Si pritet metali me gaz
Prerje autogjene e metaleve
Metoda më e zakonshme për prerjen e metaleve sot është autogjene, quhet edhe gaz ose oksigjen. Thelbi i tij zbret në faktin se nën ndikimin e flakës së gazit, metali nxehet dhe fillon të shkrihet, dhe nën ndikimin e një rryme oksigjeni, ai digjet, duke krijuar një brazdë të ngushtë.
Si ngrohës përdoret acetileni, propan-butani, natyral, gazi i furrës së koksit.
Prerja e metaleve mund të klasifikohet në varësi të rezultatit përfundimtar të dëshiruar:
- sipërfaqësore;
- ndarja;
- prerje shtize.
Prerja e gazit sipërfaqësor përdoret në rastet kur është e nevojshme të hiqen shtresat metalike për të formuar shirita, brazda dhe elementë të tjerë strukturorë.
Pamja ndarëse parashikon një prerje për të marrë numrin e kërkuar të elementeve metalike, pjesëve. Shpimi i metalit për të prodhuar thellë ose përmes vrimave quhet prerje me shtizë.
Procesi teknologjik
Pavarësisht nga llojet e prerjes, teknologjia për kryerjen e këtij procesi do të jetë e njëjtë. Djegia e gazit siguron një temperaturë prej 1000 deri në 1300 o C, mjafton të shkrihet çeliku i fortë. Gjatë kësaj, furnizohet një rrymë e fortë oksigjeni, e cila reagon me molekulat e metalit të shkrirë, duke i oksiduar ato.
Rezultati është një prerje. Oksigjeni furnizohet nën presion të lartë.Shpesh arrin 12 atmosfera, një avion i tillë, edhe pa zjarr, mund të presë lëkurën.
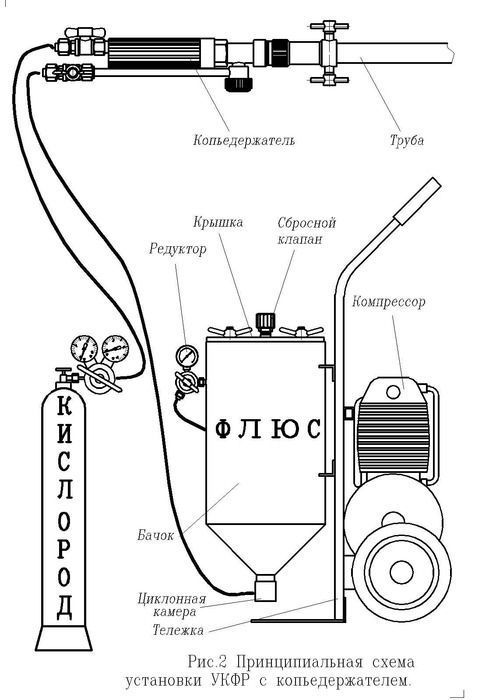
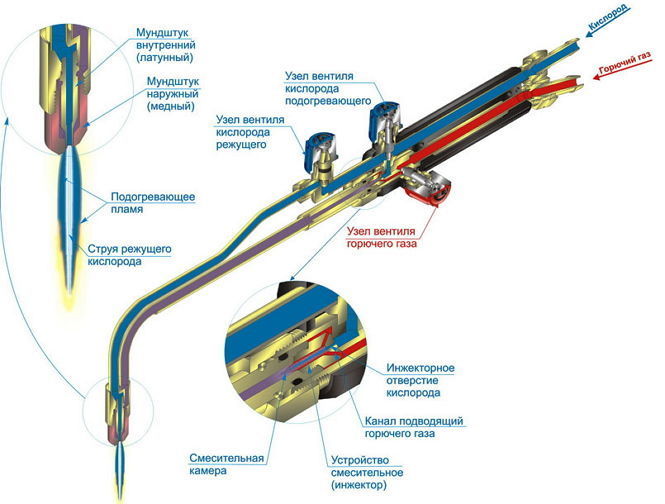
Struktura e pajisjes prerëse është projektuar si më poshtë:
- djegës me gaz;
- dy balona;
- mikser;
- rregullator presioni;
- zorrët.
