Bazat e prerjes së metalit: inverter, plazma, gaz
Prerja e metaleve me saldim deri në një kohë të caktuar u përdor në mënyrë aktive si metoda kryesore e përpunimit të strukturave metalike në shtëpi. Prerja rezultuese nuk u dallua nga bukuria, kështu që përdorimi i mulli ishte ngjitur dukshëm. Në vitin e provuar, metoda është ende e drejtuar, aftësitë e saj u zgjeruan përmes përdorimit të pajisjeve të reja.
Me saldim, prerje metalike në rastet e mëposhtme:
- në kushtet në terren, kur nuk ka burime të energjisë elektrike,
- kjo ndodh, është e nevojshme për të prerë një metal shumë të trashë,
- kur prerja, ju duhet të merrni një pjesë të formës komplekse,
- Është e nevojshme për të prerë metalin në një vend të vështirë për t'u arritur.
Saldimi i referohet proceseve universale, të cilat mund të përdoren si për të lidhur dhe ndarë pjesët në pjesë. Shumica vlen në shtëpi versionet e mëposhtme të pajisjeve të prerjes së metalit:
- arc (inverter),
- prestar me gaz
- plasmoreez.
Në këtë artikull, ne do të flasim në detaje për tiparet, teknologjitë dhe parimet themelore të prerjes së metaleve me një inverter saldimi, një prerje me gaz të një metali me oksigjen dhe propan, dhe prerjen e plazmës së metaleve. Pas studimit të parimeve themelore të punës me lloje të ndryshme të pajisjeve, ju mund të kryeni prerjen e metaleve me duart tuaja.
Prerja e harkut
Kur trajnoni bazat e saldimit, të sapoardhurit është më i frikësuar nga djegia e metalit dhe shkatërron plotësisht lidhjen. Kur prerja e metalit, qëllimi i saldatorit po digjet, prerja e metalit.
Në mënyrë që të prerë metalin me arc saldim, është e nevojshme për të ngrohur atë deri në pikën e shkrirjes dhe për të hequr metalin e shkrirë nga zona e saldimit. Shkarkimi kryhet nën peshën e vet të metalit të shkrirë, për shkak të presionit nga ana e harkut ose rrjedhës së ajrit të furnizuar në zonën e saldimit.
Elektroda të tilla përdoren për prerjen metalike:
- metalik veshur
- karboni,
- tubulare,
- tungsten.
Kjo metodë prerë çelik, duke përfshirë metalet e alour, me ngjyra dhe lidhjet.
Disavantazhet përfshijnë prerje me cilësi të ulët, skajet e pabarabartë, prania e shkallës. Prandaj, nëse metali në të ardhmen shkon për të krijuar struktura, skajet duhet të përpunohen, për shembull, të pastrohen.
Prerja kryhet në të njëjtën pajisje si saldimi, në të gjitha pozicionet hapësinore. Si një pajisje në shtëpi, një transformator ose ndreqës u përdor më parë, tani inverter është përdorur më shpesh.
Bazat e prerjes së harkut
Në mënyrë që të prerë arc metalike vendosur forcën aktuale me 30-40% më të lartë se kur saldimi. Ata ndriçojnë një hark të fuqishëm në skajin e sipërm të metalit dhe thellojnë, duke prerë buzë.
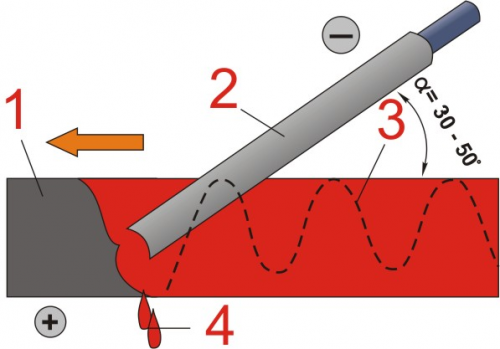
Prerja e metaleve me inverter saldim
Për prerjen, elektroda e një diametri të vogël është zgjedhur, por aktuale, përkundrazi, shfaqet më shumë se e nevojshme për saldim. Për shembull, diametri i elektrodës është 2.5 mm, është instaluar 140A.
Ndizni harkun dhe lini elektrodën në një vend. Ju përpiqeni të mbani harkun për të thelluar, pa marrë parasysh se si ka jetuar metali.
Nëse pllaka është vendosur vertikalisht, metali i shkrirë do të zvarritet butësisht. Me një prerje horizontale të metaleve, inverter saldim do të mblidhen në pjesën e poshtme të pllakës.
Për të siguruar ngrohjen më të mirë të ngrohjes, polariteti i drejtë absorbohet. Në këtë rast, metali ngroh thellë, por prerja është marrë e ngushtë.
Video tregon se cilat mundësi janë hapur kur aplikohet prerja e ARC-së. Pjatë në 10 - 20 mm trashë është prerë fjalë për fjalë në pak minuta me lehtësi dhe të bukur.
