Gaz (oksigjen) Prerja e metaleve
Pra, prerja e gazit të metalit tani është më e njohur. Pse?
Për shkak se është bërë jashtëzakonisht e thjeshtë, nuk ka nevojë të përdorë asnjë invertorë të fazës (si në një prerës elektrik), nuk është e nevojshme të pajtohet me normën e detyrueshme të dhomës (prania e një kablli qendror të tokëzimit).
Dhe pothuajse të gjitha hapësit e gazit janë të lëvizshëm, domethënë ato mund të transportohen me transport të zakonshëm.
Kur prerja, prestar i gazit përdor dy oksigjen me gaz - drejtpërdrejt, me të cilin kryhet procesi i ndarjes së metalit, si dhe ngrohësi, i cili është më shpesh propan ose acetilen.
Ngrohës ngroh sipërfaqen e planifikuar për t'u prerë në një temperaturë prej 1000-1200 gradë, pas së cilës është furnizuar me oksigjen. Nga kontakti me një sipërfaqe të nxehtë, jet flamifies.
Rezulton një avull djegës që lehtë e ul metalin. Në të njëjtën kohë, gjëja më e rëndësishme është të vëzhgosh furnizimin e vazhdueshëm të oksigjenit.
Nëse ka një ndërprerje, atëherë flaka thjesht mund të dalë, pas së cilës do të duhet të ngrohë përsëri sipërfaqen.
Prerja standarde e oksigjenit të metaleve kryhet duke përdorur presterin R1-01p. Është më e përshtatshme për të punuar me çelikun rrotullues, duke përfshirë - dhe gize!
Ky prestar nuk përdoret si një makinë saldimi.
Por është e përshtatshme për tub të saktë të prerjes - për këtë përdor një mbulesë të veçantë të federatës ruse7, e cila është bërë prej çeliku, por është e mbuluar nga një shtresë e tungsten.
Nga rruga, kohët e fundit, prerja e metaleve ende kryhet me një përbërës të acetilenit dhe propanit. Por pajisje të tilla përdoren ekskluzivisht për të punuar me metale të forta të larta (për shembull, çeliku për thika me copulating).
Pajisjet që mbështesin punën me një gaz të tillë nuk është i lirë! Pra, ne nuk do të flasim veçanërisht për të ...
Teknologjia moderne e prerjes së gazit metalik është disi e ndryshme nga ajo që është përshkruar më sipër. Për shembull, për të punuar me temperaturat e "metaleve të lehta" në 1000 gradë për Celsius dhe më lart mund të kenë thjesht të shkatërrojnë metalin me të cilin punoni (të shkrirë dhe të avulloni).
Në këto raste, prerja vetë prodhohet me ngrohje të njëkohshme. Këshilla e prerësit të gazit ka një formë piramidale me 3 hundë.
Nëpërmjet dy anë, një përzierje e ngrohjes është furnizuar, mirë, një hundë e hollë për furnizimin e oksigjenit nën presion të lartë është montuar në qendër.
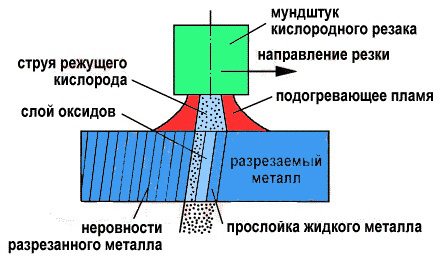
Në hapëse moderne, oksigjeni ushqehet nën presion në 12 atmosfera! Thjesht vendosni, nën jet të ajrit, është e mundur të dëmtohet edhe lëkura (kjo nuk do të thotë një avion i ndezur).
Një fluks që është formuar me një prerje të tillë, ose është nxjerrë nga një flakë ngrohje në anët, ose djeg direkt përmes të gjithë metalit (nëse është kryer përmes prerjes).
Mos harroni se gazi i prerjes së metaleve ka një avantazh të madh mbi elektrike. Çfarë?
