Prerja e gazit të metaleve - udhëzime për përpunimin e metaleve
Prerja e gazit është më e popullarizuara, pasi nuk kërkon pajtueshmëri me normat për dhomën dhe është e lehtë për tu bërë. Vula nuk është e shqyer dhe e pastër nëse përdoren klishe. Të gjithë pishtarët janë kompakt dhe të lëvizshëm dhe të lehtë për t'u transportuar. Mund të përdoren shumë gazra. Kjo metodë ju lejon të punoni me copa pune të trasha dhe të kryeni operacione komplekse. Nuk kërkohet furnizim me energji, mënyra mund të jetë manuale ose automatike.
Karakteristikat e teknologjisë
Zgjedhja e gazit prerës varet nga vetitë e pjesës së punës metalike. Përveç oksigjenit teknik, mund të përdoren acetilen, furrë koksi dhe gaz nafte, metan, propan, butan dhe përzierje të tyre.
Oksigjeni përdoret gjatë prerjes së metaleve me gaz nëse materiali ka karakteristika të caktuara:
- përçueshmëri e lartë termike;
- një pikë shkrirjeje mbi temperaturën e ndezjes në oksigjen;
- temperatura e shkrirjes së oksideve zjarrdurues është më e ulët se temperatura e shkrirjes së metalit;
- formimi i skorjeve të lëngshme gjatë procesit të prerjes;
- lëshimin e një sasie të madhe të nxehtësisë.
Për të prerë një pjesë metalike të punës, së pari duhet të nxehet. Pastaj materiali digjet, produktet e djegies hiqen nga një avion gazi.
Prerja mund të jetë:
- sipërfaqësore - formimi i lojërave elektronike dhe kanaleve;
- shtiza - formimi i vrimave ose hapjeve;
- ndarëse - në formën e një prerjeje përmes.
Djegës të ndryshëm zgjidhen për punë të ndryshme. Ekzistojnë disa lloje që janë krijuar për të kryer punë të ndryshme.
Çdo djegës përbëhet nga:
- doreza;
- valvula;
- valvula (jo në të gjitha modelet);
- majë (tub zgjatimi);
- zëdhënës (hundë).
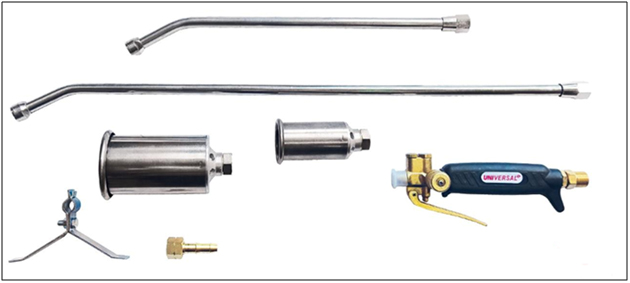
Përzierja e gazit me ajrin mund të bëhet në majë ose në gojë. Në modelet e valvulave, gazi përzihet me oksigjenin në kokë për rritjen e sigurisë. Përdorimi i modeleve pa valvul lejon përdorimin e gazit në presione të ndryshme. Pishtarët e gazit për prerjen e metaleve të trasha janë të pajisura me disa zëdhënës.
Teknologjia përbëhet nga katër hapa:
- ngrohja e pjesës së punës;
- futja e një përzierje gazi në zonën e përpunimit;
- ndezja e materialit;
- procesi i djegies.
Avioni duhet të jetë uniform në mënyrë që flaka të mos fiket. Gjatë djegies, formohen oksidet, të cilat hiqen nga një avion gazi.
Udhëzim për prerjen e metaleve
Importantshtë e rëndësishme të lidhni dhe përgatitni siç duhet pishtarin. Tubat me mbyllje në skajet janë të lidhura me cilindrat. Tjetra, furnizimi me gaz kontrollohet (nëse është prerja e metaleve të oksigjen -propanit) - valvula mbyllet, valvula në cilindër hapet. Pastaj, duke vëzhguar matësin e presionit, valvula hapet ngadalë. Presioni duhet të jetë 0.35-0.55 atmosfera. Pastaj ju duhet të fryni përmes zorrës - hapni valvulën. Gazi fillon të dalë me një tingull karakteristik. Nëse matësi i presionit tregon një presion të qëndrueshëm, valvula mbyllet.
Hapi tjetër është të kontrolloni furnizimin me oksigjen dhe të rregulloni presionin. Së pari, valvula në cilindër hapet, pastaj rregullatori (presioni i rrjedhës 1.7-2.7 atmosfera). Valvulat e oksigjenit në pishtar hapen për të pastruar zorrën. Ekzistojnë dy prej tyre: për ushqimin në hundë dhe formimin e një përzierje. Së pari ju duhet të hapni të parën, pastaj të dytën (për 3-5 sekonda).
Kujdes! Para se të ndizni valvulën, sigurohuni që të mos ketë rrjedhje në lidhje, që fëmijët të mos luajnë ose kafshët të ecin përreth.
Valvula e furnizimit me gaz hapet së pari për të lëshuar oksigjen, i cili mbetet në mikser pas kontrollit. Valvula duhet të kthehet derisa të dëgjoni daljen e gazit. Çakmaku para pishtarit duhet të jetë në kontakt me gojën. Pas shtypjes së levës, shkëndijat ndezin gazin.
