การกัดร่อง - จะดำเนินการอย่างไรให้มีประสิทธิภาพ? การกัดบ่าฉากและการกัดร่อง ผ่านการกัดรูกุญแจ
การกัดบ่าและร่อง
ถึงหมวดหมู่:
งานมิลลิ่ง
การกัดบ่าและร่อง
หิ้งคือช่องแคบที่ถูกจำกัดด้วยระนาบสองระนาบตั้งฉากกันซึ่งก่อตัวเป็นขั้นบันได ส่วนดังกล่าวอาจมีหิ้งหนึ่งหรือสองอันขึ้นไป ร่องคือส่วนเว้าในชิ้นส่วนที่ถูกจำกัดด้วยระนาบหรือพื้นผิวที่มีรูปทรง ร่องจะแบ่งออกเป็นสี่เหลี่ยมรูปตัว T และรูปทรงทั้งนี้ขึ้นอยู่กับรูปร่างของช่อง ร่องของโปรไฟล์ใดๆ สามารถผ่าน เปิด หรือมีทางออกและปิดได้
การแปรรูปบ่าและร่องเป็นหนึ่งในการทำงานที่ทำกับเครื่องกัด บ่าและร่องที่กัดนั้นขึ้นอยู่กับข้อกำหนดทางเทคนิคที่แตกต่างกัน ขึ้นอยู่กับวัตถุประสงค์ การผลิตต่อเนื่อง ความแม่นยำของขนาด ความแม่นยำของตำแหน่ง และความขรุขระของพื้นผิว ข้อกำหนดทั้งหมดนี้กำหนดวิธีการประมวลผล
การกัดบ่าและร่องจะดำเนินการโดยใช้ดอกเอ็นมิลล์ดิสก์และชุดเครื่องตัดดิสก์ นอกจากนี้ ยังสามารถกัดบ่างานด้วยดอกเอ็นมิลล์ได้
การกัดบ่าและร่องด้วยเครื่องตัดจาน เครื่องตัดดิสก์ได้รับการออกแบบสำหรับการประมวลผลระนาบ ไหล่ และร่อง เครื่องตัดดิสก์มีความแตกต่างกันระหว่างฟันแข็งและฟันที่สอด เครื่องตัดโซลิดดิสก์แบ่งออกเป็น slotted (ST SEV 573-77), มีร่องรองรับ (GOST 8543-71), สามด้านที่มีฟันตรง (GOST 3755-78), สามด้านที่มีฟันขนาดเล็กและปกติหลายทิศทาง หัวกัดพร้อมฟันเม็ดมีดทำขึ้นสามด้าน (GOST 1669-78) หัวกัดร่องดิสก์มีฟันเฉพาะส่วนทรงกระบอกเท่านั้น ใช้สำหรับการกัดร่องตื้น เครื่องตัดดิสก์ประเภทหลักคือแบบสามด้าน พวกมันมีฟันอยู่บนพื้นผิวทรงกระบอกและที่ปลายทั้งสองข้าง ใช้สำหรับการประมวลผลหิ้งและร่องลึก โดยให้ระดับความหยาบที่สูงกว่าสำหรับผนังด้านข้างของร่องหรือไหล่ทาง เพื่อปรับปรุงสภาพการตัด เครื่องตัดดิสก์สามด้านจะติดตั้งฟันเอียงซึ่งมีทิศทางร่องสลับกัน กล่าวคือ ฟันซี่หนึ่งมีทิศทางของร่องทางขวา และอีกซี่ที่อยู่ติดกันจะมีทิศทางของร่องทางซ้าย ดังนั้นเครื่องตัดดังกล่าวจึงเรียกว่าหลายทิศทาง: เนื่องจากการเอียงของฟันสลับกันทำให้ส่วนประกอบตามแนวแกนของแรงตัดของฟันด้านขวาและด้านซ้ายจึงมีความสมดุลกัน หัวกัดเหล่านี้มีฟันทั้งสองด้าน ข้อเสียเปรียบหลักของเครื่องตัดดิสก์สามด้านคือการลดความกว้างหลังจากการลับคมครั้งแรกตามส่วนท้าย เมื่อใช้หัวกัดแบบปรับได้ซึ่งประกอบด้วยสองซีกที่มีความหนาเท่ากันโดยมีฟันที่ทับซ้อนกันอยู่ในเบ้า หลังจากลับคมแล้ว จะสามารถคืนขนาดเดิมได้ ซึ่งทำได้โดยการใช้ตัวเว้นระยะที่มีความหนาเหมาะสมซึ่งทำจากทองแดงหรือฟอยล์ทองเหลือง ซึ่งวางไว้ในช่องระหว่างใบมีด

ข้าว. 1. หิ้ง

ข้าว. 2. ประเภทของร่องตามรูปทรง

ข้าว. 3. บ่อพัก: ผ่าน, มีทางออกและปิด
เครื่องตัดดิสก์พร้อมมีดเม็ดมีดที่ติดตั้งแผ่นโลหะผสมแข็งเป็นแบบสามด้าน (GOST 5348-69) และแบบสองด้าน เครื่องตัดจานสามด้านใช้สำหรับการกัดร่อง และใช้เครื่องตัดแบบสองด้านสำหรับการกัดบ่าและระนาบ มีดสอดจะถูกยึดเข้ากับตัวใบมีดทั้งสองประเภทโดยใช้ลอนตามแนวแกนและลิ่มที่มีมุม 5° ข้อดีของวิธีการติดมีดสอดนี้คือความสามารถในการชดเชยการสึกหรอและชั้นที่ถูกถอดออกระหว่างการลับคม การคืนขนาดเส้นผ่านศูนย์กลางทำได้โดยการจัดเรียงมีดใหม่โดยใช้ลอนหนึ่งอันขึ้นไปและในความกว้าง - โดยการขยายมีดตามลำดับ มีดคัตเตอร์สามด้านมีมีดที่มีการเอียงสลับกันด้วยมุม 10° สำหรับมีดสองด้าน - ไปในทิศทางเดียวโดยมีมุมเอียง 10° (สำหรับคัตเตอร์ตัดขวาและตัดซ้าย)
การใช้เครื่องตัดจานสามด้านพร้อมเม็ดมีดคาร์ไบด์ให้ประสิทธิภาพการผลิตสูงสุดเมื่อทำการกลึงร่องและบ่างาน เครื่องตัดจานดิสก์ "ยึด" ขนาดได้ดีกว่าเครื่องตัดปลาย
การเลือกประเภทและขนาดของเครื่องตัดดิสก์ ประเภทและขนาดของเครื่องตัดดิสก์จะถูกเลือกขึ้นอยู่กับขนาดของพื้นผิวที่กำลังประมวลผลและวัสดุของชิ้นงาน สำหรับเงื่อนไขการประมวลผลที่กำหนด ประเภทของเครื่องตัด วัสดุของชิ้นส่วนการตัด และขนาดหลัก - B, D, d และ z จะถูกเลือก สำหรับการกัดวัสดุที่แปรรูปได้ง่ายและวัสดุที่มีความยากในการประมวลผลโดยเฉลี่ยและมีความลึกในการกัดมาก ให้ใช้หัวกัดที่มีฟันขนาดใหญ่ปกติ เมื่อแปรรูปวัสดุที่ตัดยากและการกัดที่มีระยะกินลึกน้อย ขอแนะนำให้ใช้หัวกัดที่มีฟันปกติและละเอียด
ควรเลือกเส้นผ่านศูนย์กลางของหัวกัดให้เล็กที่สุดเท่าที่จะเป็นไปได้ เนื่องจากยิ่งเส้นผ่านศูนย์กลางของหัวกัดเล็กลง ความแข็งแกร่งและความต้านทานการสั่นสะเทือนก็จะยิ่งสูงขึ้น นอกจากนี้ เมื่อเส้นผ่านศูนย์กลางเพิ่มขึ้น ความทนทานก็เพิ่มขึ้นด้วย

ข้าว. 4. การเลือกเส้นผ่านศูนย์กลางของเครื่องตัดดิสก์
ในรูป 5, a, b แสดงแผนภาพของการกัดบ่าทั้งสองข้างบนชิ้นส่วน การกัดบ่าฉากด้วยเครื่องตัดจาน ตามที่กล่าวไว้ข้างต้น มักจะดำเนินการโดยใช้เครื่องตัดจานสองด้าน อย่างไรก็ตาม ในกรณีของเรา เราควรเลือกเครื่องตัดดิสก์แบบสามด้าน เนื่องจากเราจำเป็นต้องแปรรูปไหล่ข้างหนึ่งในแต่ละด้านของชิ้นส่วนตามลำดับ

