Teknologjia prerja e metaleve me propan dhe oksigjen, pajisje dhe punë pune
Puna me mostrat metalike është pothuajse gjithmonë e kryer nga teknologjia e ndarjes (të mos ngatërrohet me sipërfaqen, e cila është kryer nëse është e nevojshme për të marrë vetëm një zakon, pa depërtimin e avionit). Ka disa teknika për prerjen e metaleve. Oksigjeni më i famshëm - i pastër dhe propan.
Por karakterizohet nga disa kufizime. Për shembull, trashësia e pjesës së punës. Ndër të tjera, kostoja e këtij prerje është mjaft e lartë. Teknologjia më efikase (dhe e lirë) konsiderohet të jetë procesi në të cilin përdoret ose 2 gaz të ndryshëm -
oksigjen + propan (acetilen, butane), ose përzierje oksigjen + e përbërë nga komponimet e specifikuara.
Parimi i veprimit
Siç është theksuar tashmë, përdorimi i një avioni të pastër të oksigjenit nuk do të lejojë prerjen e ndonjë metali. Për shembull, nëse është kategori "e lehtë", atëherë kur rritja e temperaturës do të fillojë të zhduket (deformoni) para se të arrijë vlerën nominale. Kjo është arsyeja pse teknologjia më e shkathët është e kombinuar. Cila është thelbi i kësaj metode?
Faza fillestare e punës ndahet në 2 faza. Në të parën, metali nxehet në temperaturën e dëshiruar, e cila varet nga shumëllojshmëria e saj, propan (pasi që është në lidhje me këtë gaz). Pas kësaj, oksigjeni i pastër është furnizuar në zonën e punës, dhe faza e dytë ndodh. Gazit në kontakt me një sipërfaqe të nxehtë është menjëherë i ndezur, dhe fillon procesi i drejtpërdrejtë i prerjes së metalit.
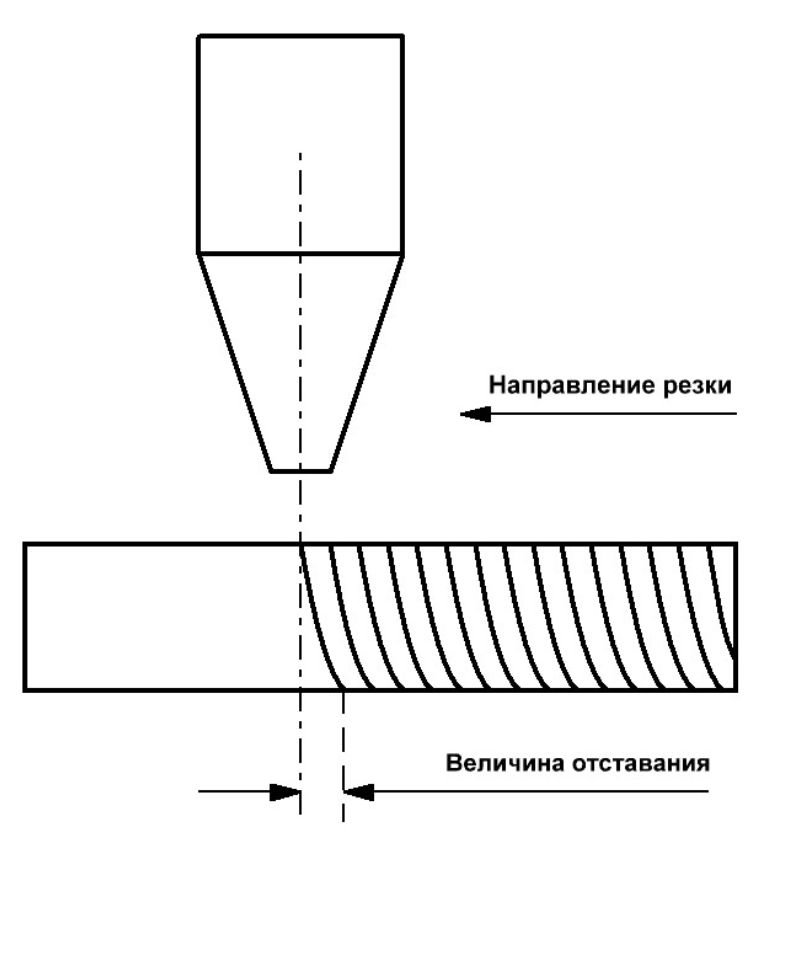
* Diagrami tregon acetilen (CX²). Formula Propane është e ndryshme - C³8.
