Rezanie kyslíka
Podstatou procesu rezania kyslíka
Rezanie kyslíka je založené na vlastnostiach kovov a ich zliatin spáliť prúdom technicky čistého kyslíka. Kovy môžu byť rezané, spĺňať tieto základné požiadavky:
- Teplota topenia kovu by mala byť vyššia ako jeho teplota zapaľovania v kyslíku. Kov, ktorý nespĺňa túto požiadavku, sa topí a nehorí. Napríklad nízka uhlíková oceľ má teplotu topenia približne 1500 ° C a horľavý v kyslíku pri teplote 1300 ... 1350 ° C. Zvýšenie obsahu uhlíka v oceli je sprevádzaný poklesom teploty topenia a zvýšením teploty vznietenia v kyslíku. Preto je komplikované rezanie ocele so zvýšeným obsahom uhlíka a nečistôt.
- Teplota topenia oxidov by mala byť pod teplotou topenia samotného kovu tak, že vytvorené oxidy sa ľahko fúkajú a nezasahovali do ďalšieho oxidácie a rezania procesu. Napríklad pri rezaní chrómových ocelí sa vytvárajú oxidy chrómu s teplotou topenia 2000 ° C a s rezaním oxidov hliníka s teplotou topenia približne 2050 ° C. Tieto oxidy sa týkajú povrchu kovu a zastaviť ďalší proces rezania.
- Strieky vytvorené počas rezania by mali byť dostatočne tekutý člen a ľahko vyfúknite z rezu. Manipulácia a viskózne trosky zabraňujú procesu rezania.
- Tepelná vodivosť kovu by mala byť najmenšia, pretože pri vysokej tepelnej vodivosti tepla, ktorá je komunikovaná kovom, je intenzívne priradený k reznej úseku a teplo kovu na vzplanutie, teplota zapaľovania bude ťažké.
- Množstvo tepla uvoľneného počas spaľovania kovu by malo byť veľké; Toto teplo prispieva k ohrevu priľahlých častí kovu a tým zabezpečuje kontinuitu procesu rezania. Napríklad, s rezaním nízkej uhlíkovej ocele 65 ... 70% celkového tepla je zvýraznené zo spaľovania kovu v kyslíkovom prúde a len 30 ... 35% je teplo z ohrievacieho frézy.
Existujú dva hlavné typy rezania kyslíka: oddelenie a povrch.
Obr. jeden
Oddelenie rezania (Obr. 1) sa používa na orezanie rôznych typov polotovarov, rezné plechy, rezné hrany na zváranie a iné diela spojené s reznými kovovými dielcami. Podstatou procesu spočíva v tom, že kov pozdĺž čiary sekcie sa zahrieva na teplotu zapaľovania v kyslíku, horí v kyslíkovom prúde a tvorené oxidy vyfukujú tento prúd z úseku úseku.
Povrchu (Obr. 95, a b c) Použiť na odstránenie povrchovej vrstvy kovových, rezacích drážok, odstránenie povrchových defektov a iných prác.
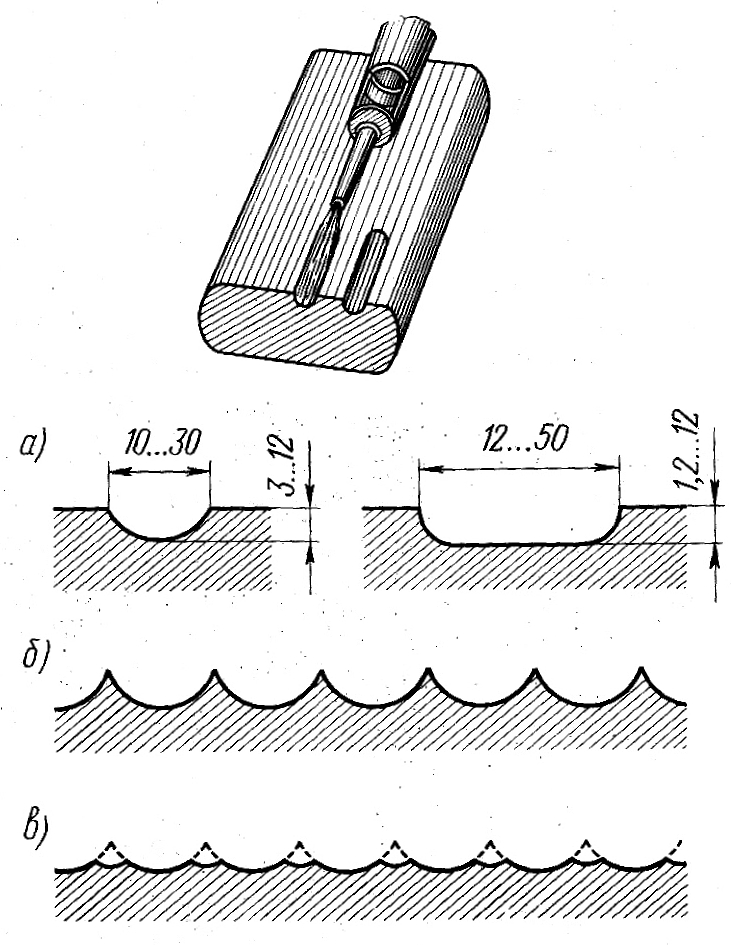
Obr. 2.