Asnjë shtresë "e shqyer" nuk është krijuar. Dhe në qoftë se ju përdorni edhe rreshtin (stencils, si welders profesionale i quajnë ato), atëherë prerja e shtresës është shumë e zoti!
Por konsideroni se prerja metalike me oksigjen nuk nënkupton përdorimin e metaleve që shkrihen në temperatura nën 600 gradë për Celsius. Në këtë rast, do të kryhet një heqje e thjeshtë e shtresës së sipërme të metalit, dhe jo prerja e saj.
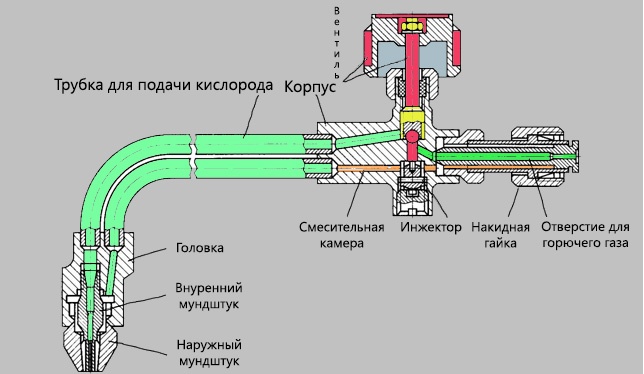
Teknologjia standarde e prerjes së metaleve nënkuptohet për të përdorur presterin udhëzues në të cilin kontrollon operatorin. Furnizimi me gaz është i rregullueshëm duke përdorur dy valvula (në disa modele - një të përbashkët).
Gripper vetë ka dy tuba, të cilat janë ngulitur vetëm në dorezë. Doreza e parë e furnizimeve për ngrohësin, e dyta (si rregull është qendrore) - furnizon oksigjenin. Kjo është, ka tashmë 3 tuba në hundë kryesore!
Pas dy, propan është shërbyer, përmes të tretit - oksigjen. Në modelet më të vjetra të prerjes, u përdorën dy këshilla, të cilat kanë punuar në të njëjtën mënyrë.
Cila është konsumi i gazit gjatë prerjes së metalit? Kjo varet nga temperatura në të cilën vetë metali është ndezur kur punon.
Në një prerje standarde P1-01 në një orë pune, mesatarja konsumohet rreth 10 metra kub oksigjen dhe 0.7 metra kub acetileni (kur përdorin propan - 1 metër karburantit kub).
Por në prerësit P2-01, konsumi është shumë më i madh - 21 m3 oksigjen dhe 1.2 - Acetilen! Konsumi i ngrohjes varet nga temperatura e ngrohjes dhe aeroplani që është prerë.
Në hapat e "të lartë", përdoret edhe drejtimi i ashtuquajtur i hundës, i cili është pjesërisht i prekur nga shkalla e rrjedhjes (aq më afër mesin e oksigjenit është e nevojshme të furnizohet me një avion të madh).
Pajisjet e prerjes së gazit
Pra, në Rusi, që nga BRSS, prerës R1-01 u konsiderua më i zakonshmi. Është manual me një hundë injeksioni, e cila jep një lumë të presionit të lartë, i cili shkurton metalin "si një vaj gjalpë të nxehtë".
Modele më të fuqishme janë P2-01 dhe P3-01p. Dallimi i tyre kryesor është madhësia e hundës, presioni operativ i oksigjenit në sistem, presioni i punës i furnizimit të përzierjes së ngrohjes.
Ka edhe tabela autonome - këto janë pajisje të gazit për prerjen e metaleve në mënyrë automatike, e cila është bërë pa pjesëmarrjen e operatorit.
Kontrolli në këtë tabelë është numerik. Kjo është, një person thjesht përcakton parametrat e prerjes.
Pajisje të tilla për prerjen e oksigjenit të metalit përdoret ekskluzivisht në fletë metalike, ku kryhet prerja e butë ose arka.
