Llojet e hapëseve të gazit dhe si të përdorin një prestar të propanit + oksigjen
Për të çmontuar strukturat metalike, prerja e çdo lloji të mbështjellë para përpunimit ose saldimit është e nevojshme. Dhe nëse një fletë ose një profil i vogël trashësi mund të pritet nga një mjet mekanik (me makinë manuale, elektrike ose hidraulike). Kjo punë me boshllëqet metalike me trashësi të madhe ka nevojë për një prestar të gazit, ose në zhargon profesional - autogjen.
Hartat e modeleve të ndryshme të një pajisjeje të tillë mund të ndryshojnë vetëm në madhësi ose disa detaje, por parimi i të gjithëve është i njëjtë.
Pavarësisht nga madhësia e autogjenit dhe lloji i përzierjes së gazit të ngrohjes, prerja ndodh për shkak të djegies së metalit në rrjedhën e oksigjenit të pastër, të injektuar përmes kokës së hundës në zonën e punës.
Gjendja kryesore dhe kryesore e prerjes së gazit - temperatura e djegies duhet të jetë më e vogël se pika e shkrirjes. Përndryshe, metali, duke mos pasur kohë për të filluar djegien, do të shkrihet dhe do të hidhet. Kjo gjendje korrespondon me çelikun e ulët të karbonit, dhe metalet me ngjyra dhe gize të hedhura - nr.
Shumica gjithashtu nuk janë të përshtatshme për prerjen e gazit - ka kufizime në dozat maksimale të lejueshme të elementeve aliazh, karbonit dhe papastërtive, me tejkalimin e procesit të djegies së metalit në oksigjen, bëhet i paqëndrueshëm ose është i ndërprerë në përgjithësi.
Procesi i prerjes mund të dekompozohet në dy faza:
- Nxehtësia e pjesëve të zonës së kufizuar në një temperaturë në të cilën fillon metali për të djegur. Dhe për të marrë pishtarin e flakës së ngrohjes, disa nga oksigjenin teknik në një proporcion të caktuar janë të përziera me një gaz të ndezshëm.
- Djegija (oksidimi) i metaleve të nxehta në avionin e oksigjenit dhe heqja e produkteve të djegies nga zona e prerë.
Nëse e konsiderojmë klasifikimin e vetëm hapave manual, karakteristikat e mëposhtme janë me rëndësi thelbësore:
- pamja e karburantit, fuqisë dhe metodës për të marrë një përzierje të gazrave për një flakë ngrohëse;
- klasifikimi i gazit të karburantit: acetilen, propan-butan, metan, universal, maf.
Kerosynoresa dhe kafshët shtëpiake, edhe pse ata kanë të njëjtin emërim lidhen me hapëse të lëngshme të karburantit.
- Nga pushteti: i vogël (trashësia e prerjes metalike nga 3 deri në 100 mm) - Shënimi P1, mesatar (deri në 200 mm) - P2, i lartë (deri në 300 mm) - P3. Ka mostra me trashësi të rritur të prerjes - deri në 500 mm.
- Me një metodë për prodhimin e një gazi të karburantit: injektor dhe uninteljectore.
Dhe nëse tipari i parë ndikon vetëm në temperaturën e flakës së ngrohjes, dhe fuqia është në trashësinë maksimale të metalit, atëherë shenja e tretë përcaktohet nga dizajni i prerjes.
Dizajn
1. Injeksion ose dy tub, prerës i gazit është lloji më i zakonshëm i projektimit. Oksigjeni teknik në prestar është i ndarë në dy rryma.
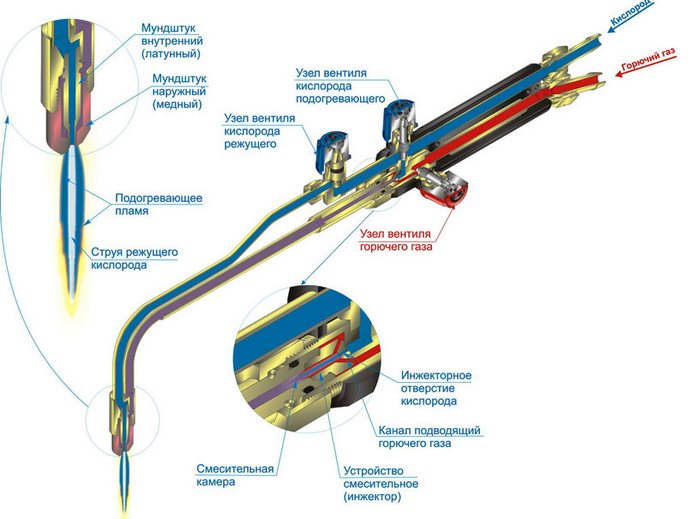
Disa nga rryma në tubin e lartë lëviz në kokën e tipit dhe me shpejtësi të lartë lë nëpër hundë qendrore të gojës së brendshme. Kjo pjesë e dizajnit është përgjegjëse për fazën e prerjes së procesit. Valvula e rregullimit ose valvula e levës është dorëzuar përtej strehimit.