Aplikujte dva typy povrchových rezaní - mŕtvica a brúsenie . Keď je prísny prísny rezač, robí reciprotačný pohyb ako hobľovacia fréza. Pri otáčaní sa rezačka funguje ako cirkev.
Zariadenia na rezanie kyslíka
Rezačky kyslíka rezanie cruise slúžia na správne riešenie horľavých plynov alebo výparov tekutiny s kyslíkom, tvorbou ohrievacieho plameňa a dodávky do rezacej zóny čistého kyslíka. Frézy sú klasifikované podľa dohody ( univerzálny a Špeciálny), Na princípe miešania plynov ( injektor, I. bez hrudi) Podľa druhov reprízov (pre separácia a povrchu rezanie), na použitie (pre manuálny a stroj rezanie). Univerzálne vstrekovacie rezačky na separačné rezanie (obr. 3) boli získané najväčšou aplikáciou.
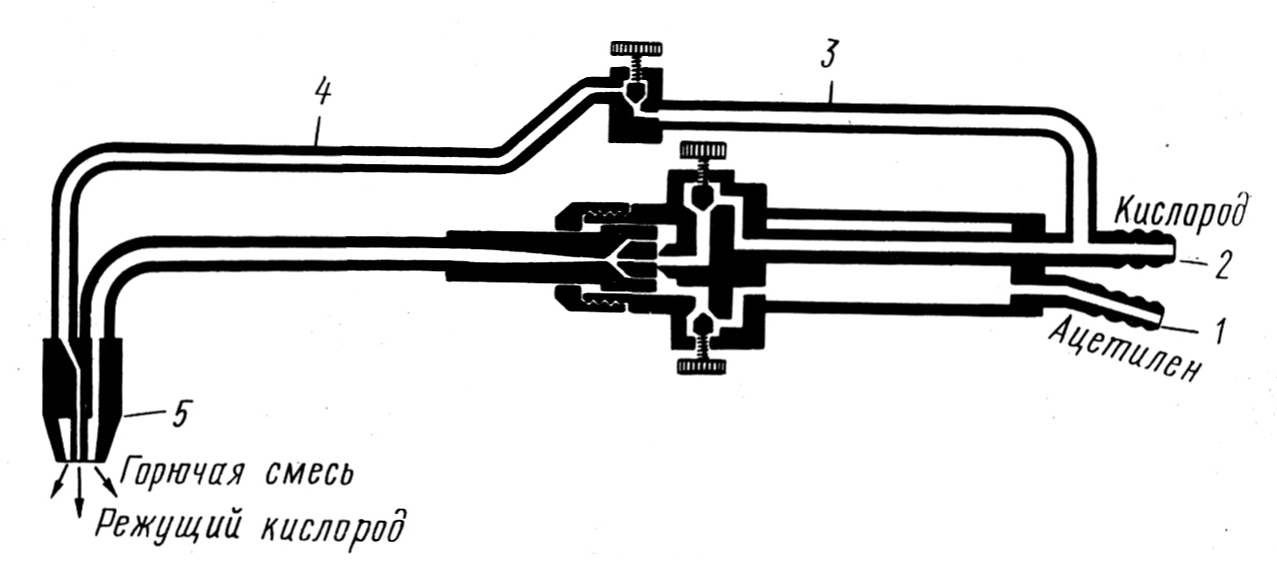
Obr. 3.