Një djegës gazi përbëhet nga një kokë me disa hundë, tre janë zakonisht të mjaftueshme. Një substancë e djegshme furnizohet përmes dy anëve, dhe oksigjeni furnizohet përmes të tretës, e cila ndodhet në mes. Cilindrat janë të destinuara drejtpërdrejt për gaz dhe oksigjen, në varësi të vëllimit të punës së synuar, zgjidhen cilindra të kapacitetit të duhur.

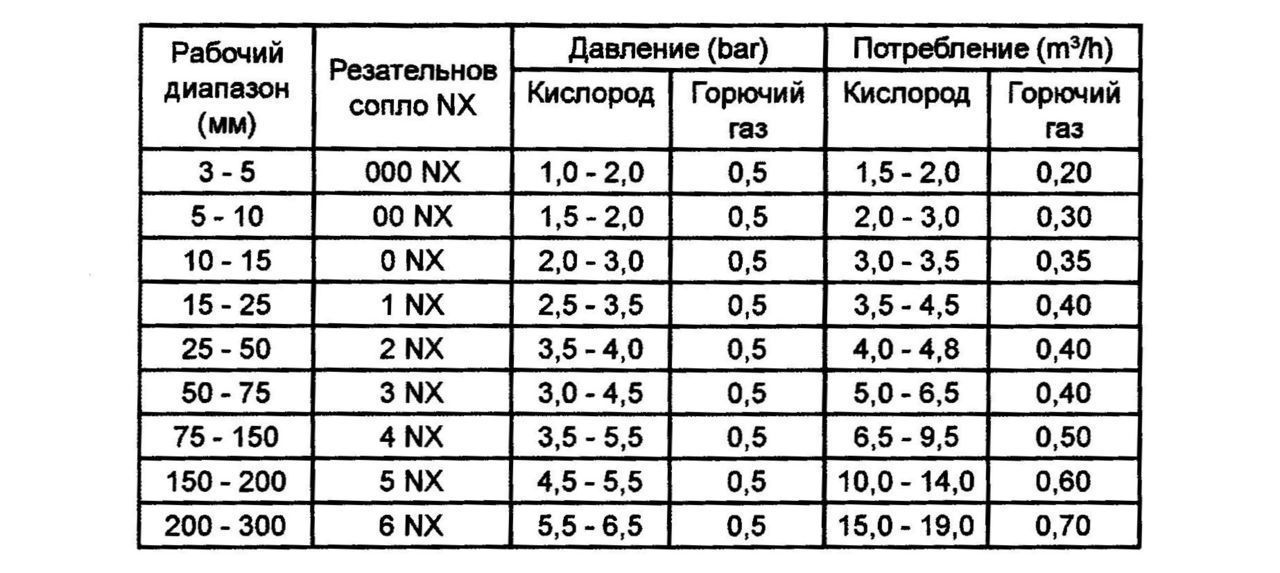
Për të siguruar një orë funksionim të vazhdueshëm, do të konsumohen mesatarisht 0,7 m 3 acetilen (1 m 3 propan) dhe 10 m 3 oksigjen. Në përgjithësi, sasia e kërkuar e lëndës së parë do të varet nga dendësia e metalit dhe temperatura e kërkuar për ta ngrohur atë. Është e mundur të zvogëlohet konsumi i propanit për shkak të lidhjeve speciale të hundës që rregullojnë furnizimin me gaz në një drejtim të caktuar, sa më afër furnizimit me rrymën e oksigjenit, aq më i lartë është konsumi i karburantit.
Gypat nevojiten për të furnizuar oksigjenin dhe substancat e djegshme nga cilindrat në mikser, ato quhen gjithashtu zorrë. Materiali nga i cili janë bërë zorrët është gome me dy shtresa, midis shtresave është një kornizë e bërë me fije pambuku. Diametri - deri në 12 mm, mundësia e funksionimit në një temperaturë ajri jo më të ulët se -35 ° C.
