต้องใช้แรงตึงมากขึ้น
ปัจจัยการสะสมคืออะไร?
ปัจจัยการสะสมคืออัตราส่วนของเส้นผ่านศูนย์กลางภายนอกของปลอกต่อเส้นผ่านศูนย์กลางสุดท้ายของม้วน
สำหรับรางที่มีความสามารถในการอัดตัวค่อนข้างดีในทิศทางตามขวางและมีค่าสัมประสิทธิ์แรงเสียดทานสูง อัตราส่วนนี้สามารถทำได้โดยง่ายในลำดับที่ 10 เหล่านั้น. บนปลอกขนาด 152 มม. คุณสามารถกรอม้วนที่มีเส้นผ่านศูนย์กลาง 1520 มม. ได้อย่างง่ายดายบนเครื่องจักรเกือบทุกเครื่อง แต่สำหรับวัสดุที่มีโมดูลัสต่ำรวมกันในทิศทางตามยาว ความแข็งในแนวรัศมีสูง ค่าสัมประสิทธิ์แรงเสียดทานต่ำ และความเรียบต่ำ ความยากเริ่มต้นที่อัตราส่วน 3-4 นี่เป็นหนึ่งในความยากลำบากในการม้วนม้วนที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ลงบนปลอกขนาด 76.2 มม. หากคุณเปลี่ยนเพลาไขให้ใหญ่ขึ้นการทำงานก็จะง่ายขึ้น
อัตราส่วนของปัวซองคืออะไร?
เมื่อเราออกแรงตึงผืนผ้าใบในทิศทางเดียว มันจะเปลี่ยนรูปร่างและมีแนวโน้มที่จะบางลงในอีกสองทิศทางที่เหลือ อัตราส่วนของปัวซองเป็นพารามิเตอร์ที่แสดงลักษณะการเปลี่ยนแปลงเหล่านี้
กฎหมายระบุว่าสำหรับวัสดุส่วนใหญ่อัตราส่วนอยู่ภายใน 0.3% ตัวอย่างเช่น แผ่น PET ที่มีความกว้าง 1200 มม. ภายใต้แรงดึงจะยืดออก 1% ตลอดความยาว ปัวซองอ้างว่าผืนผ้าใบนี้จะมีความกว้างแคบลง 0.3% ซึ่งจะอยู่ที่ประมาณ 3.6 มม. นี่เป็นสิ่งสำคัญหากคุณต้องการตัดให้ได้ความกว้างที่แน่นอน
โมดูลัสของยัง
โมดูลัสของยังคือความชันของเส้นโค้งของการยืดตัวของตัวอย่างเทียบกับแรงดันไฟฟ้าที่ใช้
การทราบโมดูลัสของ Young เกี่ยวกับวัสดุบาดแผลเป็นสิ่งสำคัญหากคุณต้องเผชิญกับวัสดุที่แตกต่างกันขณะทำงาน เลือกเครื่องจักรใหม่ หรือต้องการแก้ปัญหา วัสดุแต่ละชนิดมีค่าโมดูลัสของ Young ของตัวเอง และพารามิเตอร์นี้จะกำหนดพฤติกรรมของวัสดุบนเครื่องกรอกลับและเครื่องตัด รวมทั้งพิจารณาว่าเครื่องเหมาะสมกับวัสดุที่กำหนดหรือไม่
