Rezanie plynu: Spotreba kyslíka a propán, technológia
Najbežnejším spôsobom, ako je dnes, je autogénny, je tiež nazývaný plyn alebo kyslík. Jeho esencia prichádza k tomu, že pod vplyvom plynového plameňa, kov sa zahrieva a začína roztaviť a pod vplyvom kyslíkového prúdu, dochádza k jeho spaľovaniu, čo robí úzku drážku.
Acetylén, propán-bután, prírodný, koksový plyn sa používa ako ohrievač.
Rezanie kovov môže byť klasifikované v závislosti od požadovaného konečného výsledku:
- povrchné;
- oddelenie;
- rezanie kopije.
Povrchové rezanie plynu sa vzťahuje v prípadoch, keď je potrebné odstrániť kovové vrstvy, aby vytvorili štrbiny, drážky a iné konštrukčné prvky.
Rozdelenie druhov stanovuje implementáciu koncového rezania, aby sa dosiahli požadované množstvo kovových prvkov, časti. Pôžičkový kov na získanie hlboko alebo cez diery sa nazýva ostrý kopije.
Technologický proces
V nezávislosti od typov rezu bude technológia vykonávania tohto procesu rovnaká. Spaľovanie plynu poskytuje teplotu od 1000 do 1300 ° C, stačí rozpustiť pevnú oceľ. Počas tohto sa dodáva silný prúd kyslíka, ktorý reaguje s molekulami roztavených kovov, oxiduje ich.
Výsledkom je, že sa znížil rez. Kyslík sa privádza pod vysokým tlakom, často dosahuje 12 atmosfér, taký prúd aj bez kŕmenia požiaru môže znížiť kožu.
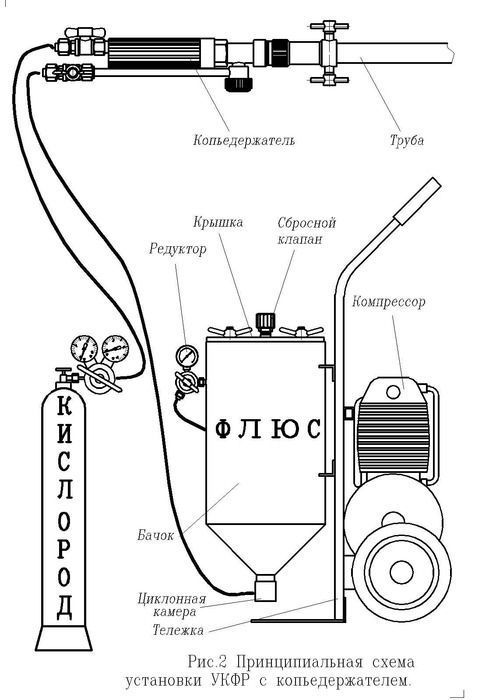
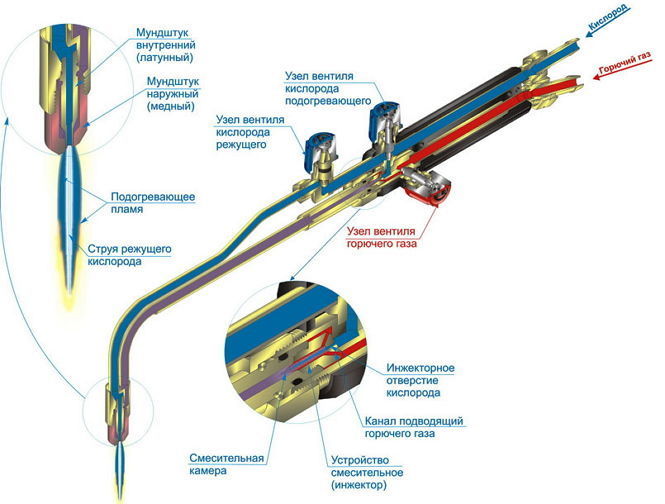
Týmto spôsobom je navrhnutá štruktúra rezacieho prístroja:
- plynový horák;
- dva valce;
- mixér;
- regulátor tlaku;
- hadice.