Rregullatori i presionit është i nevojshëm për të siguruar mënyra të ndryshme dhe shpejtësi prerjeje. Duke furnizuar një sasi më të vogël karburanti, është e mundur të sigurohet një temperaturë e ulët, e cila është e nevojshme për çelikun e hollë ose metalin me forcë të ulët, si dhe të zvogëlohet konsumi i lëndëve të para.
Një funksion tjetër i rëndësishëm i reduktuesit është ruajtja e një niveli të njëtrajtshëm presioni. Nëse furnizimi me gaz ndërpritet gjatë procesit të prerjes, metali do të ftohet shpejt dhe përpunimi i mëtejshëm do të bëhet i pamundur.
Prerje metali me propan dhe oksigjen
Pajisjet e nevojshme
 Prerës P101
Prerës P101 Prerësi i parë ishte pajisja P1-01, ajo u projektua përsëri në BRSS, më pas u shfaqën modele më të modernizuara - P2 dhe P3. Pajisjet ndryshojnë në madhësinë e grykave dhe fuqinë e kutisë së marsheve. Instalime më moderne manuale:
- Ndryshimi;
- I shpejtë;
- Orbita;
- Secateurs.
Ato ndryshojnë në një grup funksionesh dhe performancës shtesë.
Quicky-E mund të kryejë prerje me figura, sipas vizatimeve të dhëna, shpejtësia e punës arrin 1000 mm në minutë, trashësia maksimale e lejueshme e metalit është deri në 100 mm. Pajisja ka një grup grykash të lëvizshme për të siguruar përpunimin e fletëve metalike ose tubave me trashësi të ndryshme.
Ky aparat mund të funksionojë duke përdorur lloje të ndryshme të gazit të djegshëm, ndryshe nga prototipi R1-01, i cili funksionon vetëm në acetilen.
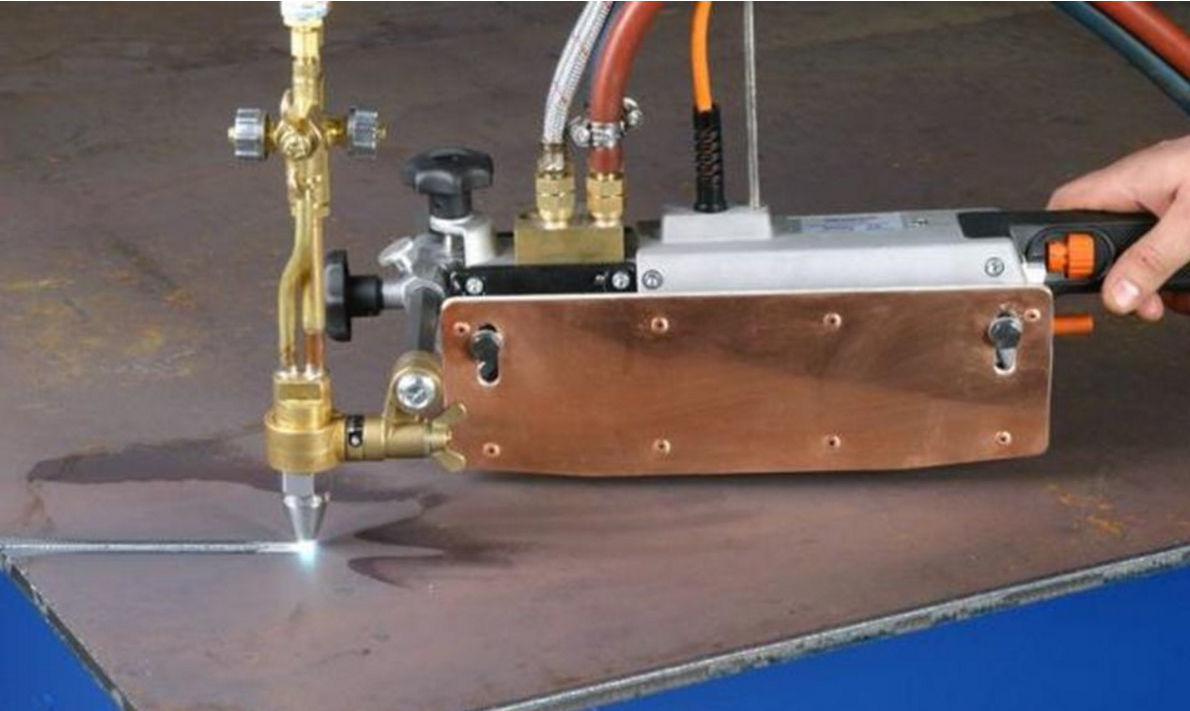
Prerësi manual Secator ka karakteristika më të përmirësuara në krahasim me analogët.