Prerja e prerës së gazit
Deri kohët e fundit, prestar i gazit metalik mbeti metoda kryesore e ndarjes së metalit, veçanërisht nëse ishte e nevojshme për të kryer një qark të mprehtë, për të trajtuar buzë ose për të marrë një vrimë. Avantazhi është se nuk ka nevojë për punën në burimin e energjisë elektrike.
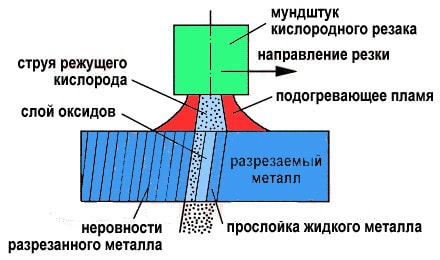
Prerja e metaleve me një prestar të gazit kryhet si më poshtë: një përzierje e oksigjenit me një gaz të djegshëm, pishtari që rezulton nxehet metal në zonën e prerë në temperaturën e djegies, jo më pak se 12000C. Feed një avion oksigjeni.

Metal flammifies dhe nxjerr vijën e prerjes. Më shpesh për prerjen përdor oksigjen në një përzierje me propan. Prerja e gazit trajtohet me çelik, të dyja të karbonit dhe të zhveshur, aliazheve të titanit.
Prerja e gazit të metalit në një përzierje të propanit dhe oksigjenit
Para punës, metalet është përgatitur: papastërtitë e pastruar, yndyra, shkallë, ndryshk.
Pajisjet e prerjes së gazit
Ajo merr më pak aftësi për të kryer një prerje të gazit se kur saldimi, sepse nuk ka nevojë për të siguruar ngushtësinë e lidhjes. Pajisjet do të kërkojnë prestar me gaz, cilindra të oksigjenit dhe propan.

Çdo cilindër ka një reducer për të rregulluar presionin. Gaz nga cilindri në reducer është furnizuar nga çorape me presion të lartë.
Para fillimit të punës, hoses hedhin në erë për të pastruar nga papastërtitë. Të gjitha hoses janë inspektuar, lidhja me gearbox, të gjitha lidhjet e ndashme janë të kontrolluara për ngushtësi.
Kontrolloni gjendjen e vetë rrezikut dhe pastroheni me oksigjen. Për këtë, cilindri me oksigjen është i lidhur me vendin e lidhjes së çorape të oksigjenit. Balon me gaz të ndezshëm nuk është i lidhur. Instaloni në gearbox 5 atm dhe hapni të dy valvulat në prestar. Mund të vërehet një gisht në pjesë të dytë mund të vërehet nëse ka një rrëshqitje. Me mungesën e saj, kanalet e prerjes duhet të pinned.
Procedura e operimit
Prerja e gazit është kryer, duke qëndruar në përqindjen: 10 pjesë të oksigjenit për 1 pjesë të gazit. Prandaj, ato janë të instaluara në një gearbox të gazit 0.5 ATI, dhe në gearbox oksigjen 5 ATI.
Për një fillim, një hap i hapur furnizimi i propanit dhe gazit është ndezur. Nozzle qëndron në metal dhe oksigjeni është i ngushtë. Me ndihmën e rrotullimit të valvulave, ju mund të rregulloni vlerën flamber dhe të merrni flakën e nevojshme për të punuar. Metalja e trashë supozohet të pritet, aq më e fortë duhet të jetë flaka, për të cilën është e nevojshme një furnizim i madh i gazit dhe oksigjenit.
Kujdes: Flaka është e rregullueshme duke përdorur presionin e oksigjenit rregullues, jo prerjen.
 Flaka e djegur është bërë në metal në vendin ku është e nevojshme për të kryer prerjen, duke qëndruar në distancën midis hundës dhe metalit në 5mm. Nën veprimin e flakës, metali nxehet në temperaturën e dëshiruar. Kjo ndodh shpejt, sekonda për 10. Shikuar procesin e njoftimit se në atë moment metali që bëhet i lagësht. Vetëm metali do të injorojë, menjëherë përfshijnë prerjen e oksigjenit.
Flaka e djegur është bërë në metal në vendin ku është e nevojshme për të kryer prerjen, duke qëndruar në distancën midis hundës dhe metalit në 5mm. Nën veprimin e flakës, metali nxehet në temperaturën e dëshiruar. Kjo ndodh shpejt, sekonda për 10. Shikuar procesin e njoftimit se në atë moment metali që bëhet i lagësht. Vetëm metali do të injorojë, menjëherë përfshijnë prerjen e oksigjenit.
Për të shmangur goditjen e kundërt të një flakë që mund të shoqërohet me pambuk, përfshin prerjen e oksigjenit gradualisht.
Në këtë rast, vetë oksigjeni do të ndizet sa më shpejt që të prekë sipërfaqen e nxehtë metalike. Video tregon se si përdorimi i një prerja me gaz mund të shkurtoni formën e formës më komplekse.
Cilësia e prerjes ndikohet nga shpejtësia e saldimit. Shpejtësia e kontrollit duke u fokusuar në ndezjet në zonën e prerjes. Nëse shkëndija janë përpara, kjo do të thotë se shpejtësia është e pamjaftueshme. Me shpejtësi të lartë, Sparks janë prapa prestar, në këtë rast është e vështirë të priten me cilësi të dobët.