ข้าว. 5. การกัดบ่าด้วยเครื่องตัดดิสก์
การตั้งค่าเครื่องจักรสำหรับการกัดผ่านร่องสี่เหลี่ยมโดยใช้เครื่องตัดจาน เมื่อกัดบ่างาน ความแม่นยำของความกว้างของบ่างานไม่ได้ขึ้นอยู่กับความกว้างของหัวกัด ต้องเป็นไปตามเงื่อนไขเดียวเท่านั้น: ความกว้างของหัวกัดต้องมากกว่าความกว้างของบ่า (หากเป็นไปได้ ไม่เกิน 3-5 มม.)
เมื่อทำการกัดร่องสี่เหลี่ยม ความกว้างของเครื่องตัดจานควรจะเท่ากับความกว้างของร่องที่ถูกกัดในกรณีที่การเบี่ยงเบนหนีศูนย์ของฟันส่วนปลายเป็นศูนย์ หากมีการเบี่ยงเบนหนีศูนย์ของฟันของเครื่องตัด ขนาดของร่องที่กัดด้วยเครื่องตัดดังกล่าวจะมีขนาดใหญ่กว่าความกว้างของเครื่องตัดตามลำดับ ควรคำนึงถึงเรื่องนี้ โดยเฉพาะเมื่อตัดเฉือนร่องที่มีความกว้างแม่นยำ
การตั้งค่าความลึกของการตัดสามารถทำได้ตามเครื่องหมาย เพื่อเน้นเส้นการมาร์กให้ชัดเจน ชิ้นงานจะถูกทาสีล่วงหน้าด้วยสารละลายชอล์ก และมีการใช้ส่วนเว้า (แกน) กับเส้นที่วาดด้วยเครื่องขีดเขียนพื้นผิวโดยใช้การเจาะตรงกลาง การตั้งค่าความลึกของการตัดตามแนวการมาร์กจะดำเนินการโดยใช้การทดลองผ่าน ในเวลาเดียวกัน ตรวจสอบให้แน่ใจว่าคัตเตอร์ตัดค่าเผื่อเพียงครึ่งหนึ่งของช่องจากการเจาะตรงกลาง
เมื่อตั้งค่าเครื่องจักรสำหรับการประมวลผลร่อง สิ่งสำคัญมากคือต้องวางตำแหน่งเครื่องตัดให้ถูกต้องโดยสัมพันธ์กับชิ้นงานที่กำลังดำเนินการ ในกรณีที่ติดตั้งชิ้นงานในอุปกรณ์พิเศษ ตำแหน่งที่สัมพันธ์กับเครื่องตัดจะถูกกำหนดโดยตัวอุปกรณ์เอง
การติดตั้งเครื่องตัดที่แม่นยำตามความลึกที่กำหนดนั้นดำเนินการโดยใช้การตั้งค่าพิเศษหรือขนาดที่ให้ไว้ในอุปกรณ์ ในรูป รูปที่ 6 แสดงไดอะแกรมสำหรับการติดตั้งคัตเตอร์ตามขนาดโดยใช้การตั้งค่า มิติที่ 1 คือแผ่นเหล็กชุบแข็ง (รูปที่ 6, a) หรือสี่เหลี่ยมจัตุรัส (รูปที่ 6, b, c) จับจ้องไปที่ตัวเครื่อง วางหัววัดที่มีความหนา 3-5 มม. ระหว่างชุดอุปกรณ์และขอบตัดของฟันตัด เพื่อหลีกเลี่ยงการสัมผัสกับพื้นผิวที่แข็งของชุด หากการประมวลผลของพื้นผิวเดียวกันดำเนินการในสองรอบ (การกัดหยาบและการเก็บผิวละเอียด) จะใช้หัววัดที่มีความหนาต่างกันเพื่อติดตั้งหัวกัดที่มีขนาดเท่ากัน
การกัดบ่าและร่องด้วยชุดเครื่องตัดจาน เมื่อประมวลผลชิ้นส่วนที่เหมือนกันเป็นชุด การกัดบ่าทั้งสองข้าง หรือร่องสองร่องขึ้นไปพร้อมกันสามารถทำได้โดยใช้ชุดหัวกัด เพื่อให้ได้ระยะห่างที่ต้องการระหว่างไหล่และร่อง จะมีการวางชุดแหวนยึดที่สอดคล้องกันบนแมนเดรลระหว่างหัวกัด
เมื่อประมวลผลชิ้นงานด้วยชุดคัตเตอร์ จะมีการติดตั้งคัตเตอร์หนึ่งตัวตามขนาด เนื่องจากตำแหน่งสัมพัทธ์ของชุดบนแมนเดรลทำได้โดยการเลือกแหวนยึด เมื่อติดตั้งเครื่องตัดตามขนาดที่กำหนดพวกเขาจะหันไปใช้เทมเพลตการติดตั้งแบบพิเศษ สำหรับการติดตั้งหัวกัดที่แม่นยำ จะใช้บล็อคปลายระนาบขนานและตัวหยุดตัวบ่งชี้ ในรูป รูปที่ 7 แสดงไดอะแกรมของการจัดเรียงตัวหยุดบนเครื่องกัดแนวนอนเพื่อการติดตั้งคัตเตอร์ที่แม่นยำระหว่างการเคลื่อนที่ตามขวางและแนวตั้งของโต๊ะ เมื่อใช้อุปกรณ์ดังกล่าว คุณสามารถเพิ่มและลดโต๊ะได้ตามจำนวนที่กำหนดด้วยการเคลื่อนไหวแบบเร่ง โดยไม่ต้องกลัวว่าจะนับผิด
ความเป็นไปได้ในการประมวลผลบ่าและร่องด้วยชุดหัวกัดสามารถกำหนดได้ตามเวลาทั้งหมดที่ใช้ (เวลาในการคำนวณ) ต่อชิ้นส่วนสำหรับตัวเลือกที่เปรียบเทียบสำหรับการประมวลผลร่อง
การกัดบ่าและร่องด้วยดอกเอ็นมิลล์ สามารถตัดเฉือนบ่าและร่องด้วยดอกเอ็นมิลล์บนเครื่องกัดแนวตั้งและแนวนอนได้ ดอกเอ็นมิลล์ (GOST 17026-71*) ได้รับการออกแบบมาเพื่อการประมวลผลระนาบ ไหล่ทาง และร่อง ผลิตขึ้นด้วยด้ามทรงกระบอกและทรงกรวย ดอกเอ็นมิลล์ผลิตขึ้นโดยมีฟันปกติและฟันขนาดใหญ่ หัวกัดที่มีฟันปกติใช้สำหรับการเก็บผิวกึ่งละเอียดและการเก็บผิวละเอียดบริเวณบ่าและร่อง โรงสีที่มีฟันขนาดใหญ่จะใช้สำหรับการกัดหยาบ
ดอกเอ็นมิลหยาบที่มีแผ่นรองฟัน (GOST 4675-71) มีไว้สำหรับการประมวลผลชิ้นงานหยาบที่ได้จากการหล่อและการทุบขึ้นรูป
ดอกกัดเอ็นมิลคาร์ไบด์ (GOST 20533-75-20539-75) ผลิตขึ้นในสองประเภท: ติดตั้งเม็ดมะยมคาร์ไบด์สำหรับเส้นผ่านศูนย์กลาง 10-20 มม. และแผ่นสกรู (สำหรับเส้นผ่านศูนย์กลาง 16-50 มม.)
ข้าว. 6. การประยุกต์ใช้การติดตั้งหัวกัด
ปัจจุบัน โรงงานผลิตเครื่องมือผลิตดอกเอ็นมิลล์โซลิดคาร์ไบด์ที่มีเส้นผ่านศูนย์กลาง 3-10 มม. และดอกเอ็นมิลล์ที่มีชิ้นส่วนการทำงานของโซลิดคาร์ไบด์บัดกรีเข้ากับก้านเหล็กทรงกรวย เส้นผ่านศูนย์กลางของใบมีดคือ 14-18 มม. จำนวนฟันคือสามซี่ การใช้หัวกัดคาร์ไบด์จะมีประสิทธิภาพเป็นพิเศษเมื่อทำการกลึงร่องและบ่างานในชิ้นงานที่ทำจากเหล็กชุบแข็งและตัดยาก
ความแม่นยำของร่องที่มีความกว้างเมื่อประมวลผลด้วยเครื่องมือวัด เช่น จานดิสก์และดอกเอ็นมิลล์ ส่วนใหญ่ขึ้นอยู่กับความแม่นยำของหัวกัดที่ใช้ เช่นเดียวกับความแม่นยำ ความแข็งแกร่งของเครื่องกัด และค่ารันเอาท์ของหัวกัดหลังจากนั้น การยึดในแกนหมุน ข้อเสียของเครื่องมือวัดคือการสูญเสียขนาดที่ระบุเนื่องจากการสึกหรอและหลังจากการลับคม สำหรับดอกเอ็นมิลล์ หลังจากการลับคมครั้งแรกตามพื้นผิวทรงกระบอก ขนาดเส้นผ่านศูนย์กลางจะบิดเบี้ยว และกลายเป็นว่าไม่เหมาะสำหรับการรับความกว้างที่แน่นอนของร่อง
คุณจะได้ขนาดความกว้างของร่องที่แน่นอนโดยการประมวลผลในสองรอบ: การกัดหยาบและการเก็บผิวละเอียด ในระหว่างการเก็บผิวละเอียด เครื่องตัดจะปรับเทียบความกว้างของร่องเท่านั้น โดยคงขนาดไว้เป็นระยะเวลานาน
เมื่อเร็วๆ นี้ หัวจับได้ปรากฏขึ้นเพื่อยึดดอกเอ็นมิลล์ ทำให้สามารถติดตั้งหัวกัดที่มีความเยื้องศูนย์ที่ปรับได้ เช่น การปรับค่ารันเอาท์ได้ ในรูป เลข 8 แสดงหัวจับคอลเล็ตที่ใช้ใน Leningrad Machine Tool Association ซึ่งตั้งชื่อตาม วาย. เอ็ม. สแวร์ดโลวา รูในตัวหัวจับนั้นถูกเจาะอย่างเยื้องศูนย์กลาง 0.3 มม. เมื่อเทียบกับก้าน ปลอกสำหรับปลอกรัดถูกสอดเข้าไปในรูนี้โดยมีความเยื้องศูนย์กลางเท่ากันเมื่อเทียบกับเส้นผ่านศูนย์กลางด้านใน บุชชิ่งติดอยู่กับตัวเครื่องด้วยสลักเกลียวสองตัว เมื่อหมุนปลอกด้วยน็อตและคลายสลักเกลียวเล็กน้อย เส้นผ่านศูนย์กลางของคัตเตอร์จะเพิ่มขึ้นตามเงื่อนไข (หนึ่งส่วนต่อกิ่งสอดคล้องกับการเพิ่มเส้นผ่านศูนย์กลางของคัตเตอร์ 0.04 มม.)
เมื่อตัดเฉือนร่องด้วยดอกเอ็นมิลล์ จะต้องหันเศษขึ้นด้านบนไปตามร่องเกลียว เพื่อไม่ให้พื้นผิวที่ตัดเฉือนเสียหายหรือทำให้ฟันของเครื่องตัดหัก สิ่งนี้เป็นไปได้ในกรณีที่ทิศทางของร่องเกลียวเกิดขึ้นพร้อมกับทิศทางการหมุนของคัตเตอร์นั่นคือ เมื่ออยู่ในทิศทางเดียวกัน อย่างไรก็ตาม ส่วนประกอบในแนวแกนของแรงตัด Px จะถูกชี้ลงด้านล่างเพื่อดันหัวกัดออกจากช่องเสียบสปินเดิล ดังนั้น เมื่อตัดเฉือนร่อง จะต้องยึดหัวกัดให้แน่นหนากว่าการตัดเฉือนระนาบเปิดด้วยดอกเอ็นมิลล์ ทิศทางการหมุนของหัวกัดและร่องเกลียว เช่น ในกรณีของการตัดเฉือนด้วยหัวกัดปาดหน้าและหัวกัดทรงกระบอก ควรจะตรงกันข้าม เนื่องจากในกรณีนี้ ส่วนประกอบในแนวแกนของแรงตัดจะหันไปทางช่องรับของสปินเดิลและมีแนวโน้มที่จะทำให้แกนหมุนแน่นขึ้น แมนเดรลพร้อมเครื่องตัดเข้าไปในช่องเสียบแกนหมุน