Plynový horák pozostáva z hlavy s niekoľkými dýzami, väčšinou tri. Prostredníctvom dvoch stranou je palivová látka kŕmená, cez tretinu, ktorá sa nachádza v strede, kyslík sa dodáva. Valce sú určené priamo na plyn a kyslík, v závislosti od objemu zamýšľaných prác, zodpovedajúce valce sú vybrané.

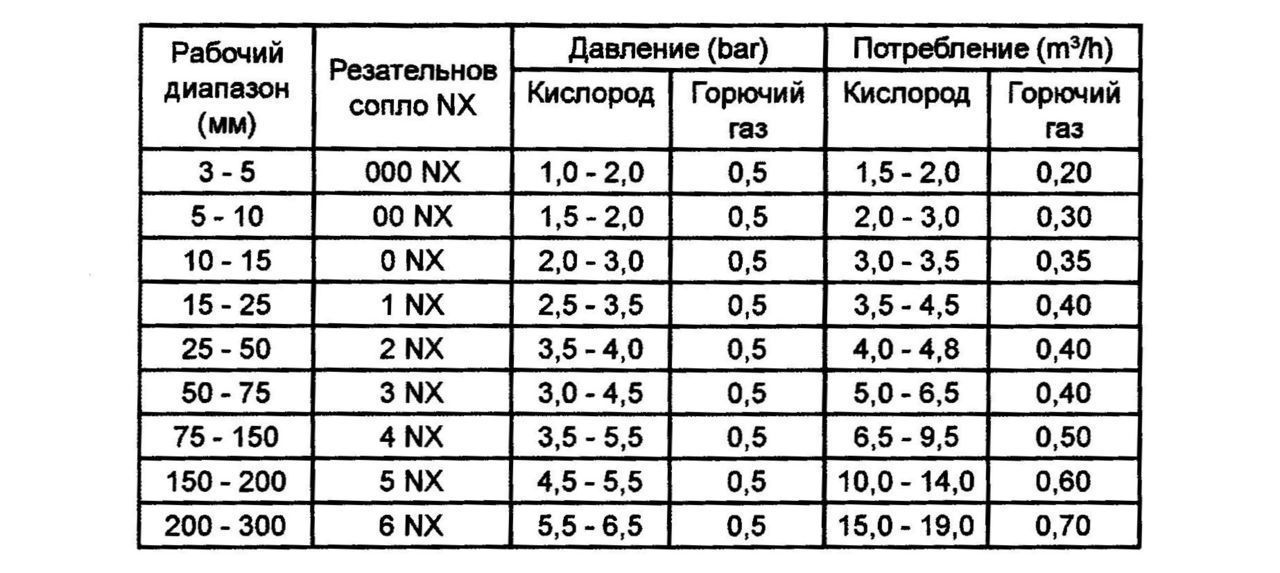
Na zabezpečenie jednej hodiny nepretržitej prevádzky sa spotrebuje priemer 0,7 M 3 acetylén (1 m3 propánu) a 10 m3 kyslíka. Všeobecne platí, že požadované množstvo surovín bude závisieť od hustoty kovu a požadovanej teploty na jeho zahrievanie. Znížená spotreba propánu môže byť spôsobená špeciálnymi dýzami na trysiek, ktoré upevňujú prívod plynu v určitom smere, tým bližšie je prívod kyslíkovým prúdom, spotreba paliva sa zvýši.
Hadice sú potrebné na napájanie kyslíka a paliva z valcov do mixéra, nazývajú sa aj rukávy. Materiál, z ktorého sú hadice vyrobené, sú dvojvrstvové pneumatiky, medzi vrstvami rámu, vyrobené z bavlnenej nite. Priemer - až 12 mm, možnosť prevádzky pri teplote vzduchu nie je nižšia ako -35 ° C.
