Prerja e oksigjenit
Thelbi i procesit të prerjes së oksigjenit
Prerja e oksigjenit bazohet në vetitë e metaleve dhe lidhjet e tyre për të djegur në një avion të oksigjenit teknikisht të pastër. Metalet mund të priten, duke përmbushur kërkesat e mëposhtme themelore:
- Pika e shkrirjes së metalit duhet të jetë më e lartë se temperatura e ndezjes në oksigjen. Metal që nuk e plotëson këtë kërkesë shkrihet, dhe nuk digjet. Për shembull, çeliku i ulët i karbonit ka një pikë shkrirjeje prej rreth 1500 ° C, dhe i ndezshëm në oksigjen në një temperaturë prej 1300 ... 1350 ° C. Një rritje në përmbajtjen e karbonit në çelik shoqërohet me një rënie në pikën e shkrirjes dhe një rritje të temperaturës së ndezjes në oksigjen. Prandaj, prerja e çelikut me përmbajtje të rritur të karbonit dhe papastërtitë është e komplikuar.
- Pika e shkrirjes së oksideve duhet të jetë nën pikën e shkrirjes së vetë metalit në mënyrë që oksidet e formuara të lulëzojnë lehtë dhe nuk ndërhyjnë me procesin e oksidimit dhe prerjes së mëtejshme. Për shembull, kur prerja e Çeliqeve të Kromit, formohen oksidet e kromit me një pikë të shkrirjes prej 2000 ° C, dhe me një prerje prej alumini - oksidet me një pikë të shkrirjes prej rreth 2050 ° C. Këto okside mbulojnë sipërfaqen e metalit dhe ndalojnë sipërfaqen e metalit dhe ndalon Procesi i mëtejshëm i prerjes.
- Shlyerat e formuara gjatë prerjes duhet të jenë anëtare mjaft të lëngshme dhe lehtë të shpërthejnë nga prerja. Trajtimi dhe skorjet e trashë do të parandalojnë procesin e prerjes.
- Përçueshmëria termike e metalit duhet të jetë më e vogël, pasi në përçueshmëri të lartë termike të nxehtësisë, të komunikuara nga metali, është caktuar intensivisht në seksionin e prerjes dhe ngrohjes metalin në ndezjen e temperaturës së ndezjes do të jetë e vështirë.
- Sasia e nxehtësisë e lëshuar gjatë djegies së metalit duhet të jetë i madh; Kjo nxehtësi kontribuon në ngrohjen e pjesëve ngjitur të metalit dhe në këtë mënyrë siguron vazhdimësinë e procesit të prerjes. Për shembull, me një prerje të çelikut të ulët të karbonit 65 ... 70% e nxehtësisë totale është e theksuar nga djegia e metalit në jet të oksigjenit dhe vetëm 30 ... 35% është ngrohje nga flaka e prerjes së ngrohjes.
Ka dy lloje kryesore të prerjes së oksigjenit: ndarjen dhe sipërfaqen.
Fik. një
Ndarja e prerjes (Figura 1) është përdorur për të prerë lloje të ndryshme të boshllëqeve, prerja e metaleve, prerja e skajeve për saldim dhe vepra të tjera që lidhen me prerjen e pjesëve metalike. Thelbi i procesit qëndron në faktin se metali përgjatë vijës së seksionit nxehet në temperaturën e ndezjes në oksigjen, ajo djeg në jet të oksigjenit dhe oksidet e formuara po fryjnë nga seksioni i seksionit.
Prerje sipërfaqësore (Figura 95, a b c) Aplikoni për të hequr shtresën sipërfaqësore të metaleve, prerjen e grooves, heqjen e defekteve sipërfaqësore dhe veprave të tjera.