ข้าว. 8. หัวจับสำหรับงานกัดร่องวัดด้วยคัตเตอร์มาตรฐาน

ข้าว. 9. การกัดระนาบเอียงด้วยเครื่องรอง

ข้าว. 10. การกัดส่วนเว้าของร่างกาย
งานประเภทอื่นที่ทำโดยดอกเอ็นมิลล์ นอกเหนือจากการประมวลผลบ่าและร่องแล้ว ดอกเอ็นมิลล์ยังใช้ในการทำงานอื่นๆ กับเครื่องกัดแนวตั้งและแนวนอนอีกด้วย
ดอกเอ็นมิลล์ใช้สำหรับการประมวลผลระนาบเปิด: แนวตั้ง แนวนอน และเอียง ในรูป รูปที่ 9 แสดงการกัดระนาบเอียงในเครื่องรองอเนกประสงค์ เทคนิคการประมวลผลระนาบด้วยดอกเอ็นมิลล์ไม่แตกต่างจากเทคนิคการประมวลผลบ่าและร่อง ดอกเอ็นมิลล์สามารถใช้ในการประมวลผลช่องต่างๆ (ช่องเสียบ) ในรูป รูปที่ 10 แสดงการกัดคาวิตี้โดยใช้ดอกเอ็นมิลล์ การกัดช่องในชิ้นงานจะดำเนินการตามเครื่องหมาย จะสะดวกกว่าในการกัดโครงร่างส่วนเว้าเบื้องต้น (โดยไม่ต้องถึงเส้นที่ทำเครื่องหมาย) จากนั้นจึงทำการกัดโครงร่างขั้นสุดท้าย
ในกรณีที่จำเป็นต้องกัดหน้าต่างแทนที่จะเป็นช่อง จำเป็นต้องวางแผ่นรองที่เหมาะสมไว้ใต้ชิ้นงาน เพื่อไม่ให้ตัวรองเสียหายเมื่อดอกเอ็นมิลล์หลุดออกมา
การกัดบ่าฉากด้วยดอกเอ็นมิลล์ สามารถกัดบ่าได้ทั้งเครื่องกัดแนวตั้งและแนวนอน การประมวลผลชิ้นส่วนที่มีบ่าอยู่ในตำแหน่งสมมาตรสามารถดำเนินการได้โดยการยึดชิ้นงานไว้ในโต๊ะหมุนสองตำแหน่ง หลังจากการกัดบ่าแรก ฟิกซ์เจอร์จะหมุน 180° และวางในตำแหน่งที่สองเพื่อกัดบ่าที่สอง
ถึงหมวดหมู่:
งานมิลลิ่ง
การกัดร่องสลักบนเพลา
การเชื่อมต่อแบบใช้กุญแจเป็นเรื่องธรรมดามากในวิศวกรรมเครื่องกล พวกเขาสามารถเป็นแบบแท่งปริซึม ปล้อง ลิ่ม และส่วนสำคัญอื่นๆ แบบการทำงานของเพลาจะต้องมีขนาดของเพลาที่มีกุญแจขนนกและสำหรับเพลาที่มีกุญแจเซกเมนต์
รูกุญแจแบ่งออกเป็นผ่าน เปิด (มีทางออก) และปิด การกัดร่องสลักเป็นการปฏิบัติงานที่มีความรับผิดชอบสูง ธรรมชาติของความพอดีของชิ้นส่วนที่ประกบเข้ากับเพลานั้นขึ้นอยู่กับความแม่นยำของรูสลัก ข้อกำหนดทางเทคนิคที่เข้มงวดใช้กับร่องสลักที่กลึงแล้ว ความกว้างของร่องสลักต้องทำตามระดับความแม่นยำที่ 2 หรือ 3: ความลึกของร่องสลักต้องทำตามระดับความแม่นยำที่ 5 ความยาวของร่องกุญแจเป็นไปตามระดับความแม่นยำที่ 8 การไม่ปฏิบัติตามข้อกำหนดเหล่านี้เมื่อการกัดร่องสลักต้องใช้แรงงานคนมากในระหว่างการประกอบ เช่น การเลื่อยลูกกุญแจหรือชิ้นส่วนอื่นๆ
นอกเหนือจากข้อกำหนดข้างต้น เกี่ยวกับความแม่นยำของรูสลักแล้ว ยังมีข้อกำหนดเกี่ยวกับความแม่นยำของตำแหน่งและความขรุขระของพื้นผิวอีกด้วย ใบหน้าด้านข้างของร่องสลักจะต้องอยู่ในตำแหน่งสมมาตรสัมพันธ์กับระนาบที่ผ่านแกนเพลา ความหยาบผิวของผนังด้านข้างควรอยู่ภายในระดับความหยาบที่ 5 และบางครั้งก็สูงกว่านั้น
ด้วยการเปรียบเทียบค่าความคลาดเคลื่อนของหัวกัดกับค่าความคลาดเคลื่อนของขนาดของร่องสลัก เราสามารถมั่นใจได้ถึงความยากในการทำร่องตามที่ต้องการบนเครื่องจักรโดยใช้เครื่องมือวัด ลองใช้ตัวอย่างร่องที่มีความกว้าง 12psh
การปฏิบัติแสดงให้เห็นว่าสำหรับการตัดเฉือนร่องสลัก จะต้องเลือกร่องที่พอดีกับช่องพิกัดความเผื่อของ PN อย่างระมัดระวัง เครื่องตัดและทำการทดสอบ ในการผลิตแบบอนุกรมและจำนวนมาก พวกเขามักจะแทนที่การเชื่อมต่อแบบคีย์ด้วยแบบ spline ทุกครั้งที่เป็นไปได้
หัวกัดร่องดิสก์ (ST SEV 573-77) ได้รับการออกแบบมาเพื่อการกัดร่องตื้น มีฟันเฉพาะส่วนทรงกระบอกเท่านั้น
หัวกัดร่องที่ได้รับการสนับสนุนตาม GOST 8543-71 นั้นมีไว้สำหรับการประมวลผลร่องเช่นกัน มีการลับให้คมเฉพาะบนพื้นผิวด้านหน้าเท่านั้น ข้อดีของหัวกัดเหล่านี้คือไม่สูญเสียความกว้างหลังจากการลับคม มีขนาดเส้นผ่านศูนย์กลางตั้งแต่ 50 ถึง 100 มม. ตั้งแต่ 4 ถึง 16 มม.
หัวกัดตาม GOST 9140-78 ใช้สำหรับการกัดร่องสลักและผลิตด้วยก้านทรงกระบอกและทรงกรวย เครื่องตัดกุญแจมีฟันตัดสองซี่พร้อมการตัดปลาย
ขอบทั่วไปที่ทำงานตัดหลัก ขอบตัดของคัตเตอร์ไม่ได้หันออกไปด้านนอกเหมือนสว่าน แต่เข้าไปในตัวเครื่องมือ หัวกัดดังกล่าวสามารถทำงานกับการป้อนตามแนวแกน (เช่น สว่าน) และการป้อนตามยาว การลับคมใบมีดใหม่จะดำเนินการตามฟันส่วนปลายซึ่งเป็นผลมาจากการที่เส้นผ่านศูนย์กลางของใบมีดยังคงไม่เปลี่ยนแปลงในทางปฏิบัติ สิ่งนี้สำคัญมากสำหรับการตัดเฉือนร่อง
หัวกัดที่มีด้ามทรงกระบอกผลิตขึ้นสำหรับเส้นผ่านศูนย์กลางตั้งแต่ 2 ถึง 20 มม. โดยมีด้ามทรงกรวย - ตั้งแต่ 16 ถึง 40 มม. ปัจจุบัน โรงงานผลิตเครื่องมือผลิตหัวกัดโซลิดคาร์ไบด์ที่มีเส้นผ่านศูนย์กลาง 3, 4, 6, 8 และ 10 มม. โดยมีมุมร่องเกลียว 20° จากโลหะผสม VK8 หัวกัดเหล่านี้ส่วนใหญ่จะใช้สำหรับการตัดเฉือนเหล็กชุบแข็งและวัสดุที่ตัดยากเป็นหลัก การใช้หัวกัดเหล่านี้ช่วยให้คุณเพิ่มผลิตภาพแรงงานได้ 2-3 เท่าและเพิ่มความหยาบของพื้นผิวที่ผ่านการบำบัด
หัวกัดแบบก้านสำหรับร่องสำหรับเซกเมนต์คีย์ตาม GOST 6648-68* ได้รับการออกแบบมาเพื่อการกัดร่องทั้งหมดสำหรับเซกเมนต์คีย์ที่มีเส้นผ่านศูนย์กลาง 4-5 มม.
หัวกัดแบบติดตั้งสำหรับร่องสำหรับปุ่มปล้องตาม GOST 6648-68* ได้รับการออกแบบมาเพื่อการกัดร่องทั้งหมดสำหรับปุ่มปล้องที่มีเส้นผ่านศูนย์กลาง 55-80 มม.
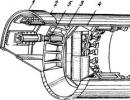
การรักษาความปลอดภัยชิ้นงาน ช่องเพลาสำหรับการกัดร่องสลักและส่วนเรียบนั้นได้รับการยึดไว้อย่างแน่นหนาด้วยปริซึม สำหรับชิ้นงานขนาดสั้น ใช้ปริซึมเพียงอันเดียวก็เพียงพอแล้ว สำหรับความยาวของเพลาที่ยาวขึ้น ชิ้นงานจะติดตั้งอยู่บนปริซึมสองตัว ตำแหน่งที่ถูกต้องของปริซึมบนโต๊ะเครื่องจักรนั้นจะมีเดือยที่ฐานของปริซึม ซึ่งจะพอดีกับร่องของโต๊ะ ดังแสดงในรูปด้านขวา เพลาถูกยึดด้วยที่หนีบ เพื่อหลีกเลี่ยงการโก่งตัวของเพลาเมื่อทำการยึด จำเป็นต้องตรวจสอบให้แน่ใจว่าแคลมป์วางอยู่บนเพลาเหนือปริซึม ควรวางปะเก็นทองแดงหรือทองเหลืองบางๆ ไว้ใต้แคลมป์เพื่อไม่ให้พื้นผิวทรงกระบอกที่ผ่านการประมวลผลขั้นสุดท้ายของเพลาเสียหาย ในรูป รูปที่ 4 แสดงรองสำหรับยึดเพลา สามารถยึดรองไว้บนโต๊ะในตำแหน่งที่แสดงในภาพหรือหมุนได้ 90° จึงเหมาะสำหรับการยึดเพลากับเครื่องกัดทั้งแนวนอนและแนวตั้ง เพลาถูกติดตั้งโดยมีพื้นผิวทรงกระบอกบนปริซึม และเมื่อวงล้อจักรหมุน เพลาจะถูกจับยึดด้วยขากรรไกรที่หมุนรอบนิ้ว สามารถติดตั้งปริซึมในตำแหน่งรองที่อีกด้านหนึ่งของเพลาที่มีเส้นผ่านศูนย์กลางใหญ่กว่าได้ ตัวหยุดใช้เพื่อตั้งเพลาตามความยาว