ช่วงของการเปลี่ยนแปลงค่าโมดูลัสของ Young ในเอกสารอ้างอิงมีขนาดใหญ่มาก หากคุณทำงานกับแผ่นโพลีเอสเตอร์ที่มีการยืดตัว 0.2% การเปลี่ยนแปลงเส้นผ่านศูนย์กลางของเพลา 0.1% โดยมีเส้นผ่านศูนย์กลาง 76 มม. จะไม่ส่งผลกระทบต่อกระบวนการอย่างมีนัยสำคัญ แต่หากมีการเปลี่ยนแปลงเส้นผ่านศูนย์กลางของ เพลาคุณทำงานกับแผ่นอลูมิเนียมฟอยล์ที่มีการยืดตัว 0.02% แล้วมีโอกาสมากขึ้นที่คุณจะไม่ได้ผลลัพธ์ที่ดีทั้งหมด เมื่อพันเทปลงบนลูกกลิ้งหรือใช้ลูกกลิ้งกระจายที่มีพื้นผิวอ่อน จำเป็นต้องคำนวณระดับการเปลี่ยนแปลงที่อนุญาตในโมดูลัสของ Young ของวัสดุ การเปลี่ยนแปลงเส้นผ่านศูนย์กลางของลูกกลิ้งค่อนข้างมากอาจทำให้รางลื่นไถลและประสิทธิภาพในการยืดรอยพับต่ำ
อีกตัวอย่างหนึ่งของการตรวจสอบการจัดตำแหน่งเพลา ตัวอย่างเช่น คุณมีแผ่น PE, PET และอลูมิเนียมฟอยล์สามแผ่นซึ่งมีโมดูลัสของ Young ที่ 100, 500 และ 10,000 ตามลำดับ ด้วยแรงตึงเท่ากัน แผ่นจะให้ความยืดที่ 1, 0.2 และ 0.01% หากข้อผิดพลาดในการจัดแนวคือ 0.1 มม. บนแขน 1,000 มม. เช่น 0.01% ดังนั้นสำหรับ PE สิ่งนี้แทบจะไม่สังเกตเห็นได้ชัดเจนเพราะ ปรากฎว่า 1% + -0.005% แต่สำหรับอลูมิเนียม 0.01% + -0.005% จะเห็นได้ชัดเจนมาก แบบฝึกหัดแสดงให้เห็นว่าการจัดแนวเพลาซึ่งเป็นที่ยอมรับสำหรับวัสดุส่วนใหญ่ ยกเว้นฟอยล์ คือ: 0.15-0.17 มม. ต่อเมตร
จะคำนวณความยาวของผืนผ้าใบในม้วนได้อย่างไร?
ลองนึกภาพม้วนเป็นทรงกระบอกซึ่งคุณดูจากส่วนท้าย พื้นที่ส่วนท้ายทั้งหมดถูกครอบครองโดยวัสดุแผลที่มีความหนา T จากนั้นเมื่อใช้สูตรสำหรับพื้นที่ของวงกลมเราจะได้ Pi (Pp2 -Pg2)\T = ความยาว ในทางกลับกัน หากคุณทราบความหนาและความยาวของวัสดุ ก็สามารถทำนายรัศมีหรือเส้นผ่านศูนย์กลางได้ สิ่งสำคัญคือต้องจำไว้ว่าการคลี่ผ้าออก คุณจะคลายความตึงเครียดและผ้าจะสั้นลง ที่นี่โมดูลของ Young จะมาช่วยเหลือเพื่อสื่อสารกับลูกค้า - ด้วยความยาว 100 ม. และระยะยืด 1% ลูกค้าจะพลาดไปหนึ่งเมตร
จะไม่ทำผิดพลาดกับน้ำหนักม้วนได้อย่างไร?