Hapni valvulën e oksigjenit menjëherë. Vëllimi i tij i mjaftueshëm tregohet nga një ndryshim në ngjyrën e flakës në blu. Në mënyrë që pishtari të rritet në madhësi, duhet të furnizohet më shumë oksigjen. Presioni i gazit dhe oksigjenit gjatë prerjes së metaleve varet tërësisht nga trashësia e pjesës së punës.
E rëndësishme! Nëse flaka është e paqëndrueshme dhe gulçon, ka shumë oksigjen. Vëllimi duhet të zvogëlohet në mënyrë që flaka të jetë në formën e një kon.

Duke përdorur teknologjinë e prerjes së gazit të metaleve, flaka u soll në material nga maja, duke ngrohur sipërfaqen. Pas shfaqjes së metalit të shkrirë, oksigjeni fillon të rrjedhë, duke e ndezur atë. Avioni rritet derisa materiali të pritet plotësisht. Në të njëjtën kohë, zëdhënësi lëviz përgjatë vijës së prerjes. Shkëndijat dhe skorjet hiqen nga një avion.
Shpejtësia optimale e prerjes përcaktohet nga shkëndija - ato duhet të fluturojnë larg në një kënd prej 85-90 °. Nëse këndi është më i vogël, shpejtësia duhet të zvogëlohet. Nëse pjesa e punës është e trashë, duhet të vendoset në një kënd në mënyrë që skorjet të rrjedhin poshtë. Nuk rekomandohet të ndaleni pa përfunduar procesin. Në fund të punës, oksigjeni së pari fiket, pastaj gazi.
Presioni i oksigjenit gjatë prerjes së metaleve
Prerës funksionon normalisht nëse presioni i oksigjenit gjatë prerjes së metalit është 3-12 atmosfera (në varësi të trashësisë së pjesës së punës dhe diametrit të hundës). Sa më i lartë presioni për një madhësi të caktuar, aq më shumë oksigjen godet sipërfaqen e metalit, ai oksidohet më mirë (por deri në një kufi të caktuar). Nëse presioni për një pjesë të veçantë të punës dhe pajisje është më i lartë se normalja, oksigjeni do të rrjedhë përmes prerjes padobishëm.
Pika e dytë negative është një rritje në gjerësinë e prerjes dhe një shpenzim i tepërt i oksigjenit. Materiali është tretur. Prandaj, presioni llogaritet veçmas për secilën grykë dhe pjesë pune. Niveli kontrollohet nga leximet e matësit të presionit, por ato janë të pasakta, pasi presioni zvogëlohet ndërsa kalon nëpër zorrën dhe zëdhënësit.

Kur preni metalin, zvogëluesi i oksigjenit rregullohet duke përdorur një vidë. Për të rritur presionin, kthejeni atë në drejtim të akrepave të orës, për ta ulur atë, anasjelltas.
E rëndësishme! Ju gjithashtu duhet të dini se cili është presioni mbi zvogëluesit e gazit të djegshëm gjatë prerjes së metaleve. Ato klasifikohen sipas presionit të tyre maksimal (15-30 atmosfera gjatë prerjes).
 Presioni vendoset para fillimit të punës, roli i zvogëluesit është të ruajë nivelin.
Presioni vendoset para fillimit të punës, roli i zvogëluesit është të ruajë nivelin.
Shtesat për prerjen e metaleve
Leja për prerjen e metaleve me gaz - një shtresë që humbet gjatë përpunimit sipas vizatimit. Normat për pllaka çeliku përcaktohen në lejimet minimale të GOST 12169-82:
- 3-5 mm me një trashësi deri në 60 cm;
- 5-10 mm me një trashësi prej 100 cm;
- 10-25 mm për trashësi shumë të mëdha.
E rëndësishme! Shuma e lejimeve për prerjen e metaleve varet nga gjerësia e brazdës, gabimet e pajisjeve të përdorura, përbërja kimike e materialit, devijimet për shkak të deformimeve, pasaktësitë teknologjike të bëra nga punëtorët.
Masat paraprake të sigurisë për prerjen e metaleve me gaz
Masat paraprake të sigurisë për prerjen e metaleve me gaz përcaktuan se është më mirë të punoni në ajër ose në një dhomë me një sistem ideal ventilimi, dysheme prej balte ose betoni. Mbulesa e dyshemesë brenda një rrezeje prej 5 metrash duhet të pastrohet nga objektet që janë të ndezshme: rroje, lecka, letër, gjethe dhe bimë. Pjesa e punës vendoset më së miri në një tryezë metalike të një lartësie të rehatshme. Nuk duhet të ketë njolla të ndezshme në dysheme ose tavolinë.
Para fillimit të punës, duhet të siguroheni që keni në dorë:
- pajisje mbrojtëse (dorashka lëkure, syze, këpucë të forta);
- veshje rezistente ndaj zjarrit (sintetika, skajet e grisura, përshtatja e lirshme nuk lejohen);
- mjete (laps special, katror, vizore);
- çakmak special (shkrepëset nuk përshtaten).
Dëmi më i madh për punëtorin shkaktohet nëse përzierja shpërthen për shkak të trajtimit të pahijshëm të cilindrave ose ndezjes. Më të rrezikshmet janë shpërthimet e cilindrave të mbushur me oksigjen. Djegiet mund të rezultojnë nëse djegësi trajtohet gabimisht. Rrezet e dukshme dhe infra të kuqe, shkëndijat, spërkatjet e skorjeve ndikojnë negativisht në sy. Nëse nuk mbani syze sigurie, ekziston mundësia e humbjes së shikimit për një kohë.