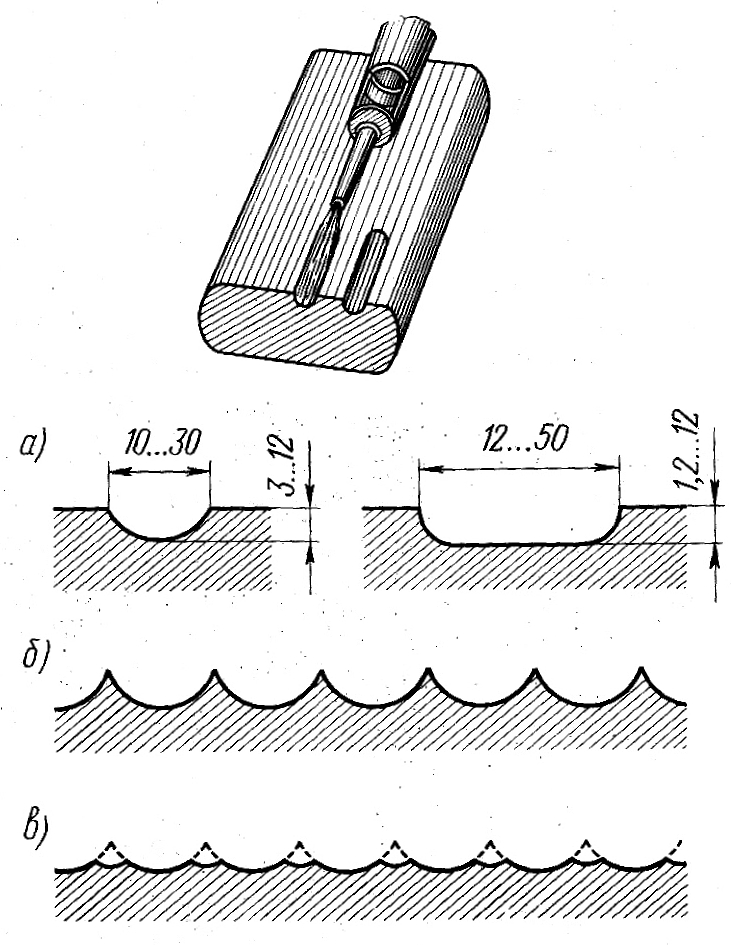
Fik. 2.
Aplikoni dy lloje të prerjes së sipërfaqes - goditje dhe mprehje . Kur një ashpërsi është një prestar e bën një lëvizje reciproke si një prestar planer. Kur kthehet, prestar punon si një pure terran.
Pajisjet për prerjen e oksigjenit
Hapëse të lundrimit të prerjes së oksigjenit shërbejnë për të zgjidhur në mënyrë të duhur gazrat ose avujt e lëngut me oksigjen, formimin e një flakë ngrohjeje dhe furnizimin me zonën e prerjes së oksigjenit të pastër. Hapëse klasifikohen me takim ( universal dhe i veçantë), në parimin e përzierjes së gazrave ( injektues, I. pah), sipas specieve të riprodhimit (për ndarje dhe sipërfaqe prerja), për përdorim (për manual dhe makinë prerje). Prerjet e dorës së injektimit universal për prerjen e ndarjes (Figura 3) janë marrë aplikacioni më i madh.
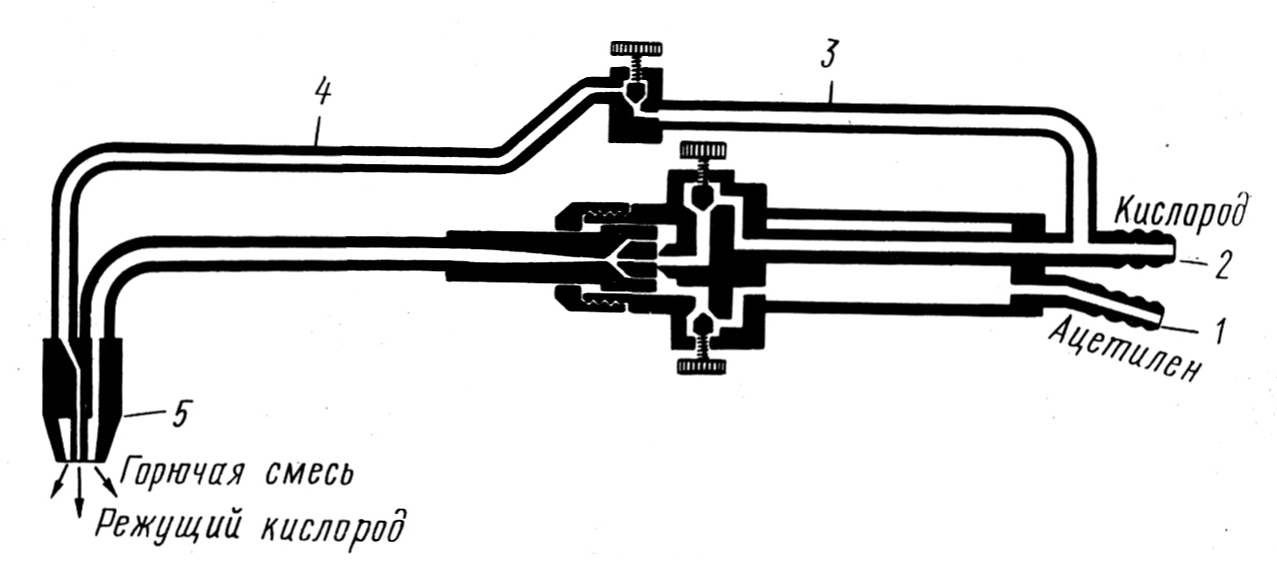
Fik. 3.
