Teknologjia e prerjes së gazit, pajisjet e nevojshme
Ky lloj i prerjes së metaleve i përket metodave termike dhe përdoret gjerësisht në lloje të ndryshme të operacioneve të instalimit dhe riparimit. Një tipar i prerjes së flakës (siç ka të tjera) është se mund të përdoret për të punuar me copa pune me trashësi të konsiderueshme, ndërsa produktiviteti mbetet në një nivel mjaft të lartë.
Ekspertët gjithashtu vërejnë komoditetin e përdorimit të këtij lloji të prerjes, pasi teknologjia siguron autonomi të plotë, pavarësi nga burimet e energjisë. Shpesh përgjegjësi e gjen veten në një situatë kur ka "fuqi" në objekt, por është e pamundur të lidhesh me të në vendin e punës (për të mos përmendur kushtet e fushës).
Para se të merrni parasysh teknologjinë e procesit, vlen të jepet një koncept i përgjithshëm i prerjes së flakës. Me ndihmën e saj, është e mundur të priten pjesët e punës me një trashësi të tillë për të cilat një metodë tjetër nuk është e përshtatshme (por megjithatë, me një rritje të këtij parametri të mostrave, shpejtësia e prerjes zvogëlohet ndjeshëm). Një tjetër "plus" - grupi i kërkuar i pajisjeve është më i lirë. Por vlen të përmendet disavantazhet.
Kur përpunoni metale me dorë, është mjaft e vështirë të arrini saktësi dhe cilësi të lartë të prerjes. Vetëm profesionistë të kualifikuar me përvojë të madhe praktike mund ta bëjnë këtë. Nëse mjeshtri nuk e "ka punuar", atëherë në shumicën dërrmuese të rasteve skajet duhet të përpunohen shtesë.
Kryerja e punës më "delikate", për shembull, përdorimi i një modeli të lakuar ose prerja e një fletë të dimensioneve të mëdha në përputhje me drejtësinë, kryhet duke përdorur njësi të veçanta portative (makina për prerjen e gazit). Sidoqoftë, ato ende kontrollohen me dorë.
Në kushte të palëvizshme, në ndërmarrjet e mëdha, makina të tëra CNC përdoren për këtë. Me ndihmën e tyre, ju mund, përveç kësaj, të vulosni ampulat, të bashkoni termoelementet, të bëni pjekjen lokale dhe një numër operacionesh të tjera, duke kryer punë vërtet "bizhuteri".
Cilat metale (lidhjet) mund të priten me dorë? Pothuajse gjithçka, përveç - prej bronzi, alumini, bakri, "çelik inox".

Konsideroni llojet kryesore të prerjes së gazit të metaleve:
Oksigjen
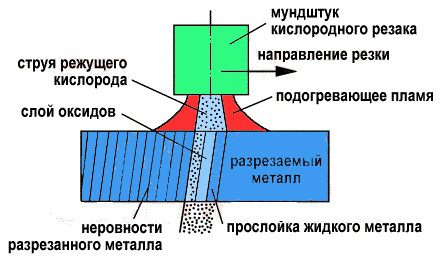
Një rritje e temperaturës së metalit sigurohet nga një ngrohës me gaz, dhe prerja dhe heqja e grimcave të oksidit të formuar kryhet me një avion oksigjeni.
Oksigjen-fluksi
Dallimi është se fluksi () furnizohet shtesë në pjesën e prerë. Përbërja e tij kimike ndikon në vetitë e metalit, duke e bërë atë më "të lakueshëm". Kjo lehtëson shumë punën e prerjes. Përdoret pak më rrallë.
Pse përdoren 2 lloje gazesh? Ngrohja e materialit (metali, aliazh) kryhet me acetilen ose propan, por shkatërrimi i strukturës (i prerë drejtpërdrejt) siguron oksigjen të pastër.
Pasi "ngrohësi" të sjellë temperaturën e zonës së trajtuar në një vlerë prej rreth 1.000 - 1.100 ºС, atij i furnizohet një rrjedhë oksigjeni, e cila ndizet menjëherë. Procesi i prerjes së materialit sigurohet nga vazhdimësia dhe lëvizja e tij uniforme përgjatë vijës (konturit) të shënuar. Prerësit vijnë në një larmi modelesh.