Regulátor tlaku je potrebný na poskytnutie rôznych režimov a rezacích rýchlostí. Kŕmenie Menšie množstvo paliva môže byť vybavené nízkou teplotou, ktorá je potrebná na jemnú oceľ alebo kov s nízkou pevnosťou, ako aj znížiť spotrebu surovín.
Ďalšou dôležitou funkciou prevodovky je zachovanie rovnomernej hladiny tlaku. Ak je prívod plynu počas procesu rezania prerušený, kov sa rýchlo ochladí a ďalšie spracovanie sa stane nemožným.
Kovové rezanie s propánom a kyslíkom
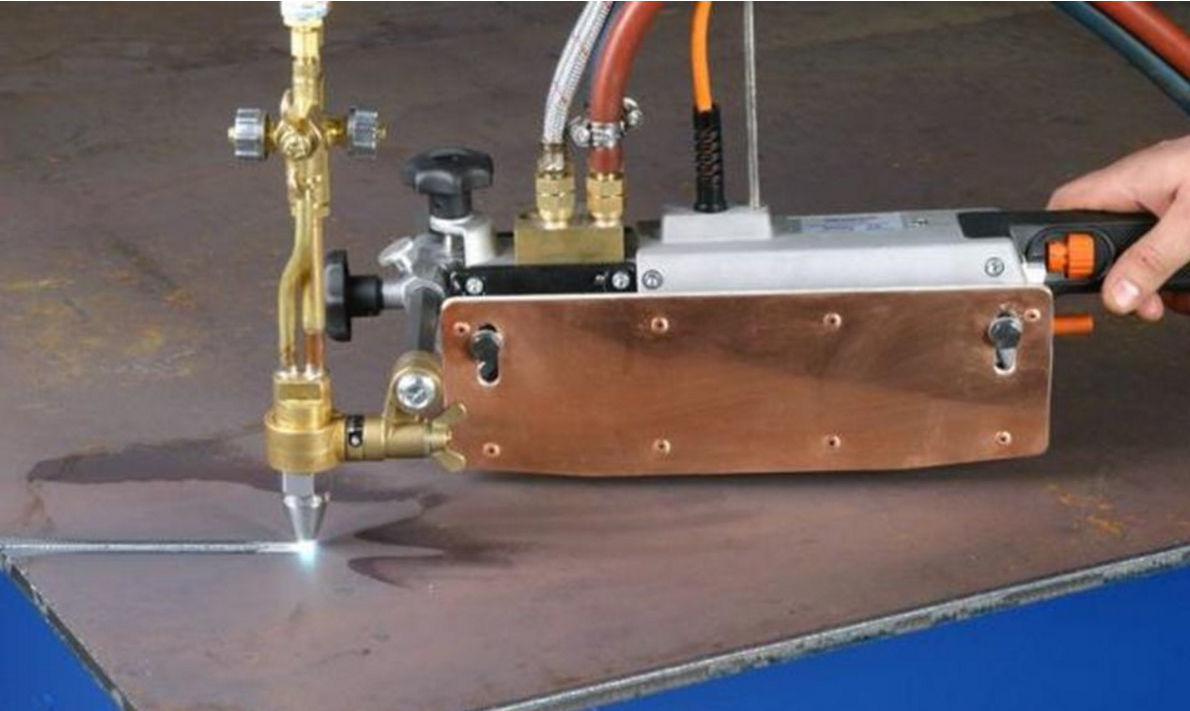
Potrebné vybavenie
 Fréza p101
Fréza p101 Prvým rezačom bolo zariadenie R1-01, bolo konštruované v ZSSR, potom sa objavili viac aktualizovaných modelov - P2 a P3. Zariadenia sa vyznačujú veľkosťou trysiek a výkonom prevodovky. Moderné manuálne inštalácie:
- Zmena;
- Rýchly;
- Orbit;
- Secátora.
