Prerës oksigjen-propan
Procesi i çmontimit të strukturave metalike do të kërkojë përdorimin e një mjeti të specializuar. Pjesët përgatiten duke prerë; për këtë, metali pritet nga instalimi i gazit të tipit oksigjen propan dhe pajisje të tjera. Pajisjet mekanike janë të përshtatshme për përpunimin e strukturave me trashësi të vogël, fletët e trasha përpunohen me një prerës gazi. Parimi i funksionimit të njësisë është i njëjtë, pavarësisht nga modeli. Si të përdorni mekanizmin në mënyrë korrekte, ato përshkruajnë detyra të ndryshme teknike, është e nevojshme të pajtoheni me kërkesat e sigurisë dhe karakteristikat e tjera.
Parimi i funksionimit dhe llojet
Parimi i funksionimit bazohet në furnizimin e një rryme oksigjeni në një formë të pastër, përmes grykës së një pishtari të prerjes së gazit. Pavarësisht nga tiparet e dizajnit të autogjenit, zbatimi bëhet për shkak të djegies së metalit nën ndikimin e një ambienti propan - oksigjen. Kërkesa kryesore për përdorimin e pajisjes është që temperatura e djegies duhet të jetë më e lartë se shkrirja, përndryshe materiali do të shkrihet dhe thahet, gjë që ndërhyn në punën me cilësi të lartë.
Shumica e lidhjeve të çelikut nuk i dhurohen pishtarit të oksi-propanit për shkak të kufizimit në proporcionin maksimal të papastërtive të lidhura. Prania e karbonit në përbërjen e elementit mund të çojë në funksionim të paqëndrueshëm, ose të ndalojë procesin. Ndikimi në metal ndodh në disa hapa:
- Temperatura rritet në nivele ndërsa çeliku fillon të digjet. Për të marrë pishtarin e kërkuar të flakës, ozoni i pastër përzihet me një përzierje të djegshme në përmasat e kërkuara.
- Pas ngrohjes së zonës, ndodhin si oksidimi i çelikut të nxehtë nga ambienti i oksigjenit, ashtu edhe lirimi i materialeve nga zona e përpunimit.
Klasifikimi i pishtarit të dorës ndahet në disa parametra në varësi të llojit të punës. Karakteristikat kryesore:
- përdoren një lloj gazi të djegshëm, metan, propan - butan, acetilen dhe të tjerët;
- fuqia, parametri i marrjes së një përzierjeje për ngrohje;
- dizajni i grykës, që ndikon në prodhimin e gazit, përdoret si në instalimet e injektimit dhe pa ato të injektimit.

Fuqia ndahet në disa lloje, nga prerja e ulët në e lartë e substancës. Në fuqi të ulët, ndikimi në produktet me një trashësi prej 3 deri në 100 mm kryhet, me një lloj të mesëm instalimesh është e mundur të priten materiale me një trashësi deri në 200 mm, të lartë - 300 mm. Ka varietete që mund të përpunojnë një produkt të trashë deri në 500 mm; instalime të tilla përdoren si në industri ashtu edhe në kushte shtëpiake. Disa nga karakteristikat e përbërësit varen jo vetëm nga fuqia, por edhe nga modeli i pishtarit.
Projektimi
Lloji më i zakonshëm i pajisjes që përdoret në strukturat e çelikut është prerësi i injektimit me tub binjak. Përzierja e djegshme ndahet në disa rryma, gjë që ju lejon të rregulloni fuqinë e flakës në përputhje me punën. Mekanizmi i rregullimit është i vendosur në pjesën e jashtme të kutisë; ka pajisje të tipit levë.