นักฟิสิกส์มีปริมาณที่เรียกว่าความหนาแน่นหรือน้ำหนักต่อหน่วยปริมาตร คุณสามารถลืมไปสักนาทีว่าเรามีปลอกแขน และมีความว่างเปล่าอยู่ในนั้น จากนั้นวัสดุก็ถูกพันเท่านั้น
ให้ม้วนของเราเป็นทรงกระบอกที่เต็มไปด้วยน้ำที่มีความหนาแน่นเท่ากับ 1 โดยปริมาตรคูณด้วย 1 จะได้น้ำหนักสูงสุดของม้วนสำหรับการประเมิน ทำไมต้องสูงสุด? เนื่องจาก PE มีความหนาแน่นใกล้เคียงกัน แต่น้อยกว่า 1 (0.992-0.996) และวัสดุอื่นๆ ทั้งหมดก็น้อยกว่า 1 เช่นกัน นอกจากนี้เมื่อม้วนก็จะมีชั้นอากาศอยู่ในม้วนเสมอซึ่งจะทำให้มีน้ำหนักเบาขึ้น โดยปกติแล้วคุณจะสนใจน้ำหนักสูงสุดที่เป็นไปได้และสามารถกำหนดได้อย่างรวดเร็ว สำหรับกระดาษและกระดาษแข็งให้ใช้ความหนาแน่นเท่ากับ 0.72-0.76 สำหรับกระดาษเคลือบ - 0.76-0.82
ผู้ปฏิบัติงานจำเป็นต้องทราบน้ำหนักของลูกกลิ้งเพื่อสื่อสารกับผู้เชี่ยวชาญด้านระบบขับเคลื่อน มิฉะนั้นอาจประเมินโมเมนต์ความเฉื่อยไม่ถูกต้องและปัญหาจะเริ่มขึ้น
เครื่องกรอกลับกลาง
เครื่องกรอกลับแบบกึ่งกลางเป็นเครื่องกรอกลับประเภทที่พบมากที่สุด มันถูกเรียกเช่นนี้เพราะแรงบิดถูกส่งมาจากเพลากลางไปยังลูกกลิ้ง
เครื่องจักรประเภทศูนย์กลางจะต้องจัดให้มีการม้วนหรือคลี่วัสดุตามกฎเกณฑ์บางประการหรือตามที่พวกเขากล่าวไว้ด้วยโปรไฟล์โมเมนต์แรงที่แน่นอน การกรอกลับเกิดขึ้นที่ความเร็วเชิงเส้นคงที่ของราง เช่น สูตรดังต่อไปนี้: การหมุนของมอเตอร์เป็น rpm = ความเร็วเชิงเส้นของรางเป็น m m min X อัตราทดเกียร์ u\pi, 2 และรัศมีการหมุนเป็น m
ที่รัศมีต่ำสุด ความเร็วในการหมุนควรสูงสุด เมื่อรัศมีหรือเส้นผ่านศูนย์กลางของลูกกลิ้งเพิ่มขึ้น ความเร็วในการหมุนจะต้องลดลงเพื่อรักษาความเร็วเชิงเส้นให้คงที่ ในกรณีนี้ หากค่าแรงดึงคงที่ โมเมนต์ T = แรงดึงคูณด้วยรัศมี เมื่อรัศมีเพิ่มขึ้น โมเมนต์ก็ต้องเพิ่มขึ้น มีเครื่องจักรหลายเครื่องที่ไม่จำเป็นต้องรักษาความเร็วเชิงเส้นของใบมีดให้คงที่
สิ่งสำคัญคือต้องจำไว้ว่าการม้วนและคลี่คลายจะดำเนินการภายใต้การควบคุมโดยตรงของความเร็วของเพลาที่อยู่ตรงกลางม้วน เมื่อหมุน ความเร็วจะลดลงตามรัศมีที่เพิ่มขึ้น และเมื่อคลายเกลียว ความเร็วจะเพิ่มขึ้นเมื่อรัศมีลดลง
การควบคุมความตึงเครียด