ข้าว. 1. เพลาแบบมีรูกุญแจ

ข้าว. 2. เค้าโครงของช่องพิกัดความเผื่อสำหรับร่องสลักและเครื่องตัด

ข้าว. 3. การยึดเพลาไว้บนโออิซึม

ข้าว. 4. ปากกาจับสำหรับยึดเพลา
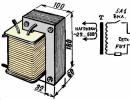
ในรูป รูปที่ 5 แสดงปริซึมแม่เหล็กที่มีแม่เหล็กถาวร ตัวปริซึมประกอบด้วยสองส่วน โดยระหว่างนั้นจะมีแม่เหล็กแบเรียมออกไซด์วางอยู่ หากต้องการยึดลูกกลิ้งให้แน่น เพียงหมุนที่จับสวิตช์ 90° แรงจับยึดนั้นเพียงพอสำหรับการกัดร่องสลัก แฟลต ฯลฯ บนลูกกลิ้ง ปริซึมจะถูกดึงดูดไปที่พื้นผิวรองรับของโต๊ะเครื่องจักรพร้อมกับยึดชิ้นส่วนไว้
การกัดผ่านรูกุญแจ ร่องสลักจะถูกบดหลังจากเสร็จสิ้นพื้นผิวทรงกระบอกแล้ว ร่องผ่านและเปิดโดยมีร่องออกมารอบวงกลมซึ่งมีรัศมีเท่ากับรัศมีของคัตเตอร์จะถูกประมวลผลด้วยคัตเตอร์ดิสก์ ส่วนที่เกินของความกว้างของร่องเมื่อเทียบกับความกว้างของคัตเตอร์คือ 0.1 มม. หรือมากกว่า หลังจากการลับใบมีดสล็อตดิสก์ ความกว้างของใบมีดจะลดลงเล็กน้อย ดังนั้นการใช้ใบมีดจึงเป็นไปได้จนถึงขีดจำกัดที่กำหนดเท่านั้น หลังจากนั้นจึงนำไปใช้งานอื่นเมื่อขนาดความกว้างไม่สำคัญนัก
ในรูป รูปที่ 6 แสดงการติดตั้งชิ้นงานและเครื่องตัดเมื่อทำการกัดร่องรูสลัก เมื่อติดตั้งหัวกัดบนแมนเดรล จำเป็นต้องตรวจสอบให้แน่ใจว่าหัวกัดมีการรันเอาท์ที่ส่วนท้ายน้อยที่สุด ยึดชิ้นงานไว้ในเครื่องรองด้วยขากรรไกรทองแดงหรือทองเหลือง
ด้วยอุปกรณ์รองที่ติดตั้งอย่างถูกต้อง ไม่จำเป็นต้องตรวจสอบความแม่นยำในการติดตั้งเพลาที่ยึดไว้ ควรติดตั้งเครื่องตัดเพื่อให้อยู่ในตำแหน่งที่สัมพันธ์กันอย่างสมมาตรกับระนาบเส้นผ่านศูนย์กลางที่ผ่านแกนเพลา เพื่อให้ตรงตามเงื่อนไขนี้ ใช้เทคนิคต่อไปนี้ หลังจากยึดเครื่องตัดและตรวจสอบการเบี่ยงเบนหนีศูนย์ด้วยตัวบ่งชี้แล้ว ขั้นแรกให้ติดตั้งเครื่องตัดในระนาบเส้นทแยงมุมของเพลา การติดตั้งที่แม่นยำนั้นดำเนินการด้วยสี่เหลี่ยมจัตุรัสและคาลิปเปอร์
ในการติดตั้งเครื่องตัด จำเป็นต้องวางไว้ในทิศทางตามขวางที่ขนาด S จากด้านข้างของปลายด้านหนึ่งของเพลาที่ยื่นออกมาเหนือตัวรอง ตรวจสอบขนาดนี้ด้วยคาลิปเปอร์ จากนั้นวางสี่เหลี่ยมจัตุรัสไว้ที่อีกด้านหนึ่งของเพลา ดังแสดงในรูปที่ 1 เส้นประ 7 เส้น แล้วตรวจสอบไซส์ S อีกครั้ง

ข้าว. 5. ปริซึมแม่เหล็กสำหรับยึดเพลา
ค่อยๆ ยกโต๊ะขึ้นพร้อมกันจนกระทั่งแตะเครื่องตัดและเคลื่อนไปในทิศทางตามยาว เมื่อสร้างโมเมนต์สัมผัสของคัตเตอร์กับเพลาแล้ว ให้ย้ายโต๊ะออกจากใต้คัตเตอร์ ปิดเครื่องแล้วหมุนที่จับฟีดแนวตั้งเพื่อยกโต๊ะขึ้นจนถึงระดับความลึกของร่องสลัก
มิลลิ่งปิดรูกุญแจ การกัดร่องสลักแบบปิดสามารถทำได้บนเครื่องกัดแนวนอน ในการยึดเพลา ให้ใช้อุปกรณ์จับยึดหรือปริซึมแบบพิเศษที่ตั้งศูนย์กลางเอง เนื่องจากการติดตั้งเครื่องกัดตามรูป 9 แต่แตกต่างจากการติดตั้งในรูป 9, b เฉพาะตำแหน่งของแกนหมุนเท่านั้นที่เราจะวิเคราะห์เฉพาะลำดับการกัดรูสลักบนเครื่องกัดแนวนอน

ข้าว. 9. การกัดร่องสลักแบบปิด
อีกวิธีหนึ่งในการติดตั้ง (“เป้า”) ดอกกัดแบบมีกุญแจหรือดอกเอ็นมิลล์ในระนาบเส้นผ่านศูนย์กลางของเครื่องตัดมีดังนี้ เพลาอยู่ในตำแหน่งที่แม่นยำที่สุดเท่าที่จะเป็นไปได้ (ด้วยตา) โดยสัมพันธ์กับคัตเตอร์ และคัตเตอร์แบบหมุนจะถูกค่อยๆ สัมผัสกับเพลาที่กำลังดำเนินการจนกระทั่งแทบไม่มีร่องรอยของคัตเตอร์ปรากฏขึ้นบนพื้นผิวของเพลา หากได้รับเครื่องหมายนี้ในรูปของวงกลมที่สมบูรณ์แสดงว่าเครื่องตัดอยู่ในระนาบเส้นผ่านศูนย์กลางของเพลา หากเครื่องหมายมีรูปร่างเป็นวงกลมที่ไม่สมบูรณ์ก็จำเป็นต้องย้ายโต๊ะ
การตั้งค่าความลึกของร่อง เพลาที่กำลังดำเนินการซึ่งมีระนาบเส้นผ่านศูนย์กลางซึ่งตรงกับแกนของเครื่องตัดจะถูกนำมาสัมผัสกับเครื่องตัด ในตำแหน่งนี้ของโต๊ะ ให้สังเกตสัญลักษณ์ของแป้นหมุนของฟีดสกรูตามขวางหรือแนวตั้ง จากนั้นเลื่อนหรือยกโต๊ะขึ้นจนถึงระดับความลึกของการตัด B
ร่องสลักแบบปิดที่ช่วยให้สามารถกลึงได้พอดีด้วยวิธีใดวิธีหนึ่งจากสองวิธี:
ก) การตัดด้วยมือจนถึงระดับความลึกและฟีดเชิงกลตามยาว จากนั้นจึงตัดอีกครั้งไปที่ความลึกและฟีดตามยาวเท่าเดิม แต่ไปในทิศทางที่แตกต่างกัน
b) การตัดด้วยมือจนสุดความลึกของร่องและป้อนตามยาวเชิงกลเพิ่มเติม วิธีนี้ใช้เมื่อทำการกัดด้วยหัวกัดร่องสลักที่มีเส้นผ่านศูนย์กลางมากกว่า 12-14 มม.

ข้าว. 10. แผนผังการติดตั้งดอกเอ็นมิลล์ที่มีเส้นผ่านศูนย์กลาง! ระนาบเพลา
ควรตรวจสอบความกว้างของร่องสลักด้วยเกจตามพิกัดความเผื่อที่ระบุในภาพวาด
การกัดร่องสลักแบบเปิดโดยมีร่องออกไปตามวงกลมซึ่งมีรัศมีเท่ากับรัศมีของเครื่องตัดจะดำเนินการโดยใช้เครื่องตัดดิสก์ ร่องที่ไม่อนุญาตให้ร่องออกตามรัศมีของวงกลม ให้ทำการกัดร่องโดยใช้คัตเตอร์ปลายหรือคีย์
การกัดร่องของปุ่มเซกเมนต์นั้นดำเนินการโดยใช้ก้านหรือคัตเตอร์แบบติดตั้งสำหรับปุ่มเซกเมนต์ ซึ่งเส้นผ่านศูนย์กลางจะต้องเท่ากับสองเท่าของรัศมีของร่อง การป้อนจะดำเนินการในแนวตั้งซึ่งตั้งฉากกับแกนเพลา (รูปที่ 11)
การกัดเพลาบนเครื่องกัดกุญแจ เพื่อให้ได้ร่องที่มีความกว้างที่แม่นยำ การประมวลผลจะดำเนินการโดยใช้เครื่องกัดกุญแจแบบพิเศษที่มีการป้อนลูกตุ้ม โดยทำงานร่วมกับเครื่องตัดกุญแจแบบสองฟัน ด้วยวิธีนี้ คัตเตอร์จะตัด 0.2-0.4 มม. และกรีดร่องตามความยาวทั้งหมด จากนั้นจึงตัดอีกครั้งให้มีความลึกเท่ากันกับในกรณีก่อนหน้า และกรีดร่องอีกครั้งตลอดความยาวทั้งหมด แต่ไปในทิศทางที่แตกต่าง นี่คือที่มาของชื่อของวิธีการ - "ฟีดลูกตุ้ม"

ข้าว. 11. การกัดรูกุญแจสำหรับปุ่มปล้อง

ข้าว. 12. รูปแบบการกัดร่องสลักโดยใช้วิธี "การป้อนลูกตุ้ม"