Vlen të përmendet se modelet e të dhënave të tabelës janë një sasi e madhe, por pothuajse të gjithë janë analogë të AN-01, e cila është zhvilluar nga Shepelov ende në BRSS!
Të tilla, për shembull, janë "ndryshim", "orbit", "sekator", "quicky-e". Në të gjitha temperaturën e tyre të punës në rangun prej 1000-3200 gradë Celsius. Punojnë si me ngrohës acetilen dhe propan.
Modelet e shpejta gjithashtu përdorin ngrohje të përziera - acetilen-propane. Në këtë rast, hundë përdoret vetëm pirun. Kjo është, një prej tyre shërben acetilen, e dyta është propan.
Nga rruga, vlen të përmendet se në një prerje të tillë, përzierja e ngrohjes është e përshtatshme nga qendra (që është, nga një avion i oksigjenit).
Ka edhe të ashtuquajtura hapëse të palëvizshme për metalin e prerjes së gazit.
Ata ndryshojnë nga celulari, nuk është e vështirë të mendosh, fakti që ato janë të përfshira në një makinë të veçantë që operatori i pajisjes është i drejtë dhe mund të lëvizë.
Këto hapëse janë më të volitshme për punë, por ato janë shumë të shtrenjta. Por fuqia e tyre e prerjes është më se e mjaftueshme për të prerë një shtresë të trashë të metaleve të forta!
Kjo u bë e mundur për shkak të faktit se në hapëse të tilla përdoret një supercharger shtesë, me të cilën ngrohësi është se avioni i oksigjenit është furnizuar nën presion më të madh.
Ekziston një kompresor shtesë mbi energjinë elektrike, përveç - trefazës (380 volt). Për shkak të kësaj, ai nuk mund të jetë i lëvizshëm! Ky prestar përdoret ekskluzivisht në ndërmarrjet profesionale.
Prerë portativ - Gugark
Gugark është përfaqësuesi më i popullarizuar i hapave të tillë.
Nga rruga, djegia e gazit për prerjen e metaleve gjithashtu ka dy lloje - të ashtuquajturat drejtë dhe të përkulur:
- E para është ajo që ju jeni përdorur të gjithë për të parë. Është shkronja g dhe punon me ndihmën e drejtimit të operatorit.
- Epo, e dyta, e drejtë është një grykë e tipit ndezës që përdoret në tavolina prestar.
Vlen gjithashtu të përmendet se në hundëzat e drejtpërdrejta të përdorura këshilla të çiftëzuara në mënyrë që kur lëvizja nuk e shqetëson këndin e prirjes së hundës një në një.
Nga rruga, konsideroni se secili prej hapëse ka koeficientin e vet të operimit dhe kapacitetit me çdo metal.
Për shembull, kur përdorni standardin P1-01, për të prerë bakrin, mjaft koeficient prej 0.5 acetileni, por për alumini do të jetë e nevojshme deri në 0.7.
Shumica e të gjitha, natyrisht, lë në tungsten - deri në 1.4! Në të njëjtën kohë, ngrohja do të jetë në zonën e 3,800 gradë Celsius (Përdorni vetëm këshilla të specializuara)!
Shërbimet e njohura
Nëse keni nevojë për të prerë një prerje metalike, atëherë mënyra më e lehtë për të marrë me qira një magjistar ose një specialist i cili do t'ju ofrojë shërbimet e nevojshme. Në fund të fundit, jo çdo shtëpi në garazh ka një prestar me dy cilindra të oksigjenit dhe ngrohës.
Për më tepër, puna me pajisje të tilla është shumë e rrezikshme pa përvojë! Nëse nuk e dini se si, është më mirë të mos merrni për këtë gjë - të besoni punën e profesionistëve!
