Typy rezania kovov
Moderná svetová technológia vstúpila ďaleko dopredu. Akákoľvek osoba sa môže vyrovnať s postupom na rezanie plynu, pretože je oveľa jednoduchšie ako plynové zváranie, takže takmer žiadne zručnosti nie sú potrebné na prijatie. Hlavnou vecou je pochopiť technológiu rezania plynu. Častejšie a častejšie rezačky s použitím propánu a pracovať s nimi, je potrebné kombinovať propán a kyslík. Takáto zmes poskytuje požadovanú teplotu, v dôsledku čoho sa uskutočňuje rezanie plynu z kovu.
Výhody a nevýhody rezania plynu
Táto metóda rezanie mnohých výhod:
- Rezanie plynu vám umožňuje znížiť veľkú hrúbku materiálu. A tiež s jeho pomocou, môžete si čistý rez šablotou. Je jednoducho nemožné dosiahnuť presnosť výkonu práce pri používaní práce, a ak bolo potrebné znížiť dieru na určitú hĺbku, potom sa s ním dokáže vyrovnať len rezací plyn.
- Pre rezanie plynu vyžaduje rezač, ktorý má nízku hmotnosť a rozmery. To vám umožní dosiahnuť pohodlie načas, a ak porovnáte rezač s analógmi benzínu, potom je rozdiel kolosálny. Benzínové frézy sú veľmi hlučné, sú ťažké vytvoriť čisté rezy kvôli vysokej hmotnosti, silné vibrácie nútia operátora, aby vynaložil úsilie počas rezania. Tlak kyslíka umožňuje stráviť sily.
- Rezanie plynu vám umožňuje urýchliť proces rezania takmer 2 krát, ak porovnávame výsledky, ktoré zobrazujú analógy benzínu.
- Presnosť rezu je horšia ako hladina acetylénového rezačky, ale zároveň oveľa lepšie ako benzín a brúska.
- Propán je veľmi lacný plyn. Jeho použitie je prospešné v prípadoch, keď sa vyžaduje veľké množstvo práce.
Cena propánu vám umožňuje vykonávať prácu veľkých objemov
Bohužiaľ, ale mínusy sa však konajú, ale sú oveľa menšie a sú presnejšie, potom je to obmedzené spektrum kovov, ktoré môžu byť rezané.
Napríklad plynové rezanie kovu s propánom a kyslíkom nie je schopný rezať oceľ s vysokým obsahom uhlíka. Preto je použitie tohto typu rezania odôvodnené len pre nízku a strednú uhľovitú oceľ.
Takéto obmedzenie dochádza v dôsledku skutočnosti, že teplota topenia vysokých uhlíkových ocelí sa rovná teplote spaľovania plynovej rezačky, takže pri rezaní materiálu sa roztaví a nedáva kyslík, aby sa dostal dovnútra.
Z nasleduje pravidlo: Na úspešné rezanie by mala byť teplota spaľovania kovového rezania menšia ako jeho teplota topenia.
Ako sa rezanie?
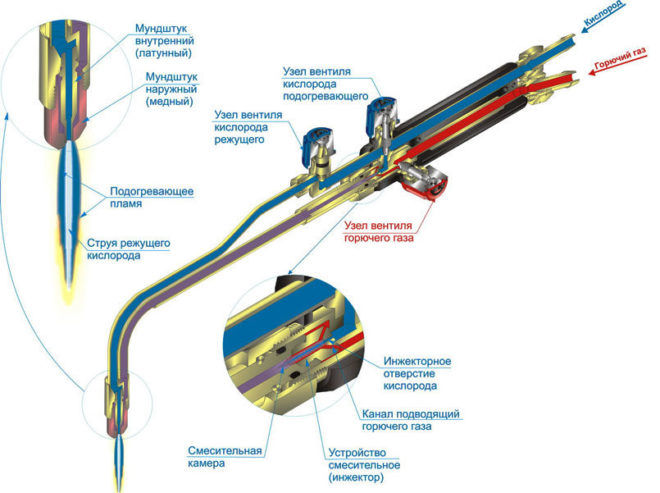
Rez je vytvorený so simultánnym vyhrievaním. Na tento účel má hrotu fréza 3 dýzy. Side slúži na dodávku vykurovacieho zmesi a v strede je tenká dýza, cez ktorú sa kyslík dodáva za veľmi vysokého tlaku.