ข้าว. 13. การควบคุมขนาดร่องโดยใช้เกจ
เมื่อสิ้นสุดการกัด สปินเดิลจะกลับสู่ตำแหน่งเดิมโดยอัตโนมัติ และปิดการป้อนตามยาวของหัวกัด วิธีการนี้เป็นวิธีที่สมเหตุสมผลที่สุดสำหรับการผลิตเพลาแบบใช้กุญแจในการผลิตแบบอนุกรมและจำนวนมาก เนื่องจากจะสร้างร่องที่แม่นยำซึ่งรับประกันว่าการเชื่อมต่อแบบใช้กุญแจจะใช้แทนกันได้ นอกจากนี้ เนื่องจากเครื่องตัดใช้งานได้กับคมตัดส่วนปลาย จึงมีความทนทานมากกว่า เนื่องจากไม่สึกหรอไปตามขอบ ข้อเสียของวิธีนี้คือใช้เวลานานกว่ามากเมื่อเทียบกับการกัดในหนึ่งหรือสองครั้ง
การกัดร่องบนเครื่องกัดคีย์อัตโนมัติด้วยเครื่องมือที่ไม่ได้วัดจะดำเนินการโดยการเคลื่อนที่แบบสั่น (สั่น) ของเครื่องมือ ด้วยการปรับช่วงการแกว่งจากศูนย์เป็นค่าที่ต้องการ ทำให้สามารถกัดร่องสลักด้วยความแม่นยำของความกว้างที่ต้องการได้
เมื่อทำการกัดด้วยการสั่น ความกว้างของหัวกัดจะน้อยกว่าความกว้างของร่องที่กำลังตัดเฉือน ดังนั้นเครื่อง MA-57 จึงได้รับการออกแบบสำหรับการกัดร่องสลักแบบเปิดบนเพลามอเตอร์ไฟฟ้าโดยใช้เครื่องตัดจานสามด้านในการผลิตแบบอัตโนมัติ เครื่องจักร 6D92 ได้รับการออกแบบมาเพื่อการกัดร่องสลักแบบปิดโดยใช้ดอกเอ็นมิลล์ที่ไม่ใช่มิติ ความกว้างของร่องที่ต้องการนั้นเกิดขึ้นได้เนื่องจากเครื่องตัดมีการเคลื่อนที่แบบสั่นในทิศทางที่ตั้งฉากกับฟีดตามยาว ตัวเครื่องสามารถสร้างเป็นไลน์อัตโนมัติได้
การควบคุมขนาดของร่องและร่อง การควบคุมขนาดของร่องและร่องสามารถทำได้โดยใช้ทั้งเครื่องมือวัดเส้น (เวอร์เนียคาลิปเปอร์ หมายเลขความลึกของคาลิเปอร์) และเกจ การวัดและการนับขนาดของร่องโดยใช้เครื่องมืออเนกประสงค์ไม่แตกต่างจากการวัดขนาดเชิงเส้นอื่นๆ (ความยาว ความกว้าง ความหนา เส้นผ่านศูนย์กลาง) ความกว้างของร่องสามารถควบคุมได้ด้วยเกจปลั๊กแบบกลมและแบบแผ่น ในรูป 13 a แสดงการควบคุมความกว้างของร่อง โดยกำหนดขนาด 20+ซม. มม. ในกรณีนี้ ด้านสอดของลำกล้องมีขนาด 20.0 มม. และด้านที่ไม่ผ่านมีขนาด 20.1 มม.
ความสมมาตรของตำแหน่งของรูกุญแจที่สัมพันธ์กับแกนเพลานั้นถูกควบคุมโดยเทมเพลตและอุปกรณ์พิเศษ
เป้าหมายของการทำงาน
-
บทบัญญัติทางทฤษฎี
การเลือกโหมดการตัด
สภาพการตัดที่แนะนำเมื่อระบุช่องกัดไว้ในตาราง 2 และ 3 ขึ้นอยู่กับเงื่อนไขการประมวลผล (วัสดุชิ้นส่วน เครื่องมือตัด ความแม่นยำ และความหยาบของพื้นผิว) ความเร็วตัดและอัตราป้อนที่จำเป็นสำหรับการเปลี่ยนแปลงทางเทคโนโลยีแต่ละครั้งจะถูกกำหนดในลักษณะตาราง เพื่อลดเวลาเสริมในการเปลี่ยนโหมดการตัด เป็นที่พึงปรารถนาว่าการเปลี่ยนผ่านทางเทคโนโลยีจำนวนมากขึ้นจะมีโหมดการตัดแบบเดียวกัน
จากค่าตารางความเร็วตัดที่ยอมรับ เราจะกำหนดจำนวนรอบของสปินเดิลของเครื่องจักรโดยใช้สูตร:
![]() (1)
(1)
โดยที่ n คือจำนวนรอบการหมุนของแกนหมุน, รอบต่อนาที
ความเร็วกัด V, ม./นาที
เส้นผ่านศูนย์กลางของคัตเตอร์ D, มม
ค่าผลลัพธ์ของ n จะถูกปรับเป็นค่าพาสปอร์ตที่ใกล้ที่สุด และความเร็วตัดจริงจะถูกชี้แจงให้ชัดเจน
| ร่องหรือไหล่กว้าง ขมม | ความแข็งของวัสดุแปรรูป เนวาดา | วัสดุแปรรูป | |||||
| เหล็ก | เหล็กหล่อ | ||||||
| ระยะกินลึก t, mm | |||||||
| ≤3 | ≤5 | >5 | ≤3 | ≤5 | >5 | ||
| เครื่องตัดแผ่นเหล็กความเร็วสูง | |||||||
| - | ≤229 | 0,06-0,10 | 0,07 - 0,12 | ||||
| - | 230 -287 | 0,04 - 0,08 | 0,06 - 0,10 | ||||
| - | >287 | 0,03 - 0,06 | 0,04 - 0,08 | ||||
| เครื่องตัดแผ่นดิสก์พร้อมเม็ดมีดคาร์ไบด์ | |||||||
| ≤229 | 0,06-0,10 | 0,07 - 0,12 | |||||
| - | 230 -287 | 0,04 - 0,08 | 0,06 - 0,10 | ||||
| - | > 287 | 0,03 - 0,06 | 0,04 - 0,08 | ||||
| ดอกเอ็นมิลล์เหล็กกล้าความเร็วสูง | |||||||
| ≤287 | 0,15 - 0,25 | 0,12 - 0,2 | 0,1 -0,15 | - | - | - | |
| ≤287 | 0,12 - 0,2 | 0,1 -0,15 | 0,08 - 0,12 | - | - | - | |
| ≤287 | 0,1 -0,15 | 0,08 - 0,1 | 0,06-0,1 | - | - | - | |
| ดอกเอ็นมิลพร้อมเม็ดมีดคาร์ไบด์ | |||||||
| ≤287 | - | - | - | 0,12-0,18 | 0,10-0,15 | 0,08-0,01 | |
| >287 | - | - | - | 0,01 - 0,15 | 0,04-0,10 | 0,05-0,08 |
| วัสดุของส่วนการทำงานของเครื่องมือตัด | ความลึกของการตัด, t, มม | ความเร็วตัด มม./นาที เมื่อป้อนฟันของเครื่องตัด, มม./ฟัน | ||||||||||||||
| 0,02 | 0,04 | 0,06 | 0,1 | 0,15 | 0,2 | 0,3 | 0,02 | 0,04 | 0,06 | 0,01 | 0,15 | 0,2 | 0,3 | 0,4 | ||
| เหล็ก | เหล็กหล่อ | |||||||||||||||
| เครื่องตัดแผ่นดิสก์ | ||||||||||||||||
| เหล็กความเร็วสูง | - | - | ||||||||||||||
| โลหะผสมแข็ง | 420 350 280 | 340 310 250 | 310 280 220 | 280 220 180 | 220 160 140 | 120 100 | - | 200 160 140 | 180 140 120 | 140 110 | 110 100 | 110 90 | 100 80 | - | ||
| เครื่องตัดเหล็กความเร็วสูง | ||||||||||||||||
| เหล็กความเร็วสูง | - | - | - | - | - | 40 30 22 15 | 25 18 13 | - | - | - | ||||||
| เครื่องตัดทรงกระบอก | ||||||||||||||||
| โลหะผสมแข็ง | 50* >50* | - | - | . | - | - | - | - | . | . |
* ความกว้างของร่องหรือหิ้ง ข
z - จำนวนฟันของเครื่องตัด
n - ความเร็วแกนหมุน, รอบต่อนาที
ค่าผลลัพธ์ SM จะถูกปรับไปยังเครื่องที่ใกล้ที่สุดตามหนังสือเดินทาง
ข้อมูลเริ่มต้นสำหรับงานห้องปฏิบัติการ
6.1 ข้อมูลพื้นฐานของเครื่องกัดแนวนอนรุ่น 6P80G:
6.2 ช่องว่าง - ส่วนหนึ่งสำหรับใช้ในวิศวกรรมเครื่องกลทั่วไปที่มีระนาบขนานและรูปทรงสี่เหลี่ยมในแผนผังที่มีมุมฉากโดยไม่มีรู การออกแบบชิ้นส่วนที่แนะนำจะแสดงไว้ในรูปที่ 1 8. วัสดุของชิ้นส่วน - เหล็กแข็งปานกลาง: เหล็ก 35 GOST 1050-88 สามารถใช้เหล็กหล่อ SCh 20 GOST 1412-88 ได้ ชิ้นงานเริ่มแรกอาจเป็นการตีขึ้นรูป (ทำจากเหล็ก) หรือการหล่อแบบธรรมดา (ทำจากเหล็กหล่อ) อนุญาต - ส่วนสี่เหลี่ยมจัตุรัสรีดร้อนยาวตาม GOST 2591-88