Vyznačujú sa množinou ďalších funkcií a výkonu.
Rýchly môže vykonávať kučeravé rezanie podľa zadaných výkresov, rýchlosť práce dosahuje 1000 mm za minútu, maximálna prípustná hrúbka kovu na 100 mm. Zariadenie má sadu odnímateľných dýz, aby sa poskytlo plech alebo rúrky rôznej hrúbky.
Toto zariadenie môže pracovať s použitím rôznych typov horľavých plynov, na rozdiel od prototypu P1-01, ktorý funguje len na acetylén.
Manuálny sector rezač má viac zlepšených charakteristík v porovnaní s náprotivkami.

S ním môžete zvládnuť kov s hrúbkou až 300 mm, tieto sú vybavené ďalšími dýzami, ktoré sú súčasťou súpravy, sú odnímateľné a môžu byť zakúpené navyše, ako nosenie. Secutor môže produkovať nasledujúce typy rezania:
- prišiel;
- priamy
- krúžok;
- pod skrutkou.
Rýchlosť je možné nastaviť v rozsahu od 100,1200 mm za minútu a pomocou vstavaného spojky objímky sa poskytuje hladký pohyb plechu. Vzduchový reduktor poskytuje čistiacu prácu a znižuje spotrebu paliva.
Vyššie uvedené modely patria do manuálnej, to znamená, že sú kompaktné, spravujú ruky sprievodcu. Ale pre veľké objemy kovu, pracujú s takým
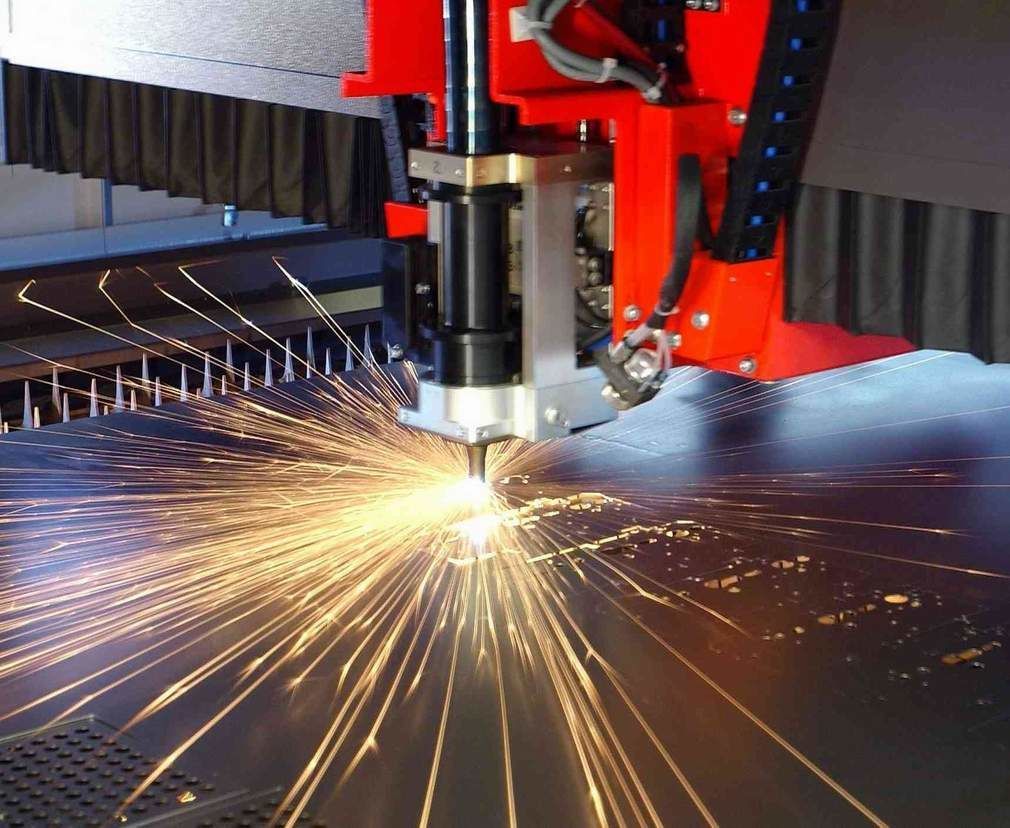
zariadenia sú nepohodlné a nie účinne. Pre priemyselnú výrobu sa aplikujú stacionárne rezacie zariadenia - to je v podstate rovnaká technológia.