Për të kryer një vrimë, vendi është ndezur në temperaturën e dëshiruar, prerja e oksigjenit është furnizuar. Metal i ndezshëm. Prerës është ushqyer në zonën metalike dhe vrima e bën veten.
Prerja e metaleve me prestar të plazmës ose plasmezës
Për mundësitë e plazmës Torus është thënë mirë në video. Pas shqyrtimit të videos, patjetër do të dëshironi të keni pajisje të tilla të mrekullueshme në fermë, edhe pavarësisht nga çmimi i madh.
Prerja e metaleve ndodh nën veprimin e energjisë së plazmës. Rezulton si më poshtë. Kur shtypet butoni i ndezjes, një hark për saldimin e detyrës formohet brenda në Plascript. Ajri i ngjeshur kalon nëpër të, jonizimi, dhe plazma është tërhequr përmes një hundë me shpejtësi të lartë. Plasma ka një temperaturë prej mbi 10 mijë gradë dhe një shpejtësi prej dy herë shpejtësinë e zërit. Kjo energji është e mjaftueshme për metalin që të shkrihet dhe madje të avullohet.
 Operatori sjell Plasmoreez në vendin ku është e nevojshme për të kryer një prerje dhe metal fillon të shkrihet. Shpejtësia e lëvizjes manuale duhet të sigurojë prerjen e metalit. Parametrat e prerjes Ka forcë aktuale dhe presion ajror.
Operatori sjell Plasmoreez në vendin ku është e nevojshme për të kryer një prerje dhe metal fillon të shkrihet. Shpejtësia e lëvizjes manuale duhet të sigurojë prerjen e metalit. Parametrat e prerjes Ka forcë aktuale dhe presion ajror.
Detajet se si është marrë plazma dhe prestar është treguar mirë në video.
Me parametra të zgjedhur gabimisht në buzë mund të formojnë një shkallë. Pas përfundimit të prerjes nuk është menjëherë fikur furnizimin e ajrit të ngjeshur. Është shërbyer për disa kohë për të ftohur metalin.
Teknologji Plasmore
Para fillimit të punës, skajet pastrohen, hiqni ndotjen dhe ndryshkun prej tyre.
Operacionet e prerjes së plazmës së çdo fillimi të metalit me instalimin e fuqisë aktuale. Parimi është i thjeshtë: rryma llogaritet në varësi të trashësisë së metalit. Shuma e forcës aktuale, e cila është e nevojshme për prerjen e trashësisë metalike prej 1 mm, shumëzohet me trashësinë metalike për t'u prerë. Nëse është e nevojshme për të prerë 25 mm çeliku, atëherë ju duhet të shumëzohen në 4a (aktuale e nevojshme për prerjen e çelikut 1 mm ose gize). Gjithsej në ekspozimin e pajisjeve 100A.

Shpejtësia në të cilën është e nevojshme për të kryer prerjen drejtpërdrejt ndikon në cilësinë e punës, por varet nga aftësia e kartës. Specialistët këshillojnë në fazën fillestare të performancës për t'u përqëndruar në praninë e ndezjeve në anën e kundërt të produktit. Nëse ata mungojnë, metali është prerë plotësisht plotësisht.

Para se hark është ndezur për gjysmë minutë, prestar është bllokuar nga gazi për të hequr papastërtitë dhe kondensuar të mundshëm. Tjetra, operatori shtyn butonin e ndezjes së harkut të detyrës, djegiet 2 sek. Nëse arka e prerjes nuk është formuar, procesi përsëritet përsëri.
Në varësi të modelit, qasja është kontakti dhe pa kontakt:
- Kontakti kërkon një qark të shkurtër. Sapo plazma doli nga hundë midis metalit dhe elektrodës, formohet një hark plazma dhe fillon procesi i prerjes.
- Me një hark pa kontakt ndezur midis hundës dhe elektrodës. Kur hundë i afrohet metalit, formohet harku i punës.
Gjatë prerjes, është e nevojshme të mbahen një gjatësi konstante të harkut. Nëse nuk është e pajisur me një fokus të veçantë, ky parametër është duke qëndruar në prestar, duhet të jetë nga 1.6 në 3 mm.
Kur punoni, është e nevojshme të mbani hundë në metal në një kënd prej 900c. Në mënyrë që të reduktohet deformimet në një metal të hollë, ndezësi është mbajtur nën një kënd të vogël. Gjatë prerjes, i kushtoni vëmendje metalit, nuk ngjitet në grykëderdhjen e hundës.
Për detaje rreth punës së Plasmatronit, shihni videon.
Me ndihmën e metodave të konsideruara të prerjes, ju mund të prerë metalin nga kontur komplekse. Këto vepra janë në gjendje të përmbushin me duart e tyre, pas një trajnimi të vogël teorik dhe praktik. Gjëja kryesore është disponueshmëria e pajisjeve dhe materialeve të lidhura.