ข้าว. 8 การออกแบบชิ้นงาน
6.3 รูปแบบของบัตรปฏิบัติงานตาม GOST 3.1404-86 แบบฟอร์ม 2, 2a ถึง 3 และบัตรร่างตาม GOST 3.1105-84 แบบฟอร์ม 7 และ 7a สำหรับการประมวลผลเอกสารทางเทคโนโลยีเป็นภาคผนวกของรายงาน
ขั้นตอนการปฏิบัติงาน
7.1. การบรรยายสรุปด้านความปลอดภัย
7.2. ขั้นตอนการเตรียมการ
7.2.1 ศึกษาโครงร่างทั่วไปของเครื่องจักรและส่วนควบคุม พวกเขาจำการเคลื่อนไหวของอวัยวะที่ทำงานซึ่งอาจเป็นอวัยวะหลัก (ทำงาน) และอวัยวะเสริม โครงร่างทั่วไปของเครื่องจะถูกวาดขึ้น ซึ่งจะรวมเป็นส่วนสำคัญในรายงานการทำงาน
7.2.2 ศึกษากระบวนการทางเทคโนโลยีในการผลิตชิ้นส่วนที่กำหนด โดยเจาะลึกเนื้อหาการปฏิบัติงาน รูปแบบการประมวลผล และการควบคุมมิติสุดท้ายในรายละเอียด วาดภาพร่างชิ้นงาน
7.2.3 พิจารณาเนื้อหาของงานในการตั้งค่าและกำหนดค่าเครื่องเพื่อดำเนินการที่กำหนด
7.2.4 พิจารณาเครื่องมือตัดและวัดและอุปกรณ์เทคโนโลยีที่กล่าวถึงในกระบวนการทางเทคนิค
7.3 ขั้นตอนการบริหาร
7.3.1 เครื่องจักรได้รับการตั้งค่าและกำหนดค่าโดยใช้แผนผังกระบวนการปฏิบัติงาน
7.3.1.1 การติดตั้งเครื่องตัด ขั้นแรกให้ยึดเครื่องตัดไว้บนแมนเดรลจากนั้นชุดนี้โดยใช้แกนบาง ๆ ที่ผ่านเข้าไปในแกนหมุนจะได้รับการแก้ไขที่ปลายด้านหนึ่งของกระปุกเกียร์และที่ปลายอีกด้านหนึ่งเพื่อรองรับโครงแขวน
7.3.1.2 การติดตั้งอุปกรณ์บนโต๊ะเครื่อง เมื่อใช้อุปกรณ์ยกและขนย้าย รองโรตารี่จะถูกลดระดับลงบนโต๊ะเครื่องจักรและยึดให้แน่นโดยใช้สลักเกลียวพิเศษ หัวซึ่งอยู่ในร่องรูปตัว T ของโต๊ะ เช่นเดียวกับแหวนรองและน็อต
7.3.1.3 หลังจากเปิดเครื่องแล้ว ให้ตรวจสอบการทำงานของชิ้นส่วนการทำงานที่ให้การเคลื่อนไหวหลัก: การหมุนของแกนหมุน การเคลื่อนที่ตามยาว ตามขวาง และแนวตั้งของโต๊ะและคอนโซล
7.3.1.4 การตั้งค่าเครื่องให้เป็นโหมดการทำงานที่ตั้งไว้ประกอบด้วยการตั้งค่าความเร็วในการหมุนของแกนหมุนของเครื่องตัดด้วยมู่เล่ของกล่องความเร็ว และการตั้งค่าการป้อนตารางโดยใช้ที่จับบนกล่องป้อน
7.3.1.5 การติดตั้งและการรักษาความปลอดภัยชิ้นงานในตัวรองจะดำเนินการตามฐานเทคโนโลยีที่ระบุไว้ในแผนผังการทำงาน
7.3.2 การติดตั้งโต๊ะที่สัมพันธ์กับเครื่องตัดในระนาบแนวตั้งดำเนินการโดยใช้ "วิธีทดสอบชิป" โดยวางชิ้นงานไว้ใต้เครื่องตัด ยกโต๊ะขึ้นจนแตะฟันของเครื่องตัด จากนั้นจึงเลื่อนไปด้านข้าง ตามแนวแป้นหมุนป้อนแนวตั้งของโต๊ะ โต๊ะจะถูกยกขึ้นตามจำนวนความลึกของการตัดสำหรับการกัดหยาบ
7.3.3 มีการติดตั้งโต๊ะโดยสัมพันธ์กับเครื่องตัดในระนาบแนวนอนตามแนวหมุนป้อนตามขวางของโต๊ะ
7.3.4 ทำการกัดร่องหยาบและย้ายโต๊ะเครื่องจักรไปยังตำแหน่งเดิม
7.3.5 วัดขนาดร่องที่เกิดขึ้นอย่างแม่นยำ และเลื่อนโต๊ะขึ้นในแนวตั้งตามจำนวนที่ขาดหายไปตามขนาดที่ระบุ (ความลึกของร่อง)
7.3.6 การกัดขั้นสุดท้ายและการควบคุมพื้นผิวและขนาดของร่องหลังดำเนินการแปรรูป
7.3.7 ในระหว่างการประมวลผลชิ้นส่วน ข้อมูลจริงเกี่ยวกับโหมดการตัด เครื่องมือตัด และการวัดจะถูกป้อนลงในคอลัมน์ที่เหมาะสมของแผนผังการปฏิบัติงาน
7.4 ดำเนินการส่วนกราฟิกของงาน: ร่างการปฏิบัติงาน, เทคนิคเฉพาะสำหรับการตั้งค่าและปรับแต่งเครื่องจักร, แผนภาพโครงร่างทั่วไปของเครื่อง, ร่างชิ้นงาน
การประมวลผลร่องโดยการกัด
กระบวนการกัดเป็นหนึ่งในกระบวนการหลักในกระบวนการทางเทคโนโลยีที่มีอยู่สำหรับการตัดเฉือนชิ้นส่วนและกลไกของเครื่องจักร เครื่องกัดจะตัดชิ้นงาน ระนาบโรงสี ร่อง แนวขอบ ประมวลผลพื้นผิวโค้งและเป็นเกลียวของวัตถุที่หมุน และตัดเกลียว ในบรรดาวิธีการประมวลผลร่องทั้งหมด การกัดประเภทต่างๆ เป็นที่แพร่หลายมากที่สุด การกัดทำได้โดยใช้หัวกัดหลายแบบ: - เครื่องตัดดิสก์แบบสามด้านและสองด้าน เครื่องตัดปลาย เครื่องตัดมุม ฯลฯ การกัดด้วยเครื่องตัดปลายช่วยให้มั่นใจได้ถึงความหยาบของพื้นผิวภายในช่วง R a = 25 6.3 μm โดยการกัดขั้นสุดท้าย เป็นไปได้ที่จะได้ความหยาบ R a = 6.3 · 1.6 μm ความแม่นยำของการประมวลผลร่องสอดคล้องกับเกรดความแม่นยำ 8-14
ตามกฎแล้วเมื่อทำการกัด เครื่องมือตัดจะได้รับการเคลื่อนที่แบบหมุน และชิ้นงานที่ยึดอยู่กับฟิกซ์เจอร์จะได้รับการเคลื่อนที่แบบแปลนในทิศทางการป้อน
เมื่อดำเนินการร่องพร้อมกับคุณภาพ (ความหยาบ) ของพื้นผิวที่ผ่านการประมวลผล จำเป็นต้องตรวจสอบให้แน่ใจว่า:
ความแม่นยำของมิติการประสานงาน
ความแม่นยำของรูปร่างของพื้นผิวที่ผ่านการประมวลผล (ร่อง, ขอบ, ร่อง)
ความแม่นยำของตำแหน่งของพื้นผิวที่กำลังประมวลผลสัมพันธ์กับพื้นผิวที่ระบุอื่นๆ ของชิ้นส่วน (ความขนาน ความร่วมแกน ความตั้งฉาก)
การกัดร่องสำหรับชิ้นส่วนขนาดกลางจะดำเนินการกับเครื่องกัดแนวนอนและแนวตั้ง
เป้าหมายของการทำงาน
เรียนรู้การพัฒนากระบวนการทางเทคโนโลยีสำหรับการกัดบนเครื่องกัดที่ทันสมัย และได้รับทักษะในการตั้งค่าเครื่องจักรเหล่านี้สำหรับการแปรรูปร่องในชิ้นส่วนสำหรับการใช้งานทางวิศวกรรมทั่วไป
ทำความคุ้นเคยกับหลักการทางทฤษฎีเกี่ยวกับเทคโนโลยีและวิธีการกัดร่อง
ทำความคุ้นเคยกับเครื่องกัดแนวนอน เครื่องมือตัด อุปกรณ์ห้องปฏิบัติการ เครื่องมือ อุปกรณ์เสริม และวัสดุอื่นๆ
- ทำความคุ้นเคยกับวิธีการและขั้นตอนการปฏิบัติงานในห้องปฏิบัติการ
จากข้อมูลเบื้องต้น ให้ออกแบบกระบวนการทางเทคโนโลยีสำหรับการกัดร่อง
ดำเนินการปรับแต่งเครื่องจักรและทดลองประมวลผลชิ้นส่วนที่กำหนด
จัดทำรายงานเกี่ยวกับงานในห้องปฏิบัติการพร้อมการนำเสนอเอกสารทางเทคโนโลยีที่จำเป็นซึ่งดำเนินการตามข้อกำหนดของมาตรฐาน ESKD และ ESTD
ตอบคำถามทดสอบตัวเอง
บทบัญญัติทางทฤษฎี

เมื่อทำการกัดร่องและร่อง มักจะนิยมใช้หัวกัดดิสก์สามด้านมากกว่าดอกเอ็นมิลล์
- ร่องหรือร่องที่ผ่านการแปรรูปอาจมีรูปทรงที่แตกต่างกัน - สั้นหรือยาว เปิดหรือปิด ตรงหรือโค้ง ลึกหรือตื้น กว้างหรือแคบ
- โดยปกติแล้วการเลือกเครื่องมือจะพิจารณาจากความกว้างและความลึกของร่องและความยาวบางส่วน
- ประเภทเครื่องจักรและการผลิตแบบอนุกรมจะกำหนดว่าควรใช้หัวกัดแบบใด ได้แก่ ดอกเอ็นมิลล์ คมตัดยาว หรือจานตัด
- เครื่องตัดดิสก์สามด้านเป็นวิธีที่มีประสิทธิภาพมากกว่าสำหรับการตัดเฉือนช่องยาวและช่องลึก โดยเฉพาะอย่างยิ่งเมื่อใช้เครื่องจักรแนวนอน อย่างไรก็ตาม การแพร่กระจายของเครื่องกัดแนวตั้งและศูนย์เครื่องจักรกลทำให้ดอกเอ็นมิลล์และดอกกัดขอบยาวมักใช้สำหรับงานกัดร่องหลายประเภท
เปรียบเทียบเครื่องตัดแบบต่างๆ
การกัดสามด้าน
+ ร่องเปิด+ร่องลึก
+ ปรับความกว้าง/ความคลาดเคลื่อนได้
+ งานกัดด้วยชุดคัตเตอร์
+ ส่วน
+ ความกว้าง/ความลึกที่หลากหลาย
– ร่องปิด
– ร่องตรงเท่านั้น
– การอพยพของชิป

โรงงานปลาย
+ ร่องปิด+ร่องตื้น
+ ช่องที่ไม่ใช่เชิงเส้น
+ ความเก่งกาจ (วิธีการเพิ่มเติม):
- การกัดช่องแบบโทรคอยด์บนชิ้นส่วนที่ทำจากวัสดุที่ตัดยาก (เหล็กชุบแข็ง โลหะผสมทนความร้อน ฯลฯ)
- การกัดแนวดิ่งสำหรับการแก้ปัญหาเมื่อทำงานกับระยะยื่นขนาดใหญ่
- ความเป็นไปได้ในการกัดกึ่งสำเร็จหรือการกัดละเอียดประเภทอื่นๆ
- ดอกเอ็นมิลล์สามารถใช้ได้มากกว่าการกัดร่อง
– แรงตัดสูง
– มีแนวโน้มที่จะสั่นสะเทือนเมื่อกด