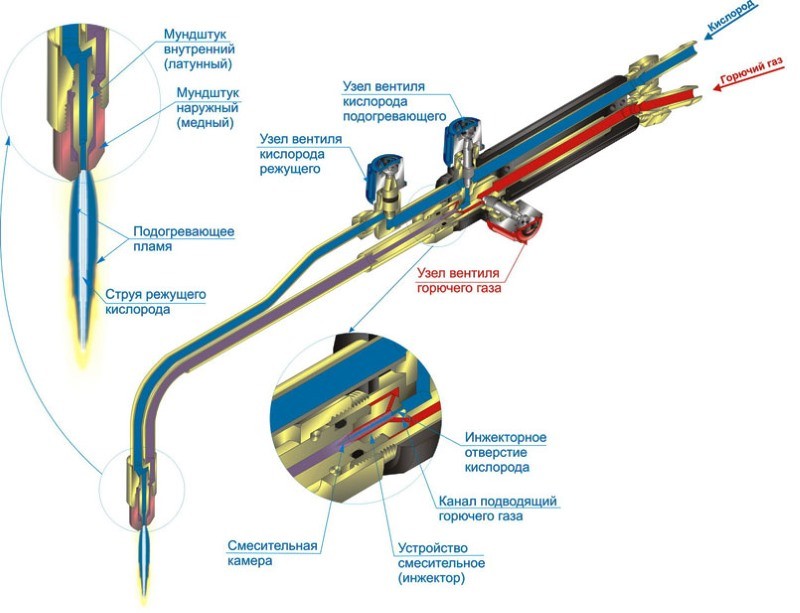
Rrjedha lëviz përmes tubit në majë përmes kokës, lëshimi ndodh me shpejtësi të lartë përmes një hunde qendrore. Zëdhënësi është përgjegjës për funksionalitetin kryesor të prerësit, pjesën prerëse të procesit. Një pjesë e gazit transferohet në injektor, i cili, duke lënë nën presion të lartë, krijon një vakum, duke lidhur kështu përzierjen e djegshme. Procesi i përzierjes ka përcaktuar barazimin e shpejtësisë së rrjedhës, e cila përdoret për veprimin.
Formimi i përzierjes kryhet nga koka e majës, në të cilën ajo hyn përmes tubit të poshtëm. Pishtari formohet midis grykës së jashtme, të brendshme, si rezultat i formimit të një përzierjeje të djegshme. Sistemi me dy drejtime është i pajisur me valvola kontrolli që lejojnë rregullimin e furnizimit të oksigjenit dhe gazit ndihmës në injektor.
Dizajni pa një lloj injeksioni është më kompleks, pasi ka tuba për dy rrjedha oksigjeni dhe një gaz të veçantë. Përzierja e përbërjes së djegshme ndodh direkt brenda kokës, ky dizajn konsiderohet më i sigurt. Për të kryer veprimet, do të kërkohet një presion më i lartë i furnizimit si i oksigjenit ashtu edhe i gazrave të djegshëm.
Dimensionet e hapëse janë të fiksuara nga standardet GOST, për prodhimin me pjesë të vogla, përdoren modele P1 me një gjatësi totale jo më shumë se 50 cm. Projektime më të fuqishme prodhohen në formë më të gjatë, ka dizajne specifike të zgjatura të dizajnuara për të kryer detyra me qasje të vështirë në vendin e prerjes.
Avantazhet dhe disavantazhet
Djegësi i gazit është projektuar për prerjen e produkteve në një mjedis prodhimi, me një vëllim të madh detyrash. Para përdorimit të pajisjes, është e rëndësishme të kuptoni cilat janë tiparet kryesore të prerjes së metaleve me propan dhe oksigjen:
- Mekanizmi i veprimit është i përshtatshëm kur bëni linja prerëse të lakuara. Fuqia e qëndrueshme lejon që produktet metalike me trashësi të ndryshme të ndahen në pjesë. Në situata kur është e pamundur të përdorni një mjet të tillë si një mulli këndi, përdoret një ndezës gazi. Detyra për të bërë një produkt të rrumbullakët ose një vrimë të verbër kryhet me një ndezës gazi pa kërkuar shumë përpjekje.
- Prerësi i gazit ka një avantazh ndaj modeleve të benzinës. Përveç peshës së tij të ulët, mekanizmi nuk lëshon zhurmë të tepruar gjatë operimit, dhe është gjithashtu kompakt.
- Përdorimi i një pajisje bazuar në veprimin e një gazi të djegshëm ju lejon të shpejtoni ekzekutimin dy herë, gjë që është përtej fuqisë së mjeteve mekanike.
- Propani, si gaz në gjendje të lëngët, ka një çmim të ulët. Prandaj, përdoret jo vetëm kur përpunohen produkte për nevoja të prodhimit, por edhe kur riciklohen metale dhe veprime të tjera.