Me të, ju mund të përpunoni metal deri në 300 mm të trashë, kjo sigurohet nga grykat shtesë të përfshira në komplet, ato janë të lëvizshme dhe mund të blihen shtesë pasi ato konsumohen. Secator mund të kryejë llojet e mëposhtme të prerjes:
- kaçurrel;
- drejt;
- unazë;
- nën pjerrësi.
Shpejtësia mund të rregullohet nga 100 në 1200 mm në minutë, dhe me ndihmën e një rrote të lirë të integruar, makina lëviz pa probleme mbi fletën e metalit. Kutia e marsheve me ftohje me ajër siguron funksionim më të pastër dhe redukton konsumin e karburantit.
Modelet e mësipërme janë manuale, domethënë janë kompakte, të kontrolluara nga duart e mjeshtrit. Por për vëllime të mëdha metali të përpunuar, punoni me të tillë
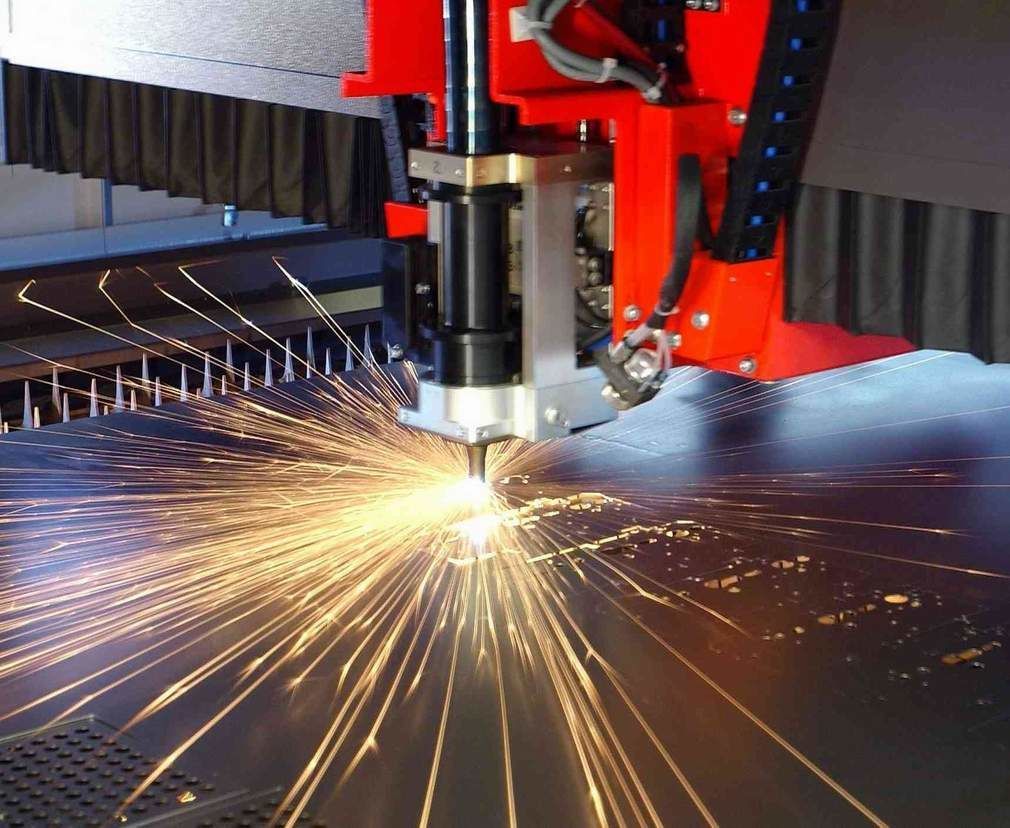
instalimet janë të papërshtatshme dhe joefikase. Për prodhimin industrial, përdoren makina prerëse të palëvizshme - kjo është, në fakt, e njëjta teknologji.