การกัดสามด้าน

เครื่องตัดดิสก์สามทางมีประสิทธิภาพมากขึ้นเมื่อตัดช่องเปิดที่ยาว ลึก และให้ความเสถียรและความสามารถในการผลิตสูงสุดในการกัดประเภทนี้ หากต้องการดำเนินการหลายร่องพร้อมกันในระนาบเดียว การดำเนินการสามารถทำได้โดยใช้ชุดคัตเตอร์
คุณสมบัติของแอพพลิเคชั่น

- ขนาดของหัวกัด ระยะพิทช์ของฟัน และตำแหน่งของหัวกัดต้องแน่ใจว่ามีฟันอย่างน้อย 1 ซี่อยู่ในแนวตาข่ายเสมอ
- ควบคุมความหนาของเศษเพื่อให้ได้อัตราป้อนต่อฟันที่เหมาะสมที่สุด
- เมื่อทำการกัดในสภาวะที่ยากลำบาก ให้ตรวจสอบข้อกำหนดด้านกำลังและแรงบิด เมื่อติดคัตเตอร์เข้ากับแมนเดรล ความแข็งแกร่งของใบมีดหลังและปริมาณระยะยื่นในการปรับมีความสำคัญอย่างยิ่ง
- จำเป็นต้องมั่นใจในความแข็งแกร่งและความน่าเชื่อถือของการยึดชิ้นส่วนและแมนเดรลเองเพื่อให้สามารถทนต่อแรงตัดของการกัดเคาน์เตอร์
การกัดลง:
- วิธีการกัดที่ต้องการ
- ใช้การหยุดแบบแข็งในทิศทางของแรงตัดในแนวดิ่งเพื่อป้องกันไม่ให้ชิ้นงานขยับ ทิศทางการป้อนเกิดขึ้นพร้อมกับทิศทางของแรงตัด ซึ่งกำหนดความต้องการสูงในด้านความแข็งแกร่งของเครื่องจักรและการไม่มีช่องว่างในบอลสกรู
การกัดขึ้น:
- ทางเลือกที่ดีเมื่อมีความแข็งแกร่งไม่เพียงพอหรือเมื่อทำงานกับวัสดุที่ตัดยาก
- ถือเป็นวิธีแก้ปัญหาที่ดีเมื่อเกิดปัญหากับการคายเศษเมื่อทำการตัดร่องลึก
การกัดโดยใช้ล้อหมุน:
- วิธีการกัดเพิ่มเติมสำหรับความแข็งแกร่งของระบบต่ำและลักษณะกำลังของเครื่องจักรไม่เพียงพอ
- วางตำแหน่งวงล้อจักรให้ใกล้กับเครื่องมือมากที่สุด
- การเพิ่มความน่าเชื่อถือของการยึดจับชิ้นงานจะช่วยให้ได้ผลลัพธ์การตัดเฉือนที่ดีเสมอ
การกัดช่องเปิดด้วยเครื่องตัดดิสก์สามด้าน

การคำนวณอัตราป้อนต่อฟัน
ปัจจัยสำคัญในการกัดด้วยหัวกัดดิสก์สามด้านคือการได้อัตราป้อนต่อฟันที่เหมาะสม ฉ z. การป้อนฟันที่ไม่เพียงพอต่อฟันทำให้เกิดข้อบกพร่องร้ายแรง ดังนั้นจึงต้องระมัดระวังเป็นพิเศษเมื่อคำนวณ
ฟีดต่อฟัน ฉ z ควรลดลงเมื่อกัดร่องลึก และเพิ่มเมื่อกัดร่องตื้น เพื่อรักษาความหนาของเศษสูงสุดที่แนะนำ ตัวอย่างเช่น เมื่อกัดความกว้างของร่องเต็มโดยใช้รูปทรง M30 ความหนาของเศษสูงสุดเริ่มต้นควรอยู่ที่ 0.12 มม.
บันทึก: เนื่องจากเม็ดมีดสองตัวทำงานร่วมกันเมื่อทำการกัดความกว้างทั้งหมดของช่อง จึงใช้จำนวนเม็ดมีดครึ่งหนึ่งในการคำนวณอัตราป้อน z n.
| กอี/ ดีหมวก (%) | ฉ z (มม./ฟัน) | ชม.อดีต (มม.) |
| 25 | 0,14 | 0,12 |
| 10 | 0,20 | 0,12 |
| 5 | 0,28 | 0,12 |
ความลึกของการตัด
สำหรับร่องลึก คุณสามารถสั่งเครื่องตัดแบบพิเศษได้ เมื่อทำการกลึงร่องลึก ให้ลดอัตราป้อนต่อฟัน หากร่องตื้น ให้เพิ่มอัตราป้อน
บันทึก: ความลึกของร่องกลึงอาจถูกจำกัดด้วยเส้นผ่านศูนย์กลางของแมนเดรล ลักษณะความแข็งแรงของข้อต่อกุญแจ และเงื่อนไขในการคายเศษ
การใช้มู่เล่กับเครื่องแนวนอน

ด้วยการกัดแบบสามด้าน ฟันจำนวนเล็กน้อยจะถูกประกบกัน ซึ่งทำให้เกิดการสั่นสะเทือนระหว่างกระบวนการตัด สิ่งนี้ส่งผลเสียต่อผลลัพธ์การประมวลผลและประสิทธิภาพการผลิต
- การติดตั้งมู่เล่บนหัวกัดมักเป็นวิธีที่มีประสิทธิภาพในการต่อสู้กับการสั่นสะเทือน ปัญหาที่เกิดจากกำลัง แรงบิด และความเสถียรของเครื่องจักรไม่เพียงพอ มักจะแก้ไขได้ด้วยการใช้มู่เล่อย่างเหมาะสม
- ความจำเป็นในการใช้มู่เล่จะสูงขึ้น กำลังของเครื่องที่ตั้งใจจะประมวลผลก็จะยิ่งต่ำลง หรือระดับการสึกหรอก็จะยิ่งสูงขึ้นเท่านั้น
- วางตำแหน่งวงล้อจักรให้ใกล้กับเครื่องมือมากที่สุด
- การใช้มู่เล่ทำให้การประมวลผลราบรื่นยิ่งขึ้น ส่งผลให้เสียงรบกวนและการสั่นสะท้านลดลง และเพิ่มอายุการใช้งานของเครื่องมือ
- แนะนำให้ใช้มู่เล่ร่วมกับวิธีการกัดเคาน์เตอร์
- หากต้องการเพิ่มความมั่นคงยิ่งขึ้นเมื่อใช้เครื่องตัดดิสก์ 3 ด้าน ให้ใช้วงล้อจักรที่ใหญ่ที่สุดสำหรับการใช้งาน
- ในฐานะมู่เล่ คุณสามารถใช้จานเหล็กหลายใบที่มีรูที่ตรงกับเส้นผ่านศูนย์กลางของด้ามกัดได้
การประมวลผลร่องด้วยชุดใบมีดที่มีฟันเซ
คัตเตอร์แบบ 2 ปุ่มสามารถเซเพื่อให้ตัดหลายช่องพร้อมกันได้ การเยื้องศูนย์ของหัวกัดที่สัมพันธ์กันจะช่วยหลีกเลี่ยงการสั่นสะเทือน ความต้องการมู่เล่ก็ลดลงเช่นกัน

การกัดช่องและร่องที่แคบและตื้น


หัวกัดอเนกประสงค์มีเม็ดมีดหลายคมตัดในรูปทรงหลากหลายเพื่อให้เหมาะกับร่องตื้นเกือบทุกประเภท การใช้งานทั่วไป ได้แก่ การกัดแหวนล็อคสลักภายในและร่องโอริง ตลอดจนร่องภายนอกที่เป็นเส้นตรงหรือวงกลมขนาดเล็ก โดยเฉพาะกับชิ้นส่วนที่ไม่หมุน
งานเซาะร่องภายใน

- เมื่อทำการกัดแบบวงกลม จำเป็นต้องตั้งโปรแกรมให้เครื่องมือเข้าสู่การตัดอย่างราบรื่น
- พิจารณาอัตราส่วนของเส้นผ่านศูนย์กลางของหัวกัดต่อเส้นผ่านศูนย์กลางรู ดีค/ ดีว. ยิ่งอัตราส่วนนี้น้อยลงเท่าใด ความยาวของเส้นสัมผัสระหว่างเครื่องมือกับวัสดุที่กำลังดำเนินการก็จะยิ่งมากขึ้นเท่านั้น
การเซาะร่องด้วยดอกเอ็นมิลล์

ดอกเอ็นมิลล์จะใช้เมื่อจำเป็นต้องสร้างร่องสั้นและตื้น โดยเฉพาะร่องและร่องที่ปิดสนิท และร่องสลัก ดอกเอ็นมิลล์เป็นเครื่องมือเดียวที่สามารถกัดช่องปิดโดยมีลักษณะดังต่อไปนี้:
- ตรง โค้ง หรือทำมุม
- กว้างกว่าเส้นผ่านศูนย์กลางของคัตเตอร์ที่ใช้
การกัดร่องที่หนักกว่ามักใช้หัวกัดที่มีคมตัดยาว
การเลือกเครื่องมือ
หัวกัดปลายและคมตัดยาว
| | | | | |
| ดอกกัดโซลิดคาร์ไบด์ | ดอกเอ็นมิลล์สำหรับการกัดบ่าฉาก | เครื่องตัดขอบยาว | ดอกเอ็นมิลล์พร้อมหัวเปลี่ยนได้ | |
| ขนาดแกนหมุน/เครื่อง | ISO 30, 40, 50 | ISO 40, 50 | ISO 40, 50 | ISO 30, 40, 50 |
| ข้อกำหนดด้านความมั่นคง | สูง | เฉลี่ย | สูง | ต่ำ |
| หยาบ | ดีมาก | ดี | ดีมาก | ยอมรับได้ |
| จบ | ดีมาก | ดี | ยอมรับได้ | ดีมาก |
| ความลึกของการตัด กพี | ใหญ่ | เฉลี่ย | ใหญ่ | เล็ก |
| ความเก่งกาจ | ดีมาก | ดี | ยอมรับได้ | ดีมาก |
| ผลงาน | ดีมาก | ดี | ดีมาก | ดี |
คุณสมบัติของแอพพลิเคชั่น
- ใช้เอ็นมิลล์สำหรับการตัดงานเบาที่มีอายุการใช้งานยาวนานตามที่กำหนดได้ ร่วมกับหัวจับประสิทธิภาพสูง
- เพื่อให้ได้ระยะยื่นต่ำที่สุด ให้ลดระยะห่างจากหัวจับถึงคมตัดให้เหลือน้อยที่สุด
- เพื่อให้แน่ใจว่ามีอัตราป้อนต่อฟันที่เหมาะสมเพื่อให้ได้เศษที่มีความหนาน่าพอใจ เพื่อหลีกเลี่ยงเศษบางๆ ซึ่งอาจทำให้เกิดการสั่นสะท้าน ครีบ และผิวสำเร็จที่ไม่ดี ให้ใช้หัวกัดที่มีระยะฟันหยาบ
- เพื่อให้ได้อัตราส่วนและความมั่นคงของเส้นผ่านศูนย์กลาง/ความยาวที่เหมาะสมที่สุด ให้ใช้เครื่องมือที่มีเส้นผ่านศูนย์กลางใหญ่ที่สุดเท่าที่จะเป็นไปได้
- เพื่อให้ได้ผลการตัดที่ดีที่สุด ให้ใช้การกัดแบบไต่
- ตรวจสอบให้แน่ใจว่าเศษหลุดออกจากร่องแล้ว ใช้ลมอัดเพื่อหลีกเลี่ยงการสะสมเศษ
- เพื่อความมั่นคงและการรองรับทิศทางสปินเดิลที่เหมาะสมที่สุด ให้ใช้จุดเชื่อมต่อ Coromant Capto®
การเซาะร่องด้วยดอกเอ็นมิลล์