Oni sa líšia od zváracích horákov o prítomnosti samostatnej rúrky na zásobovanie kyslíka a špeciálneho zariadenia, ktoré sa skladajú z dvoch vymeniteľných náustkov ( vonkajší - pre vykurovací plameň a vnútorný - Pre prúd čistého kyslíka). Acetylén sa podáva na hadici na Nippel 1 a kyslík - na Nippel 2 . Od Nippel 2 Kyslík ide v dvoch smeroch. Jeden kus kyslíka, ako v bežných zváracích horákoch, vstupuje do injektora a potom do miešacej komory. K dispozícii je horľavá zmes kyslíka s acetylénom, sania cez bradavku 1 . Horľavá zmes prechádza trubicou, ukazuje sa cez prstencovú medzeru medzi vnútorným a vonkajším náustkom 5 a vytvorí vyhrievaný plameň. Ďalšia časť kyslíka cez trubicu 3 a 4 Vstupuje do centrálneho otvoru vnútorného náustka 5 A tvorí prúd rezacieho kyslíka, horiace kovové odhaľujúce oxidy z rezanej zóny.
Skvelá aplikácia dostala manuálnu univerzálnu rezačku "Fakľa" (Vylepšený dizajn rezačky "Plameň" ). Má päť vnútorných a dvoch vonkajších náustkov, ktoré umožňujú rezaný kovový 300 mm s rýchlosťou (v závislosti od kovu a jeho hrúbky) 80 ... 560 mm / min . Pre prácu na plyn-náhradky acetylénu sa používajú rezačky Rzr . Líšia sa vo veľkých veľkostiach prierezu vstrekovačov a náustkov. Priemyselné zariadenia vyvoláva plug-in vymeniteľné rezačky navrhnuté tak, aby pripevnili univerzálne zváranie do kmeňov (napríklad frézy RGS-70 Do horákov "Hviezda" a GS-3. fréza RGM-70 - do horákov "Hviezda" a GS-2 ). To vytvára veľké pohodlie v stavebných a inštalačných podmienkach s častými prechodmi z zvárania na rezanie a naopak.
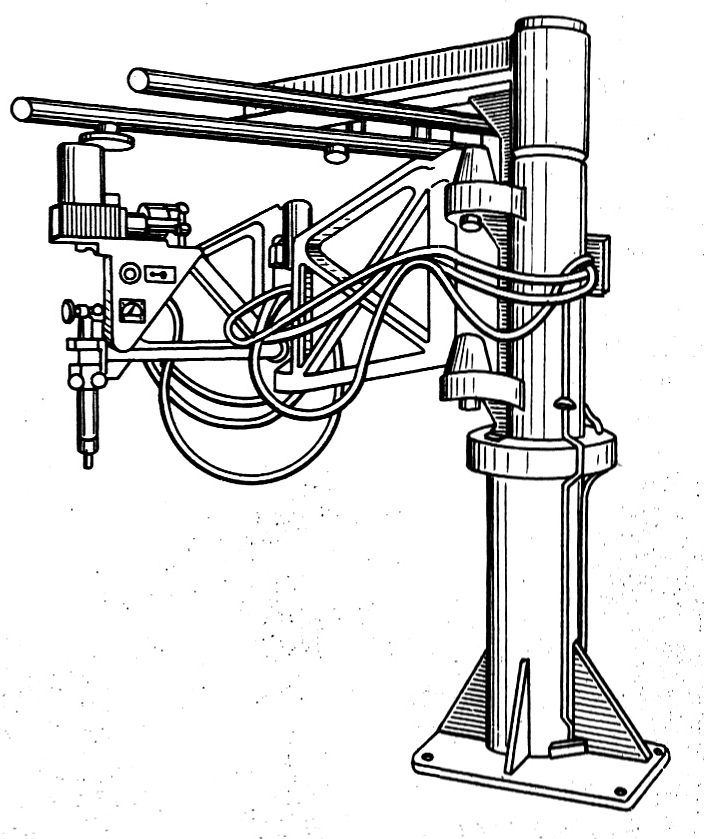
Obr. štyri
Stacionárne závesy sa používajú na rezanie stroja Assh-2 (Obr. 4) a Assh-70 odlišovať od Assh-2. Rozšírenejší pohon a prítomnosť pantografu, ktorá vám umožňuje znížiť tri časti súčasne. Hrúbka rezného kovu 5 ... 100 mm . Prenosné stroje sú samohybné vozíky vybavené rezačkou a pohybujú sa cez rezací kov. Disk je elektromotor, pružinový mechanizmus alebo plynová turbína. Napríklad auto "Rainbow" Navrhnuté na rezanie oceľových plechov hustých 5 ... 160 mm rýchlosť 90 ... 1600 mm / min . Masový stroj 16 kg . Prenosné autá "Satellite-3" Navrhnuté na rezanie oceľových rúrok s priemerom 194 ... 1620 mm S hrúbkou steny 5 ... 75 mm s rýchlosťou 100 ... 900 mm / min . Masový stroj - 18 kg .