Ak hovoríme o tlaku, môže dosiahnuť 12 atmosfér, takáto sila stačí, aby sa zabezpečilo, že osoba, ktorá položila ruku pod prúd vzduchu, poškodil pokožku. Keď sa zapaľovanie tohto prúdu, kovové konštrukcie rezanie.
S takýmto spôsobom sa vytvorí tok, ktorý je rozptýlený s plameňom na boku, a ak sa uskutočňuje rezaním, potom horí celým materiálom. Kvôli tomu je rezanie kovu oveľa lepšie ako elektrické. Koniec koncov, šev, čo má za následok koniec, je veľmi elegantný.
Ak sa vrátite na kovy, teplota topenia je nižšia ako 600 stupňov Celzia, potom sa nebudú rezať kvôli odstráneniu špičkovej kovovej vrstvy, ktorá sa opakuje na koniec rezania. Aby sa stalo potrebným rezaním mobilných ohrievačov. Jedná sa o malé stlačené plynové plechovky, na ktorých nosenie dýzy.
Rezací proces
Pred začatím rezania musíte odstrániť hrdzu z kovu.

Je potrebné očistiť kov
Pri rezaní by mal byť obrobok umiestnený tak, aby sa cez neho ľahko prechádzal výstupný prúd.
Na samom začiatku postupu sa povrch materiálu zahrieva na teplotu spaľovania kovov. Používa sa kyslík a horľavý plyn. Po dosiahnutí požadovanej teploty sa dodáva kyslík, ktorý sa zapáli, v dôsledku kontaktu s horúcim povrchom a bude to prerezané.
V tomto okamihu je dôležité dosiahnuť kontinuitu prívodu kyslíka, inak, plameň pôjde von a povrch sa rýchlo vychladne a potom sa bude musieť znovu zahrievať.
Jasná korelácia sa vysleduje v procese rezu - čistič použil kyslík, tým vyššia je kvalita rezu. A niekedy je tu situácia, v ktorej je trysk kyslíka ostro narezaný do kovu a rezacie plniace kvapky, začne zakrivenie prietoku. Aby ste sa vyhli takejto situácii, potrebujete trochu nakloniť prúd.
Je dôležité pochopiť, že prúd má tvar kužeľa, rozširuje bližšie k dnu. Z tohto dôvodu sa šírka rezu zvýši pri približovaní sa rezania a mierka sa vytvorí.
Situáciu môžete opraviť zvýšením sily rezačky, ale nemali by ste byť príliš zapojení, ak sa pohybujete, potom sa rozsah nastane na vrchole kovu.
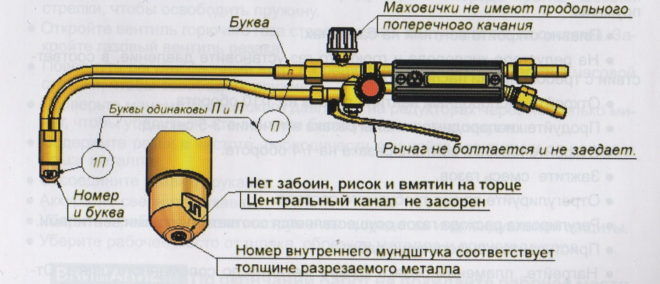
Fréza
Na kvalitu rezania silno ovplyvňuje tlak kyslíka. Vysoký tlak nevyhnutne vedie k zlému rezu a spotreba kyslíka sa stáva len obrovským. Malý tlak neumožňuje rezné kovové a odstrániť oxidáciu bude ťažké. Preto je potrebné dodržiavať priemerné ukazovatele, ktoré sú jednotlivé pre každý kov, a nastavte prívod kyslíka z kyslíkového valca.
Krok za krokom pokyny pre prácu s plynovou vstrekovacou rezačkou
Špeciálne momenty v rezaní
Technológia rezania kovov hovorí, že nemusíte ponáhľať otvorenie ventilu frézy propánu, pretože v tomto prípade ste vystavení nebezpečenstvu, ktoré môže vzniknúť v dôsledku interakcie kyslíka s predhriatom kovu. Na odstránenie reverzného šoku plameňa je potrebné odstrániť kyslík prúd, striktne sledovať rohu naklonenia horáka.
Spočiatku sa rovná 90 stupňov, potom sa vykonáva malá odchýlka, asi 6 stupňov, na opačnej strane pohybu. Ak sa vykonáva rezanie hrubého kovu, odchýlka sa môže zvýšiť až 70 stupňov.