Pjesa tjetër hyn në injektorin. Parimi i së cilës është se gazi i injektuar (oksigjen), duke e lënë dhomën e përzierjes nën presion të lartë dhe me shpejtësi të lartë, krijon një zonë vakumi dhe përmes vrimave periferike të gazit të djegshëm (të nxjerrë) të gazit. Për shkak të përzierjes, shpejtësitë barazohen dhe rrjedha e përzierjes së gazrave është formuar në prizën e dhomës me shpejtësi se ajo e oksigjenit të injektuar, por më e lartë se ajo e gazit të eksituar të nxjerrë.
Tjetra, përzierja e gazit lëviz përgjatë tubit të poshtëm në kokën e tipit, rezulton përmes nozzles midis gojës së brendshme dhe të jashtme dhe formon pishtarin e flakës së ngrohjes. Çdo kanal ka valvulën e vet në strehim, e cila rregullohet nga furnizimi me oksigjen dhe gazit të djegshëm në injeksion.
2. Intinterblar, ose tre-tub prerës ka një dizajn më kompleks - si fluksi i oksigjenit dhe gazit vijnë në kokë në tuba të veçantë.
Përzierja e përzierjes së ngrohjes ndodh brenda kokës. Por është mungesa e një dhome përzierëse që ofron një nivel më të lartë të sigurisë, nuk krijon kushte për "ndikim të kundërt" (përhapja e gazrave të djegura në kanalet e prerjes dhe tubat në drejtim të kundërt).
Përveç një dizajn më kompleks dhe çmim të lartë, një disavantazh të një prerës me gaz me tre tub, besohet se për operacionin e saj të qëndrueshëm është e nevojshme të ketë një presion më të lartë të gazit të karburantit (nuk ka efekt të nxjerrjes dhe rritjes së rrjedhës norma).
Madhësi dhe peshë
Dimensionet e prerës së gazit me injeksion manual janë pajtuar nga standardi GOST 5191-79 dhe varen nga fuqia e saj:
- p1 - deri në 500 mm;
- p2 dhe P3 janë në rangun prej 580 mm. Por prodhojnë modele "zgjatur" për punë në kushte të veçanta.
Ka kufizime në peshë për secilën Kategoria e Energjisë: 1.0 dhe 1.3 kg, përkatësisht, për P1 dhe P2 / P3.
I njëjti GOST përcakton se lloji P3 është prestar oksigjeni-propan, dhe P1 dhe P2 mund të veprojnë në çdo formë të gazit të djegshëm.

Sipas GOST, ato janë të definuara si këshilla për prerjen në ndezësin e saldimit. Dallimi në strukturë është se ndarja e oksigjenit dhe përzierja e përzierjes së djegshme ndodh në majë, dhe ka madhësi dhe peshë shumë më të vogla se një prestar. Pra, pesha e PB1 ka një kufi të sipërm prej 0.6 kg, dhe PV2 dhe PV3 - 0.7 kg.
Por vështirë se është e mundur të emërohet ky prestar me gaz në kompakt metalik - në asamblenë e pozicionit të punës me trupin nga ndezësi, madhësia dhe pesha e saj do të jenë jo më pak se ajo e një mjeti të specializuar. Avantazhi është vetëm që ju mund të blini një ndezës me këshilla të llojeve të ndryshme (saldim dhe prerje), dhe i gjithë kit do të vendoset në një rast të vogël. Ose të blini një ndezës ekzistues të një prerës plug-in.
Por këtu ka një nuancë. Propani është shumë më i lirë se acetileni. Prandaj, kostoja e funksionimit të prerësit të acetilenit do të jetë dukshëm më e lartë se oksigjeni-propan. Dhe për saldim metalik, acetilen ndezës është më i mirë, në të cilin temperatura e flakës është më e lartë në 300-400 sesa në oksigjen-propan (në një ndezës thjesht propan, temperatura është më pak se 2000c).
Kompaktësia e të gjithë "postit" për prerjen manuale të gazit mund të sigurohet vetëm nga kapaciteti i cilindrave me gazra.
Hapëse të gazit portativ
Kohët e fundit, mund të shihni ofertat për shitjen e hapëseve të gazit portativ, të cilat janë një hundë në një cilindër të vogël me gaz.
