Llojet e prerjes së gazit metalik
Teknologjia moderne botërore u largua shumë përpara. Tani, çdo person mund të përballojë procedurën e prerjes së gazit, sepse është shumë më e lehtë se puna e saldimit të gazit, kështu që pothuajse asnjë aftësi nuk kërkohet për pranim. Gjëja kryesore është të kuptoni - teknologjia e prerjes së gazit. Gjithnjë e më shumë dhe më shpesh hapëse duke përdorur propan, dhe për të punuar me ta, është e nevojshme për të kombinuar propan dhe oksigjen. Një përzierje e tillë siguron temperaturën e dëshiruar, për shkak të së cilës kryhet prerja e gazit e metalit.
Pro dhe kundër të prerjes së gazit
Kjo metodë prerja e shumë avantazhe:
- Prerja e gazit ju lejon të shkurtoni një material të madh trashësi. Dhe gjithashtu me ndihmën e tij, ju mund të bëni një prerje të zoti me klishe. Është thjesht e pamundur të arrihet saktësia e kryerjes së punës kur përdoret puna, dhe nëse ishte e nevojshme për të prerë vrimë vrima për disa thellësi, atëherë vetëm prerja e gazit mund të përballen me të.
- Për prerjen e gazit kërkon një prestar që ka peshë të ulët dhe dimensione. Kjo ju lejon të arrini rehati në kohë, dhe nëse krahasoni një prestar me analoge benzinë, atëherë ndryshimi është kolosal. Hapësit e benzinës janë shumë të zhurmshme, ato janë të vështira për të bërë shkurtime të zoti për shkak të peshës së lartë, vibrimet e forta e detyrojnë operatorin për të bërë përpjekje gjatë prerjes. Presioni i oksigjenit nuk lejon të shpenzojë forcat.
- Prerja e gazit ju lejon të përshpejtoni procesin e prerjes pothuajse 2 herë, nëse krahasojmë rezultatet e treguara nga analogët e benzinës.
- Saktësia e prerjes është më e keqe se ajo e prerësit të acetilenit, por në të njëjtën kohë shumë më mirë se ajo e benzinës dhe mulli.
- Propani është një gaz shumë i lirë. Përdorimi i tij është i dobishëm në rastet kur kërkohet një sasi e madhe e punës.
Çmimi i propanit ju lejon të kryeni punën e vëllimeve të mëdha
Mjerisht, por gjithashtu ndodhin minuset, megjithatë, ato janë shumë më të vogla dhe të jenë më të sakta, atëherë një është një spektër i kufizuar i metaleve që mund të priten.
Për shembull, prerja e gazit me propan dhe oksigjen nuk është në gjendje të shkurtojë çelikun me një përmbajtje të lartë të karbonit. Prandaj, përdorimi i këtij lloji të prerjes është justifikuar vetëm për çelik të ulët dhe të mesëm të karbonit.
Një kufizim i tillë ndodh për shkak të faktit se pika e shkrirjes së çelikut të karbonit të lartë është e barabartë me temperaturën e djegies së prerës së gazit, kështu që kur prerja e materialit shkrihet dhe nuk i jep oksigjenit për të hyrë brenda.
Ai ndjek rregullin: për prerjen e suksesshme, temperatura e djegies së prerjes së metalit duhet të jetë më pak se pika e shkrirjes.
Si është prerja?
Pritini është bërë me nxehtësi të njëkohshme. Është për këtë qëllim që prestari i tipit ka 3 hundë. Ana shërbejnë për të furnizuar një përzierje ngrohjeje, dhe në qendër ka një hundë të hollë përmes së cilës oksigjen është furnizuar nën presion shumë të lartë.
Nëse flasim për presionin, mund të arrijë 12 atmosfera, një fuqi e tillë është e mjaftueshme për të siguruar që personi që e vendos dorën nën rrjedhën e ajrit, dëmtoi lëkurën. Kur ndezja e këtij jet, strukturat metalike janë prerja.
Me një metodë të tillë, formohet një fluks, i cili është i shpërndarë me një flakë në anën, dhe nëse kryhet përmes prerjes, atëherë digjet nëpër të gjithë materialin. Për shkak të kësaj, prerja e metalit është shumë më e mirë se elektrike. Në fund të fundit, shtresa, duke rezultuar në fund, është shumë i zoti.
Nëse ktheheni në metale, pika e shkrirjes është më e ulët se 600 gradë Celsius, atëherë ata nuk do të priten për shkak të heqjes së shtresës së lartë metalike, e cila do të përsëritet deri në fund të prerjes. Në mënyrë që të bëjnë ende prerjen e ngrohësve të kërkuar celular. Këto janë kanaçe të vogla të gazit të ngjeshur në të cilat veshin hundë.
Procesi i prerjes
Para fillimit të prerjes, ju duhet të hiqni ndryshkun nga metali.