เมื่อทำการกัดร่องหรือร่อง ซึ่งมักเรียกว่าการกัดเต็มความกว้าง จะมีการตัดเฉือนพื้นผิวสามแบบ:
- ช่องที่ปิดที่ปลายทั้งสองข้าง (ช่องกระเป๋า) ต้องใช้ดอกเอ็นมิลล์ที่สามารถป้อนตามแนวแกนได้
- การกัดช่องเต็มความกว้างด้วยดอกเอ็นมิลล์เป็นการดำเนินการที่ซับซ้อน โดยทั่วไปความลึกของการตัดตามแนวแกนควรอยู่ที่ 70% ของความยาวคมตัด ความแข็งแกร่งของเครื่องจักรและการคายเศษควรนำมาพิจารณาด้วยเมื่อพิจารณาวิธีการที่เหมาะสมที่สุดสำหรับการตัดเฉือนร่อง
- ดอกเอ็นมิลล์ไวต่อแรงตัด ปัจจัยจำกัดอาจรวมถึงการโก่งตัวและการสั่นสะท้าน โดยเฉพาะที่ความเร็วการตัดเฉือนสูงและระยะยื่นยาว
การตัดเฉือนรูกุญแจ
การดำเนินการนี้ต้องใช้คำแนะนำเฉพาะเพิ่มเติมจากคำแนะนำทั่วไปสำหรับการกัดระนาบและร่อง ทิศทางของแรงตัดและการโก่งตัวของเครื่องมือเมื่อทำการกัดร่องสลักแบบปิด ทำให้ได้หน้าตัดสี่เหลี่ยมที่แม่นยำ ความแม่นยำในการตัดเฉือนสามารถเพิ่มขึ้นได้หากคุณใช้หัวกัดที่มีเส้นผ่านศูนย์กลางเล็กกว่าเล็กน้อยและตัดเฉือนร่องในสองรอบ:
- การกัดร่องสลัก - การกัดหยาบให้เต็มความกว้างของร่องสลัก
- การกัดบ่าฉาก - การประมวลผลร่องตามแนวโครงร่างโดยใช้วิธีการกัดเคาน์เตอร์เพื่อให้แน่ใจว่าผนังตั้งฉาก
ในขั้นตอนการเก็บผิวละเอียดของการตัดเฉือน จำเป็นต้องใช้ระยะกินลึกเล็กน้อยเพื่อลดการโก่งตัวของเครื่องมือ ซึ่งเป็นปัจจัยกำหนดคุณภาพของพื้นผิวการตัดเฉือนและความแม่นยำทางเรขาคณิตของร่อง (มุม 90°)


การกัดร่องสลักเป็นสองรอบ
วิธีการกำหนดเส้นทางช่องหรือช่องปิดในชิ้นงานที่เป็นของแข็ง

ในการเตรียมการสำหรับการกำหนดเส้นทางช่องแคบที่ยาวและความกว้างเต็ม วิธีการเปิดช่องที่พบบ่อยที่สุดหลังการเจาะคือการพรวดพราดเชิงเส้น
– ร่องลึกได้รับการประมวลผลหลายรอบ
การกัดแบบโทรคอยด์
 + แรงตัดในแนวรัศมีต่ำ – เสี่ยงต่อการสั่นสะเทือนน้อยกว่า
+ แรงตัดในแนวรัศมีต่ำ – เสี่ยงต่อการสั่นสะเทือนน้อยกว่า+ การโก่งตัวน้อยที่สุดเมื่อกัดร่องลึก
+ วิธีการผลิตสำหรับ:
- การแปรรูปเหล็กความแข็งสูงและโลหะผสมทนความร้อน (ISO H และ S)
- การใช้งานที่ไวต่อการสั่นสะเทือน
+ การคายเศษที่ดี
+ เกิดความร้อนเล็กน้อย
- จำเป็นต้องมีการเขียนโปรแกรมเพิ่มเติม
การกัดแบบพุ่ง
 + แสดงประสิทธิภาพที่ยอดเยี่ยมเมื่อมีแนวโน้มที่จะเกิดการสั่นสะเทือน:
+ แสดงประสิทธิภาพที่ยอดเยี่ยมเมื่อมีแนวโน้มที่จะเกิดการสั่นสะเทือน: - มีระยะยื่นของเครื่องมือยาว
- เมื่อกัดร่องลึก
- ในกรณีที่เครื่องจักรหรือการตั้งค่ามีความแข็งแกร่งไม่เพียงพอ
– ยังคงต้องมีการกัด/การเก็บผิวละเอียด
– การกัดด้วยดอกเอ็นมิลล์อาจทำให้การคายเศษลำบาก
– เครื่องมือมีให้เลือกจำกัด
การกัดช่องหยาบด้วยหัวกัดคมยาว
- โดยทั่วไปแล้ว หัวกัดที่มีอัตราการขจัดเนื้อโลหะสูงมักใช้สำหรับการกัดหยาบ
- รุ่นที่สั้นกว่าสามารถกัดช่องได้ลึกเท่ากับเส้นผ่านศูนย์กลางของหัวกัดบนเครื่องกัดที่มีความเสถียรและทรงพลัง
- สำหรับการดำเนินการดังกล่าว ให้เลือกเครื่องจักรที่มีกรวย 50 อัน เนื่องจากการทำงานของหัวกัดประเภทนี้จะมาพร้อมกับแรงตัดในแนวรัศมีสูง
- ตรวจสอบข้อกำหนดด้านกำลังและแรงบิด เนื่องจากสิ่งเหล่านี้มักเป็นปัจจัยจำกัดเพื่อให้ได้ผลลัพธ์ที่ดีที่สุด
- เลือกระยะพิทช์ฟันที่เหมาะสมที่สุดสำหรับการทำงานแต่ละประเภท

การออกแบบคัตเตอร์ที่ยาวขึ้นเป็นหลัก
ออกแบบมาสำหรับการประมวลผลขอบ (ตามแนวเส้น)
| ขั้นตอน | ล | ม  | ชม  |
| พื้นที่ใช้งาน | ประกอบยาว | สากล | ชุดประกอบสั้น |
| การกัดบ่า | ความลึกมาก กหน้า/ กจ | ความลึกเฉลี่ย กหน้า/ กจ | ความลึกตื้น กหน้า/ กจ |
| ความลึกตื้น กหน้า/ กจ | ข้อจำกัด | __ | |
| โวลต์วินาที เมตร/นาที | | | |
อุปกรณ์เสริมสำหรับเราเตอร์แบบมือถือสามารถขยายฟังก์ชันการทำงานของเครื่องมือไฟฟ้าแบบมือถือและทำให้การใช้งานสะดวก สบาย และปลอดภัยยิ่งขึ้น อุปกรณ์ดังกล่าวรุ่นอนุกรมมีราคาค่อนข้างแพง แต่คุณสามารถประหยัดในการซื้อและสร้างอุปกรณ์สำหรับเตรียมเราเตอร์ไม้ด้วยมือของคุณเอง
อุปกรณ์เสริมประเภทต่างๆ สามารถเปลี่ยนเราเตอร์มือให้กลายเป็นเครื่องมืออเนกประสงค์ได้อย่างแท้จริง
งานหลักที่เครื่องมือกัดแก้ไขคือต้องแน่ใจว่าเครื่องมืออยู่ในตำแหน่งที่สัมพันธ์กับพื้นผิวที่ทำการตัดเฉือนในตำแหน่งเชิงพื้นที่ที่ต้องการ อุปกรณ์เสริมของเครื่องกัดที่ใช้บ่อยที่สุดบางรุ่นมาพร้อมกับเครื่องกัดเป็นมาตรฐาน โมเดลเหล่านั้นที่มีวัตถุประสงค์พิเศษสูงจะซื้อแยกต่างหากหรือทำด้วยมือ ในเวลาเดียวกันอุปกรณ์จำนวนมากสำหรับเราเตอร์ไม้มีการออกแบบที่ทำให้ตัวเองไม่มีปัญหาพิเศษใด ๆ สำหรับอุปกรณ์โฮมเมดสำหรับเราเตอร์มือคุณไม่จำเป็นต้องมีภาพวาดด้วยซ้ำ - ภาพวาดของพวกเขาก็เพียงพอแล้ว
ในบรรดาอุปกรณ์เสริมสำหรับเราเตอร์ไม้ที่คุณสามารถทำเองได้นั้นมีรุ่นยอดนิยมหลายรุ่น มาดูพวกเขากันดีกว่า
ฉีกรั้วเพื่อการตัดแบบตรงและแบบโค้ง
เป็นไปได้ที่จะมั่นใจในความเสถียรของเราเตอร์เมื่อประมวลผลพื้นผิวแคบโดยไม่ต้องใช้อุปกรณ์พิเศษ ปัญหานี้แก้ไขได้โดยใช้บอร์ดสองแผ่นซึ่งติดอยู่กับทั้งสองด้านของชิ้นงานในลักษณะที่ทำให้เกิดระนาบเดียวกับพื้นผิวที่ทำร่อง เมื่อใช้เทคนิคทางเทคโนโลยีนี้ เราเตอร์จะถูกวางตำแหน่งโดยใช้การหยุดแบบขนาน