บนเครื่องจักร การควบคุมความตึงจะถูกจัดระเบียบโดยใช้ลูปป้อนกลับ ก่อนอื่น คุณต้องพิจารณาว่าอะไรจะควบคุม ความเร็ว หรือแรงบิดได้ดีกว่า จากนั้นเลือกประเภทของรูปร่าง: เปิดหรือปิด จากนั้นจึงตัดสินใจเลือกประเภทของเซ็นเซอร์เพื่อจัดระเบียบข้อเสนอแนะในวงปิด ตัวอย่างเช่น อาจเป็นนักเต้นบัลเลต์หรือด้ามที่มีสเตรนเกจ
Open Loop หมายความว่าเราแทบไม่มีการตอบรับ และเราเพียงแค่กำหนดขีดจำกัดให้กับพารามิเตอร์บางตัว เช่น แรงที่คลี่คลายเบรก ดังนั้น แรงดึงจึงไม่เคยถูกวัดในวงรอบเปิด นี่เป็นวิธีการที่ถูกและใช้หากกระบวนการของคุณจำเป็นต้องควบคุมความสม่ำเสมอของความเร็ว ความยาว หรือปัจจัยเวลา เช่น พารามิเตอร์สเกลาร์ที่วัดได้
ในลูปปิด จะใช้ตัวควบคุม PID ที่เรียกว่า ตัวควบคุม PID (ตัวควบคุมสัดส่วน-ปริพันธ์-อนุพันธ์) เป็นอุปกรณ์ในลูปควบคุมผลป้อนกลับ ใช้ในระบบควบคุมอัตโนมัติเพื่อสร้างสัญญาณควบคุมเพื่อให้ได้ความแม่นยำและคุณภาพของกระบวนการชั่วคราวที่ต้องการ ตัวควบคุม PID จะสร้างสัญญาณควบคุม ซึ่งเป็นผลรวมของคำศัพท์สามคำ คำแรกเป็นสัดส่วนกับความแตกต่างระหว่างสัญญาณอินพุตและสัญญาณป้อนกลับ (สัญญาณไม่ตรงกัน) คำที่สองคืออินทิกรัลของสัญญาณที่ไม่ตรงกัน และ ประการที่สามคืออนุพันธ์ของสัญญาณที่ไม่ตรงกัน แต่นี่สำหรับพลปืนกล เป็นสิ่งสำคัญสำหรับผู้ปฏิบัติงานที่เครื่องจักรเข้าใจสิ่งที่เกิดขึ้นและวัดค่าพารามิเตอร์ที่กำหนดโดยตรง ข้อผิดพลาดมักเกิดขึ้นเนื่องจากความล้มเหลวในตัวควบคุม PID หรือการตั้งค่าที่ไม่ถูกต้อง หากค่าเบี่ยงเบนคงที่ปรากฏขึ้น ให้มองหาปัญหาในส่วนปริพันธ์ของ PID และหากค่าที่ต้องการแตกต่างกันอย่างมากตามค่าที่ตั้งไว้ ให้มองหาปัญหาในส่วนต่างของ PID
เวกเตอร์หรือไดรฟ์สเกลาร์
ในทั้งสองกรณี เรากำลังพูดถึงตัวแปลงความถี่ แม้ว่าคำว่า "เวกเตอร์" และ "สเกลาร์" จะไม่ชัดเจนเมื่อใช้กับคุณลักษณะของพวกมัน เรากำลังพูดถึงพารามิเตอร์กระแสสลับซึ่งหมายความว่าการใช้คำว่า "สเกลาร์" โดยทั่วไปไม่สามารถยอมรับได้