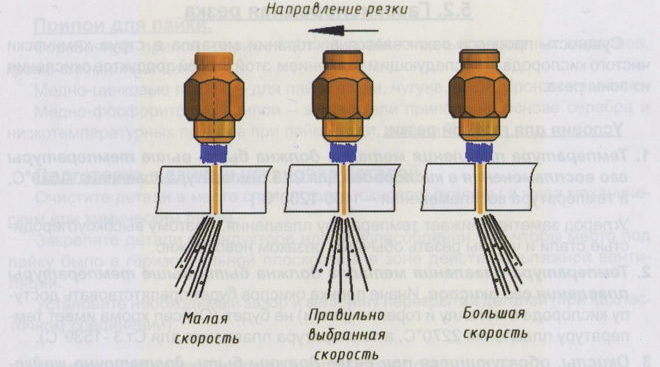
Je dôležité si uvedomiť, že proces rezania na kov by mal vyskytnúť s rovnakou rýchlosťou, ktorá je vybraná podľa vizuálnej metódy, môžete odhadnúť rýchlosť iskier.
S optimálnou rýchlosťou, zapaľovací prúd havaruje v uhle 90 stupňov. Ak iskry lietajú na stranu, odlišnú od reznej strany rezačky, potom je rýchlosť rezania veľmi malá. Vysoká rýchlosť informuje uhol odchodu iskier nižší ako 80 stupňov.
Hrúbka kovu hrá poslednú úlohu, pretože ak je hrúbka kovu dosť veľká, potom nemôžete pohybovať nožnicový monotónne, kým sa list nereje počas hrúbky. Bližšie k koncu rezania je potrebné zvýšiť uhol sklonu o 15 stupňov.
Počas postupu by nemali byť dlhé pauzy. Ak sa práca stále zastavila v určitom okamihu, potom sa rezanie začalo od samého začiatku a zvoliť nové štartovacie miesto.
Koniec rezania musí byť v tomto poradí sprevádzaný týmito akciami: \\ t
- zastavenie zásobovania kyslíkom;
- dodávky regulácie kyslíka;
- vypnúť propán.
Požadované vybavenie
Aby ste mohli používať plynové rezačky, musíte mať aspoň jednu basu propánu a kyslíka, hadice určených na vysoký tlak, rezač. Každý balón je kompletný s prevodovkou, s ktorou môžete nastaviť prietok plynu. Valec s propánom má vodu, takže je nemožné používať inú prevodovku na ňom.
Rôzne frézy na rezanie kovov nie sú široko odlišné. Všetky majú 3 ventily:
- jeden až kŕmiť propán;
- druhý - regulačný kyslík;
- tretí - rezný kyslík.
Všetky kyslíkové ventily sú modré a pre propán-červený. Metal je narezaný prúdom plameňa.
Systém rezačky plynu
Plynová fréza môže znížiť kov s hrúbkou až 300 mm. Zariadenie je veľmi ľahko opravené, pretože mnohé časti zariadenia sú zameniteľné.
Bezpečnostná technika
Malo by sa zrejmé, že rezanie kovového plynu je proces, ktorý môže aj nováčik majster, ale tento proces sa nestane menej nebezpečným. Preto je možné vykonávať školenie len pod dohľadom skúseného špecialistu.
Ak chcete vykonať prácu na reznom kovu, by mali nasledovať nasledujúce bezpečnostné zariadenia: \\ t
- V miestnosti, kde je práca prebieha, by sa malo zabezpečiť dobré vetranie.
- Všetky horúce látky by sa mali odstrániť na vzdialenosť 5 metrov od miesta, kde sa bude rezanie vykonať.
- Práca sa môže vykonávať len v špeciálnom odeve: ochranná maska, žiaruvzdorné oblečenie.
- Je nemožné nasmerovať plameň na zdroj plynu. Jeho smer by mal byť diametrálne opačný.
- Počas práce rezačky je zakázané prejsť na hadice, presunúť ich, v každom spôsobe, ako ich fyzicky ovplyvniť.
- Počas prestávky musíte splatiť plameň na rezačke, otočte ventily na valce s plynom.
Efektívne a bezpečné rezanie možno dosiahnuť len vtedy, ak sú splnené všetky tieto pravidlá, ktoré sú komplikované len na prvý pohľad.
Video: rezanie kovov