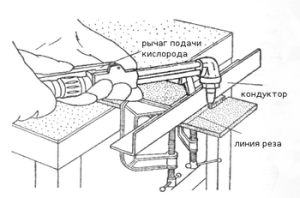 Ato mund të pajisen ose me 3 tuba (2 për gazin e ngrohësit dhe 1 për oksigjenin), ose 2 (njëra prej të cilave është oksigjeni). Në të njëjtën mënyrë, mund të ketë 1 ose 2. valvola kontrolli. Por parimi i funksionimit mbetet i pandryshuar, dhe është e lehtë të kuptohet nga kjo figurë.
Ato mund të pajisen ose me 3 tuba (2 për gazin e ngrohësit dhe 1 për oksigjenin), ose 2 (njëra prej të cilave është oksigjeni). Në të njëjtën mënyrë, mund të ketë 1 ose 2. valvola kontrolli. Por parimi i funksionimit mbetet i pandryshuar, dhe është e lehtë të kuptohet nga kjo figurë.
Itshtë e qartë se si të "udhëzohet" djegësi (në mënyrë progresive, pa devijime). Por pse është kaq e rëndësishme stabiliteti i flakës? Nëse del jashtë, metali do të fillojë të ftohet ndjeshëm (veçanërisht kur punoni jashtë). Prandaj, do të duhet të nxehet para se të pritet përsëri.
"Shtiza" e oksigjenit
Teknikë më e avancuar. Thelbi i procesit është se rritja e temperaturës në zonën e zonës së trajtuar sigurohet nga i ashtuquajturi "tub gazi" (shtizë). Në të njëjtën kohë, oksigjeni furnizohet përmes tij, nën presion. Çfarë bën? Prerja e metaleve me një pikë shkrirjeje nën 600 0С duke përdorur metodat e mësipërme nuk duhet të bëhet. Në këtë rast, i gjithë procesi do të reduktohet në heqjen banale të shtresës sipërfaqësore, dhe një ndërprerje nuk do të funksionojë. Dhe në disa raste, ngrohja e tepërt e materialit në temperatura të larta mund të çojë në shkatërrimin e strukturës së tij.
Prandaj, tani kjo teknologji e përparuar përdoret shpesh, në të cilën si ngrohja ashtu edhe prerja kryhen paralelisht. Kjo arrihet duke përdorur një prestar me një majë të veçantë. Ndryshe nga analogët e vjetër, ajo ka 3 hundë. Parimi i funksionimit të tij është i qartë nga figura.
Çfarë pajisje nevojitet
- Prerës gazi me mikser. Si rregull, modelet R1-01P ("të vjetra", jo të zbatueshme për punimet e saldimit!), RP2 (ose 3) -01 (më të reja) përdoren për metodën "oksigjen".
- Reduktuesi. Shërben për të zvogëluar presionin e gazit në hyrje në vlerën e kërkuar. 2 matës presioni janë montuar në të (matja në hyrje dhe dalje të pajisjes).
- Pajisja për rregullimin e presionit.
- Cilindra me valvola. Në njërën - oksigjen, në tjetrën acetilen ose propan. Ndonjëherë një përzierje e këtyre dy gazeve përdoret si një "ngrohës" nëse është e nevojshme të pritet materiali me forcë të shtuar. Por pajisje të tilla janë mjaft të shtrenjta.
- Tubat lidhës (presion i lartë).
Si të përmirësoni cilësinë e prerjes? Ekziston një mënyrë mjaft e thjeshtë dhe e lirë. Për këtë, saldatorët me përvojë përdorin "klishe" (kjo është një shprehje zhargon për mbivendosje të veçanta). Ato sigurojnë një shtresë afër idealit.
Artikulli jep vetëm koncepte të përgjithshme për prerjen e gazit. Para se të filloni, ka një gjë tjetër që duhet të dini. Për shembull, si të rregulloni siç duhet presionin, në cilën distancë të mbani pishtarin, veçoritë e punës me lloje të ndryshme metalesh dhe shumë nuanca të tjera. Por kjo tashmë është një temë për një bisedë të veçantë.