จากหลักสูตรฟิสิกส์เบื้องต้นเป็นที่ทราบกันดีว่าปริมาณสเกลาร์คือปริมาณซึ่งแต่ละค่า (ไม่เหมือนกับเวกเตอร์) สามารถแสดงได้ด้วยตัวเลขหนึ่ง (จริง) ซึ่งเป็นผลมาจากชุดของค่าสเกลาร์ สามารถพรรณนาได้ในระดับเชิงเส้น (มาตราส่วน - ดังนั้นชื่อ) ด้วยการควบคุมสเกลาร์ (ความถี่) กระแสฮาร์มอนิกของเฟสมอเตอร์จะเกิดขึ้น ซึ่งหมายความว่าการควบคุมจะคงอยู่ที่อัตราส่วนคงที่ของแรงบิดมอเตอร์สูงสุดต่อโมเมนต์ความต้านทานบนเพลา นั่นคือ เมื่อความถี่เปลี่ยนแปลง แอมพลิจูดของแรงดันไฟฟ้าจะเปลี่ยนในลักษณะที่อัตราส่วนของแรงบิดมอเตอร์สูงสุดต่อแรงบิดโหลดปัจจุบันยังคงไม่เปลี่ยนแปลง ข้อได้เปรียบที่สำคัญของวิธีสเกลาร์คือความสามารถในการควบคุมกลุ่มมอเตอร์ไฟฟ้าพร้อมกัน วิธีการควบคุมสเกลาร์ช่วยให้ปรับเปลี่ยนได้ง่าย แม้เมื่อใช้การตั้งค่าจากโรงงานก็ตาม
การควบคุมเวคเตอร์เป็นวิธีหนึ่งในการควบคุมมอเตอร์ซิงโครนัสและอะซิงโครนัส ไม่เพียงแต่โดยการสร้างกระแสฮาร์มอนิก (แรงดันไฟฟ้า) ของเฟสเท่านั้น แต่ยังโดยการควบคุมฟลักซ์แม่เหล็กของโรเตอร์ด้วย (แรงบิดบนเพลามอเตอร์) การควบคุมเวกเตอร์จะใช้เมื่อจำเป็นต้องได้รับช่วงการควบคุมความถี่ที่ขยายออกไป ซึ่งสามารถเพิ่มช่วงการควบคุม ความแม่นยำในการควบคุม และเพิ่มความเร็วของไดรฟ์ไฟฟ้าได้อย่างมาก วิธีการนี้ให้การควบคุมแรงบิดของมอเตอร์โดยตรง ระบบควบคุมดังกล่าวมีความทันสมัยและมีราคาแพงกว่า เป็นเรื่องปกติสำหรับเครื่องกรอกลับคุณภาพสูง
ความเร็วของสายพานวัดได้อย่างไร?
ในกรณีส่วนใหญ่ จะใช้หลักการวัดจำนวนรอบของเพลาที่มีค่าศูนย์สลิปและเส้นรอบวงยาวที่ทราบ ความเร็ว = รัศมี RPM 2 Pi ความยาวถูกกำหนดโดยการคูณความเร็วตามเวลา สำหรับเครื่องจักรราคาแพง เพลาขับ เครื่องวัดวามเร็ว หรือตัวเข้ารหัสเชิงเส้นได้รับการติดตั้งเพื่อวัดความเร็วการหมุนของเพลา รวมถึงเซ็นเซอร์แม่เหล็ก อุปนัย และ/หรือออปติคอลในรุ่นที่ราคาถูกกว่า ไม่ว่าในกรณีใด สิ่งสำคัญคือต้องรับประกันความตึงของรางและการยึดเกาะกับเพลา โปรดจำไว้ว่า การวัดผ้าที่ตึงและไม่ตึงจะให้ความแตกต่างตามสัดส่วนของระดับการยืดตัวภายใต้แรงดึง
มุมความครอบคลุมของเพลาสเตรนเกจควรเป็นมุมเท่าใด
มุมครอบคลุมที่แนะนำโดยผู้ผลิตจะมีขนาดใหญ่เสมอ เช่น มากกว่า 45 องศา แต่ทุกอย่างมีความสัมพันธ์กัน ผืนผ้าใบภายใต้แรงตึงสูงและก้านเบาสามารถทำงานได้ในมุมครอบคลุมน้อย ซึ่งจะน้อยกว่า 45 องศา แต่เมื่อทำงานกับผืนผ้าใบที่มีแรงตึงต่ำ มุมครอบคลุมควรมีขนาดใหญ่ที่สุด และตรวจสอบว่าเวกเตอร์ทิศทางการวัดตั้งฉากกับแรงโน้มถ่วง
นักบัลเล่ต์คนไหนถูกต้อง?