Technológia rezania kyslíka
Povrch rezu kovu by mal byť dobre vyčistený pred nečistotami, farbami, stupnicami a hrdzou. Na odstránenie stupnice, farby a oleje je potrebné pomaly s plameňom horáka alebo rezačkou na kovovom povrchu pozdĺž zamýšľaného sekcií. V tomto prípade vyhorenie farby a ropy a stupnica zaostáva za kovom. Potom sa kovový povrch nakoniec čistí kovovou kefou.
Rezný proces začína vykurovaním kovu. Rezačka ohrievača je nasmerovaná na okraj rezu kovu a zahrieva na teplotu zapaľovania v kyslíku (takmer takmer až teplotu topenia). Potom nechajte prúd rezania kyslíka a posuňte rezačku pozdĺž rezu. Kyslíkové popáleniny Horné vyhrievané kovové vrstvy. Teplo uvoľnené počas spaľovania ohrieva základné kovové vrstvy na teplotu zapaľovania a udržiava kontinuitu rezania.
Pri rezaní hustých materiálov 20 ... 30 mm Rezačka ústami je nainštalovaná na začiatku v uhle 0 ... 5 ° na povrch a potom - v uhle 20 ... 30 ° na boku, pohyb rezačky. To urýchľuje proces ohrievania kovov a zlepšuje výkon.
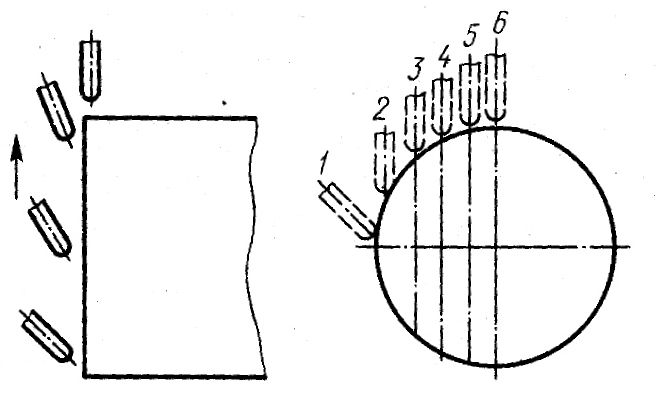
Obr. päť
Kovové rezanie veľkých hrúbok sa vykonáva nasledovne. TUCHTUKT COFTER PRVÝ Nastavte kolmo na povrch rezania kovov, takže prúd vykurovacieho plameňa a potom rezný kyslík bol umiestnený pozdĺž zvislej plochy rezaného kovu. Po zahriatí kovu na teplotu zapaľovania je povolený prúd rezania kyslíka. Presunutie rezačky pozdĺž reznej čiary začína po kovu na začiatku tohto riadku narezaný na celú svoju hrúbku. Aby sa zabránilo odrezaniu rezania v dolných vrstvách kovu, na konci procesu by mal postupne spomaliť rýchlosť pohybu rezačky a zvýšiť jeho svah 10 ... 15 ° na strane, inverzný pohyb. Odporúča sa spustiť proces rezania zo spodného okraja, ako je znázornené na obr. 5. Predohrev 300 ... 400 ° С Umožňuje rezanie pri vysokej rýchlosti. Rýchlosť pohybu rezačky musí zodpovedať rýchlosti spaľovania kovov. Ak je rýchlosť pohybujúcej sa rezačky nastavená správne, závit iskier a trosky mušty z rezu priamo nadol a hrany sa získajú čisté, bez uzlov a swetov. S vysokou rýchlosťou pohybu nožnice, za iskra zaostáva, kov v spodnom okraji nemá čas na vypálenie, a preto sa zastaví koncové rezanie. Pri nízkej zväzovej rýchlosti je iskra pred rezačkou, hrany rezu sa roztopia a na ktoré sa vzťahuje kampane.