Është e nevojshme për të pastruar metalin
Kur prerja, pjesa e punës duhet të vendoset në mënyrë që avioni i daljes të jetë i lehtë për të kaluar nëpër të.
Në fillim të procedurës, sipërfaqja e materialit është ndezur në temperaturën e djegies metalike. Përdoren oksigjeni dhe gaz i djegshëm. Pas arritjes së temperaturës së dëshiruar, oxygjeni është furnizuar, i cili do të ndizet, si rezultat i kontaktit me një sipërfaqe të nxehtë dhe do të jetë ajo që do të pritet.
Në këtë moment, është e rëndësishme për të arritur vazhdimësinë e furnizimit me oksigjen, përndryshe, flaka do të dalë dhe sipërfaqja do të ftohtë shpejt, dhe pastaj do të duhet të nxehet përsëri.
Një korrelacion i qartë është gjurmuar në procedurën e prerjes - pastruesi i përdorur oksigjen, aq më i lartë është cilësia e prerjes. Dhe nganjëherë ka një situatë në të cilën avioni i oksigjenit është prerë ashpër në metal dhe pikat e prerjes së pushtetit, fillon lakimi i rrjedhës. Për të shmangur një situatë të tillë, keni nevojë për një anim të vogël një avion.
Është e rëndësishme të kuptohet se jet ka një formë kon, zgjerohet më afër në fund. Për shkak të kësaj, gjerësia e prerjes rritet kur afrohet prerja dhe shkalla është formuar.
Ju mund ta korrigjoni situatën me një rritje të fuqisë së prerësit, por nuk duhet të jeni shumë të përfshirë, nëse lëvizni, atëherë shkalla ndodh në majë të metalit.
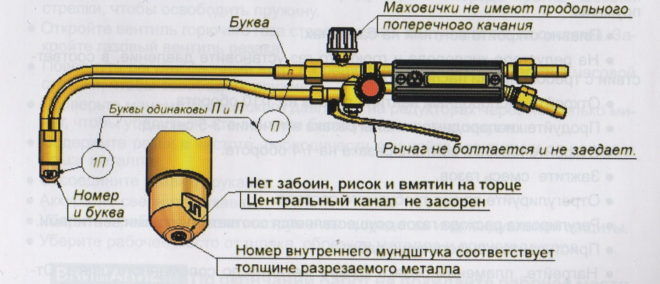
Prerës
Në cilësinë e prerjes ndikon fuqishëm në presionin e oksigjenit. Presioni i lartë në mënyrë të pashmangshme çon në prerje të dobët, dhe konsumi i oksigjenit bëhet i madh. Presioni i vogël nuk do të lejojë prerjen e metaleve dhe heqjen e oksidimit do të jetë e vështirë. Prandaj, është e nevojshme të vëzhgoni treguesit mesatar që janë individë për çdo metal, dhe rregulloni furnizimin me oksigjen nga cilindri i oksigjenit.
Udhëzimet hap pas hapi për të punuar me një prestar të injektimit të gazit
Momente të veçanta në prerje
Teknologjia e prerjes së metalit thotë se nuk keni nevojë të nxitoni të hapni valvulën e prestarit propan, sepse në këtë rast ju jeni subjekt i rrezikut që mund të lindë për shkak të ndërveprimit të oksigjenit me një metal të nxehtë. Për të eliminuar goditjen e kundërt të flakës, kërkohet për të hequr një avion oksigjeni, në mënyrë rigoroze pas qosheve të animit të ndezësit.
Në fillim, ajo është e barabartë me 90 gradë, pasi kryhet një devijim i vogël, rreth 6 gradë, në anën e kundërt të lëvizjes. Nëse kryhet prerja e trashë metalike, devijimi mund të rritet deri në 70 gradë.
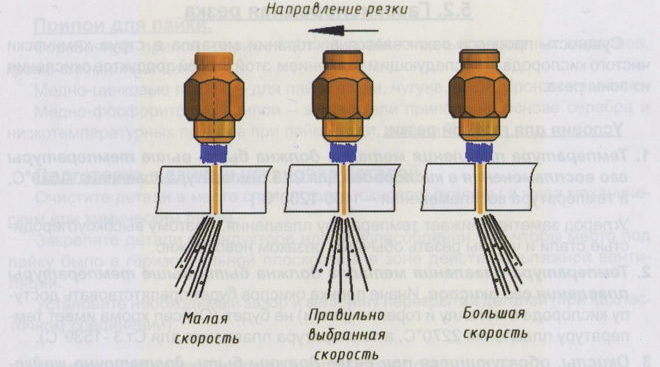
Është e rëndësishme të mbani mend se procesi i prerjes së metalit duhet të ndodhë me të njëjtën shpejtësi, e cila përzgjidhet nga metoda vizuale, për shembull, ju mund të vlerësoni shpejtësinë e ndezjes.