ก่อนอื่น ก้านที่จะเรียกว่านักบัลเล่ต์นั้นจะต้องเต้นอย่างง่ายดายนั่นคือ บินได้จริงและไม่มีอะไรมารบกวนมันได้ ลดความเฉื่อยของเพลา น้ำหนัก แรงเสียดทานหากเป็นไปได้ ชดเชยอิทธิพลของแรงโน้มถ่วงและนิวแมติกส์ ใช้ระบบแนวนอนเป็นส่วนใหญ่ ขยายสัญญาณจากเพลา ให้ครอบคลุมใบมีด 180 องศา และมีความยาวแขนใบมีดเพียงพอก่อน และหลังเพลา ตรวจสอบทั้งหมดนี้บนเครื่องของคุณ นักบัลเล่ต์มีความไวต่อการพับของผ้า เป็นการยากที่จะปรับให้ถูกต้อง ซึ่งนำไปสู่การเปลี่ยนแปลงความตึงของผ้า ไม่ตอบสนองต่อการเปลี่ยนแปลงความตึงอย่างรวดเร็ว และไม่ได้วัดความตึงโดยตรง
อุปกรณ์ (เครื่องจักร) สำหรับการกรอกลับ/คลี่วัสดุม้วน UPRM-1300-70-50R- อุปกรณ์ขับเคลื่อนด้วยตนเองนี้ได้รับการออกแบบสำหรับการกรอกลับ/คลี่คลาย และการวัดวัสดุรีดบางยาว (ฟิล์ม PVC ผ้า ฯลฯ) เครื่องนี้ช่วยให้คุณสามารถผลิตม้วนที่มีเส้นผ่านศูนย์กลางเล็กกว่าและความยาวที่ต้องการได้หลายม้วนจากม้วนใหญ่ม้วนเดียว
อุปกรณ์กรอม้วนออกแบบมาเพื่อรับน้ำหนักสูงสุดของม้วนวัสดุ (ฟิล์ม PVC, ผ้า) สูงสุด 50 กก. และเส้นผ่านศูนย์กลางสูงสุดของปลอกที่ใช้คือ 70 มม.
การออกแบบอุปกรณ์สำหรับการกรอวัสดุ ในม้วนเรียบง่าย ใช้งานได้จริง และประกอบด้วย:
- อุปกรณ์จัดส่ง,
- โต๊ะวัดที่มีมิเตอร์วัดความยาวใช้กับเคาน์เตอร์อิเล็กทรอนิกส์ที่ปิดสนิท ID-2
- อุปกรณ์รับ
การกรอวัสดุที่ม้วนกลับจะดำเนินการในลักษณะต่อไปนี้: อุปกรณ์จ่ายออกของเครื่องคือแกนนอนที่วางม้วนวัสดุกรอกลับ จากนั้น วัสดุจะถูกดึงผ่านโต๊ะวัดของอุปกรณ์เพื่อกรอวัสดุที่รีดกลับไปยังโซนการตัด ตัวนับจะถูกรีเซ็ต และวัสดุที่กรอกลับจะถูกดึงไปยังอุปกรณ์รับ อุปกรณ์รับของเครื่องทำในรูปแบบของกรอบที่ยึดวัสดุรีดไว้ การคลี่คลายวัสดุบนอุปกรณ์ทำได้โดยการขับเคลื่อนการหมุนของที่จับโดยผู้ปฏิบัติงานโดยใช้แรงของกล้ามเนื้อ ตัวเครื่องใช้งานง่ายเมื่อกรอวัสดุม้วน
ข้อดีของอุปกรณ์สำหรับการกรอกลับและการวัดความยาวของวัสดุในม้วน (ฟิล์ม PVC, ผ้า) UPRM-1300-70-50R:
- ความเก่งกาจเครื่องทำให้สามารถขยายขอบเขตการใช้งานได้คุณสามารถย้อนกลับได้ไม่เพียง แต่ฟิล์มผ้าเท่านั้น แต่ยังรวมถึงวัสดุม้วนบางอื่น ๆ อีกด้วย
- เมื่อกรอวัสดุที่ม้วนกลับ การวัดจะมีความแม่นยำสูงแม้ในความยาวสั้นๆ
- เมื่อถึงความยาวที่ตั้งโปรแกรมไว้ สัญญาณเสียงจะดังขึ้น
ลักษณะทางเทคโนโลยี
| ชื่อพารามิเตอร์ | ความหมาย |
| หลักการทำงาน | มือของผู้ปฏิบัติงานกดที่ด้ามจับ |
| ความยาวสูงสุดของปลอกที่ใช้ มม | 1300 |