Ato ndryshojnë nga pishtarë saldim të pranisë së një tubi të veçantë për furnizimin e oksigjenit dhe një pajisje të veçantë të kokës që përbëhet nga dy gojë të zëvendësueshme ( në natyrë - për ndezjen e flakës dhe i brendshëm - për një avion të oksigjenit të pastër). Acetileni është shërbyer në çorape për të 1 , dhe oksigjen - për të nippel 2 . Nga nippel 2 Oksigjeni shkon në dy drejtime. Një pjesë e oksigjenit, si në pishtarët konvencionale të saldimit, hyn në injektorin dhe pastaj në dhomën e përzierjes. Ka një përzierje të djegshme të oksigjenit me acetilen, gjiri përmes thithjes 1 . Përzierja e djegshme kalon nëpër tub, rezulton përmes hendekut unazor midis gojës së brendshme dhe të jashtme 5 dhe krijon një flakë të nxehtë. Një pjesë tjetër e oksigjenit përmes tubave 3 dhe 4 Hyn në vrimën qendrore të gojës së brendshme 5 Dhe formon një avion të prerjes së oksigjenit, djegia e metaleve që zbulojnë oksidet e formuara nga zona e prerë.
Aplikimi i Madh mori një prestar manual universal "Pishtari" (Dizajn i përmirësuar i prerjes "Flaka" ). Ajo ka pesë gojë të brendshme dhe dy të jashtëm që lejojnë metalin e prerë të trashë 300 mm me shpejtësi (në varësi të metalit dhe trashësisë së saj) 80 ... 560 mm / min . Për punën për zëvendësuesit e gazit të acetilenit, përdoren hapëse Rzr . Ato ndryshojnë në madhësi të mëdha të seksionit kryq të injectorëve dhe mouthpieces. Pajisjet industriale prodhojnë plug-in cutters zëvendësueshme të dizajnuara për të bashkëngjitur pishtarë universale saldim në trungje (për shembull, prestar RGS-70 Për burners "Yll" dhe GS-3. , prestar Rgm-70 - për burners "Yll" dhe GS-2 ). Kjo krijon lehtësi të madhe në kushtet e ndërtimit dhe instalimit me tranzicion të shpeshta nga saldimi me prerjen dhe anasjelltas.