Me shpejtësi optimale, shkëndija rrëzon në një kënd prej 90 gradë. Nëse shkëndija fluturojnë në anën tjetër, të ndryshme nga ana e prerjes së prestarit, atëherë shpejtësia e prerjes është shumë e vogël. Shpejtësia e lartë informon këndin e largimit të ndezjeve me më pak se 80 gradë.
Trashësia e metalit luan rolin e fundit, sepse nëse trashësia e metalit është mjaft e madhe, atëherë nuk mund të lëvizni prestar monotonisht derisa fleta të pritet gjatë trashësisë. Më afër fundit të prerjes, është e nevojshme për të rritur këndin e prirjes me rreth 15 gradë.
Gjatë procedurës, nuk duhet të ketë pushime të gjata. Nëse puna është ndalur ende në një moment, atëherë prerja duhet të fillojë që nga fillimi dhe të zgjedhë një vend të ri të fillimit.
Fundi i prerjes duhet të shoqërohet nga veprimet e mëposhtme, në këtë mënyrë:
- ndërprerja e furnizimit me oksigjen;
- ndërprerja e furnizimit të oksigjenit rregullues;
- Çaktivizo propanin.
Pajisjet e kërkuara
Në mënyrë që të përdorni prestarin e gazit ju duhet të keni të paktën një bas të propanit dhe oksigjenit, hoses të destinuara për presion të lartë, prestar. Çdo tullumbace vjen me një gearbox, me të cilën mund të rregulloni rrjedhën e gazit. Një cilindër me propan ka një backwater, kështu që është e pamundur të përdoret një kuti tjetër në të.
Hapëse të ndryshme për prerjen e metaleve nuk janë gjerësisht të ndryshme. Të gjitha kanë 3 valvola:
- një për të ushqyer propan;
- oksigjeni i dytë;
- oksigjen i tretë - prerja.
Të gjitha valvulat e oksigjenit janë blu, dhe për propan - të kuqe. Metal është prerë me një avion flaka.
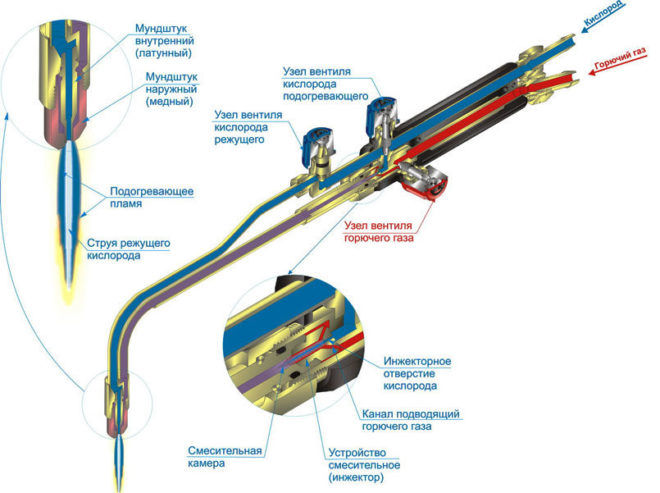
Skema e prerjes së gazit
Një prestar me gaz mund të prerë metalin me një trashësi deri në 300 mm. Pajisja riparohet shumë lehtë, pasi shumë pjesë të pajisjes janë të ndërrueshme.
Teknikë e sigurisë
Duhet të kuptohet se prerja e gazit metalik është një proces që edhe një të sapoardhur mund të zotërojë, por ky proces nuk bëhet më pak i rrezikshëm. Prandaj, është e mundur të zhvillohen trajnime vetëm nën mbikëqyrjen e një specialisti me përvojë.
Për të kryer punën në prerjen e metaleve duhet të pasohet nga pajisjet e mëposhtme të sigurisë:
- Në dhomën ku është duke u zhvilluar puna, duhet të sigurohet ventilim i mirë.
- Të gjitha substancat e nxehta duhet të hiqen për një distancë prej 5 metrash nga vendi ku do të kryhet prerja.
- Puna mund të kryhet vetëm në veshje të veçanta: maskë mbrojtëse, veshje refraktare.
- Është e pamundur të drejtohet flaka në burimin e gazit. Drejtimi i tij duhet të jetë diametralisht e kundërta.
- Gjatë punës së prestarit, është e ndaluar të shkosh në hoses, të lëvizësh ato, në çdo mënyrë për të ndikuar fizikisht.
- Gjatë pushimit, ju duhet të paguani flakën në prestar, tjerr valvulat në cilindra me gaz.
Prerja efektive dhe e sigurt mund të arrihet vetëm nëse plotësohen të gjitha këto rregulla, të cilat janë të ndërlikuara vetëm në shikim të parë.
Video: Prerja e metaleve