Tlak rezacieho kyslíka sa stanoví v závislosti od hrúbky rezného kovu a čistoty kyslíka. Čím vyššia je čistota kyslíka, tým menší tlak a spotreba kyslíka. Závislosť tlaku kyslíka z hrúbky kovu s manuálnym rezaním je nasledovná:
Šírka a čistota rezu závisí od spôsobu rezania a hrúbky rezu kovu. Rezanie strojov poskytuje čističové hrany a menšiu šírku rezu ako manuálne rezanie. Čím väčšia je hrúbka kovu, tým väčšia je šírka rezu. Toto je zrejmé z nasledujúcich údajov:
| Kovová hrúbka, mm | 5…50 | 50…100 | 100…200 | 200…300 |
|---|---|---|---|---|
| Šírka rezu, mm | ||||
| S manuálnym rezaním | 3…5 | 5…6 | 6…8 | 8…10 |
| S rezaním stroja | 2,5…4,0 | 4,0…5,0 | 5,0…6,5 | 6,5…8,0 |
GOST 14792-80 "Podrobnosti a prázdne miesta, rezané kyslíkom a plazmovým-oblúkovým ostrým. Presnosť, kvalita povrchu rezu " zabezpečuje limitné odchýlky menovitých rozmerov častí (polotovarov) v závislosti od spôsobu rezania, veľkosť častí (medzier) a hrúbky kovu; Namontovaná Trojročná presnosť:
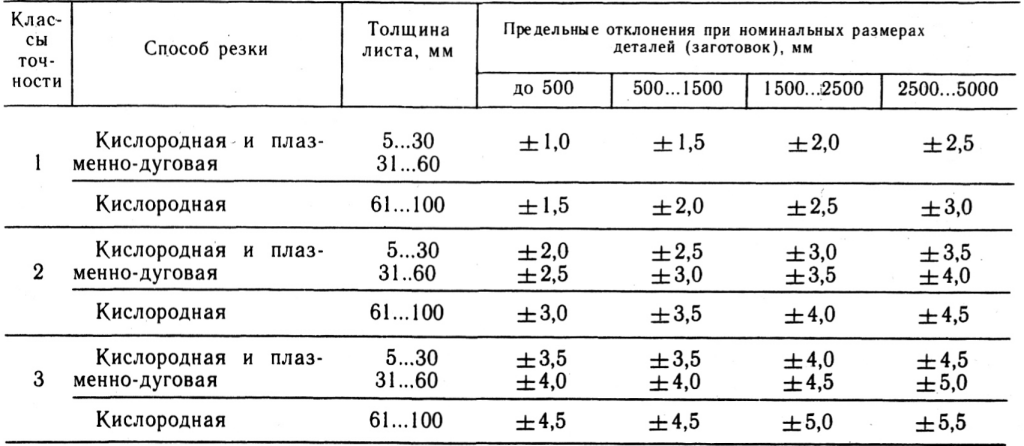
Uvádzajú sa aj indikátory kvality rezu povrchu:
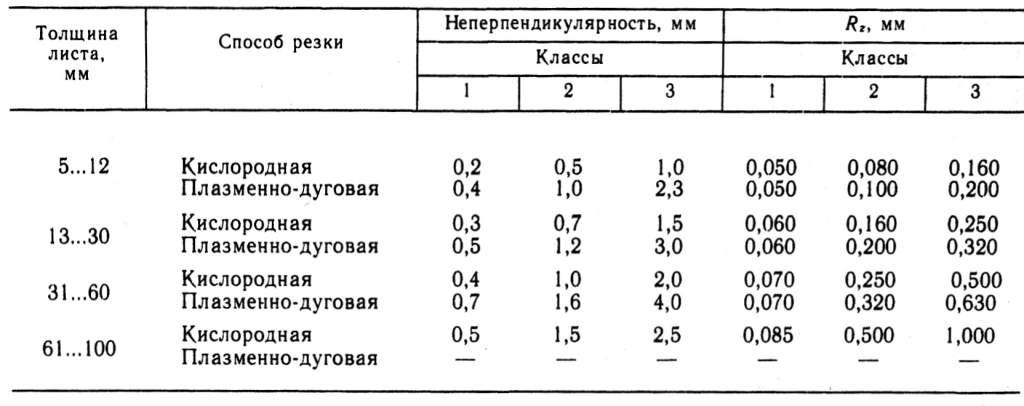
Tieto ukazovatele sa týkajú rezania kyslíka s nízkym uhlíkom 1. a 2. odrody.