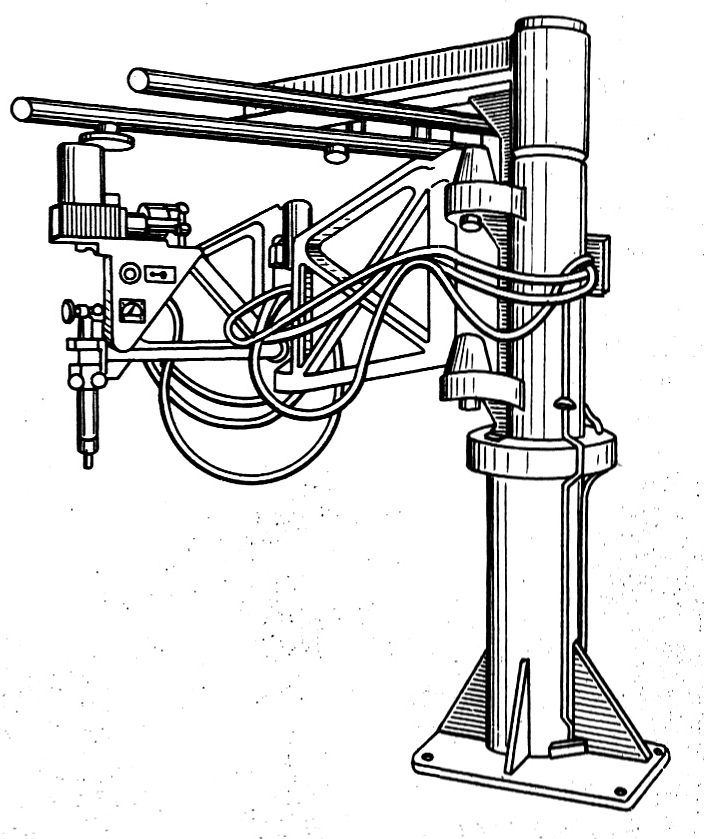
Fik. katër
Makinat stacionare të varësave përdoren për prerjen e makinës ASSH-2 (Fig. 4) dhe ASSH-70 i shquar nga ASSH-2 Një makinë më e avancuar dhe prania e një pantograf që ju lejon të prerë tre pjesë në të njëjtën kohë. Trashësia e metalit të prerjes 5 ... 100 mm . Makinat portative janë karroca vetë-propelled të pajisura me një prestar dhe duke lëvizur nëpër metalin e prerjes. Makina është një motor elektrik, një mekanizëm pranveror ose një turbinë me gaz. Për shembull, makina "Rainbow" Projektuar për prerjen e fletëve të çelikut të trasha 5 ... 160 mm me shpejtësi 90 ... 1600 mm / min . Makinë masive 16 kg . Makina portative "Satellite-3" Designed për prerjen e tubave të çelikut me një diametër 194 ... 1620 mm Me trashësi mur 5 ... 75 mm me shpejtësi 100 ... 900 mm / min . Machine masive - 18 kg .
Teknologjia e prerjes së oksigjenit
Sipërfaqja e prerjes së metaleve duhet të pastrohet mirë nga papastërtia, ngjyra, shkalla dhe ndryshku. Për të hequr shkallën, ngjyrat dhe vajrat, është e nevojshme që ngadalë me flakën e ndezësit ose prestar në sipërfaqen e metalit përgjatë vijës së synuar të seksionit. Në këtë rast, bojë dhe naftë digjen, dhe shkalla është duke mbetur prapa metalit. Pastaj sipërfaqja e metalit është pastruar më në fund me një furçë metalike.
Procesi i prerjes fillon nga ngrohja e metalit. Prerësja e flakës së ngrohjes drejtohet në buzë të prerjes së metalit dhe të nxehtë në temperaturën e ndezjes në oksigjen (pothuajse pothuajse në pikën e shkrirjes). Pastaj le të jetojë oksigjen prerja dhe të lëvizë prestar përgjatë vijës së prerë. Oxygen djeg shtresat e sipërme metalike të nxehta. Ngrohja e lëshuar gjatë djegies nxehet shtresat metalike themelore në temperaturën e ndezjes dhe mban vazhdimësinë e procesit të prerjes.
Kur prerja e materialit të trashë 20 ... 30 mm Prerësja e gojës është instaluar në fillim në kënd 0 ... 5 ° në sipërfaqe dhe pastaj - në një kënd 20 ... 30 ° në anën, lëvizjen e kundërt të prerjes. Kjo përshpejton procesin e ngrohjes metalike dhe përmirëson performancën.