- Përdorimi i propanit si një përzierje e djegshme lejon një prerje me cilësi të lartë. Prerja kryhet në një të ngushtë, përveç, i cili është faktori kryesor i punës me cilësi.
Disavantazhet janë se disa materiale nuk mund të priten me një pishtar propani, të tilla si gize dhe çeliqe me lidhje të lartë.
Karakteristikat e përdorimit
Materialet prej çeliku me një përmbajtje të lartë të karbonit nuk rekomandohet të priten me një pajisje gazi. Arsyeja është pika e lartë e shkrirjes, afër parametrit të fokusit. Në vend të shkallës së nxjerrë nga veprimi i hundës, materiali reagon me skajet e skajeve, si rezultat i së cilës ndalet hyrja e oksigjenit, lidhja nuk mund të përpunohet.
Puna me gize mund të shkaktojë disa vështirësi, të tilla si prania e grafit, forma e kokrrës. Gjithashtu, prerja e gazit me propan nuk përdoret në rastet e përpunimit të bakrit, aluminit dhe çeliqeve të tjerë që shkrihen lehtësisht.
Pajisjet e nevojshme
Për të kryer detyra të ndryshme të përpunimit të çelikut, është e nevojshme të përgatitni pajisje, mjete të përshtatshme. Operacioni kryhet duke përdorur:
- cilindra oksigjeni dhe propani;
- mjet diseksioni;
- një grykë me një madhësi të caktuar;
- çorape
Masat paraprake të sigurisë kërkojnë praninë e një valvule kontrolli në secilin cilindër. Cilindri i propanit ka një fije kthyese, si rezultat i së cilës instalimi i një zvogëluesi shtesë nuk është i mundur. Pajisjet kanë dizajne të ngjashme, si për përdorim në shtëpi, ashtu edhe për qëllime prodhimi. Para prerjes së metalit, është e nevojshme të kontrolloni funksionueshmërinë, praninë e të gjithë elementëve rregullues.

Marrja e ozonit shënohet me ngjyrë blu, valvulat janë të vendosura direkt në cilindër dhe në prerës. Rrjedha e propanit shënohet si të gjitha substancat e tjera të gazta dhe shpërthyese, në të kuqe ose të verdhë.
Pas lidhjes së pishtarit, fillon një proces në të cilin oksigjeni dhe propani bashkohen në dhomën e përzierjes, si rezultat i së cilës formohet një përzierje e djegshme. Dizajni parashikon ndryshimin e njësive, për riparime dhe mirëmbajtje të planifikuar, në rast të dështimit të njërës prej njësive, është e mundur ta zëvendësoni atë, të vazhdoni të punoni. Zëdhënësi zgjidhet në varësi të llojit të detyrave që kryhen, ka indikacione të ndryshme dhe ndryshon në numër.
Nuancat e prerjes
Procesi i diseksionit siguron kontrollin e shpejtësisë, zgjedhja nga një parametër ndodh vizualisht, varet nga numri i shkëndijave dhe shpërndarja e tyre. Rrjedha e shkëndijës e gjeneruar nga procesi i prerjes duhet të jetë në një kënd 90 ° ndaj sipërfaqes. Shpejtësia rregullohet nëse rrjedha ndryshon drejtim, në këtë rast shpejtësia është e ulët, kërkon rregullim.
Trashësia e strukturës ndikon në proces, në rastin e një fletë të përpunuar me një trashësi prej më shumë se 6 cm, ajo duhet të vendoset në një kënd të vogël për të lejuar që skorja të rrjedhë poshtë. Kur përpunoni produkte të trasha, është e rëndësishme të mbani një kënd të pjerrësisë prej 15 ° më shumë, të kontrolloni shpejtësinë. Në rastin e ndalimit të diseksionit në mes të shtegut, procesi nuk rifillon në këtë pikë, por fillon përsëri. Për të shmangur ndryshimet kur punoni me një produkt të trashë, është e nevojshme të drejtoni prerësin në mënyrë që metali të përpunohet në të gjithë perimetrin.

Pas prerjes së çelikut, furnizimi me gaz prerës është i fikur. Pastaj valvula në cilindër është e mbyllur, kthesa e fundit mbyll furnizimin e përzierjes së djegshme.