Epo, mesatarisht, çmimi i metaleve metalike konsumohet nga treguesit e mëposhtëm: metal, me të cilin do të jetë e nevojshme për të punuar vetëm duke punuar, prestar të përdorur, trashësi metalike, cilësi dhe lloj të prerë.
Për shembull, prerja e zakonshme e fletëve është më e lirë. Prerja e tubit - është shumë më e shtrenjtë, pasi me punë të tilla përdoren linja shtesë!
Por prerja në thellësi - kënaqësi të shtrenjtë, pasi përdor pajisje të shtrenjta.
Për më tepër, nëse një punë e tillë kryhet "në rrugë", do të jetë shumë e shtrenjtë. Makina që mund të mbajnë stacionet e prerjes duhet të ri-pajisura.
Prerja e oksigjenit të metalit - Video:
E pra, prerja e gazit të metaleve mund të kryhet nga një hekur i zakonshëm i ujit. Nëse përdorni alumini ose bakër, duhet të jetë e mjaftueshme për një punë të tillë.
Në disa raste, është e mundur të përdoret saldimi me gaz. Por në vend të dioksidit të karbonit, propan, acetilen ose butilen është shërbyer (jo çdo saldim me gaz mbështet përdorimin e gazit të tillë, të jetë i vëmendshëm)!
Metalja më e shtrenjtë e prerjes së fletëve është ajo që kryhet sipas qarkut të prerjes së korrur. Në këtë rast, makina CNC është përdorur, shërbimet e të cilave janë paguar vetëm jo të lirë!
Nga rruga, nëse keni nevojë të mos prerë, dhe prerja, atëherë në disa raste është shumë më e lehtë dhe më e lirë është thika për prerjen e metaleve, dhe jo një prestar me gaz. Ju mund të gjeni më hollësisht në lidhje me këtë direkt nga mjeshtri i cili dëshiron të besojë punën e punës.
Tani shumë ndërmarrje ofrohen një prerje me gaz të metaleve me nisjen.
Këtu vlerësohet sipas parametrave të mëposhtëm:
- metal me të cilin do të jetë e nevojshme për të punuar;
- kompleksiteti i performancës;
- prerës i përdorur.
Gjithashtu merren parasysh se sa punë do të kërkojë kohë. Mesatarisht, ora e punës së mjeshtrit paguhet në rreth 300 rubla. Ju mund të llogarisni paraprakisht dhe të llogarisni se sa do të kushtoni prerjen e metaleve!
Epo, së fundi, duhet të flisni për ato raste kur kryhet punë me cilësi të dobët. Shumë shpesh, shumë janë përdorur në vend të acetilenit - analogu i saj i lirë është propan ose propilen. Ose përdorin hapëse më të lira se sa ishin të njëjta.
Për shembull, në vend të P2-01 përdor P1-01 ose të ngjashme. Kjo, nga rruga, problemi më i shpeshtë! Ju mund t'i dalloni këto dy hapëse me një inspektim vizual.
Modeli P1-01 ka një hundë të dyfishtë me një fiksim ari (ngjyrë të artë), por në fiksimin e çelikut P2-01 (ka një hije të zezë ose bakri).
Nga rruga, ia vlen prertësit P1-01 jo aq të shtrenjtë, kështu që ju mund të blini edhe atë! Kostoja mesatare është brenda 900-1000 rubla për copë. Epo, natyrisht, do të jetë e nevojshme për të blerë dy cilindra - me oksigjen dhe ngrohës, dhe transportin të cilët.
Mesatarisht, të gjithë grupi do t'ju kushtojë 3000 rubla, jo më të shtrenjta. Do të jetë e mjaftueshme për 3 orë të prerjes së metaleve. Për nevojat e brendshme - është më se e mjaftueshme.
Dhe kur punoni me një prestar të gazit, sigurohuni që të ndiqni rregullat e sigurisë! Dhe kjo është përdorimi i një maskë mbrojtëse, pantallona të gjera dhe dorashka. Doreza - Element i detyrueshëm!