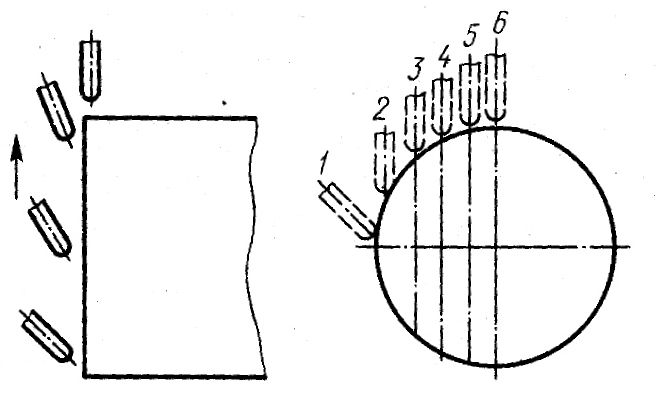
Fik. pesë
Prerja metalike e trashësisë së madhe kryhet si më poshtë. Prerësja e gojës së parë u vendos pingul në sipërfaqen e prerjes së metalit, në mënyrë që avioni i flakës së ngrohjes, dhe pastaj oxygen prerjes, ishte vendosur përgjatë fytyrës vertikale të prerjes së metalit. Pas ngrohjes së metalit në temperaturën e ndezjes, lejohet një rrymë e oksigjenit të prerjes. Lëvizja e prestarit përgjatë vijës së prerjes fillon pasi metali në fillim të kësaj linje do të pritet në të gjithë trashësinë e saj. Për të parandaluar vonesën e prerjes në shtresat e ulëta të metalit, në fund të procesit duhet të ngadalësojë gradualisht shpejtësinë e lëvizjes së prerësit dhe të rrisë shpatin e saj 10 ... 15 ° në anën, lëvizjen e kundërt. Rekomandohet të filloni procesin e prerjes nga buza e poshtme, siç tregohet në Fig. 5. PREHEATING për të 300 ... 400 ° С Lejon prerjen me shpejtësi të lartë. Shpejtësia e lëvizjes së prerësit duhet të korrespondojë me shpejtësinë e djegies metalike. Nëse shpejtësia e lëvizjes së prerësit është vendosur në mënyrë korrekte, fije e ndezjeve dhe shllakave fluturon nga prerja poshtë, dhe skajet janë të pastra, pa nyje dhe zëra. Me një shpejtësi të lartë të lëvizjes së prerës, Shkëndija Rrjedha po mbetet prapa saj, metali në buzë të poshtme nuk ka kohë për të djegur dhe për këtë arsye është ndalur prerja përfundimtare. Me shpejtësi të ulët, shkëndija është përpara prerës, skajet e prerjes janë të shkrirë dhe të mbuluara nga fushatat.
Presioni i oksigjenit të prerjes përcaktohet në varësi të trashësisë së metalit të prerjes dhe pastërtisë së oksigjenit. Sa më i lartë është pastërtia e oksigjenit, më pak presion dhe konsumi i oksigjenit. Varësia e presionit të oksigjenit nga trashësia metalike me prerjen manuale është si më poshtë:
Gjerësia dhe pastërtia e prerjes varet nga metoda e prerjes dhe trashësisë së prerjes së metalit. Prerja e makinës jep skajet më të pastra dhe një gjerësi më të vogël të prerjes sesa prerja manuale. Sa më i madh është trashësia e metalit, aq më e madhe është gjerësia e prerjes. Kjo shihet nga të dhënat e mëposhtme:
| Trashësia metalike, mm | 5…50 | 50…100 | 100…200 | 200…300 |
|---|---|---|---|---|
| Pritini gjerësinë, mm | ||||
| Me prerjen manuale | 3…5 | 5…6 | 6…8 | 8…10 |
| Me prerjen e makinës | 2,5…4,0 | 4,0…5,0 | 5,0…6,5 | 6,5…8,0 |
GOST 14792-80 "Detajet dhe boshllëqet, të prera nga oksigjen dhe plazma-hark. Saktësia, cilësia e sipërfaqes së prerjes " parashikon devijimet e kufijve të dimensioneve nominale të pjesëve (boshllëqet) në varësi të metodës së prerjes, madhësisë së pjesëve (boshllëqet) dhe trashësisë metalike; Montuar tre saktësi të klasës:
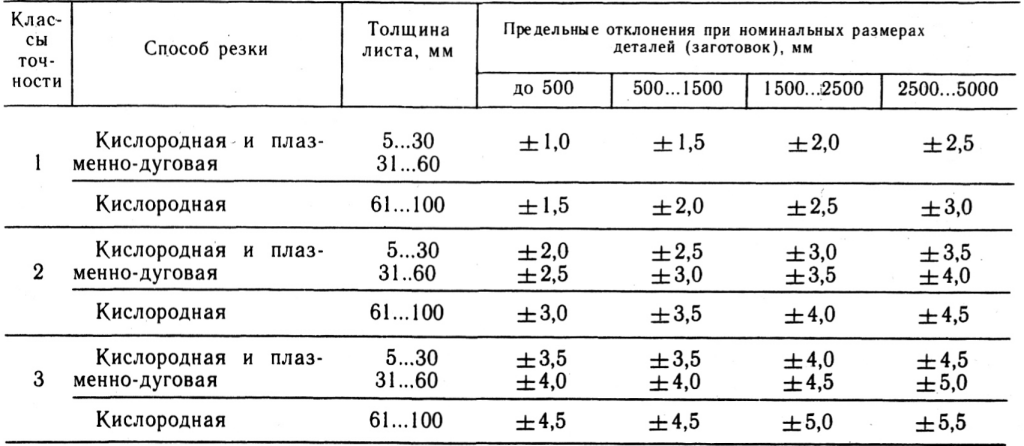
Treguesit e cilësisë së sipërfaqes së prerë janë dhënë gjithashtu:
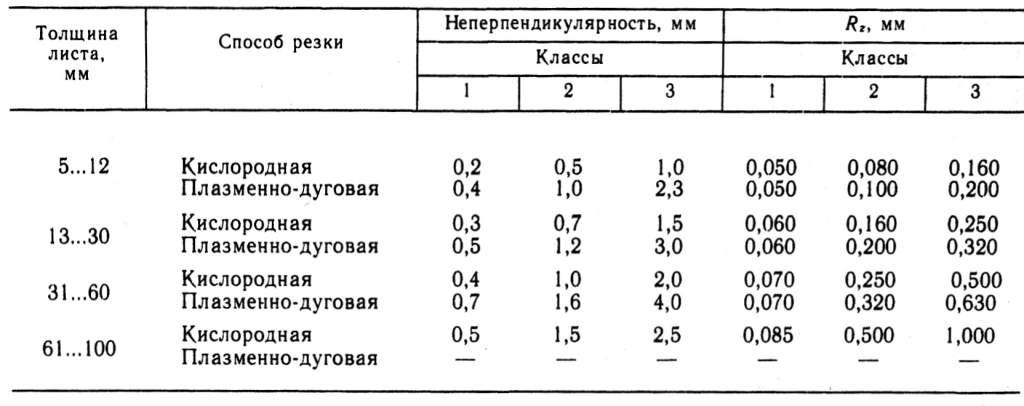
Këta tregues lidhen me prerjen e oksigjenit të makinës së oksigjenit të çelikut të karbonit të ulët 1 dhe varieteteve të 2-të.
Procesi i prerjes shkakton ndryshimin në strukturën, përbërjen kimike dhe vetitë mekanike të metalit. Me prerjen e çelikut të karbonit të ulët, efekti termik i procesit në strukturën e saj është i parëndësishëm. Së bashku me pjesën e Perlite, shfaqet komponenti joquilibri i Sorbitolit, i cili edhe disi përmirëson vetitë mekanike të metalit. Kur prerja e çelikut ka një përmbajtje të rritur të karbonit, si dhe papastërtitë aliake, përveç Sorbitol, është formuar një trocostite dhe madje edhe martensite. Ajo do të rrisë shumë ngurtësinë dhe brishtësinë e çelikut dhe procesi i edges buzë përkeqësohet. Është e mundur për të formuar plas të ftohtë. Ndryshimi në përbërjen kimike të çelikut manifestohet në formimin e një shtrese të decarbed metalike direkt në sipërfaqen e prerjes si rezultat i djegies së karbonit nën ndikimin e një avioni të prerjes së oksigjenit. Një pak më e thellë është një komplot me një përmbajtje të madhe të karbonit sesa metali fillestar. Pastaj, pasi përmbajtja e karbonit hiqet nga prerja, zvogëlohet në burim. Gjithashtu ndodh djegia e elementëve aliazh të çelikut.