 Në të njëjtën kohë, ngrohja nuk përfundon, pasi saldatori vazhdimisht e lëviz prertësin përgjatë qarkut të përvijuar, dhe çdo vend i ri gjithashtu ka nevojë për ngrohjen e kërkuar. Dizajni i prerjes është treguar në figurën (një nga modelet).
Në të njëjtën kohë, ngrohja nuk përfundon, pasi saldatori vazhdimisht e lëviz prertësin përgjatë qarkut të përvijuar, dhe çdo vend i ri gjithashtu ka nevojë për ngrohjen e kërkuar. Dizajni i prerjes është treguar në figurën (një nga modelet).
Nozzle e saj është rregulluar në parimin e "tub në një tub". Propan i jashtëm i shërbyer. Ajo formon një lloj kon gaz, në boshtin e të cilit (tubi i brendshëm) në zonën e punës vjen i pastër ose "duke iu përgjigjur" ndarjes së pjesës së punës në fragmente.
Rezulton, nuk ka asgjë të vështirë këtu. Por kjo është vetëm në shikim të parë.
Karakteristikat e teknologjisë
 Është e nevojshme të konfiguroni saktësisht ndezësin. Rezistenca e goditjes është një premtim me cilësi të lartë. Ndërprerja e flakës kërkon një sipërfaqe pune të përsëritur të ngrohjes. Dhe kjo është një rritje në kohë për të kryer operacionin dhe rritjen e konsumit të gazrave.
Është e nevojshme të konfiguroni saktësisht ndezësin. Rezistenca e goditjes është një premtim me cilësi të lartë. Ndërprerja e flakës kërkon një sipërfaqe pune të përsëritur të ngrohjes. Dhe kjo është një rritje në kohë për të kryer operacionin dhe rritjen e konsumit të gazrave.
Mostra duhet të përgatitet - pastrohet dhe degreased. Nuk ka kuptim të thuhet se është e nevojshme të merret parasysh kalimi i flakës, prandaj pjesa e punës dhe është bërë e vendosur në përputhje me rrethanat.
Me një trashësi metalike, më shumë se 1 cm, prerja fillon nga buzë. Në raste të tjera, nga çdo pikë e sipërfaqes.
Në një shënim! Nëse fleta është më e hollë 0.5 cm, atëherë prerja është kryer së pari me instalimin e flakës pingul në sipërfaqe, dhe pastaj në një kënd (në anën e kundërt lëvizjes së prerësit) në rangun nga 15 në 300 ( zgjedhur në bazë të pronave metalike).
 Nëse trashësia e mostrës është në rangun prej 0.5 - 1 cm, prestar është mbajtur në një kënd (por tjetri) që nga fillimi.
Nëse trashësia e mostrës është në rangun prej 0.5 - 1 cm, prestar është mbajtur në një kënd (por tjetri) që nga fillimi.
- Pluhuri optimal i prestarit nga pjesa e punës është rreth 2.5 mm. Ndërsa avioni thellohet në strukturën materiale, intensiteti i flakës zvogëlohet dhe shpejtësia e lëvizjes së saj përgjatë vijës së synuar.
- Sa më shumë trashësia e mostrës, aq më e fuqishme flaka është e instaluar për ngrohjen e saj. Por këtu është e nevojshme të merret parasysh se rritja e saj e tepruar çon në shkrirjen e skajeve në vendin e prerjes dhe rrit konsumin e gazit.
- E njëjta vlen edhe për presionin e avionit të prerjes. Nëse është më pak e nevojshme, skorjet që rezultojnë nuk do të shpërthejnë plotësisht. Tejkalimi i normës nuk do të sigurojë pastërtinë e prerjes (skajet do të bëhen të pabarabarta). Prandaj, rritet konsumi i gazit.
Dhe të fundit. Për çdo markë, përdorimi i gojës së saj në prestar. Kjo është një temë e veçantë, por një nuancë e tillë duhet të dijë.