Ato janë një makinë me një tavolinë në të cilën është ndërtuar një mekanizëm prerës. Funksionohet me energji elektrike
kompresor, i cili kërkon një rrjet elektrik me të paktën 380 V dhe priza trefazore. Teknologjia e funksionimit të modeleve të instalimeve të prerjes së palëvizshme nuk është asgjë, por e ndryshme nga ato manuale. Dallimi është vetëm në produktivitetin, temperaturën maksimale të ngrohjes dhe aftësinë për të përpunuar metalin me një trashësi prej më shumë se 300 mm.
Kushtet për prerjen e metalit me gaz
Prerja me gaz e metalit do të jetë efektive vetëm kur temperatura e ndezjes së metalit është më e ulët se pika e shkrirjes. Përmasa të tilla vërehen në lidhjet me karbon të ulët, ato shkrihen në 1500 o C dhe procesi i ndezjes ndodh në 1300 o C.
Për funksionimin me cilësi të lartë të instalimit, është e nevojshme të sigurohet një furnizim i vazhdueshëm me gaz, pasi oksigjeni ka nevojë për një sasi konstante nxehtësie, e cila mbahet kryesisht (me 70%) për shkak të djegies së metalit dhe vetëm 30% sigurohet nga flaka e gazit. Nëse ndalohet, metali do të ndalojë së prodhuari nxehtësi dhe oksigjeni nuk do të jetë në gjendje të kryejë funksionet që i janë caktuar.
Punë prerëse, trajnim për prerjen e metaleve
Temperatura maksimale e prerësve të gazit të dorës arrin 1300 ° C, kjo është një vlerë e mjaftueshme për përpunimin e shumicës së llojeve të metaleve, megjithatë, ka nga ato që fillojnë të shkrihen në temperatura veçanërisht të larta, për shembull, oksidi i aluminit - 2050 ° C (kjo është pothuajse tre herë më e lartë se pika e shkrirjes së aluminit të pastër), çeliku me përmbajtje kromi 2000 ° C - 2000 ° C - 2000 ° C -
Nëse metali nuk nxehet mjaftueshëm dhe procesi i shkrirjes nuk fillon, oksigjeni nuk do të jetë në gjendje të zhvendosë oksidet zjarrduruese. E kundërta e kësaj situate, kur metali ka një pikë të ulët shkrirjeje, nën ndikimin e një gazi djegës, ai thjesht mund të shkrihet, kështu që kjo metodë e prerjes nuk mund të përdoret për gize.
Siguria
Është më mirë t'i besoni prerjes së metalit me një instalim gazi një specialisti me përvojë, pasi nëse trajtohet pa kujdes, pasojat mund të jenë mjaft të trishtueshme.
Masat paraprake të sigurisë kërkojnë kushtet e mëposhtme:
- ventilim i mirë në dhomën ku do të kryhet puna;
- në një distancë prej 5 metrash nuk duhet të ketë cilindra me gaz dhe substanca të tjera të djegshme;
- puna duhet të kryhet me maskë mbrojtëse ose syze të posaçme, si dhe me veshje të papërshkueshme nga zjarri;
- është e nevojshme të drejtoni flakën në drejtim të kundërt nga burimi i gazit;
- zorrët gjatë funksionimit të pajisjes nuk duhet të përkulen, të shkelen, të shtrëngohen me këmbët tuaja;
- nëse bëhet një pushim, atëherë flaka në djegës duhet të shuhet plotësisht dhe valvulat e gazit të cilindrave duhet të shtrëngohen.
Pajtueshmëria me këto kushte të thjeshta do të sigurojë punë të sigurt dhe efikase të prerjes së metaleve me një makinë gazi.
Video: Funksionimi i prerësit, trajnimi i prerjes së metaleve