| น้ำหนักสูงสุดของม้วนพร้อมวัสดุ, กก | 50 |
| เส้นผ่านศูนย์กลางสูงสุดของปลอกที่ใช้ mm | 70 |
รุ่นมิเตอร์วัดความยาว | |
| หลักการวัด | อิเล็กทรอนิกส์ |
| เวลาในการบันทึกข้อมูลเมื่อปิดเครื่อง | ไม่ จำกัด |
| แรงดันไฟฟ้าของมิเตอร์ | 220V |
| ความถี่ในการจ่าย, เฮิร์ตซ์ | 50 |
| ขนาดเคาน์เตอร์ | 6 บิต |
| ความเร็วการนับสูงสุด m/วินาที | 5 |
| การนับความรอบคอบ ซม | 1 |
| ข้อผิดพลาดในการวัดความยาวของวัสดุ % | ±0.5 |
| ขนาดโดยรวม มม.: | |
| - สแตนด์ขากลับ | 1670x500x1000 |
| - โต๊ะวัด เครื่องกรอ/คลี่ฟิล์ม ผ้า ฯลฯ | 1515x580x960 |
| - แผนกต้อนรับ | 1670x500x1000 |
ถ้าคุณต้องการ การกรอกลับวัสดุรีดในปริมาณที่มากขึ้นพร้อมประสิทธิภาพการผลิตที่มากขึ้นที่เรานำเสนอ
ในยุคที่เทคโนโลยีขั้นสูง ผู้คนมุ่งมั่นที่จะตามให้ทันโดยคิดค้นผลิตภัณฑ์ประเภทใหม่ที่จำเป็นในกิจกรรมด้านต่างๆ บริษัท ของเราเป็นผู้มีส่วนร่วมอย่างแข็งขันในตลาดการผลิตวัสดุที่มีกาวในตัวมาเป็นเวลานานและไม่ได้ยืนห่างจากกระบวนการแนะนำนวัตกรรม ดังนั้นเราจึงปรับปรุงการผลิต จัดระเบียบการผลิตผลิตภัณฑ์ประเภทใหม่ และการให้บริการประเภทใหม่



เราพร้อมจัดให้ บริการกรอวัสดุและผลิตภัณฑ์สำเร็จรูปตั้งแต่ม้วนเดิมไปจนถึงม้วนที่มีเส้นผ่านศูนย์กลางเล็กกว่า เราดำเนินการย้อนกลับ กระดาษ, กระดาษแข็ง, ฟิล์ม, วัสดุโฟม, วัสดุไม่ทอ, ฟอยล์และวัสดุม้วนอื่นๆ
กลุ่มผลิตภัณฑ์กาวเป็นหนึ่งในอุปกรณ์ที่สำคัญที่สุดในองค์กรของเรา การใช้กาวเป็นจุดประสงค์หลักของอุปกรณ์ประเภทนี้ แต่สิ่งสำคัญคือต้องทราบว่ามีคุณสมบัติทางเทคนิคที่อนุญาต ม้วนกรอด้วยการม้วนสูงสุด สายการผลิตนี้มีการควบคุมโปรแกรมซึ่งทำให้สามารถควบคุมความยาวและความหนาแน่นของการพันของวัสดุรีดและคุณภาพของผลิตภัณฑ์สำเร็จรูปได้
ความสามารถของเราในการกรอกลับวัสดุรีด
หลักการ ทำงานเกี่ยวกับการกรอกลับวัสดุรีดบนเส้นติดกาวคือวัสดุต้นทางได้รับการแก้ไขบนเพลาที่คลี่คลายและเมื่อผ่านระบบเพลาแล้วจะถูกพันบนเพลาที่คดเคี้ยว การกรอกลับบทบาทในบรรทัดนี้ช่วยให้คุณสามารถทำงานกับวัสดุที่มีลักษณะดังต่อไปนี้:
ความกว้างของรางที่คลี่ออก – สูงสุด 1500 มม
เส้นผ่านศูนย์กลางม้วนสูงสุดในการม้วน – 1,000 มม
ประเภทหลักของวัสดุกรอย้อนกลับ: กระดาษ กระดาษแข็ง ฟิล์ม โฟมและวัสดุไม่ทอ ฟอยล์ และวัสดุม้วนอื่นๆ
ลักษณะทางเทคนิคของประเภทผลิตภัณฑ์ย้อนกลับในบรรทัด
1. ฟิล์มโพลีโพรพีลีนด้านเดียวและสองด้าน:
BORR ความกว้าง – ตั้งแต่ 1,050 ถึง 1250 มม. คดเคี้ยว – สูงถึง 500 ม.