Vetitë mekanike të çelikut të ulët të karbonit me prerje pothuajse nuk ndryshojnë. Çeliku me përmbajtje të ngritur të karbonit, manganit, kromit dhe molibdenit janë ngurtësuar, bëhen më të vështirë dhe të çara në zonën e prerjes.
Çeliku inox dhe çeliku chromonichel, gize, metalet me ngjyra dhe lidhjet e tyre nuk janë të përshtatshme për prerjen konvencionale të gazit të gazit, pasi ato nuk i plotësojnë kushtet e mësipërme.
Për këto metale përdoret prerja e oksigjenit të fluksit, thelbi i të cilit është si më poshtë. Një fluks pluhur pluhur pluhur është furnizuar vazhdimisht në zonën e prerjes me ndihmën e pajisjeve të veçanta, e cila është e kombinuar me një nxehtësi shtesë dhe temperatura e seksionit të seksionit është rritur. Përveç kësaj, produktet e djegies së fluksit reagojnë me oksidet refraktare dhe japin skaj të akumulueshëm të lëngshëm, duke dalë lehtë nga seksioni i prerjes.
Si një fluks është përdorur gjobë pluhur hekuri markë pluhur Pz5m. (GOST 9849 - 74). Kur prerja e Çeliqeve të Kromit dhe Chromonichel në Flux Shto 25…50% Shkallë. Kur prerja e hekurit të hedhur Shto ~30…35% Ferrophosportus dominal. Me prerjen e bakrit dhe lidhjeve të saj, përdoret një fluks i përbërë nga një përzierje e pluhurit të hekurit me një pluhur alumini ( 15…20% ) dhe ferrophossous ( 10… 15% ).
Prerja është bërë Urhs-5. i përbërë nga fluxeer dhe prestar. Instalimi është përdorur për manual dhe makinë oxygen-fluks prerjen e kromit të lartë aliazh dhe çeliku kromonichel të trasha 10 ... 200 mm Me shpejtësinë e prerjes 230 ... 760 mm / min . Në 1m Prerja është konsumuar oksigjen 0.20 ... 2.75 m 3 , acetilen - 0,017 ... 0.130 m 3 dhe fluksi - 0.20 ... 1.3 kg .
Në rast të prerjes së oksigjenit të fluksit, disa nga nxehtësia e flakës së ngrohjes shkojnë për të ngrohur fluksin. Prandaj, fuqia e flakës është marrë 15…25% më e lartë se me prerjen konvencionale të gazit. Flaka duhet të jetë normale ose me disa të tepërta të acetilenit. Distanca nga fundi i prestarit të gojës në sipërfaqen e metalit të prerjes është instaluar 15 ... 25 mm . Në një distancë të vogël, grimcat e fluksit reflektohen nga sipërfaqja e metalit dhe, duke rënë në snot prestar, shkaktojnë copëza dhe goditjet e kundërt. Përveç kësaj, ka një mbinxehje të gojës, e cila çon në një shkelje të procesit të prerjes. Këndi i prirjes së gojës duhet të jetë 0…10 0 në anën, drejtimin e prerjes së kundërt. Rezultatet e mira japin preheating. Çeliku i kromit dhe kromonichel kërkojnë ngrohje për të 300 ... 400 ° С , dhe lidhjet e bakrit - për të 200 ... 350 ° С .
Shpejtësia e prerjes varet nga vetitë e metalit dhe trashësia e saj. Trashësia e hedhur hekuri 50 mm Prerë me shpejtësi 70 ... 100 mm / min . Në të njëjtën kohë 1m Prerja është shpenzuar 2 ... 4 m 3 oksigjen 0.16 ... 0.25 m 3 Acetilen I. 3.5 ... 6 kg Flice. Përafërsisht të njëjtat të dhëna merren kur prerja e lidhjeve të bakrit. Me prerjen e çelikut kromi dhe kromonichel, konsumi i të gjitha materialeve është zvogëluar pothuajse 3 herë .