Prerja e sipërfaqes dhe formës
Procesi i krijimit të një relievi në një sipërfaqe metalike bëhet në një mënyrë pak më ndryshe. Prerja bëhet me një grykë, dhe skorja e shkrirë ngroh pjesën e poshtme të produktit. Ngrohja kryhet në një temperaturë që nuk tejkalon ndezjen e materialit.
Hapja e oksigjenit prerës do të sigurojë një zonë të përcaktuar për djegien e materialit, duke rezultuar në një skaj të pastër dhe vijë të prerë.
Veprimi kryhet në një kënd deri në 80 °, pas furnizimit me gaz, pishtari lëviz në kënde nga 18 në 45 °. Formimi i brazdave të madhësisë së kërkuar kryhet duke rregulluar shpejtësinë. Një madhësi më e madhe e brazdës arrihet si duke ndryshuar këndin e grykës, ashtu edhe duke ngadalësuar shpejtësinë, duke rregulluar nivelin e oksigjenit. Gjerësia e zakonit ndryshohet duke rregulluar rrjedhën e avionit përmes hundës, raporti i thellësisë, gjerësisë së zakonit është i barabartë me 1 deri në 6. Gjerësia nën këtë gjendje është objekti i preferuar, pasi që formimi i perëndimeve të diellit në sipërfaqen e produktit është i mundur.
Çfarë duhet të shikoni kur zgjidhni një pishtar të gazit
Përzgjedhja e një mjeti cilësor varet drejtpërdrejt nga rezultati. Nëse disa parametra neglizhohen, disa veti të pishtarit humbin dhe parametrat e sigurisë zvogëlohen. Propani dhe oksigjeni janë substanca shpërthyese që kërkojnë pajtueshmëri me disa kërkesa gjatë operimit:
- Doreza është bërë prej lidhjeve të aluminit, plastika përdoret me mjete më të lira, shkrihet me kalimin e kohës, humbet formën e saj.
- Një dalë bronzi do të zgjasë më shumë se një strukturë alumini, pasi ka një burim më të madh deformimi.
- Valvulat duhet të rrotullohen me pak përpjekje për të ndaluar procesin në rast të një situate anormale. Madhësia e rekomanduar e valvulës është të paktën 4 cm.
- Bishtat më të besueshëm janë bërë prej çeliku të pandryshkshëm, të aftë të përballojnë deri në 1500 cikle pa zëvendësim, ato prej bronzi nuk i rezistojnë një jete të tillë shërbimi. Gishtat e kombinuar me një raport të favorshëm të performancës së çmimit janë opsioni më i përshtatshëm.
- Dizajni i pishtarit duhet të jetë i palosshëm dhe mirëmbajtja kryhet për të zgjatur jetën. Materiali i grykës është bakër.

Necessaryshtë e nevojshme t'i kushtohet vëmendje disponueshmërisë së kompleteve të riparimit, pjesëve të këmbimit për pishtarin. Nëse ato nuk janë në dispozicion për shitje falas, mund të lindin probleme kur bëni riparime.
Si të përdorni një pishtar oksigjeni propan
Funksionimi i një pishtari propan - oksigjen kërkon pajtueshmëri me rregulla të caktuara. Para se të përdorni pajisje me një pishtar oksigjeni, propani, është e rëndësishme të njiheni me kërkesat e mëposhtme:
- Pajtueshmëria me masat paraprake të sigurisë nuk lihet pas dore, është e rëndësishme të përdorni një maskë mbrojtëse ose syze të specializuara. Gjithashtu, veshjet e operatorit duhet të jenë prej materiali zjarrdurues.
- Flaka nga pishtari duhet të devijohet nga zorrat e gazit në anën e kundërt.
- Vendndodhja e bombolave të gazit nuk lejohet në një distancë prej më pak se pesë metra nga vendi i punës së drejtpërdrejtë.
- Diseksioni kryhet në ajër të hapur, ose në një dhomë me ventilim të mirë.
Ngecja e zgjatur e pajisjeve kërkon mirëmbajtje parandaluese para se të rifilloni punën. Para fillimit të provës, zorra e propanit shkëputet, shtypet gazi. Injektori kontrollohet me gisht në vrimë, nëse ndodh thithja, atëherë pajisjet janë në gjendje të mirë.