2. ฟิล์มโพลีเอสเตอร์:
PET ความกว้าง – ตั้งแต่ 1,050 ถึง 1270 มม. คดเคี้ยว – สูงถึง 300 ม.
3. เทปอลูมิเนียมฟอยล์:
MA ความกว้างของผลิตภัณฑ์สำเร็จรูป – 1,050 มม. คดเคี้ยว – สูงถึง 1,500 ม
LMA ความกว้างของผลิตภัณฑ์สำเร็จรูป – 1,050 มม. คดเคี้ยว – สูงถึง 500 ม
MK ความกว้างของผลิตภัณฑ์สำเร็จรูป – 1,060 มม. คดเคี้ยว – สูงถึง 1,000 ม
MTL กว้าง – 800 มม. คดเคี้ยว – สูงถึง 1200 ม
MKA กว้าง – 1,050 มม. คดเคี้ยว – สูงถึง 900 ม
4. เทปทำจากยางโฟม
ความกว้างม้วนจัมโบ้ – 1000 มม. ม้วน – สูงสุด 180 ม. (ขึ้นอยู่กับความหนาของวัสดุ)
5. เทปที่ทำจากโพลียูรีเทนโฟม (PPU), โฟมโพลีเอทิลีน (PPE):
PPU ความกว้างม้วนจัมโบ้ – ตั้งแต่ 1,000 ถึง 1,050 มม. ม้วน – สูงถึง 120 ม. (ขึ้นอยู่กับความหนาของวัสดุ)
PPE ความกว้างม้วนจัมโบ้ – ตั้งแต่ 1,000 ถึง 1,050 มม. ม้วน – สูงถึง 450 ม. (ขึ้นอยู่กับความหนาของวัสดุ)
6. เทปสองหน้าทำจากโฟมโพลีเอทิลีน (PPE)
ความกว้างม้วนจัมโบ้ – ตั้งแต่ 500 ถึง 1,050 มม. ม้วน – สูงถึง 450 ม. (ขึ้นอยู่กับความหนาของวัสดุ)
การกรอกลับวัสดุที่มีกาวในตัว
วัตถุประสงค์ การกรอกลับวัสดุที่มีกาวในตัวคือการได้ม้วนที่มีความยาวม้วนที่ต้องการ หลักการทำงานของเครื่องกรอกลับคือ วัสดุต้นทางจะถูกจับจ้องไปที่แกนคลี่คลาย และเมื่อผ่านเพลาเสริมจะถูกพันเข้ากับแกนกระดาษแข็ง เครื่องจักร สำหรับการกรอวัสดุม้วนติดตั้งซอฟต์แวร์ควบคุมที่ให้คุณควบคุมความยาวและความหนาแน่นของการพันได้
ข้อมูลจำเพาะของวัสดุที่ใช้ในเครื่องกรอกลับ
ความกว้างของรางที่คลี่ออก – สูงสุด 1,400 มม
น้ำหนักวัสดุสูงสุด – สูงถึง 700 กก
เส้นผ่านศูนย์กลางม้วนสูงสุดในการคลี่คลาย – 1,000 มม
เส้นผ่านศูนย์กลางม้วนสูงสุดในการม้วน – 300 มม