Sú to stroj s stolom, v ktorom je vybudovaný rezný mechanizmus. Jeho práca poskytuje elektrický
kompresor, pre ktorý je elektrická mriežka potrebná z najmenej 380 V a trojfázových zásuviek. Technológia pracovných modelov stacionárnych rezacích zariadení nie je nič, ale líši sa z manuálu. Rozdiel je len vo výkone, maximálnej teplote vykurovania a schopnosť spracovať kov, viac ako 300 mm hrubé.
Podmienky rezania kovov
Plynové rezanie kovu bude účinné len vtedy, keď je teplota zapaľovania menšia ako teplota topenia. Takéto pomery sú pozorované v nízko uhlíkových zliatinách, roztopia sa pri 1500 ° C a proces zapaľovania sa vyskytuje pri 1300 ° C.
Pre vysoko kvalitnú prevádzku zariadenia je potrebné poskytnúť trvalé dodávky plynu, pretože kyslík vyžaduje konštantné množstvo tepla, ktoré sa udržiava najmä (o 70%) v dôsledku spaľovania kovu a len 30% poskytuje plameň plynu. Ak je zastavený, kov prestane vyrábať teplo a kyslík nebude schopný vykonávať funkcie priradené k nemu.
Pracovná rezačka, Kovový rezací výcvik
Maximálna teplota manuálnych rezačiek plynu dosahuje 1300 ° C, je to dostatočná hodnota na spracovanie väčšiny typov kovov, avšak existujú tie, ktoré sa začínajú roztaviť pri vysoko vysokých teplotách, napríklad oxid hliník - 2050 o C ( Je takmer trikrát viac ako teplota topenia čistého hliníka), oceľ s obsahom chrómu - 2000 o C, Nickel - 1985 O S.
Ak kov nestačí a proces tavenia nie je spustený, kyslík nebude schopný odpúšťať žiaruvzdorné oxidy. Inverzná táto situácia, keď kov má nízku teplotu topenia, pod vplyvom horiaceho plynu, môže jednoducho roztaviť, takže je nemožné použiť tento spôsob rezania pre liatinu.
Bezpečnostná technika
Realizácia rezania kovov pomocou plynovej inštalácie je lepšie zveriť skúseného špecialistu, pretože s nepresné odvolanie môžu byť dôsledky dostatočne smutné.
Bezpečnosť zahŕňa tieto podmienky:
- dobré vetranie v interiéri, kde sa bude vykonávať práca;
- vo vzdialenosti 5 metrov by nemali byť valce s plynom a inými horľavými látkami;
- práca by sa mala vykonávať v ochrannej maske alebo špeciálnych okuliaroch, ako aj v žiaruvzdornom oblečení;
- priamo plameň je potrebný v opačnom smere od zdroja plynu;
- hadice v procese prevádzky zariadenia nemožno spustiť, vyskytnúť sa na nich, upnutie nôh;
- ak sa vykoná prestávka, plameň na horáku by mal byť úplne odpovedaný na horák a utiahnite plynové ventily valcov.
Dodržiavanie týchto jednoduchých podmienok zabezpečí bezpečnú a efektívnu prácu na zariadení na rezanie kovov.
Video: Pracovná rezačka, Kovový strihanie