Por të paktën ata janë të pozicionuar si hapëse, në të vërtetë është ndezës. Temperatura e pishtarit të shumicës së tyre nuk kalon 1300c. Megjithëse ekzistojnë hapëse "profesionale" portative me një temperaturë pishtari të 2000-2500C (për shembull, Kovea KT-2610 kur punojnë me një përzierje të gazit MAPP të SHBA), dhe kjo tashmë është afër temperaturës së flakës së ngrohjes së oksigjenit -Propane prestar - 2700-2800c.

Por në çdo rast, nuk ka komponent kryesor prerës për të krijuar kushtet e "djegie" - avioni i oksigjenit, për shkak të së cilës ndodh oksidimi metalik.
Hapëse portative përfshijnë metalet e lifeline dhe lidhjet: kallaji, alumini, bronzi, bronzi, bakri. Por për ta nuk po flasim për prerjen, por për shkrirjen. Prandaj, ato përdoren më shpesh për të siguruar ose bashkuar pjesë të vogla nga metalet me ngjyra (për shembull, kur riparojnë kondicionerët dhe frigoriferët), dhe mund të priten me një instrument elektrik manual.
Për t'i kushtuar vëmendje kur zgjedhni një prestar të gazit
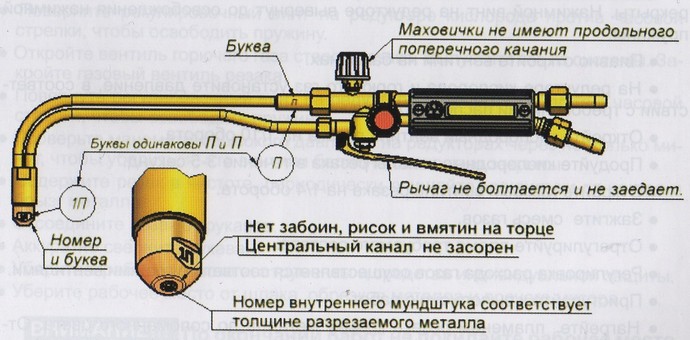
Nëse "shkoni" nga hoses në kokë është e rëndësishme si vijon:
- nipples nga bronzi shërbejnë më gjatë se alumini;
- materiali i dorezës duhet të jetë alumini, rreshtimi plastik është më pak i qëndrueshëm dhe mund të "notojë";
- valvulat duhet të rrotullohen me një përpjekje të vogël;
- diametri i rekomanduar i trajtimit të valvulës së oksigjenit të prerjes - jo më pak se 40 mm;
- modelet e levës janë më të përshtatshme për të vepruar dhe lejuar gaz;
- valvulat e gishtit: nga çelik inox - më i besueshëm (deri në 15.000 cikle), nga bronzi - shpejt dështojnë (rreth 500 cikle), të kombinuara - kanë tregues "mesatar";
- materiali i rastit dhe tubat - çelik inox, bronzi, bakër;
- në hapëse të acetilenit, pjesët në kontakt me gazin e djegshëm në dhomën e përzierjes nuk duhet të bëhen prej bakri ose lidhjeve me përmbajtjen e tij mbi 65%;
- dizajni i palosshëm ju lejon të riparoni prestarin, pastroni njësinë e injektimit, tubat e tipit;
- zëdhënës së jashtme vetëm nga bakri;
- mashtrimi i brendshëm i prerësit të acetilenit - bakrit, oksigjen-propan - mund të bëhet prej bronzi;
- modeli i përzgjedhur i shitësit duhet të ketë pjesë këmbimi dhe harxhuese në shumëllojshmëri.
Si të përdorni prestar oksigjeni-propan
Gjeneral:
- puna me prestar duhet të bëhet në maskë të saldatorit (ose syze të veçantë);
- veshje të rekomanduara dhe dorashka pune me vetitë e zjarrtë (jo të djegshme);
- flaka e autogjenit duhet të shikojë mënjanë drejt hoses së furnizimit, dhe hoses nuk duhet të ndërhyjnë në punën e kartës;
- cilindrat e gazit nuk kanë më afër se pesë metra në vendin e punës;
- prerja e metalit kryhet ose jashtë ose në një dhomë të ventiluar mirë.
Pas një pushimi të gjatë ose kur filloni së pari një prestar të ri të injektorit, duhet të siguroheni që kanalet të jenë "të pastra" dhe oksigjenin në injektor krijon nivelin e kërkuar të furnizimit me gaz me llak.
Në fillim, me një valvula të mbyllura në një prestar dhe në cilindra me një prestar, hiqet një çorape me propan. Pastaj, në një cilindër me oksigjen, presioni i operimit është i instaluar dhe valvula e oksigjenit të ngrohjes dhe gazit është hapur në prestar. Një inspektim i performancës së injektorit kontrollohet duke aplikuar një gisht për gazin e karburantit të thithjes - thithja e ajrit duhet të ndihet në vrimën e thithit.