Proces rezania spôsobuje zmenu štruktúry, chemického zloženia a mechanických vlastností kovu. S reznou nízkouhlíkovou oceľou je tepelný účinok procesu na jeho štruktúre bezvýznamný. Spolu so súčasťou perlitu sa objaví nerovnovážná zložka sorbitolu, ktorá dokonca trochu zlepšuje mechanické vlastnosti kovu. Pri rezaní ocele s zvýšeným obsahom uhlíka, ako aj zliatinové nečistoty, okrem sorbitolu, tvorí a dokonca martenzit. To výrazne zvýši tvrdosť a krehkosť ocele a spracovateľnosť okrajov okrajov zhoršuje. Je možné vytvoriť studené trhliny. Zmena chemického zloženia ocele sa prejavuje vo formácii odkvapovej vrstvy kovu priamo na reznom povrchu v dôsledku spaľovania uhlíka pod vplyvom prúdu rezného kyslíka. Mierne hlbší je pozemok s veľkým obsahom uhlíka ako východiskový kov. Potom, pretože obsah uhlíka sa odstráni z rezu, znižuje sa k zdroju. Vyskytuje sa aj spaľovanie legujúcich prvkov ocele.
Mechanické vlastnosti nízkej uhlíkovej ocele s rezaním sa takmer nezmenia. Oceľ so zvýšeným obsahom uhlíka, mangánu, chrómu a molybdénu sú vytvrdené, stáva sa tvrdšie a trhliny v reznej zóne.
Nerezové chróm a chromonichel oceľ, liatiny, neželezné kovy a ich zliatiny nie sú prístupné konvenčné rezanie plynových kyselín, pretože nespĺňajú vyššie uvedené podmienky.
Pre tieto kovy sa používa rezanie kyslík-tok, ktorých podstata je nasledovná. Práškový práškový tok je kontinuálne dodávaný do rezacej zóny s pomocou špeciálneho zariadenia, ktoré je kombinované s dodatočným tepla a teplota úseku úseku je zvýšená. Okrem toho tok spaľovacie produkty reagujú s žiaruvzdornými oxidmi a poskytujú kvapalné akumulovateľné trosky, ľahko vyplývajúce z časti rezu.
Ako tok sa používa jemný chov brankár Pz5m. (GOST 9849 - 74). Pri rezaní chrómu a chromonichelových ocelí v toku Pridať 25…50% Stupnice. Pri rezaní liatiny Pridať ~30…35% Dominálny ferfosfor. S rezaním medi a jeho zliatin sa použije tok, ktorý sa skladá z zmesi železného prášku s hliníkovým práškom ( 15…20% ) a ferfosforu ( 10… 15% ).
Rezanie je vyrobené URHS-5. pozostáva z fluxeer a rezačky. Inštalácia sa používa pre manuálne a strojové kyslík-tokové rezanie vysoko zliatinového chrómu a hustého chromonichelu 10 ... 200 mm S rýchlosťou rezania 230 ... 760 mm / min . Na 1m Rez je konzumovaný kyslíkom 0,20 ... 2,75 m 3 , acetylén - 0,017 ... 0,130 m 3 a toku - 0,20 ... 1,3 kg .
V prípade rezania kyslíka-toku, niektoré z tepla vykurovacieho plameňa ide do zahrievania toku. Preto sa vykonáva sila plameňa 15…25% vyššie ako pri konvenčnom rezaní plynu. Plameň by mal byť normálny alebo s určitým nadbytkom acetylénu. Nainštaluje sa vzdialenosť od konca kosačky náustku na povrch rezného kovu 15 ... 25 mm . V malej vzdialenosti sa častice toku odrážajú z kovového povrchu a padajúce do nožnice SOT, spôsobujú bavlnené a reverzné štrajky. Okrem toho existuje prehriatie náustku, čo vedie k porušeniu procesu rezania. Uhol sklonu náustka by mal byť 0…10 0 Na boku, spätný smer rezania. Dobré výsledky poskytujú predohrev. Chromium a chromonichel oceľ vyžadujú vykurovanie 300 ... 400 ° С a zliatiny medi - do 200 ... 350 ° С .
Rýchlosť rezania závisí od vlastností kovu a jeho hrúbky. Hrúbka železa 50 mm Znížiť rýchlosť 70 ... 100 mm / min . Súčasne 1m Strážal sa 2 ... 4 m 3 kyslík 0,16 ... 0,25 m 3 Acetylén I. 3,5 ... 6 kg Flichy. Pri rezaní zliatin medi sa získava približne rovnaké údaje. S rezaním chrómu a chromonichelových ocelí sa spotreba všetkých materiálov zníži takmer 3 krát .





